Самодельные профилегибы своими руками: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Станок для гибки профиля, изготовление профилегиба электрического своими руками
Содержание
- 1 Работа профилегибочного станка
- 2 Изготовление профилегибочного станка
- 2.1 Подготовка материалов и узлов
- 2.2 Первоначальный этап работы
- 2.3 Последующий этап изготовления
- 2.4 Последний этап
- 3 Тонкости изготовления агрегата
- 4 Выбор формы рабочей поверхности ролика
Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Работа профилегибочного станка
Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
В первом случае прижимающий валик двигается в направлении сверху, это распространенная схема, применяемая в трубогибах и станках для изгибания профиля. Если вал прижимает заготовку снизу, то это второй вариант действия деформационной силы. Боковые ролики неподвижны, движется только центральный вал, принцип используется в агрегатах с гидравликой.
Изготовление профилегибочного станка
Несмотря на кажущуюся сложность агрегата, можно изготовить профилегибочный станок своими руками. Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров. Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Подготовка материалов и узлов
Для изготовления станка потребуются элементы:
- подшипниковые узлы с роликами качения, запрессованными в них;
- металлический швеллер высотой 80 см;
- три вала из стали в диаметре 8 см каждый;
- велосипедная колесная цепь или можно взять цепь от «жигулевской» шестерни;
- стальная полоска, ее толщина не должна быть меньше 5−6 мм;
- болты М20, длиной не меньше 6 см, к ним соответствующие гайки;
- металлическая арматура с гладкой поверхностью диаметром 12 мм.

Чтобы сделать заготовки для станины, отрезают от швеллера две поперечные детали длиной 20 см и два продольных куска по 70 см. На продольных заготовках торцы скашивают под 70˚.
Первоначальный этап работы
Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Боковые крепежные детали для вала изготавливают из швеллера, они делаются по месту, применительно к диаметру вала, выбранного для станка. Для прохождения вала в крепежных деталях сверлят отверстия. Чтобы от больших усилий во время работы вал не изменил своего положения, края отверстия усиливают стальными полосками, общая толщина сборной стенки в просвете отверстия составляет не менее 1 см.
Прижимной узел формируется из предварительно подготовленного куска швеллера длиной, равной ширине вала, концы заготовки скашиваются под 45˚. Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Последующий этап изготовления
От полосовки из металла режут два куска, их длина рассчитывается так, чтобы они свободно помещались во внутреннюю часть швеллера — это будут крепежные детали для болтового соединения. Чтобы обеспечить прохождение болтов, сверлят сквозные отверстия в пластинах, располагая их от края на 1 см. Готовые крепежные детали помещают в полость швеллера и приваривают.
В готовую конструкцию станины вставляют вал, затем соединяют при помощи сварки продольные и поперечные заготовки. К готовой станине крепят вертикальные направляющие полозья из швеллера, чтобы по ним мог двигаться узел прижима.
Прижимной центральный болт будет располагаться в отверстии диаметром 22 мм, отверстие сверлят так, чтобы болт свободно двигался в нем, но не смог выпасть. Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Направлявшие полозья для движения каретки будут расположены на поперечной перекладине, для которой берут две заготовки из швеллера, их размер определяют по расстоянию между полозьями. В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
После проделанной работы соединяют сваркой шестерни со ступицами, для этого последняя деталь приваривается под цепью. Шпиндельный вал и ступица должны быть одинакового размера в диаметре.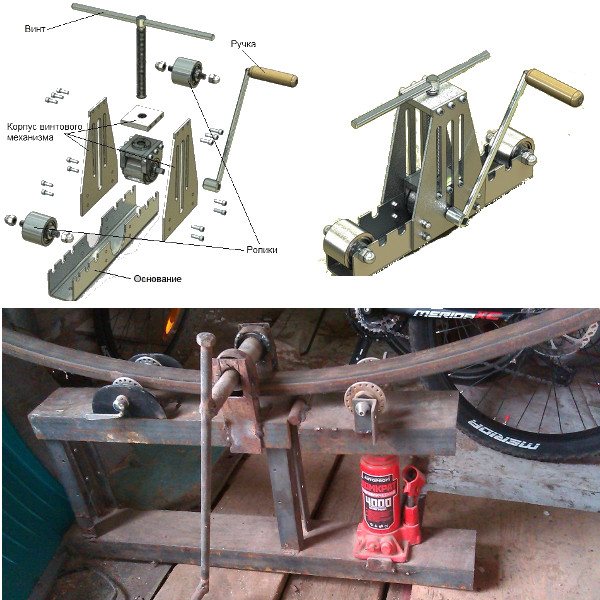 Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Последний этап
В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
Чтобы сделать стандартный ворот, используют часть полосы из стали, ее длина составляет 50 см. К одному концу заготовки приваривают кусок прутка, который будет исполнять роль ручки. Другим концом полосу приваривают к ступице, причем диаметр последней детали равен внутреннему диаметру приготовленных шестеренок.
