Самодельный кромкогиб для кузовных работ: как сделать ручной кромкогиб для авторемонта по чертежам? Описание самодельных моделей для авто
Содержание
Инструменты и расходные материалы для кузовных работ
Инструменты для кузовных работ
Листовой металл автомобиля берет на себя основной износ автомобиля. Он нагревается и охлаждается в течение всего сезона. Металл принимает на себя всевозможные вибрации, столкновения и коррозию. Поэтому, когда вы попадаете в кузовной цех, вы часто обнаруживаете, что металл нуждается в серьезном ремонте.
Часто приходится вырезать и снимать верхние и боковые панели, и для некоторых это может показаться невыполнимой задачей. Однако с правильными инструментами это действительно просто еще одна процедура. Иногда вам нужно проявить творческий подход и вырезать свой собственный листовой металл, чтобы сделать сменные панели. Наличие правильных инструментов может облегчить сложную задачу.
Когда дело доходит до замены панелей, существует несколько способов их укладки обратно. Можно сделать полоски, которые можно приварить к краю проемов, чтобы прижать к ним новую панель. Вы можете закрепить края отверстия, чтобы создать место для отдыха. Или вы можете приварить панель встык. Хотя один из наиболее популярных способов замены панели в наши дни — это использование эпоксидного клея для кузова автомобиля. Независимо от метода, вы должны обработать металл, чтобы подготовить панель того типа, который вы собираетесь использовать.
Вы можете закрепить края отверстия, чтобы создать место для отдыха. Или вы можете приварить панель встык. Хотя один из наиболее популярных способов замены панели в наши дни — это использование эпоксидного клея для кузова автомобиля. Независимо от метода, вы должны обработать металл, чтобы подготовить панель того типа, который вы собираетесь использовать.
ПРИМЕЧАНИЕ. Некоторые продукты загружаются медленно из-за того, что они загружаются с Amazon. Наведите указатель мыши на любое изображение, и вы увидите описание каждого элемента…
Типы инструментов
Инструменты для сшивания и разделения
Резка, правка и обработка металлов
Профессиональное оборудование
Инструменты для сшивания и разделения 900 05
Steck 20015 Устройство для удаления швов
Steck Manufacturing 20016 Устройство для удаления швов под прямым углом
Набор резаков для точечной сварки Blair
Резак для точечной сварки для сверла 3/8 дюйма
Насадка для снятия обшивки Malco с двери
Пневматический инструмент для снятия обшивки с двери
Инструмент для снятия обшивки с двери с застежкой-молнией производства Steck
Ingersoll Rand Air Молоток 114GQC
Ингерсолл Rand Chisels Air Hammer Bits
Набор сверл IRWIN Cobalt, 15 предметов
Смазочно-охлаждающая жидкость Forney Tap Magic Industrial Pro 4 унции
8-амперная реверсивная дрель 1/2 дюйма HD с регулируемой частотой вращения
Зажимы для стыковой сварки, 8 шт.
Резка, правка и манипуляции с металлом
Пневматический фланец/пробойник для панелей корпуса
Blair 13229 Фланцевый инструмент
Нож для высечки металла с насадкой для круговой резки Макс. 14ga
Производительность Пневматический вырубной инструмент
Поворотная головка 4 А Электрические ножницы по металлу с регулируемой скоростью
Электрические ножницы высокого разрешения для листового металла 18 калибра Жестяные ножницы Высечные ножницы
Компактная пневматическая пила AIRCAT с низким уровнем вибрации
Сабельная пила, ход 1–1/8 дюйма, 2500 об/мин, переменная скорость
Аккумуляторная сабельная пила, регулируемая скорость, 0–3000 об/мин с лезвиями
Полотно сабельной пилы для резки металла, 9 дюймов, 5 упаковок
Гибкий 14 дюймов, регулируемый корпус Держатель напильников
Набор напильников Ironton — 17 шт.
5 шт. Набор вращающихся борфрез с хвостовиком 1/4 дюйма, 17 шт.
PORTER-CABLE PCE700 Отрезная пила, 15 А, 14 дюймов
Формирователь развальцовки колесной арки Fender Roller
Astro 209 ONYX Inline 3in Cut-Off Tool
Astro 208 ONYX 3-дюймовый отрезной инструмент
3-дюймовый высокоскоростной сетевой отрезной инструмент 3,5 А
3-дюймовые отрезные круги 54-Grit, 10 шт. в упаковке
3 шт. 07
Профессиональное оборудование
Коробчатый и дисковый тормоз с ножным зажимом — 40 дюймов
Комплект усиленных английских колес — 28 дюймов
Профессиональные английские колеса — 45 дюймов
16-тонный пневматический/гидравлический трубогиб, 3 дюйма грузоподъемность
Комплект ленточной пилы Milwaukee Deep Cut, 11 ампер
Откройте для себя секреты аэрозольной окраски и кузовные работы
Для домашнего механика покраска автомобиля или грузовика может занять первое место в списке «Хотели бы совершить один день» . Однако энтузиазм, обычно берущийся за такую задачу, улетучивается, если подумать о знаниях, терпении, инструментах и уверенности.
