Самодельный листогиб чертежи: Самодельный ручной листогиб своими руками чертежи
Содержание
Планы для гибки листового металла?
Джандерсо
Джефф Андерсон
#1
Я бы очень хотел построить листогибочный станок. Китайские 30″ продукты действительно плохого качества. Простые да, но не самого лучшего качества.
Если вы делали или видели хороший набор чертежей, поделитесь, пожалуйста.
Спасибо.
Джефф
Norseman C.B.
Зарегистрировано
#2
Мне тоже был бы интересен хороший план атаки………
Джандерсо
Джефф Андерсон
#3
Иствуд имеет довольно хороший дизайн. Мне нравятся подвижные челюсти, так что у вас может быть больше вариантов изгиба.
Интересно, смогу ли я купить такие дешевые материалы? У меня есть отличный местный источник металлолома.
Вот ссылка на то, о чем я думаю >>>
https://www.eastwood.com/eastwood-24-inch-box-and-pan-sheet-metal-brake.html
Странтор
Активный пользователь
#4
Джандерсо сказал:
Иствуд имеет довольно хороший дизайн. Мне нравятся подвижные челюсти, так что у вас может быть больше вариантов изгиба.
Интересно, смогу ли я купить материалы так дешево? У меня есть отличный местный источник металлолома.
Вот ссылка на то, о чем я думаю>>>
https://www.eastwood.com/eastwood-24-inch-box-and-pan-sheet-metal-brake.htmlНажмите, чтобы развернуть. ..
У меня есть этот аппарат. Он не синий, и на нем не написано Иствуд, но это точно такая же модель, я уверен, с того же завода в Китае. Это не идеально; зажимной рычаг, в том месте, где он вкручивается в кулачок, оторвался, и рычаг вышел на одном из моих первых изгибов. Я высверлил поврежденную метрическую резьбу, нарезал резьбу NPT и заменил рычаг на отрезок трубы. Никогда не было другой проблемы. Я уверен, что вы, вероятно, могли бы сделать клон менее чем за 300 долларов в расходных материалах, но это еще не все, если только ваше время не стоит абсолютно ничего. Если бы у меня его не было, и мне был бы нужен тормоз для листового металла (в отличие от проекта или чего-то еще), и мне пришлось бы выбирать между созданием его с нуля или покупкой блока, я бы все равно купил блок. На мой взгляд, это хорошая ценность, и его создание, вероятно, обойдется мне в тысячи нереализованных доходов, поскольку я буду тратить на это время.
Никогда не было другой проблемы. Я уверен, что вы, вероятно, могли бы сделать клон менее чем за 300 долларов в расходных материалах, но это еще не все, если только ваше время не стоит абсолютно ничего. Если бы у меня его не было, и мне был бы нужен тормоз для листового металла (в отличие от проекта или чего-то еще), и мне пришлось бы выбирать между созданием его с нуля или покупкой блока, я бы все равно купил блок. На мой взгляд, это хорошая ценность, и его создание, вероятно, обойдется мне в тысячи нереализованных доходов, поскольку я буду тратить на это время.
Aaron_W
H-M Supporter — поддерживающий член
#5
Я подумываю сделать один из них.
https://gingerybookstore.com/SheetMetalBrake.html
Планы написаны для 15-дюймового тормоза, но все было основано на 30-дюймовой машине, поэтому его увеличение — это просто вопрос удлинения. Более 30 дюймов говорится, что вам нужно будет внести другие коррективы, в частности, более толстый уголок из уголка, чтобы предотвратить изгибание.
Несколько полезных идей и чертежей инструментов в других книгах по листовому металлу.
https://gingerybookstore.com/WorkingSheetMetal.html
https://gingerybookstore.com/SheetMetalTech.html
Джандерсо
Джефф Андерсон
#6
Странтор и Аарон,
Спасибо за вклад. Это здорово услышать от владельца, что клон Иствуда. Забавно, как один производитель продает товары розничным торговцам, которые меняют товарный знак.
Это здорово услышать от владельца, что клон Иствуда. Забавно, как один производитель продает товары розничным торговцам, которые меняют товарный знак.
Что касается изготовления моего собственного, я думаю, что 30-дюймовая версия Иствуда отлично подойдет. У меня есть фреза, поэтому я смогу довольно легко обрезать скошенные края. Кроме того, я буду использовать качественную сталь и крепеж.
