Самодельный сварочный инвертор: Сварочный инвертор своими руками: схема сборки и описание
Ссылки на описания самодельных инверторных сварочных источников, опубликованные на сайте http://valvolodin.narod.ru Продолжение темы Делаем сварочник, окончание которой расположено на старом форуме Перенос сообщений с промежуточного форума: как видно, точка пересечения находится на частоте 116КГц, правда, расчёт производился немного для другой схемы и для других ключей, но идея впринципе должна быть такая же? valvolodin Цитата: … фактически потери при пререключении и потери в открытом канале как бы «перетягивают» друг друга в частотной области. То есть, можно условно расчитать «золотую середину» где они бы пересекались… Всё хорошо, но почему-то на этом графике потери проводимости падают с ростом частоты!!! На самом деле потери проводимости стабильны или даже возрастают с ростом частоты. Multik Цитата: Да, так вот — дело в том, что для транзисторов, работающих в режиме hard switch выделяют 2 вида потерь: при переключении и потери в открытом канале… Я рассматриваю полный мост… расчёт производился немного для другой схемы и для других ключей, но идея впринципе должна быть такая же? Нет, идея не такая. Валентин уже объяснил. Mister Ceйчас буду даташит изучать, в котором полностью алгоритм приведён, там оказывается ещё какой то вид потерь присутствует … GYGY А какие экперименты с частотой вы планируете провести (заполнение импульсов ЛЧМ)? Mister Эксперименты такие: расчитываю и делаю пару-тройку трансформаторов и дросселей под разные частоты вплоть до 100КГц, сравниваю потери на ключах, трансформаторе, дросселе и выпрямителе (на счёт последних 100% будет хуже), короче — чистый эксперимент… На счёт управления затворами, есть вообще такая идея: подключить управляющий трансфторматор прямо к выходам драйвера, что то типа этого: где полевики — это уже мощные выходные транзисторы (или вместо них IGBT), которые подключаются к выпрямленному сетевому напряжению, то есть — надо опять 2 драйвера и 4 ключа, чтоб получить полный мост, как вам такая идея? GYGY Mister А может ну его к такой-то матери, подключить затворы IGBT прямо к выводам драйверов Кстати, тут проблема посерьёзнее — я попытался найти ETD59, но так ничего и не нашёл, придётся обнести местные помойки в поисках телевизоров. GYGY Цитата: Кстати, тут проблема посерьёзнее — я попытался найти ETD59, но так ничего и не нашёл, придётся обнести местные помойки в поисках телевизоров. если у вас чистый эксперимент, то почему обязательно ETD59? Mister У меня другой вопрос: подскажите, пожалуйста, ультрабыстрый диод для topswitch на 5-10А, и напругой до 50В в корпусе ТО220-J11 чтоб 1-я и 2-я ноги были КАТОДОМ, если, конечно, такие в природе существуют, потому, что согласно каталогу DACPOL на силовые компоненты, ультрабыстрые диоды в корпусе ТО220-J11 есть, но у них эти выводы — анодные. Последний раз редактировалось valvol 13-07, 20:27, всего редактировалось 7 раз(а). |
 narod.ru/articles/Kolt.pdf
narod.ru/articles/Kolt.pdf narod.ru/articles/LeeOn23.pdf
narod.ru/articles/LeeOn23.pdf И, совершенно понятно, что их величина определяется частотой переключения и коэффициентом заполнения сигнала. Я рассматриваю полный мост. Если условно принять коэффициент заполнения 1/2 (грубо говоря, потому, что надо время, чтоб первая пара транзисторов успела закрыться, перед тем, как начнёт открываться вторая — иначе пойдёт сквозной ток), то фактически потери при пререключении и потери в открытом канале как бы «перетягивают» друг друга в частотной области. То есть, можно условно расчитать «золотую середину» где они бы пересекались:
И, совершенно понятно, что их величина определяется частотой переключения и коэффициентом заполнения сигнала. Я рассматриваю полный мост. Если условно принять коэффициент заполнения 1/2 (грубо говоря, потому, что надо время, чтоб первая пара транзисторов успела закрыться, перед тем, как начнёт открываться вторая — иначе пойдёт сквозной ток), то фактически потери при пререключении и потери в открытом канале как бы «перетягивают» друг друга в частотной области. То есть, можно условно расчитать «золотую середину» где они бы пересекались:
 КПД сделал своё дело.