Однако энтузиазм, обычно берущийся за такую задачу, улетучивается, если подумать о знаниях, терпении, инструментах и уверенности.
В этом DVD-курсе вы найдете все, что вам нужно знать и чему научиться. Вы легко научитесь покраске автомобиля и ремонту кузова за 2 часа или меньше с Секреты аэрозольной краски . В качестве бонуса вы получите мое руководство по ремонту кузова и советы, которые покажут вам, как построить покрасочную камеру у себя дома.
Это чрезвычайно доступный курс, учитывая, что курсы в аудиторных классах или колледжи обойдутся вам в тысячи. Поскольку онлайн-курсы встречаются редко, это отличная возможность. Действуйте сейчас и начните заниматься кузовными работами и покраской как профессионал.
УЗНАЙТЕ СЕКРЕТЫ РАСПЫЛИТЕЛЬНОЙ КРАСКИ
Формование и гибка листового металла
1 / 4
«Профессиональное изготовление листового металла» Эда Барра включает четкие инструкции по использованию механических и пневматических молотков и английского колеса, а также описание конкретных навыков, таких как ручная формовка, сборка валков, штамповка жалюзи, отделка кромок и многое другое.
Обложка предоставлена Motorbooks
2 / 4
Чтобы продемонстрировать растягивающие эффекты ударов молотком по листовому металлу, я буду бить молотком по панели диаметром 7 дюймов из стали 20-го калибра, начиная с центра и расходясь к краям. с наложением ударов.
Фото любезно предоставлено Motorbooks
3 / 4
Перед тем, как разобрать закладки, очевидно, что мы движемся в правильном направлении. Изгибы вдоль фланца сделали деталь изогнутой, как шаблон.
Photo Courtesy Motorboks
4 / 4
Я нагрел и модифицировал два из трех одинаковых 4-дюймовых кусков квадратного стального ложа, чтобы проиллюстрировать эффекты осадки и растяжения. Короткий кусок слева был опрокинут ударом молотка по его концу. Длинный кусок справа растягивали или вытягивали, ударяя по бокам молотком. Средняя часть не тронута. Эти изменения происходят и в листовом металле, хотя их не так легко наблюдать, как здесь.
Фото любезно предоставлено Motorboks
Профессиональное производство листового металла (Motorbooks, 2013) — это ресурс номер один для старых и новых специалистов по обработке листового металла. Присоединяйтесь к опытному слесарю Эду Барру, который расскажет вам о тонкостях планирования проекта по изготовлению листового металла, приобретении необходимых инструментов и ресурсов, выполнении работы и добавлении идеальных завершающих штрихов для получения бесшовного конечного продукта. Следующий отрывок взят из пятой главы «Начало обработки листового металла».
Присоединяйтесь к опытному слесарю Эду Барру, который расскажет вам о тонкостях планирования проекта по изготовлению листового металла, приобретении необходимых инструментов и ресурсов, выполнении работы и добавлении идеальных завершающих штрихов для получения бесшовного конечного продукта. Следующий отрывок взят из пятой главы «Начало обработки листового металла».
Купите эту книгу в магазине Classics Motorcycle : Professional Sheet Metal Fabrication.
Обучение обработке листового металла вручную является важным первым шагом в обучении обработке металлов давлением. Машины экономят труд, но их правильное использование требует знаний. В противном случае они могут превращать превосходный листовой металл в лом с поразительной скоростью и эффективностью. К счастью, как только вы поймете основы формовки листового металла, его реакции на ваш вклад станут менее загадочными, поэтому прогресс будет происходить быстро — вам не потребуется утомительное семилетнее ученичество, чтобы начать видеть результаты и получать удовольствие от своей работы. Кроме того, мастера обрабатывают металл вручную на протяжении веков, поэтому не пугайтесь существования сложных и дорогих машин, которые просто используют электрическую и/или гидравлическую энергию для обработки металла в соответствии с теми же принципами, которые вы узнаете здесь. Для обычного человека, заинтересованного в устранении пятен ржавчины и изготовлении нескольких патч-панелей для исторического автомобиля, например, несколько базовых упражнений по формовке придадут большинству энтузиастов уверенность в том, что они будут двигаться вперед с намеченным проектом.
