Самодельные листогибы видео: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла
Листогиб — проекция сбоку
Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина.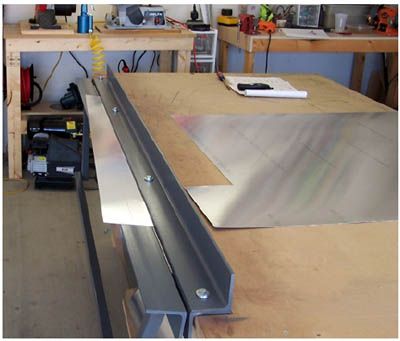 Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине.
 Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.

- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Metalmaq объясняет три возможных решения для Z-образной гибки
Как мне согнуть металлический лист Z-образной формы?
Многие клиенты спрашивают нас о различных методах и системах, которые существуют для изготовления Z-образных изгибов с помощью листогибочного пресса и о том, какой тип гибочного инструмента необходим . В следующем посте мы увидим три основных метода , которые существуют, а также таблицу, которую всегда нужно учитывать. В конце все будет проиллюстрировано в обучающее видео , в котором вы можете увидеть три способа получения Z-образного изгиба металлического листа, мы надеемся, что оно будет вам очень полезно.
В следующем посте мы увидим три основных метода , которые существуют, а также таблицу, которую всегда нужно учитывать. В конце все будет проиллюстрировано в обучающее видео , в котором вы можете увидеть три способа получения Z-образного изгиба металлического листа, мы надеемся, что оно будет вам очень полезно.
- 1 Как согнуть Z-образный металлический лист?
- 2 Метод 1 – гибка за гибкой:
- 2.1 Традиционный метод
- 3 Способ 2: «полустандартные» инструменты 40.ZP + 40.ZD:
- 3.1 Z-образная гибка листового металла различных размеров
- 4 Способ 3: специальный инструмент мод. 30.05:
- 4.1 2 гибки листового металла за один проход листогибочного пресса
- 5 Учебное видео: Как сделать Z-образный сгиб
- 6 Таблица тоннажа для Z-гибки металлического листа
- 7 См. ЦЕНЫ на листогибочный инструмент и принадлежности.
Метод 1 – гибка за гибкой:
традиционный метод
Это традиционный метод, состоящий из гибки детали с помощью стандартного листогибочного штампа и штампа и , затем переверните его, чтобы согнуть другую сторону (см. видео в конце этого поста). Преимущество в том, что нет вложений в инструменты , но есть два недостатка; во-первых, это медленный процесс , а во-вторых, расстояние между изгибами (и, следовательно, внутреннее измерение «Z») определяется шириной штампа и обычно довольно велико, в зависимости от толщины материала для согнуть и использовать матрицу.
видео в конце этого поста). Преимущество в том, что нет вложений в инструменты , но есть два недостатка; во-первых, это медленный процесс , а во-вторых, расстояние между изгибами (и, следовательно, внутреннее измерение «Z») определяется шириной штампа и обычно довольно велико, в зависимости от толщины материала для согнуть и использовать матрицу.
После первого сгиба мы возвращаемся, чтобы представить металлический лист, чтобы приступить ко второму
Способ 2: «полустандартные» инструменты 40.ZP + 40.ZD:
Z-образная гибка металлического листа различных размеров
Этим методом мы ускоряем гибку , так как с одного спуска листогибочного пресса делаем обе гибки одновременно. «Полустандартный» метод позволяет нам менять внутренние вставки и делать разные размеры «Z» в зависимости от каждой детали. Единственным недостатком является то, что, будучи «заранее определенными» вставками, мы можем иметь небольшие отклонения в окончательном размере, поскольку они не изготавливаются по размеру для требуемого «Z».
Деталь «полустандартного» инструмента 40.ZP + 40.ZD с Z-образной вставкой
Способ 3: специальный инструмент мод. 30.05:
2 гибки листового металла за один проход листогибочного пресса
Этот последний метод самый надежный , так как он изготавливается полностью в соответствии со спецификацией клиента и позволяет нам протестировать металлический лист клиента перед окончанием инструмента и иметь возможность проверить его результат. Это дает нам надежность 100 x 100 и, очевидно, повышение производительности за счет выполнения двух гибок за один проход листогибочного пресса . Это метод с самыми высокими затратами, поскольку производство является совершенно особенным, сделанным на заказ, и, очевидно, его время доставки больше.
Деталь специнструмента мод. 30.05
Учебное видео: Как сделать Z-образный сгиб
В следующем видео вы можете увидеть весь процесс с использованием трех методов изготовления Z-образного листогибочного пресса.
Таблица тоннажа для гибки листового металла в «Z»
Также важно знать, что в все инструменты, которые делают два гиба сразу (как в случае гибки «Z» ) тоннаж, необходимый для гибки детали, значительно увеличивается , в зависимости от толщины и типа материала, как показано в следующей таблице:
Huth Ben Pearson International LLC
Новый инструмент для гибки квадратного сечения Huth
Все инструменты Huth изготавливаются из твердой стали с соблюдением определенных допусков. После механической обработки он подвергается науглероживанию газом и закалке в масле до минимальной твердости 58 по шкале Роквелла «С».
 Мы не используем чугун для любого из наших инструментов. Весь инструмент Huth доступен со склада. Тем не менее, Huth изготовит нестандартную оснастку в соответствии с вашими требованиями для размеров, не указанных в данном перечне.
Мы не используем чугун для любого из наших инструментов. Весь инструмент Huth доступен со склада. Тем не менее, Huth изготовит нестандартную оснастку в соответствии с вашими требованиями для размеров, не указанных в данном перечне.Информационный лист
Узнать больше
Новый мощный прорезной станок Huth
Упрощает прорезку труб!
Информационный лист
Работает с любым 3,5-дюймовым разжимным цилиндром Huth на гибочных станках, настольных расширителях и других переносных прессах и расширителях.
Работает со всеми диаметрами труб с внутренним диаметром более 1,3 дюйма и до 11 калибра. Легко справляется с нержавеющей сталью.
Легко настроить! Легко использовать!
Подходит для гибочных станков BendPak!
Узнать больше
Новые расширительные втулки
НОВЫЕ расширительные втулки Huth устанавливаются на существующие инструменты.