На рукояточную ступицу напрессовывают шестеренку, предназначенную для прохождения по ней цепи, работу выполняют с помощью тисков. Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Для изготовления узла прижима берут остаток арматуры и продевают в отверстие на краю болта, получается подобие рукояти. Перед надеванием цепи на тройку рабочих шестеренок крепят ступицу на укрепленную заранее ось и затягивают основной и контргайкой. В результате для передачи вращательного движения вырисовывается надежный редуктор.
Окончательный этап состоит в окрашивании станины и всех неподвижных элементов агрегата, чтобы предупредить распространение коррозионного процесса на металлических деталях. Передвигающиеся и поворачивающиеся узлы и детали не красят, также нельзя обрабатывать краской трущиеся друг об друга запчасти.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей.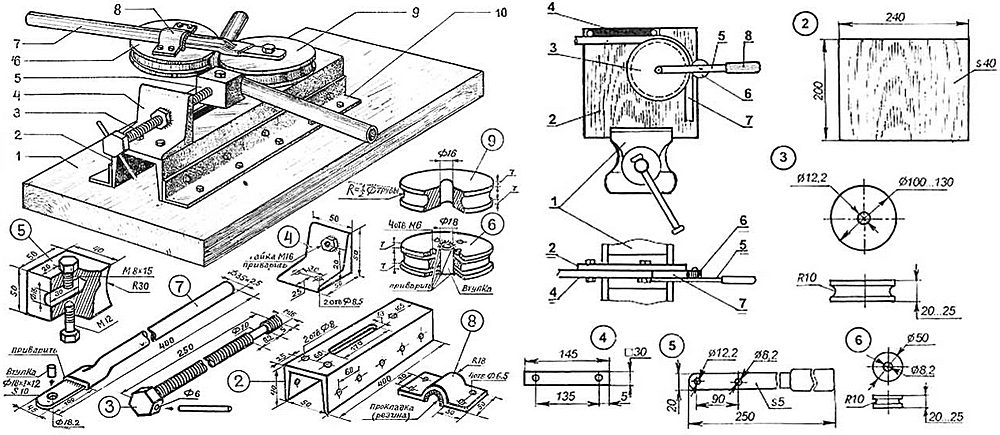 В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.

В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды. В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов. Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению.