Кроме того, мастера обрабатывают металл вручную на протяжении веков, поэтому не пугайтесь существования сложных и дорогих машин, которые просто используют электрическую и/или гидравлическую энергию для обработки металла в соответствии с теми же принципами, которые вы узнаете здесь. Для обычного человека, заинтересованного в устранении пятен ржавчины и изготовлении нескольких патч-панелей для исторического автомобиля, например, несколько базовых упражнений по формовке придадут большинству энтузиастов уверенность в том, что они будут двигаться вперед с намеченным проектом.
Главный принцип, о котором следует помнить при работе с листовым металлом, заключается в том, что при придании металлу формы толщина часто меняется на площадь поверхности. Иногда вы увеличиваете площадь поверхности или растягиваете металл, делая его длиннее и тоньше. В других случаях вы будете уменьшать площадь поверхности, что часто называют усадкой или осадкой, делая металл короче и толще. Я предлагаю студентам думать о своем металле как о плите, когда вы манипулируете ею. Если бы вы, например, растирали большим пальцем середину корки пирога, вы инстинктивно знали бы, что корка станет очень тонкой под вашим большим пальцем, когда тесто сжимается. Если вы разомнете корку несколько раз в непосредственной близости, в результате вся корка немного растянется. Металл, конечно, не ведет себя точно так же, как корка, но я думаю, что это изображение позволяет легко понять, как изменить форму металла, влияя на его толщину.
Если бы вы, например, растирали большим пальцем середину корки пирога, вы инстинктивно знали бы, что корка станет очень тонкой под вашим большим пальцем, когда тесто сжимается. Если вы разомнете корку несколько раз в непосредственной близости, в результате вся корка немного растянется. Металл, конечно, не ведет себя точно так же, как корка, но я думаю, что это изображение позволяет легко понять, как изменить форму металла, влияя на его толщину.
Гибка листового металла
Металлу также можно придать форму без изменения его толщины, например, когда вы сгибаете его в тисках. Думайте об изгибе как о сгибе листа бумаги; металл сгибается вдоль одной оси. Изгиб может быть резким, например, когда вы забиваете кусок металла под углом 90 градусов, или изгиб может быть постепенным, например, когда вы сгибаете металл вокруг большой трубы. Возможно, на микроскопическом уровне толщина металла изменяется очень незначительно, но для наших целей изгиб/сгиб можно рассматривать как изменение формы, которое не меняет толщину металла.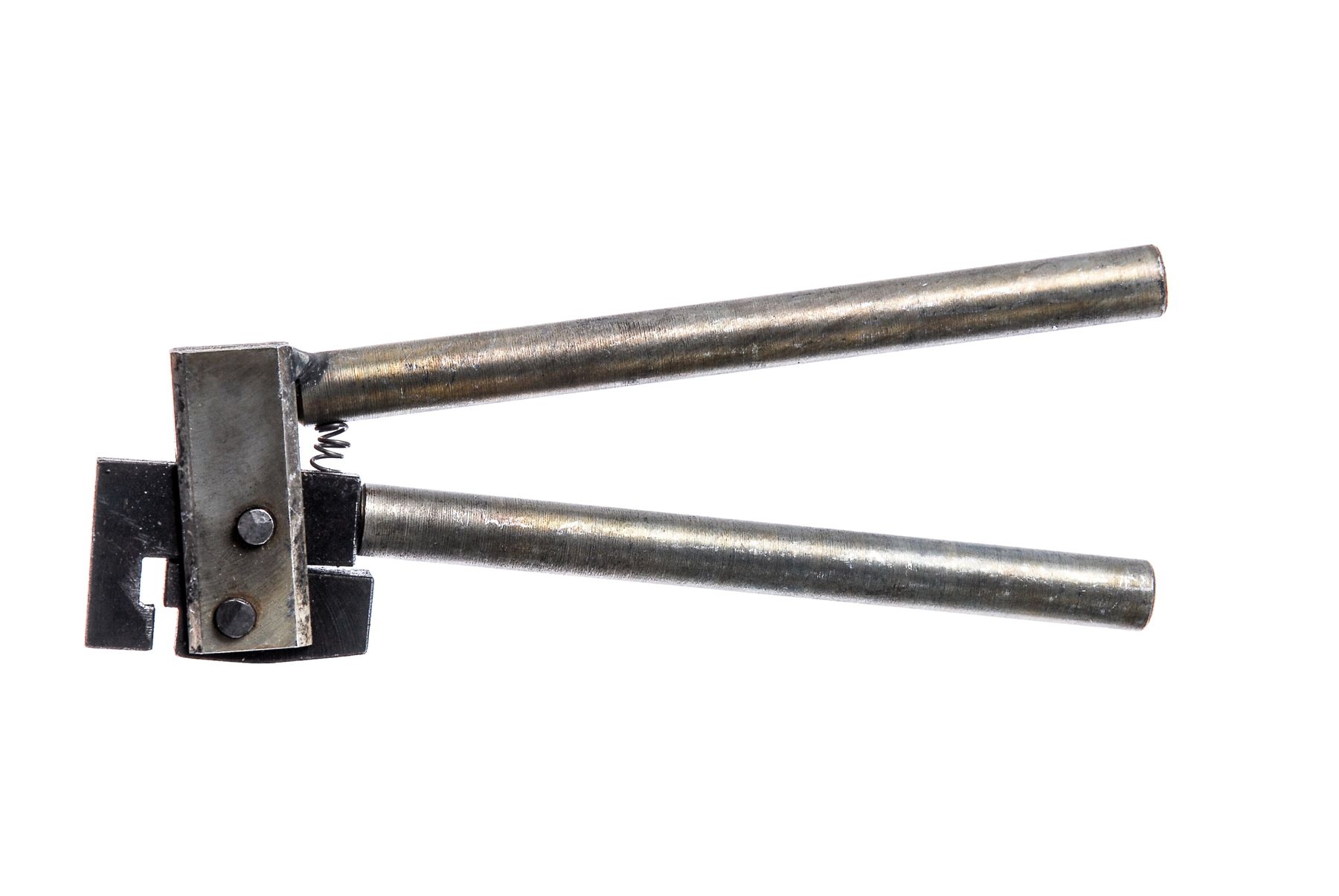 Изгиб или сгиб легко понять и легко забыть. Как только вы начинаете сжиматься и растягиваться, легко думать только в этих терминах, но концепция сгибания так же важна, как сжатие и растяжение; многие формы невозможно сделать без изгиба.
