Ручной профилегиб своими руками: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Последние новости туризма на сегодня 2022
Отдых и Туризм — Новости туризма 2022
Февраль 12, 2022
8 комментариев
С чем у любого туриста ассоциируется Хорватия? В первую очередь — отличная экология, чистейшее лазурного цвета Адриатическое море и невероятно живописные берега…
Февраль 1, 2022
Февраль 1, 2022
Февраль 1, 2022
Февраль 2, 2022
Правильное питание
Ноябрь 19, 2021
5 комментариев
Хотя общая идея заключается в том, что замороженные фрукты не несут никакой пользы для здоровья, многочисленные доказательства противоречат. ..
..
Ноябрь 19, 2021
17 комментариев
Ноябрь 19, 2021
10 комментариев
Ноябрь 19, 2021
20 комментариев
Общество
Ноябрь 19, 2021
7 комментариев
Найти идеальный подарок на Новый год для близких и друзей — непростая задача. Если нет уверенности в правильности своего решения, то может…
Если нет уверенности в правильности своего решения, то может…
Ноябрь 19, 2021
20 комментариев
Ноябрь 19, 2021
4 комментария
Ноябрь 19, 2021
5 комментариев
Cпорт отдых туризм
Ноябрь 20, 2021
16 комментариев
Занять всю семью непросто.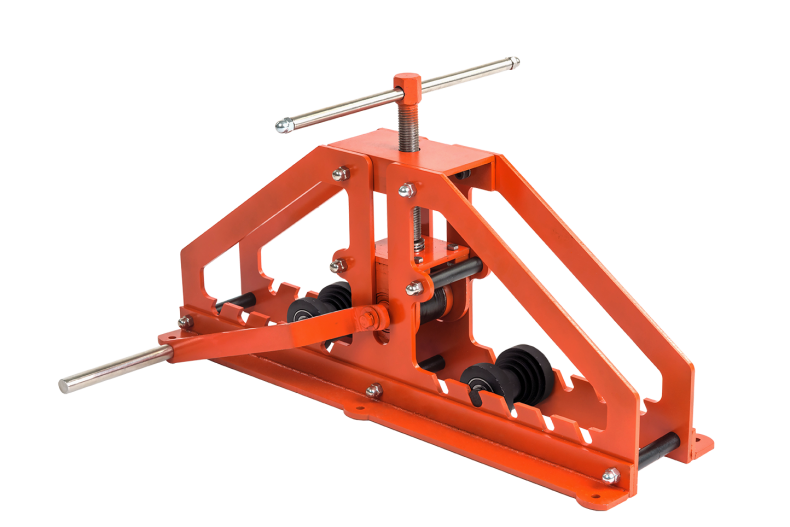 И что ж, нужно время, чтобы постоянно придумывать новые…
И что ж, нужно время, чтобы постоянно придумывать новые…
Бизнес
Ноябрь 20, 2021
2 комментария
Во французском языке существительное menu имеет два совершенно разных…
Спорт
Ноябрь 21, 2021
8 комментариев
Если вы все-таки решились на покупку первого сноуборда, при выборе однозначно не стоит…
Профилегиб своими руками: электрические, гидравлические
Главная
Инструменты и техника
Профилегиб своими руками: электрические, гидравлические и другие конструкции, видео и фото
Содержание статьи
- 1 Все что нужно знать о профилегибе
- 1.
 1 Как работает профилегиб
1 Как работает профилегиб - 1.2 Сборка ручного трубогиба
- 1.
- 2 Подведём итоги
Одновременная гибка нескольких труб с квадратным сечением возможна за счет применения на станке широких валов
Не знаете, как сделать профилегиб своими руками? Я предлагаю простую пошаговую инструкцию, по которой можно за день собрать эффективный в действии станок. Учитывая, что цена на заводские станки стартует с 300 долларов, уверен, что предложенная инструкция будет полезна многим.
Все что нужно знать о профилегибе
На фото показана лишь малая часть того, что можно сделать из металлических профилей
Профилегиб — это устройство для равномерной гибки металлических труб с различным профилем сечения. Кроме того, профилегибы можно применить для выгибания холодного проката различных фасонных металлоизделий, включая швеллер, уголок, тавр, двутавр и т. п.
Справа показан станок, в котором привод подачи профиля электрический, а слева показан станок с полностью ручным управлением
Профилегиб от обычного трубогиба отличается характерной формой вальцов, которая повторяет сечение деформируемого проката. По типу прижима вальцов различаются ручные и гидравлические профилегибы.
По типу прижима вальцов различаются ручные и гидравлические профилегибы.
Так выглядит профилегибочный станок с гидравлическим прижимом (справа традиционная схема прижима снизу-вверх, а слева — сверху вниз).