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения.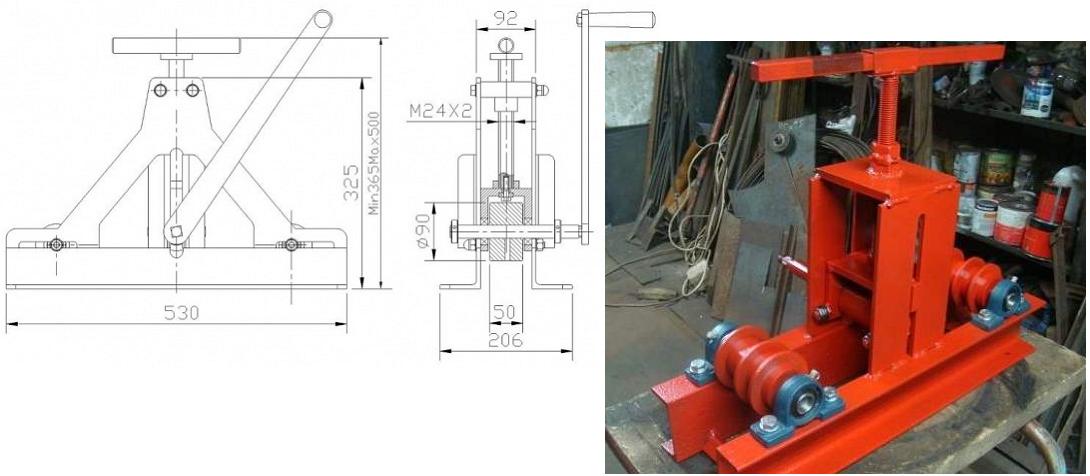 Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
электрические, гидравлические и другие конструкции, видео и фото
здание модульное www.modul.org |
Одновременная гибка нескольких труб с квадратным сечением возможна за счет применения на станке широких валов
Не знаете, как сделать профилегиб своими руками? Я предлагаю простую пошаговую инструкцию, по которой можно за день собрать эффективный в действии станок. Учитывая, что цена на заводские станки стартует с 300 долларов, уверен, что предложенная инструкция будет полезна многим.
Содержание:
- Все что нужно знать о профилегибе
- Как работает профилегиб
- Сборка ручного трубогиба
- Подведём итоги
Все что нужно знать о профилегибе
На фото показана лишь малая часть того, что можно сделать из металлических профилей
Профилегиб — это устройство для равномерной гибки металлических труб с различным профилем сечения. Кроме того, профилегибы можно применить для выгибания холодного проката различных фасонных металлоизделий, включая швеллер, уголок, тавр, двутавр и т. п.
Кроме того, профилегибы можно применить для выгибания холодного проката различных фасонных металлоизделий, включая швеллер, уголок, тавр, двутавр и т. п.
Справа показан станок, в котором привод подачи профиля электрический, а слева показан станок с полностью ручным управлением
Профилегиб от обычного трубогиба отличается характерной формой вальцов, которая повторяет сечение деформируемого проката. По типу прижима вальцов различаются ручные и гидравлические профилегибы.
Так выглядит профилегибочный станок с гидравлическим прижимом (справа традиционная схема прижима снизу-вверх, а слева — сверху вниз).
Гидравлический прижим вальцов обеспечивает большее усилие, что дает возможность деформировать металл с большей толщиной. К примеру, некоторые станки заводской сборки комплектуются домкратами с усилием свыше 8 тонн. По типу привода, подающего прокат к вальцам, различаются ручные станки и электрические профилегибы.
Как работает профилегиб
За счет того, что валы для профилегиба имеют непрямую форму, этот станок работает с металлическим уголком
И ручные, и гидравлические профилегибы работают по принципу механической холодной деформации металла. Принцип работы разных станков отличается направленностью деформирующего воздействия.
Принцип работы разных станков отличается направленностью деформирующего воздействия.
| Схематичное изображение | Принцип действия |
| Прижимной вал двигается сверху-вниз. Это наиболее распространенная схема деформации профиля, так как по ней работает большая часть ручных станков. Схема прижима с использованием верхнего ролика редко применяется в станках с домкратом. | |
| Прижимной вал двигается снизу-вверх. Давление, деформирующее профиль, оказывается снизу. Такая схема традиционная для станков с гидравлическим домкратом. Центральный вал подвижный, в то время как боковые прижимные валы остаются неподвижными. |
Нужно отметить, что и та, и другая схема деформации металла одинаково эффективна. Разница в направленности усилия объясняется только целесообразностью расположения привода и подвижного ролика относительно статичных валов.