Изгиб или сгиб легко понять и легко забыть. Как только вы начинаете сжиматься и растягиваться, легко думать только в этих терминах, но концепция сгибания так же важна, как сжатие и растяжение; многие формы невозможно сделать без изгиба.
Недавно я выучил два термина от легенды металлообработки Фэй Батлер, которые прекрасно воплощают концепции придания формы металлу путем изменения его толщины и придания ему формы без изменения его толщины. По словам Батлера, форма и форма использовались такими людьми, как Скотт Найт и Ред Твейт, в ныне несуществующей компании California Metal Shaping, чтобы различать два разных режима работы. Из уважения к традиции формовки, начатой в California Metal Shaping, и в попытке разработать стандартизированную терминологию среди формовщиков металла, Батлер продолжает использовать эти термины. Я тоже буду использовать форму для обозначения процесса, связанного с изменением толщины, и форму для обозначения процесса, не связанного с изменением толщины.
Чтобы проиллюстрировать идею взаимосвязи между толщиной и длиной или площадью поверхности куска металла, я взял три одинаковых 4-дюймовых квадратных заготовки из мягкой стали и нагрел два из них, чтобы им было легче придать форму. Я опрокинул один, ударив молотком по его концу. Другой я растянул, постукивая по его боку. Третью оставили для сравнения. Очевидно, что расстроенный кусок стал короче и толще, тогда как с растянутым куском все наоборот. Визуализируйте квадратную заготовку как сильно увеличенную версию вашего листового металла. Произойдут те же самые изменения, только в более узкой плоскости. Помните об этих простых принципах, когда начинаете формовать металл; они помогут вам достичь желаемых результатов и, надеюсь, ответят на некоторые ваши вопросы по мере вашего роста в вашем ремесле. Таким образом, всякий раз, когда металл с силой зажат между молотком и тележкой или между двумя молотковыми штампами в металлоформовочном станке, мы можем ожидать, что металл будет сжиматься тоньше непосредственно в точке контакта. Точно так же мы можем ожидать увеличения площади поверхности, потому что этот сжатый металл должен куда-то уйти — он будет сжиматься до определенной степени, но любой металл, который не сжимается, будет выжиматься в стороны вокруг точки удара. Есть несколько исключений из уравнения зависимости толщины от площади поверхности, но сейчас не стоит о них беспокоиться. Давайте сначала разберемся с основами.
Точно так же мы можем ожидать увеличения площади поверхности, потому что этот сжатый металл должен куда-то уйти — он будет сжиматься до определенной степени, но любой металл, который не сжимается, будет выжиматься в стороны вокруг точки удара. Есть несколько исключений из уравнения зависимости толщины от площади поверхности, но сейчас не стоит о них беспокоиться. Давайте сначала разберемся с основами.