Гидравлический прижим вальцов обеспечивает большее усилие, что дает возможность деформировать металл с большей толщиной. К примеру, некоторые станки заводской сборки комплектуются домкратами с усилием свыше 8 тонн. По типу привода, подающего прокат к вальцам, различаются ручные станки и электрические профилегибы.
Как работает профилегиб
За счет того, что валы для профилегиба имеют непрямую форму, этот станок работает с металлическим уголком
И ручные, и гидравлические профилегибы работают по принципу механической холодной деформации металла. Принцип работы разных станков отличается направленностью деформирующего воздействия.
| Схематичное изображение | Принцип действия |
Прижимной вал двигается сверху-вниз. Это наиболее распространенная схема деформации профиля, так как по ней работает большая часть ручных станков. Схема прижима с использованием верхнего ролика редко применяется в станках с домкратом. Это наиболее распространенная схема деформации профиля, так как по ней работает большая часть ручных станков. Схема прижима с использованием верхнего ролика редко применяется в станках с домкратом. | |
| Прижимной вал двигается снизу-вверх. Давление, деформирующее профиль, оказывается снизу. Такая схема традиционная для станков с гидравлическим домкратом. Центральный вал подвижный, в то время как боковые прижимные валы остаются неподвижными. |
Нужно отметить, что и та, и другая схема деформации металла одинаково эффективна. Разница в направленности усилия объясняется только целесообразностью расположения привода и подвижного ролика относительно статичных валов.
Деформация трубы без станка — слева труба, согнутая по надрезам, а справа — для сгибания заполнена песком
Сборка ручного трубогиба
Рассмотрим, как собрать простой прокатный станок для гибки профиля своими руками. Готовый станок будет рассчитан на деформацию профильных труб диаметром не более 60 мм.
| Иллюстрация | Описание действий |
Подготавливаем материалы. Чтобы собрать самодельный профилегиб, потребуется:
| |
| Подготавливаем элементы рамы. Режем швеллер на 4 продольные части, 2 из которых длиной 70 см, и 2 поперечные части по 20 см.Два длинных продольных куска, как показано на фото, обрезаем по торцам под углом 70°. | |
Размечаем и сверлим отверстия под подшипниковые узлы. К верхней части продольных швеллеров прикладываем подшипниковые узлы и размечаем место под болтовое крепление.Пробойником, как показано на фото, накерниваем место под сверление, а затем делаем сквозные отверстия. | |
Изготавливаем боковые крепления для прижимного вала. Боковые крепления как показано на фото, делаем из швеллера.Размеры крепления не указаны специально, так как они подбираются в соответствии с тем валом, который есть в наличии. Под ось вала в креплениях высверливаются сквозные отверстия.
| |
| Изготавливаем верхнюю часть прижимного узла. Из того же швеллера режем кусок по ширине вала и, как показано на фото, обрезаем его боковины под углом 45°.В итоге, из двух боковин и верхней части можно сложить П-образную рамку, которая будет удерживать вал. | |
| Подготавливаем направляющие для прижимного узла. Из швеллера нарезаем две стойки высотой 500 мм. | |
Ввариваем пластины для болтового соединения. Нарезаем из стальной полосы две пластины, так, чтобы они свободно входили в полость швеллера.В каждой пластине с отступом в 10 мм от края сверлим отверстия под болты с диаметром 12 мм. Подготовленные пластины вставляются с края швеллеров и привариваются. Нарезаем из стальной полосы две пластины, так, чтобы они свободно входили в полость швеллера.В каждой пластине с отступом в 10 мм от края сверлим отверстия под болты с диаметром 12 мм. Подготовленные пластины вставляются с края швеллеров и привариваются. | |
| Собираем прижимной узел с подвижным роликом. Из двух ранее надрезанных боковин и верхней части свариваем единый узел, в который в ходе сборки вставляем вал. | |
| Собираем раму и вертикальные стойки. Из ранее нарезанных продольных и поперечных частей собираем и свариваем основание трубогиба.К основанию привариваем вертикальные направляющие, по которым будет передвигаться прижимной узел. | |
Крепим болт. В верхней части прижимного узла размечаем центр, по которому сверлим отверстие диаметром 22 мм. В отверстие пропускаем болт М20.На конце болта навариваем два наплава, так, чтобы болт свободно прокручивался в отверстии, но из него не выходил. | |
| Изготавливаем верхнюю перекладину для направляющих. Отрезаем кусок швеллера по размеру расстояния между направляющими. По краям сверлим по два отверстия, которые должны совпасть с отверстиями уже просверленными в направляющих.По центру сверлится отверстие, поверх которого наваривается гайка для болта. | |
| Крепим верхнюю перекладину болтами. В отверстия в верхней перекладине и в направляющих вставляем по два болта, которые затягиваем гайками через гроверные шайбы. | |
| Крепим подшипниковые узлы. Поверх основания рамы прикладываем подшипниковые узлы с уложенными в них валами.Подшипниковые узлы, через совпавшие отверстия, крепим болтами и гайками. Гайки затягиваем, предварительно установив гроверные шайбы. | |
Привариваем ступицу к шестеренкам. По центру шестеренок под цепь ГРМ наваривается ступица, по диаметру соответствующая шпинделю вала. В ступице делается наплавка, а на валу проточка. В ступице делается наплавка, а на валу проточка.