Деформация трубы без станка — слева труба, согнутая по надрезам, а справа — для сгибания заполнена песком
Сборка ручного трубогиба
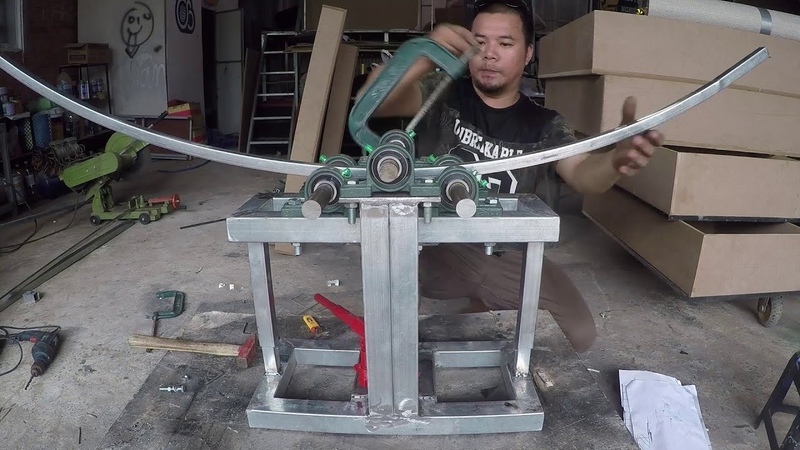
Рассмотрим, как собрать простой прокатный станок для гибки профиля своими руками. Готовый станок будет рассчитан на деформацию профильных труб диаметром не более 60 мм.
Готовый станок будет рассчитан на деформацию профильных труб диаметром не более 60 мм.
| Иллюстрация | Описание действий |
Подготавливаем материалы. Чтобы собрать самодельный профилегиб, потребуется:
| |
| Подготавливаем элементы рамы. Режем швеллер на 4 продольные части, 2 из которых длиной 70 см, и 2 поперечные части по 20 см. Два длинных продольных куска, как показано на фото, обрезаем по торцам под углом 70°.
| |
Размечаем и сверлим отверстия под подшипниковые узлы. К верхней части продольных швеллеров прикладываем подшипниковые узлы и размечаем место под болтовое крепление. Пробойником, как показано на фото, накерниваем место под сверление, а затем делаем сквозные отверстия. | |
| Изготавливаем боковые крепления для прижимного вала. Боковые крепления как показано на фото, делаем из швеллера. Размеры крепления не указаны специально, так как они подбираются в соответствии с тем валом, который есть в наличии. Под ось вала в креплениях высверливаются сквозные отверстия.
| |
| Изготавливаем верхнюю часть прижимного узла. Из того же швеллера режем кусок по ширине вала и, как показано на фото, обрезаем его боковины под углом 45°. В итоге, из двух боковин и верхней части можно сложить П-образную рамку, которая будет удерживать вал.
| |
Подготавливаем направляющие для прижимного узла. Из швеллера нарезаем две стойки высотой 500 мм. Из швеллера нарезаем две стойки высотой 500 мм. | |
| Ввариваем пластины для болтового соединения. Нарезаем из стальной полосы две пластины, так, чтобы они свободно входили в полость швеллера. В каждой пластине с отступом в 10 мм от края сверлим отверстия под болты с диаметром 12 мм. Подготовленные пластины вставляются с края швеллеров и привариваются. | |
| Собираем прижимной узел с подвижным роликом. Из двух ранее надрезанных боковин и верхней части свариваем единый узел, в который в ходе сборки вставляем вал. | |
| Собираем раму и вертикальные стойки. Из ранее нарезанных продольных и поперечных частей собираем и свариваем основание трубогиба. К основанию привариваем вертикальные направляющие, по которым будет передвигаться прижимной узел. | |
Крепим болт. В верхней части прижимного узла размечаем центр, по которому сверлим отверстие диаметром 22 мм. В отверстие пропускаем болт М20. В отверстие пропускаем болт М20.На конце болта навариваем два наплава, так, чтобы болт свободно прокручивался в отверстии, но из него не выходил. | |
| Изготавливаем верхнюю перекладину для направляющих. Отрезаем кусок швеллера по размеру расстояния между направляющими. По краям сверлим по два отверстия, которые должны совпасть с отверстиями уже просверленными в направляющих. По центру сверлится отверстие, поверх которого наваривается гайка для болта. | |
| Крепим верхнюю перекладину болтами. В отверстия в верхней перекладине и в направляющих вставляем по два болта, которые затягиваем гайками через гроверные шайбы. | |
| Крепим подшипниковые узлы. Поверх основания рамы прикладываем подшипниковые узлы с уложенными в них валами. Подшипниковые узлы, через совпавшие отверстия, крепим болтами и гайками. Гайки затягиваем, предварительно установив гроверные шайбы. | |
Привариваем ступицу к шестеренкам. По центру шестеренок под цепь ГРМ наваривается ступица, по диаметру соответствующая шпинделю вала. В ступице делается наплавка, а на валу проточка.