Толщина и площадь поверхности
Давайте применим идею соотношения толщины и площади поверхности для создания выпуклой панели. Для демонстрации я выбрал молоток с полированной головкой и панелью из стали 20 калибра диаметром 7 дюймов. Положите панель внешней стороной вниз на твердую поверхность без дефектов и обработайте панель легкими перекрывающими ударами молотка, начиная с центра. Точно так же, как ваш палец в гипотетической корке для пирога, молоток разминает панель так, чтобы она соответствовала профилю поверхности молотка. По мере того, как вы продвигаетесь от центра к краю, вы вытесняете небольшое количество необработанного металла наружу. В этом процессе толщина заменяется площадью поверхности — металл становится тоньше, но приобретает форму. К тому времени, когда вы доберетесь до края панели, вы, возможно, сойдете с ума, ваш локоть может никогда не быть прежним, у вас будет изогнутая панель, как в галерее изображений, и, самое главное, вы навсегда сможете точно предсказать, что произойдет, если вы будете стучать листовым металлом по твердой поверхности. Вы получите тот же результат, забивая панель плоским молотком по закругленному столбу, только панель будет изгибаться от вас по мере продвижения, а не к вам.
В этом процессе толщина заменяется площадью поверхности — металл становится тоньше, но приобретает форму. К тому времени, когда вы доберетесь до края панели, вы, возможно, сойдете с ума, ваш локоть может никогда не быть прежним, у вас будет изогнутая панель, как в галерее изображений, и, самое главное, вы навсегда сможете точно предсказать, что произойдет, если вы будете стучать листовым металлом по твердой поверхности. Вы получите тот же результат, забивая панель плоским молотком по закругленному столбу, только панель будет изгибаться от вас по мере продвижения, а не к вам.
Растягивание и сжатие металла
Вы будете приятно удивлены тем, насколько контролируемо можно формировать металл, просто думая о его толщине и площади его поверхности. Чтобы глубже изучить этот момент, нарисуйте расслабленную S-образную кривую длиной 14 дюймов на листе картона или плотной бумаги и вырежьте ее. Напишите растяжку на шаблоне, как показано на фотографии, чтобы ориентироваться в своей работе.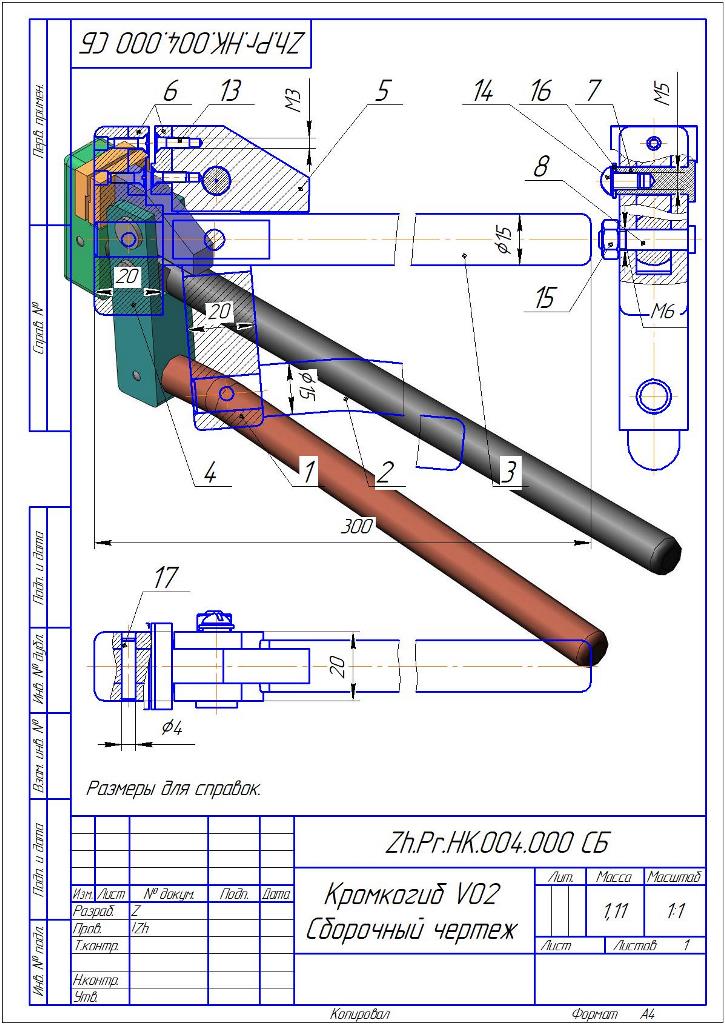 Теперь вырежьте полосу из мягкой стали или алюминия размером примерно 2 1/8 на 14 дюймов. Согнуть 90-градусный фланец шириной 1/2 дюйма по всей длине. В демонстрации я использую кусок отожженного алюминиевого листа, потому что его легко формовать. С помощью легкого молотка с поперечным упором или молотка для тела с узкой поверхностью, называемого молотком для линейного растяжения, положите металлическую полосу на наковальню или край металлического стола и сделайте серию ударов по фланцу 1/2 дюйма. что нужно растянуть/удлинить. Небольшая поверхность головки молотка с крестообразным вырезом или головки линейного растяжения концентрирует силу удара на небольшой площади, тем самым сжимая металл и увеличивая площадь поверхности / длину этого фланца. Между тем, закругленные края головки оставляют меньше следов молотка, чем в случае с заостренной головкой молотка, которая царапает и, возможно, прорезает металл. Поскольку вы удлинили фланец, который вы забивали, металл на соседней ножке начинает изгибаться в ответ на добавленную длину.