Лист ссылки на металлы могут быть отличным источником. Спасибо.
Логан 400
Зарегистрирован
#7
Некоторое время назад я был на рабочем месте, и какие-то ребята гнули довольно тяжелый листовой металл с помощью тормоза, которого я раньше не видел. Мне сказали, что с его помощью можно согнуть 14-й калибр. Я сделал несколько снимков бендера, потому что хочу его сделать. У меня есть такой, который я построил 20 лет назад, но он довольно громоздкий в использовании и сгибает только листы шириной 20 дюймов. Я постараюсь найти фотографии и опубликовать их через день или два.
Мне сказали, что с его помощью можно согнуть 14-й калибр. Я сделал несколько снимков бендера, потому что хочу его сделать. У меня есть такой, который я построил 20 лет назад, но он довольно громоздкий в использовании и сгибает только листы шириной 20 дюймов. Я постараюсь найти фотографии и опубликовать их через день или два.
Джей
Джандерсо
Джефф Андерсон
#8
Спасибо, Джей.
Я думаю о том, чтобы сделать приспособление или способ крепления устройства к 20-тонному прессу HF. Таким образом, у меня будет стабильная система крепления. Места в цеху и на скамейках становится все меньше.
Я только что заметил время публикации, сегодня утром мы немного рано встали.
Лучшее время суток.
Последнее редактирование:
TomS
Активный пользователь
#9
Несколько лет назад в The Home Shop Machinist была сборка многоцелевого тормоза для поддонов и ящиков. Это была детальная сборка с размерными чертежами.
Джандерсо
Джефф Андерсон
#10
Как найти статью/тему?
Стратегии гибки мелких деталей в цехе по производству листового металла
При формовании мелких деталей возникает множество проблем, многие из которых можно решить с помощью оборудования подходящего размера.
Представьте себе формовочный цех, который обрабатывает детали различной геометрии и толщины. Это обычный день, пока в бой не вступает срочная работа. В задании есть заготовки, для которых требуется достаточно большая станина листогибочного пресса. Начальник производства бросается к этой большой машине только для того, чтобы обнаружить, что она настроена с несколькими узкими сегментированными инструментами и оператором, формирующим большую партию маленьких скоб. Пришло время быстрой смены.
Несмотря на это, эффект от этого неожиданного перехода вызывает дрожь в магазине.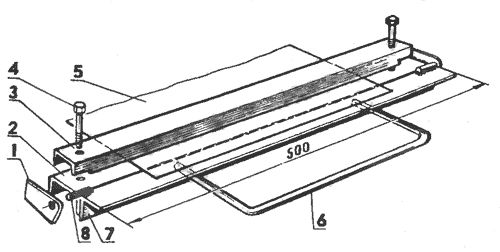 Оператор опаздывает с доставкой этих мелких деталей, а это означает, что работа лежит на поддоне рядом со сборкой, ожидая, пока будут сформированы эти последние несколько небольших скобок.
Оператор опаздывает с доставкой этих мелких деталей, а это означает, что работа лежит на поддоне рядом со сборкой, ожидая, пока будут сформированы эти последние несколько небольших скобок.
Этот сценарий может измениться, если производитель разработает стратегию формирования мелких деталей. Важным элементом этого является описание характера номенклатуры продукции в цехе и характера мелких деталей, которыми занимается отдел формовки, включая геометрию деталей и тенденции спроса. Исходя из этого, мастерская может определить методы, инструменты и технологии формовки, которые помогут отделу формовки производить более качественные детали за меньшее время, независимо от того, насколько велики или малы эти детали.
Проблемы формования мелких деталей
Исторически сложилось так, что использование листогибочного пресса при формовании крошечных сложных деталей не было самой безопасной работой на полу, особенно если этот оператор работал на старом оборудовании без современных средств защиты. Операторы, формирующие небольшую деталь, часто не имеют другого выбора, кроме как расположить руки очень близко к инструменту.
Операторы, формирующие небольшую деталь, часто не имеют другого выбора, кроме как расположить руки очень близко к инструменту.