| |
| Устанавливаем шестерни на валы. Одеваем шестерни на шпиндели и затягиваем двумя гайками — одна основная, а другая контрящая. | |
Привариваем ось под ворот. Посредине вертикально расположенной направляющей, со стороны уже установленных шестерёнок, приваривается ось для ворота с шестерёнкой.
| |
Делаем ворот. Отрезаем кусок полосы длиной 40-50 см. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы.
| |
Напрессовываем шестерню на рукоятку. На ступицу рукоятки, с помощью тисков, напрессовываем шестерню для цепи ГРМ.
| |
| Делаем ворот для прижимного узла. На конце болта высверливается сквозное отверстие. В отверстие просовывается обрезок прутка, чтобы получилась рукоять. | |
| Установка бокового ворота. На предварительно приваренную ось крепим ступицу ворота и затягиваем первой и контрящей гайками. Через все три шестерни накидывается цепь. | |
Покраска. После изготовления профилегиба, детали, которые не будут подвергаться трению во время работы, можно окрасить, чтобы замедлить коррозию. |

Подведём итоги
Вы узнали, как сделать ручной профилегиб, чтобы гнуть профильные трубы. Также предлагаю посмотреть видео в этой статье. Если появятся вопросы, обязательно задавайте их в комментариях.
Система управления профилегибочным станком PBT
Обзор систем управления PBT
| Руководство | Обучаемый планшет | Планшет350 | ПК400 | |
|---|---|---|---|---|
| Эксплуатация/оборудование | мобильный портативный терминал | мобильный портативный терминал / планшетный ПК / шарнирный кронштейн / свободно перемещаемый | мобильный портативный терминал / планшетный ПК / шарнирный кронштейн / мобильный | передвижная панель управления / мультисенсорный дисплей 15 дюймов / промышленный ПК |
| Рекомендуется для | малая изменчивость гибочных форм | низкая изменчивость форм изгиба, но большое количество | высокая вариативность гибочных форм | высокая вариативность гибочных форм и автоматизация |
| Требуемое время для определения геометрии изгиба | относительно высокий | относительно высокий | низкий | низкий |
| Серийное производство | после ручной настройки | автоматический, после обучения | автоматизированный, с программным управлением | автоматизирован, управляется программным обеспечением и может быть интегрирован в автоматику |
| Программирование/хранение/обработка радиусов и расчет программы | руководство | через обучаемый модуль / через планшет | на основе программного обеспечения, количество и длина не ограничены | на основе программного обеспечения, количество и длина не ограничены |
| Визуальная проверка программы | — | — | как графическое представление | как графическое представление |
| Радиусы на изгибаемую часть | 1 | 1 | опционально | опционально |
| Подача | ускоренный ход/медленная скорость | ускоренный ход/медленная скорость | непрерывный | непрерывный |
| Дополнительный изгиб | — | — | возможно для 1 сегмента | возможно для всех сегментов |
| Выкатывание | — | — | — | возможно |
| Коррекция перехода | — | — | — | возможно |
| Программная документация | — | — | — | как вложение в формате PDF |
| Ассистенты программы | — | — | спиральная катушка | спиральная катушка, эллипсы, «кривые Наполеона», S-образные изгибы, особые формы, крыша бассейна, изгиб влево/вправо |
| Управление дополнительными опциями | — | — | — | открытая архитектура для пользовательских расширений, например. Оси Z с ЧПУ, приспособление для трехмерной гибки или подача шпинделя вперед, автоматическое измерение радиуса Оси Z с ЧПУ, приспособление для трехмерной гибки или подача шпинделя вперед, автоматическое измерение радиуса |
| Дистанционная диагностика с помощью PBT | — | — | — | через интернет-соединение |
| Обновление ПО | — | на USB-накопитель | на USB-накопитель | на USB-накопитель / через интернет-соединение |
| Резервное копирование данных | — | через порт USB | через порт USB | через порт USB / по сети |
| Соединение | проводной | Wi-Fi | Wi-Fi | проводной |
| Операционная система | — | Windows | Окна | Windows |
| Сетевая интеграция | — | — | — | возможно |
| Безопасность | аварийный останов, толчковый | аварийный останов, толчковый режим, разрешающий переключатель | аварийный останов, толчковый режим, разрешающий переключатель | аварийный останов, толчковый режим, активирующий переключатель дополнительно: подключение для лазерного сканера безопасности |
| Оси | Ось X, управляемая 1/100 мм Дополнительно: ось Y, разрешение 1/10 мм | Ось X, 1/100 мм, управляемая Ось Y, 1/10 мм, управляемая | Ось X, 1/100 мм, управляемая Ось Y, 1/10 мм, управляемая | Ось X, управляемая 1/100 мм Ось Y, управляемая 1/10 мм Дополнительно: Ось X с сервогидравлическим приводом (PBT25, PBT35) дополнительно: ось Y с сервоконтроллерами (PBT35) дополнительно: управляемые оси Z влево/вправо |
Seite wurde nicht gefunden.