Теперь вырежьте полосу из мягкой стали или алюминия размером примерно 2 1/8 на 14 дюймов. Согнуть 90-градусный фланец шириной 1/2 дюйма по всей длине. В демонстрации я использую кусок отожженного алюминиевого листа, потому что его легко формовать. С помощью легкого молотка с поперечным упором или молотка для тела с узкой поверхностью, называемого молотком для линейного растяжения, положите металлическую полосу на наковальню или край металлического стола и сделайте серию ударов по фланцу 1/2 дюйма. что нужно растянуть/удлинить. Небольшая поверхность головки молотка с крестообразным вырезом или головки линейного растяжения концентрирует силу удара на небольшой площади, тем самым сжимая металл и увеличивая площадь поверхности / длину этого фланца. Между тем, закругленные края головки оставляют меньше следов молотка, чем в случае с заостренной головкой молотка, которая царапает и, возможно, прорезает металл. Поскольку вы удлинили фланец, который вы забивали, металл на соседней ножке начинает изгибаться в ответ на добавленную длину. Попробуйте сопоставить свою панель с шаблоном S-образной кривой. Если требуется большее количество проходов, измените угол, под которым головка молотка встречается с растянутым фланцем, чтобы предотвратить чрезмерное утончение металла. Как только вы почувствуете, что понимаете процесс растяжения, обратите внимание на противоположный конец вашего тестового образца, который нужно будет сжать.
Попробуйте сопоставить свою панель с шаблоном S-образной кривой. Если требуется большее количество проходов, измените угол, под которым головка молотка встречается с растянутым фланцем, чтобы предотвратить чрезмерное утончение металла. Как только вы почувствуете, что понимаете процесс растяжения, обратите внимание на противоположный конец вашего тестового образца, который нужно будет сжать.
Сжиматься всегда труднее, чем растягиваться. Один из проверенных временем способов усадки листового металла состоит в том, чтобы создать гофры, также называемые складками или складками, в области, которую необходимо усадить, и расплющить складки металла, тем самым опрокинув металл на себя. Наилучшие результаты достигаются, когда складки удерживаются таким образом, что они не могут просто раскрыться при ударе по ним. Я буду обсуждать этот процесс далее в ближайшее время. Вы можете использовать плоскогубцы или специальный инструмент для подворачивания, чтобы создать загибы вдоль фланца. В былые времена у мастеров по металлу также были специальные щипцы для создания складок. Они напоминали кузнечные щипцы с одной единственной челюстью, окруженной двойной челюстью.
Они напоминали кузнечные щипцы с одной единственной челюстью, окруженной двойной челюстью.
Инструменты для подворачивания могут быть ручными или закрепленными в тисках, в зависимости от того, насколько эластичен ваш металл. В этом упражнении вы хотите, чтобы вытачки поднялись вверх на верхней стороне фланца, чтобы вы могли прибить их к плоской поверхности. В будущих проектах вы можете решить поднять вытачки на задней стороне панели. Это решение будет основываться исключительно на том, какая ориентация дает вам наиболее выгодное положение для плоской защипы. В этой демонстрации гофры были легко созданы вручную с помощью инструмента для подворачивания, а затем прибиты к металлической поверхности молотком из сыромятной кожи. При холодной усадке или усадке без нагрева у вас будет меньше шансов случайно растянуть металл, если ваш молоток или рабочая поверхность мягче, чем металлическая заготовка.
На S-образной панели создайте одиночный обжим и сначала попробуйте крепко прижать металл к твердой поверхности рукой, пока вы бьете молотком по складке. Если обжим хочет развернуться, прижмите панель к столу с каждой стороны обжима, чтобы у металла не было другого выбора, кроме как опрокидываться, когда вы бьете по нему молотком. Если у вас нет подходящего стола, прикрепите плоский стальной стержень или кусок уголка к панели, охватывающей складку. Если ваш тестовый образец изготовлен из стали, вашей усадке будет способствовать применение тепла. Это называется термоусадкой. Зажмите деталь одним из только что описанных способов, нагрейте гребень обжима, пока он не станет тускло-красным, а затем аккуратно разбейте его стальным молотком. Нагретое пятно в каждом случае будет мягче, чем более холодный окружающий металл, и легко осядет или сожмется. Поскольку металл будет мягким, пока он горячий, вам не нужно будет сильно ударять по металлу — удар похож на забивание гвоздя. Если вы ударите по металлу слишком сильно, вы сожмете и, следовательно, растянете его, что противоположно тому, что вы пытаетесь сделать. Когда вы осаживаете металл усадкой, вы укорачиваете этот фланец.