В идеале они должны иметь возможность поддерживать небольшие заготовки снизу, перемещая крошечную заготовку по заднему упору большими и указательными пальцами, безопасно удаляя места защемления. Листогибочный пресс со световой завесой может воспринять эти пальцы как препятствие и остановить операцию в качестве меры предосторожности. Некоторые детали могут быть настолько маленькими, что на некотором оборудовании единственный безопасный способ, которым оператор может их сформировать, — это разместить заготовку на инструменте и использовать кнопки на ладони для приведения в действие домкрата. Оставленная незакрепленной, заготовка может не прилегать к измерительным поверхностям, что приводит к тому, что изгиб располагается немного в другом месте. Это может вывести деталь за пределы допуска, что, в свою очередь, сделает всю операцию менее эффективной.
Эргономика и утомляемость оператора также играют важную роль, хотя это не так очевидно, как при работе с очень большими деталями. Если кто-то увидит, как несколько операторов поднимают большую заготовку, когда она поворачивается вверх, чтобы сформировать крайний фланец, он знает, что установка не идеальна. Но формовка мелких деталей не выглядит слишком сложной, по крайней мере, на первый взгляд.
Если кто-то увидит, как несколько операторов поднимают большую заготовку, когда она поворачивается вверх, чтобы сформировать крайний фланец, он знает, что установка не идеальна. Но формовка мелких деталей не выглядит слишком сложной, по крайней мере, на первый взгляд.
Тем не менее, операторам, которым необходимо закрепить небольшую деталь на большом тормозе, эта работа может показаться напряженной и даже пугающей. А при работе на более старой машине без средств защиты в непосредственной близости оператор (особенно уставший) с пальцами, расположенными слишком близко к линии изгиба, вызывает серьезные опасения по поводу безопасности.
Далее следует неэффективность производства, наиболее очевидной из которых является проблема использования неправильной производственной технологии для работы, например, массивный листогибочный пресс для крошечной детали. Формование одной детали за другой на большом листогибочном прессе может стать серьезной проблемой, крадет ресурсы, которые можно было бы лучше использовать для более крупной работы.
Проблемы с производительностью усугубляются, если возникают проблемы с точностью, особенно учитывая узкие острые инструменты, которые часто требуются для небольших заготовок. Изгиб на воздухе острого штампа дает небольшой радиус и настройку, которая в целом может быть подвержена изменению угла. Некоторые операции могут прибегать к обработке дна для достижения повторяемого угла, особенно на старых машинах, но это приводит к большему износу инструмента, а также к проблемам с тоннажем формы, особенно если оператор использует ширину матрицы, слишком малую для данного применения.
Даже при отсутствии проблем с точностью операторам приходится иметь дело с многочисленными мелкими деталями. Рассмотрим весь цикл гибки, не только движение ползуна (которое может быть медленным на старых гидравлических машинах), но и движения, выполняемые операторами, когда они сгибают одну маленькую деталь за другой. Они поворачиваются, хватают заготовку, формируют деталь, затем снова поворачиваются, чтобы сложить сформированную деталь. Такого движения, вероятно, нельзя избежать для больших заготовок, но существуют альтернативы для меньших.
Такого движения, вероятно, нельзя избежать для больших заготовок, но существуют альтернативы для меньших.
Листогибочные прессы с короткой станиной и столами перед формовочной станиной имеют правильный размер для формовки мелких деталей.
Вместе лучше
Как и все остальное в производственном цеху, ассортимент деталей должен определять производственную стратегию. Если операция обрабатывает большое количество маленьких одинаковых (или, по крайней мере, похожих) деталей, все с одним или двумя параллельными изгибами, то эти мелкие детали могут быть сформированы одновременно. Они могут быть объединены вместе с помощью микро-язычков или перфорированы с помощью инструментов, которые создают «защелкивающиеся» линии, которые могут свести к минимуму или устранить необходимость удаления заусенцев. По сути, мелкие детали не становятся «маленькими», пока они не будут разделены после формирования.
Даже если с отформованных деталей необходимо удалить заусенцы после того, как они были разъединены, все же имеет смысл формовать все детали одновременно. Подумайте об уменьшении объема погрузочно-разгрузочных работ, снижении износа оборудования и, что наиболее важно, о снижении утомляемости оператора. Стратегия действительно может изменить правила игры и иногда помочь магазину выиграть ставки, которые он иначе не смог бы выиграть, особенно для работы с большими объемами.
Хотя эта стратегия сборки может работать для простых кронштейнов, она, скорее всего, не подойдет для более сложных деталей с несколькими изгибами в разных направлениях. Для безопасного и продуктивного формования массива сложных деталей цехам необходимо учитывать четыре фактора: калибрование, сам листогибочный пресс, инструменты и программное обеспечение, которое связывает все это вместе.