| |
| Устанавливаем шестерни на валы. Одеваем шестерни на шпиндели и затягиваем двумя гайками — одна основная, а другая контрящая. | |
Привариваем ось под ворот. Посредине вертикально расположенной направляющей, со стороны уже установленных шестерёнок, приваривается ось для ворота с шестерёнкой.
| |
Делаем ворот. Отрезаем кусок полосы длиной 40-50 см. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы.
| |
Напрессовываем шестерню на рукоятку. На ступицу рукоятки, с помощью тисков, напрессовываем шестерню для цепи ГРМ.
| |
| Делаем ворот для прижимного узла. На конце болта высверливается сквозное отверстие. В отверстие просовывается обрезок прутка, чтобы получилась рукоять. | |
Установка бокового ворота. На предварительно приваренную ось крепим ступицу ворота и затягиваем первой и контрящей гайками. Через все три шестерни накидывается цепь. Через все три шестерни накидывается цепь. | |
| Покраска. После изготовления профилегиба, детали, которые не будут подвергаться трению во время работы, можно окрасить, чтобы замедлить коррозию. |

Подведём итоги
Вы узнали, как сделать ручной профилегиб, чтобы гнуть профильные трубы. Также предлагаю посмотреть видео в этой статье. Если появятся вопросы, обязательно задавайте их в комментариях.
Похожие статьи
- Токарный станок своими руками: изделия для обработки дерева и металла, изготовление, видео и фото
Эти красивые изделия вы сможете точить дома на своем токарном станке Хотите сделать токарный станок своими руками, но не знаете, как? Я предлагаю простые…
- Пилорама своими руками: шинные, ленточные и другие самодельные конструкции, видео и фото
Это самая простая пилорама, которую можно собрать самому — читайте дальше о том, как это сделать Не знаете, чем распилить лес на доски ? Я расскажу, как.
 ..
.. - Гаражные ворота своими руками: распашные и другие конструкции, инструкция как сделать, видео и фото
Профлист для обшивки ворот используется только на охраняемой территории. Гаражные навесы. Для стандартных ворот шириной 2,5 м достаточно 4 навесов (2х2),…
PBM 80 HYD Станок для гибки профилей с ЧПУ – Wodico
Описание
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ
- 7-дюймовый сенсорный экран
- Автоматическое воспроизведение гибки, управляемое ПЛК (деталь, согнутая оператором, записывается интеллектуальным технологическим программным обеспечением, последующие гибки выполняются машиной)
- Клавиатура, которую можно установить в горизонтальное или вертикальное рабочее положение с помощью одной кнопки
- Возможность превращения вращения валов в непрерывное вращение одной кнопкой во время гибки
- Возможность предупреждать на 7-дюймовом экране о необходимости технического обслуживания
- Страница аварийных сигналов с предупреждениями на машине
- Двойная скорость
- Устройство для растяжения, предотвращающее растяжение верхнего стержня
- Гидравлические боковые опоры, облегчающие изгиб
- Энкодер, регистрирующий скрытое вращательное движение против ударов
- Удаленный доступ к ПЛК и экрану через Интернет благодаря интеллектуальной технологии
- Лист расчета, который рассчитывает пружину и глубину, необходимые для контроля изгиба во время гибки
- Имеет многоцелевые формы для гибки.