Если обжим хочет развернуться, прижмите панель к столу с каждой стороны обжима, чтобы у металла не было другого выбора, кроме как опрокидываться, когда вы бьете по нему молотком. Если у вас нет подходящего стола, прикрепите плоский стальной стержень или кусок уголка к панели, охватывающей складку. Если ваш тестовый образец изготовлен из стали, вашей усадке будет способствовать применение тепла. Это называется термоусадкой. Зажмите деталь одним из только что описанных способов, нагрейте гребень обжима, пока он не станет тускло-красным, а затем аккуратно разбейте его стальным молотком. Нагретое пятно в каждом случае будет мягче, чем более холодный окружающий металл, и легко осядет или сожмется. Поскольку металл будет мягким, пока он горячий, вам не нужно будет сильно ударять по металлу — удар похож на забивание гвоздя. Если вы ударите по металлу слишком сильно, вы сожмете и, следовательно, растянете его, что противоположно тому, что вы пытаетесь сделать. Когда вы осаживаете металл усадкой, вы укорачиваете этот фланец.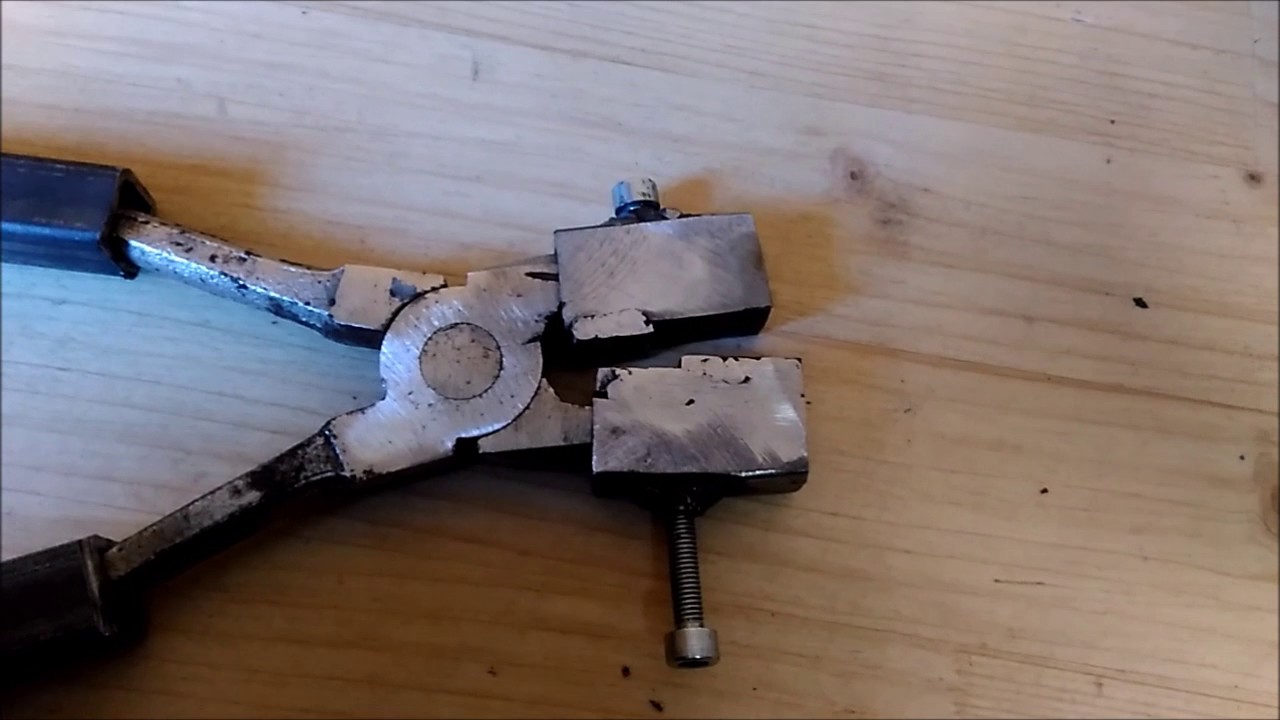 Следовательно, соседняя полка панели изгибается к фланцу, который вы только что укоротили, из-за тянущего действия, вызванного усадкой.