Проблемы с калибровкой
Когда необходимо сформировать небольшие детали с жесткими допусками, у оператора мало права на ошибку. Проблемы с точностью часто начинаются с плохой калибровки. Иногда оператор может столкнуться с трудностями при скольжении очень тонкой и небольшой детали по заднему упору. Если заготовка немного наклонена, начальная линия сгиба может быть немного смещена, и отсюда складываются отклонения допусков.
Если заготовка немного наклонена, начальная линия сгиба может быть немного смещена, и отсюда складываются отклонения допусков.
Здесь может помочь правильная установка заднего упора с ЧПУ. Рассмотрим 5-осевой задний упор, который перемещается по Z1 и Z2 (из стороны в сторону поперек станины) для поэтапной настройки с использованием нескольких наборов инструментов. Он также перемещается в направлении R (вверх и вниз), что может иметь решающее значение для направления заготовки при формировании выступов. Положение заднего упора по оси R помогает оператору поддерживать постоянный шаг (расстояние между неровностями) по всему радиусу неровностей.
Задний упор, конечно, перемещается по оси X (по направлению к инструменту и от него), но он также может перемещаться по треугольнику X, который может иметь пальцеобразное крепление, которое можно перемещать внутрь и наружу независимо друг от друга. Для изготовления очень маленьких деталей в некоторых операциях используется ось X в качестве заднего упора и ось дельта-X в качестве бокового упора.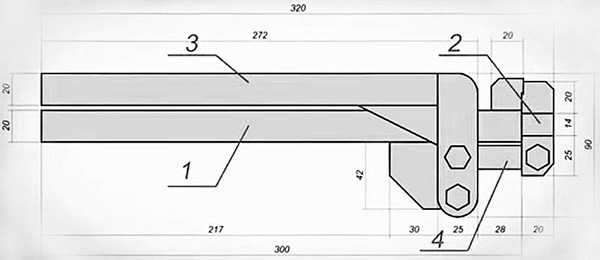 Даже если датчик перемещается по дельте X всего на 1 или 2 дюйма, этого может быть достаточно, чтобы обеспечить надежный боковой упор для небольшой детали.
Даже если датчик перемещается по дельте X всего на 1 или 2 дюйма, этого может быть достаточно, чтобы обеспечить надежный боковой упор для небольшой детали.
Станок, защита, оснастка и программное обеспечение
Электрические листогибочные прессы с шарико-винтовой передачей предлагают два элемента, которые чрезвычайно помогают формовать мелкие детали. Во-первых, это точность их позиционирования. Даже незначительное превышение хода ползуна может нанести ущерб точной работе по формованию мелких деталей.
Во-вторых, их скорость и ускорение. Почти мгновенное ускорение и замедление означает, что оператор не ждет, пока ползун достигнет своей рабочей скорости. Это становится еще более важным для мелких деталей, где ход поршня может быть минимальным. Это мгновенное ускорение также означает, что программа гибки может поддерживать минимальную высоту раскрытия. Ползун поднимается ровно настолько, чтобы оператор мог расположить заготовку, а затем начинает следующий изгиб.