- Имеет отдельный от машины мобильный пульт управления колесом.
- Серпатин имеет свойство изгибаться.
ДОПОЛНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ
Имеются отдельные формы для гибки труб любого диаметра.
1 ГОД ГАРАНТИИ ОТ ПРОИЗВОДСТВЕННЫХ НЕИСПРАВНОСТЕЙ МАШИНЫ.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Мощность двигателя: 5,5 – 8 кВт +1,1 кВт
- Рулоны: Ø 245 мм
- Вал: Ø 80 мм
- Скорость гибки: 5 – 10 м/мин (двойная скорость)
- Ширина: 1200 мм
- Длина: 1400 мм
- Высота: 1420 мм
- Вес: 1700 кг
ЗАИНТЕРЕСОВАНО ЭТИМ ПРОДУКТОМ?
НЕМЕДЛЕННО СВЯЖИТЕСЬ С НАМИ.
[]
ИМЯ
ФАМИЛИЯ
НАЗВАНИЕ КОМПАНИИваше полное имя
ВЕБ-САЙТ КОМПАНИИ
НОМЕР ТЕЛЕФОНА
Выбор округа!
Choose countryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia And HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (keeling) IslandsColombiaComorosCongoCongo, The Democratic Republic Of TheCook IslandsCosta RicaCote D’ivoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea -бисауГайанаГаитиостров Херд и острова МакдональдСвятой Престол (Ватикан City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic OfIraqIrelandIsraelItalyJamaicaJapanJordanKazakstanKenyaKiribatiKorea, Democratic People’s Republic OfKorea, Republic OfKosovoKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedonia, The Former Yugoslav Republic OfMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States OfMoldova, Republic OfMonacoMongoliaMontserratMontenegroMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian Territory, OccupiedPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint HelenaSaint Китс и НевисСент-ЛюсияСент-Пьер и МикелонСент-Винсент и Гренадины SamoaSan MarinoSao Tome And PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia And The South Sandwich IslandsSpainSri LankaSudanSurinameSvalbard And Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province Of ChinaTajikistanTanzania, United Republic OfThailandTogoTokelauTongaTrinidad And TobagoTunisiaTurkeyTurkmenistanTurks And Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U. s.Wallis И ФутунаЗападная СахараЙеменЗамбияЗимбабве
s.Wallis И ФутунаЗападная СахараЙеменЗамбияЗимбабве
Комментарии
Предыдущий
Следующий
Гибочный станок для рамы судов Stierli Bieger
Информация о продукте
Послать запрос
Гибочные станки серии SE предназначены специально для гибки судовых профилей для каркасов судов. Наряду с типичной корабельной рамой HP (также известной как профиль Holland, HP-рама или выпуклая плоская форма) также возможны гибочные профили, такие как L-образные и T-образные профили. Профили изгибаются по отдельности или парами. Станок также можно использовать для гибки труб и для правки. Доступны как ручные, так и современные системы управления ЧПУ. Станки используются на верфях в качестве производственных гибочных станков или для ремонта судов.
Подходящие машины
Статья
Сортировка.
Система управления: Ручное управление ЧПУ ЧПУ управление
Добавлено сравнение продуктов
Добавлено сравнение продуктов
Перейти к сравнению продуктов
Товар уже добавлен
Товар уже добавлен. Пожалуйста, добавьте другой продукт или перейдите к
Пожалуйста, добавьте другой продукт или перейдите к
Сравнение продуктов
Добавлено сравнение продуктов
Товар добавлен в сравнение. Пожалуйста, добавьте хотя бы еще один продукт, чтобы начать сравнение продуктов.