Следовательно, соседняя полка панели изгибается к фланцу, который вы только что укоротили, из-за тянущего действия, вызванного усадкой.
Процесс усадки, который вы использовали для S-образной панели, полезен для усадки металла, когда у вас нет доступа к более сложным машинам для той же работы. Теперь у вас будет возможность изучить эту технику немного дальше. Если возможно, попробуйте сначала усадку с отожженным алюминием, потому что этот мягкий металл так хорошо реагирует на холодную усадку. Сделайте изгиб на краю пробного образца длиной не менее дюйма вручную или с помощью самодельного инструмента для подворачивания в тиски. Теперь положите панель на твердую поверхность и начните забивать складку пластиковым молотком, начиная с одного удара по внешнему концу складки, затем возвращаясь к началу складки и, наконец, продвигаясь к краю. . Традиционный способ уменьшить вытачку — начать с начала вытачки и двигаться к краю. Это прекрасно работает. Райан Хеллер, мой бывший ученик, предложил мне альтернативный метод два или три года назад, и я думаю, что он работает лучше. Если сначала ударить по концу складки, получится крошечный тупик, в котором вы сможете преследовать остальную часть складки. Ударяя сначала по внешнему концу, вы слегка упрочняете конец вытачки, так что, на мой взгляд, с меньшей вероятностью он раскроется, когда вы забиваете остальную часть вытачки. Какую бы последовательность ударов молотком вы ни выполняли, помните, что вы просто сглаживаете приподнятую складку вытачки, чтобы опрокинуть металл против сопротивления, оказываемого морщинистыми сторонами вытачки и рабочей поверхностью. Не следует ударять по металлу так сильно, чтобы он прижимался к столу и, следовательно, растягивался. При использовании пластикового молотка растяжение маловероятно. Пластмассовые молотки не имеют большого применения, но их отсутствие массы и мягкие поверхности легко справляются с отожженным алюминием. Поэкспериментируйте с защипами на внутренней стороне панели, которые стягиваются к столу, и с защипами на внешней стороне панели, которые могут сжиматься относительно стойки.
Если сначала ударить по концу складки, получится крошечный тупик, в котором вы сможете преследовать остальную часть складки. Ударяя сначала по внешнему концу, вы слегка упрочняете конец вытачки, так что, на мой взгляд, с меньшей вероятностью он раскроется, когда вы забиваете остальную часть вытачки. Какую бы последовательность ударов молотком вы ни выполняли, помните, что вы просто сглаживаете приподнятую складку вытачки, чтобы опрокинуть металл против сопротивления, оказываемого морщинистыми сторонами вытачки и рабочей поверхностью. Не следует ударять по металлу так сильно, чтобы он прижимался к столу и, следовательно, растягивался. При использовании пластикового молотка растяжение маловероятно. Пластмассовые молотки не имеют большого применения, но их отсутствие массы и мягкие поверхности легко справляются с отожженным алюминием. Поэкспериментируйте с защипами на внутренней стороне панели, которые стягиваются к столу, и с защипами на внешней стороне панели, которые могут сжиматься относительно стойки. Если ваши складки пытаются развернуться, попробуйте прислонить заднюю сторону складки к выдолбленному пню или вогнутому углублению в куске дерева. Кривизна дерева обеспечивает дополнительную поддержку, предотвращая разворачивание складки.
Если ваши складки пытаются развернуться, попробуйте прислонить заднюю сторону складки к выдолбленному пню или вогнутому углублению в куске дерева. Кривизна дерева обеспечивает дополнительную поддержку, предотвращая разворачивание складки.
Если вы работаете со сталью для упражнения по усадке складок, вы должны быть готовы попробовать только что описанную технику культи или термоусадку складок. Холодная усадка, безусловно, возможна со сталью, но складки, оставленные вашим инструментом для подворачивания, с гораздо большей вероятностью раскроются, когда вы работаете с ними, чем если бы они были из алюминия. Просто нагрейте конец вытачки, пока он не станет красным, и аккуратно постучите по нему примерно наполовину. Этот метод, кажется, как раз подходит для предотвращения разворачивания складок, и все же его можно полностью расплющить, как только остальная часть складок будет расстроена. Сократите начало складки, а затем двигайтесь к внешнему краю панели.
Еще из Профессиональное производство листового металла :
• Формовка листового металла с помощью термоусадочной машины/растяжек и молотков
• Формовка листового металла с помощью культи и мешка для дроби
Еще от Эда Барра: 90 005
• Как для сборки мотоциклетного обтекателя
Этот отрывок был перепечатан с разрешения Professional Sheet Metal Fabrication Эда Барра и опубликован Motorbooks, 2013.