Операторы могут сидеть на табурете, извлекать заготовки, сложенные на столе, выступающем из тормозной платформы, а затем сразу же после формования класть готовую деталь обратно на стол — без скручивания, вытягивания или других ненужных движений.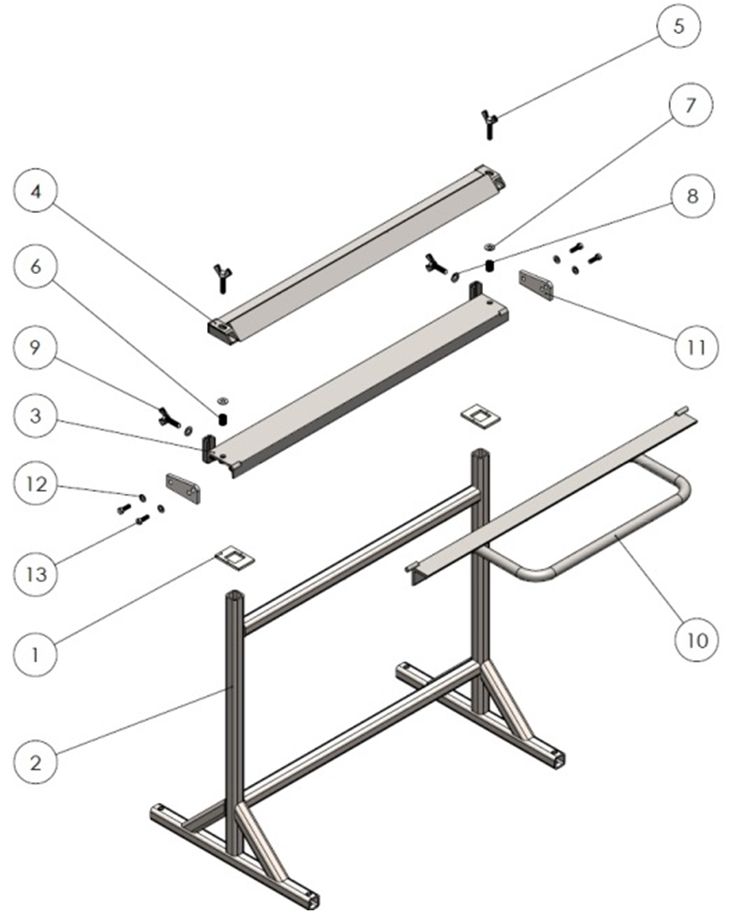 Они также могут извлекать небольшие инструменты и быстро настраивать следующую работу, для которой может потребоваться один или несколько наборов инструментов.
Они также могут извлекать небольшие инструменты и быстро настраивать следующую работу, для которой может потребоваться один или несколько наборов инструментов.
Однако для достижения такой производительности требуется нечто большее, чем просто небольшой тормоз. Во-первых, ему нужна правильная охрана, в идеале ближайшая разновидность. Обычные включают системы, которые перемещаются сбоку от поршня и излучают лазерные лучи или поля, окружающие наконечник пуансона.
Малые листогибочные прессы обеспечивают защиту, в том числе жесткие барьеры и защиту в непосредственной близости, которая обнаруживает препятствия под наконечником пуансона, чтобы обеспечить безопасность операторов и находящегося поблизости персонала.
Некоторые системы оснащены датчиками давления, что добавляет еще один уровень безопасности. Если машина знает, что это воздушный изгиб 16-го калибра. алюминий по заданной ширине штампа, он знает, какое усилие он должен прилагать во время цикла гибки. Если оператор по ошибке поместит, скажем, кусок нержавеющей стали толщиной 0,25 дюйма между инструментами, машина остановится, как только пуансон соприкоснется и приложит давление. То же самое произойдет, если оператор по ошибке установит матрицу, слишком узкую для работы.
Если оператор по ошибке поместит, скажем, кусок нержавеющей стали толщиной 0,25 дюйма между инструментами, машина остановится, как только пуансон соприкоснется и приложит давление. То же самое произойдет, если оператор по ошибке установит матрицу, слишком узкую для работы.
Во-вторых, машина требует точных инструментов. Установка некачественных инструментов на высокоточный листогибочный пресс немного напоминает установку лысых шин на «Феррари». Вы не получите то, за что платите. Угловое изменение может быть усилено острыми инструментами, которые требуются для многих мелких деталей. Опять же, неподходящий инструмент для работы может заставить оператора прибегнуть к гибке днища. А из-за опускания оператор может преждевременно изнашивать инструменты и на самом деле не может полностью использовать возможности машины.
Прецизионно отшлифованные острые инструменты не только помогают получить короткие фланцы, характерные для мелких деталей, но также помогают максимально использовать повторяемость ползуна электрического листогибочного пресса.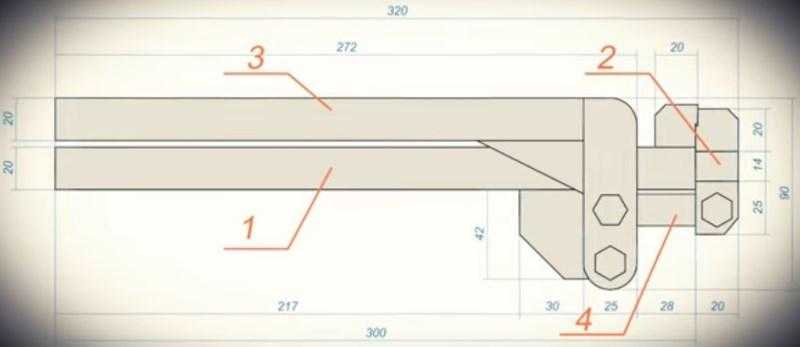 Эти машины позволяют оператору перемещать плунжер с шагом в несколько минут (несколько тысячных дюйма), чтобы установить нужную глубину проникновения для достижения правильного угла (с учетом пружинения).