820 HE — SE
820 HE — SE Гибочный станок для судовых профилей
| Рабочая мощность | 82 к / 820 кН |
|---|---|
| Гибкость плоская | л.с. 200 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
820 NC — SE
820 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 82 к / 820 кН |
|---|---|
| Гибкость плоская | л.с. 200 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
1300 HE — SE
1300 HE — SE гибочный станок для судовых профилей
| Рабочая мощность | 130 до / 1300 кН |
|---|---|
| Гибкость плоская | л.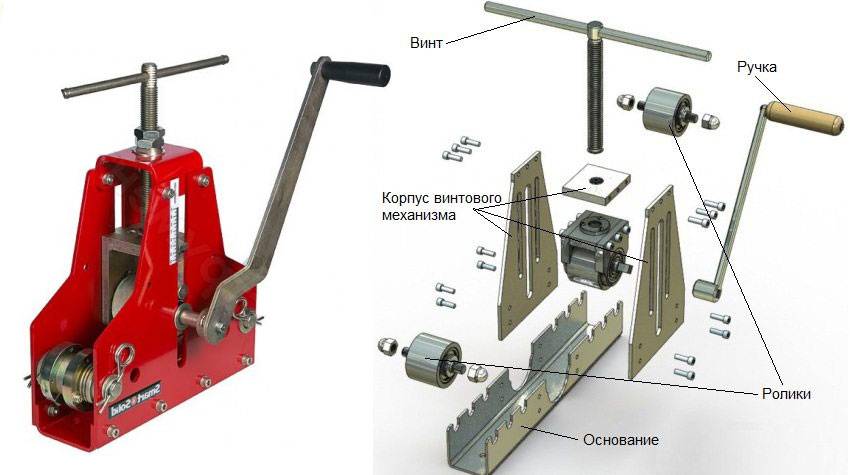 с. 280 с. 280 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
1300 NC — SE
1300 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 130 до / 1300 кН |
|---|---|
| Гибкость плоская | л.с. 280 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
2200 RP — SE
2200 RP — SE Гибочный станок для судовых профилей
| Рабочая мощность | 220 к / 2200 кН |
|---|---|
| Гибкость плоская | 320 л.с. |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
2200 NC — SE
2200 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 220 к / 2200 кН |
|---|---|
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
3300 RP — SE
3300 RP — SE Гибочный станок для судовых профилей
| Рабочая мощность | 330 до / 3300 кН |
|---|---|
| Гибкость плоская | л.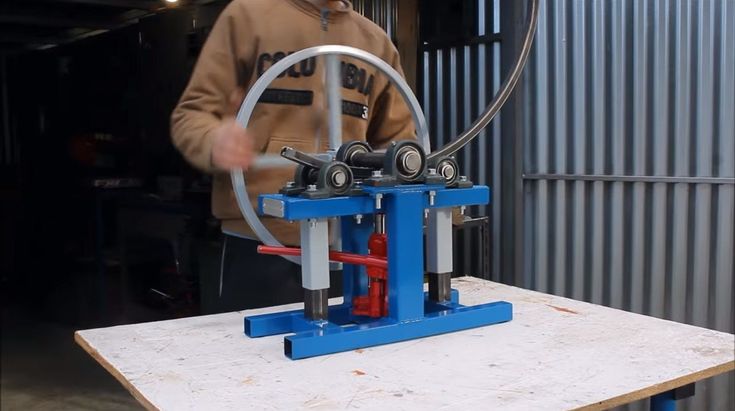 с. 340 с. 340 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
3300 NC — SE
3300 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 330 к / 3300 кН |
|---|---|
| Гибкость плоская | л.с. 340 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
4400 NC — SE
4400 NC — SE Гибочный станок для судовых профилей
| Рабочая мощность | 440 к / 4400 кН |
|---|---|
| Гибкость плоская | л.с. 430 |
| Гибка труб | 4 дюйма |
| Управление | ЧПУ |
сравнивать
вся информация
4400 RP — SE
4400 RP — SE Гибочный станок для судовых профилей
| Рабочая мощность | 440 к / 4400 кН |
|---|---|
| Гибкость плоская | л. с. 430 с. 430 |
| Гибка труб | 4 дюйма |
| Управление | Ручное управление |
сравнивать
вся информация
Убедитесь сами в преимуществах нашего станка для гибки судовых профилей:
- Различные, универсальные применения для обработки корабельных профилей:
- Гибка корабельных шпангоутов (HP-профили)
- Гибка L-профилей
- Гибка T-образных кромок
0 Прочее области применения:
- Гибка труб
- Выполнение работ по правке
- Гибка плоского проката
- Гибка круглого проката
- Формовочные инструменты и т. д.