 — Шехтль
— Шехтль
Перейти к основному содержанию
Эссензиэль
Экстерн Медиен
Все активы
Шпайхерн
Individuelle Datenschutzeinstellungen
Информация о файлах cookie
Datenschutzerklärung
Импрессум
Cookie-Einstellungen
Он нашел Sie eine Übersicht über alle verwendeten Cookies.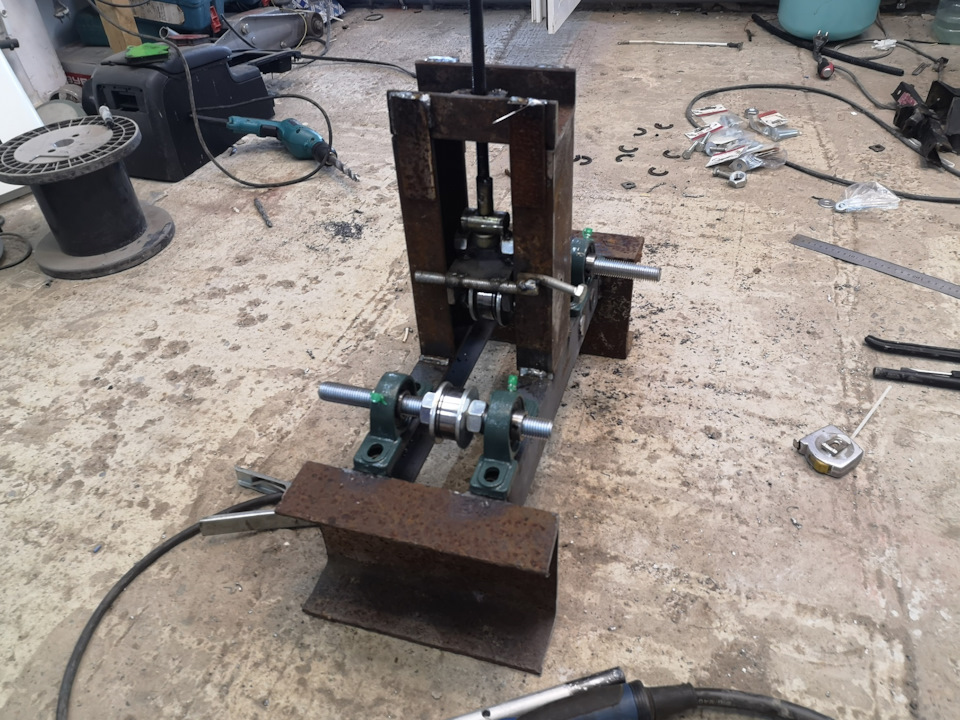 Sie können Ihre Einwilligung zu ganzen Kategorien geben oder sich weitere Informationen anzeigen lassen und so nur bestimmte Cookies auswählen.
Sie können Ihre Einwilligung zu ganzen Kategorien geben oder sich weitere Informationen anzeigen lassen und so nur bestimmte Cookies auswählen.
Все активы
Шпайхерн
Цурюк
Эссензиэль (1)
Essenzielle Cookies ermöglichen grundlegende Funktionen und sind für die einwandfreie Funktion der Website erforderlich.
Информация о файлах cookie
Информация о файлах cookie изменена
| Имя | Печенье Борлабс |
|---|---|
| Анбитер | Eigentümer dieser Сайт |
| Цвек | Speichert die Einstellungen der Besucher, die in der Cookie Box от Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | borlabs-cookie |
| Печенье Laufzeit | 1 Яр |
Экстерн Медиен (1)
Inhalte von Videoplattformen und Social-Media-Plattformen werden standardmäßig blockiert. Wenn Cookies von externen Medien akzeptiert werden, bedarf der Zugriff auf diese Inhalte keiner manuellen Einwilligung mehr.
Информация о файлах cookie
Информация о файлах cookie изменена
| Акзептирен | |
|---|---|
| Имя | Карты Гугл |
| Анбитер | Гугл |
| Цвек | Wird zum Entsperren от Google Maps-Inhalten verwendet.  |