Эти машины позволяют оператору перемещать плунжер с шагом в несколько минут (несколько тысячных дюйма), чтобы установить нужную глубину проникновения для достижения правильного угла (с учетом пружинения).
Тем не менее, требования к применению всегда должны определять выбор инструмента, независимо от размера детали. Работа, требующая большего радиуса, скорее всего, потребует большего отверстия штампа. Кроме того, физика гибки не меняется только потому, что детали маленькие, а движения поршня небольшие (по крайней мере, по сравнению с формированием больших деталей на широком V-образном штампе). Острая матрица с острым радиусом заплечика может успешно формировать короткий фланец, но сгибание в острые матрицы может увеличить тоннаж формовки, особенно для более толстого материала.
Программное обеспечение: объединение всего воедино
Многие операции могут включать в себя инструмент на небольшом листогибочном прессе, чтобы он мог сгибать либо сложную деталь за один установ, либо принимать множество мелких деталей в течение смены.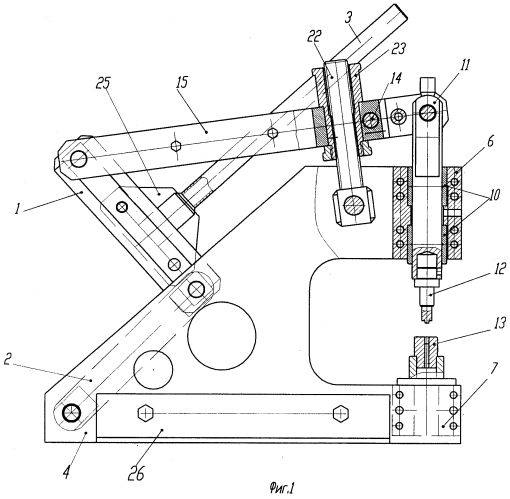 Оператору не нужно тратить время на перенастройку, достаточно просто вызвать новую программу, запустить тестовую деталь и приступить к следующему заданию.
Оператору не нужно тратить время на перенастройку, достаточно просто вызвать новую программу, запустить тестовую деталь и приступить к следующему заданию.
Современные системы управления станком графически отображают применение, помогая операторам выполнить настройку работы и последовательность гибки, используя гидравлический зажим, световые индикаторы инструмента и другие вспомогательные средства для рабочих, чтобы показать, что и куда нужно.
Все это объединяется программным обеспечением, будь то на базе OEM-производителя или предоставленным третьей стороной. Идея состоит в том, чтобы связать воедино весь цикл заготовок-изгибов. Изгиб удлиняет металл, поэтому изменение изгиба изменяет размер заготовки при лазерной резке или штамповке. Размещение микро-язычка на небольшой детали в гнезде, вырезанном лазером, может изменить стратегию обратного упора на листогибочном прессе. Ориентация детали в гнезде влияет на направление волокон, что, в свою очередь, может повлиять на изгиб, особенно при сверхточной работе.
О способности реагировать
Рассмотрим еще раз сценарий, в котором обычный листогибочный пресс связан, образуя большую партию крошечных деталей, создавая рабочую точку удушья. Во-первых, подумайте о потоке продукта. Если детали необходимо производить в определенном объеме для удовлетворения потребностей последующих процессов, могут ли детали быть объединены вместе и сформированы в группы? Можно ли формировать некоторые элементы с помощью формообразующих инструментов на штамповочном прессе, если они доступны? Из оставшихся частей, может ли операция получить пользу от отправки этих заданий на машину, предназначенную для небольших заданий?
Многие предприятия могут отказаться от небольших листогибочных прессов, потому что они обеспокоены их использованием. В конце концов, листогибочный пресс с большей станиной может формировать более короткие детали, но маленькая машина физически не может обрабатывать более крупные детали.
Проблема в том, что клиенты не платят за использование машины; они платят за способность производителя реагировать.