Все предназначены для установки на комплекты сегментов Huth, Ben Pearson и Bend Pak 3 дюйма
Информационный лист
Узнать больше
Новый пакет The Essentials™ Package — HB-05
ПРЕДСТАВЛЯЕМ НОВЫЙ пакет Essentials™ от Huth — HB-05. Высококачественный гибочный станок, расширитель и инструменты, которые вам нужны… по отличной цене!
Информационный лист
Подробнее
Новый качественный инструмент Huth для вашего гибочного станка BendPak®
Теперь вы можете получить высококачественный, высокопроизводительный инструмент от Huth для своего гибочного станка, отличного от Huth!
Информационный лист
Подробнее
Гибочный станок нового производства – Модель 2650/2660
Простой. Жесткий. Мощный.
 Быстрая работа.
Быстрая работа. Отлично подходит для производства… Прицепы, Ограждения/ворота,
Навесы для столбов, Навесы для автомобилей, Спортивное оборудование, Фермы
конструкции (кормовые кольца, панели, стойки для седла), Лодочные
рамы-подъемники, Промышленные стеллажи… и это лишь некоторые из
!Информационный лист
Узнать больше
Новый ручной гибочный станок
Экономит ваши деньги!
Номер по каталогу: HMRB6017
Этот удобный инструмент обеспечивает быстрое и простое решение для гибки стержней диаметром до 3/8 дюйма с использованием поворотного рычага штифта ½ дюйма. Согните плоскую заготовку размером до ¼ x 1 дюйм.
Информационный лист
Подробнее
Новый вертикальный расширитель с двумя разъемами 1674 В
Расширение масштабно, масштабно и быстро!
- Два цилиндра расширителя, ориентированные вертикально, делают расширение более быстрым и легким.

- Два цилиндра расширителя, ориентированные вертикально, делают расширение более быстрым и легким.