- Системы управления, которые легко освоить
Наши органы управления спроектированы таким образом, что оператор может очень быстро научиться ими пользоваться.Современная система управления ЧПУ имеет четко разработанный пользовательский интерфейс.
 Графические символы поддерживают и облегчают рабочий процесс.
Графические символы поддерживают и облегчают рабочий процесс.Система ручного управления очень популярна и проверена на практике десятилетиями. Систему управления можно подобрать всего за несколько минут.
- Очень прочная, надежная конструкция станка
Жесткая, надежная конструкция станка гарантирует точную работу с превосходной долговременной точностью. - Прочные опорные стержни для точных результатов гибки
Наши опорные стержни очень прочные, что очень важно для точных результатов гибки.
- Очень прочная система направляющих цилиндров
Благодаря очень прочной конструкции цилиндров открытые направляющие не требуются. Полностью закрытая система направляющих предлагает множество преимуществ, которые помогают поддерживать длительный срок службы и точность в течение длительного времени:
— Система направляющих защищена от износа
(в отличие от открытых направляющих)
— Не требует дополнительной смазки, не требует обслуживания.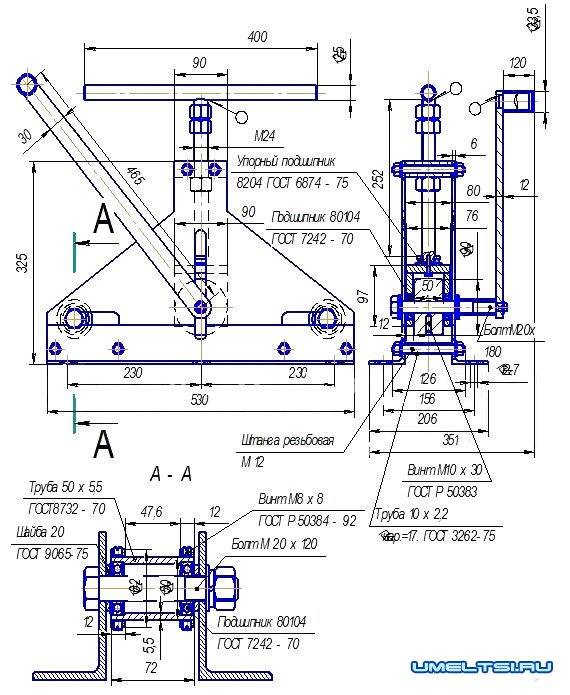
— Наша концепция направляющих позволяет полностью закрыть рабочий стол.
Весы не могут войти в систему направляющих. - Высокая точность повторения
Сочетание очень жесткой конструкции станка, точной гидравлики и использования высококачественных компонентов управления обеспечивает высокую точность повторения.
- Остановка под нагрузкой
Для наладочных работ или ручной правки правильный пресс может останавливаться под нагрузкой.
- Плавная регулировка рабочей скорости от 0 до 10 мм/с
Плавная регулировка рабочей скорости является большим преимуществом для точной регулировки. Гибка может осуществляться на полной скорости в автоматическом режиме без снижения скорости при достижении точки изгиба. - Мобильный или крановый
При необходимости гибочный или правильный станок Stierli можно переместить в другое место установки.