КПД сделал своё дело. Потому, что боюсь, что можно драйверы спалить .
Потому, что боюсь, что можно драйверы спалить .  Поэтому — по памяти, я имел ввиду что в схеме затворы всех мощных ключей подключены к началам вторичных обмоток(несмотря на перекрещивания при рисовании), и следовательно открываиться и закрываться они будут синхронно.
Поэтому — по памяти, я имел ввиду что в схеме затворы всех мощных ключей подключены к началам вторичных обмоток(несмотря на перекрещивания при рисовании), и следовательно открываиться и закрываться они будут синхронно. ..
..Самодельный сварочный инвертор
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Сварочные устройства давно стали привычным инструментом в домашних мастерских. Чаще всего потребность сварочных работ возникает в домах и коттеджах частного сектора
и в гаражных кооперативах, где умельцы частенько занимаются ремонтом кузовов автомобилей. Самодельный сварочный инвертор частенько подменяет покупные устройства в самых ответственных сварочных работах. В любом случае, рукотворный инвертор будет удобнее самодельного сварочного трансформатора или преобразователя. Сварочные инверторы бытового назначения отличаются малыми габаритами, низкой просадкой напряжения в сети и низким током потребления. Все это относится к инверторам небольшой мощности, позволяющим производить ручную электродуговую сварку плавящимся электродом диаметром до 3-4мм.
В любом случае, рукотворный инвертор будет удобнее самодельного сварочного трансформатора или преобразователя. Сварочные инверторы бытового назначения отличаются малыми габаритами, низкой просадкой напряжения в сети и низким током потребления. Все это относится к инверторам небольшой мощности, позволяющим производить ручную электродуговую сварку плавящимся электродом диаметром до 3-4мм.
Стоимость сварочного инвертора в магазине не всем нуждающимся по карману. Сложная электронная конструкция на основе высокочастотных преобразований тока удорожает готовую продукцию. А себестоимость самодельного устройства, без учета рабочего времени, позволяет сэкономить на цене в два раза. Отсюда и желание создать самодельный сварочный инвертор собственными руками. Все что для этого необходимо, это знания электротехники и опыт электромонтажных работ с использованием паяльника.
Не следует гнаться за мощностью. Сварка электродами до 3 мм покроет потребности домашних работ с лихвой. В случае соединении деталей большой толщины используется технология многопроходной сварки, когда формирование шва совершается за 2-4 прохода. А снижение мощности способствует снижению потребляемого тока, провалов напряжения в сети и габаритов самого инвертора. Нельзя забывать, что слабая проводка в доме (малая площадь сечения проводов) может просто не потянуть мощный сварочный инвертор.
А снижение мощности способствует снижению потребляемого тока, провалов напряжения в сети и габаритов самого инвертора. Нельзя забывать, что слабая проводка в доме (малая площадь сечения проводов) может просто не потянуть мощный сварочный инвертор.
В качестве рекомендации предлагается использование однотактной схемы (косой мост), она выглядит проще, чем двухтактные варианты инверторного модуля. По величине сварочного тока стоит остановиться на максимальном значении 170А. Это позволит без проблем варить электродом «троечка». Схему блока питания можно подобрать исходя из имеющихся под рукой деталей от старого телевизора. Использование готовых узлов удешевит готовый инвертор. Блок выходного выпрямителя тоже имеет множество схем решения, стоит поискать наиболее приемлемый вариант самостоятельно.
Обращаясь к читателям, могу сказать, что собрав самостоятельно сварочное устройство инверторного типа, Вы испытаете чувство глубокого удовлетворения мастера и гордость за готовое изделие, что не удастся в случае приобретения его в магазине.
Читайте также
- Ремонт сварочных инверторов своими руками
В данной статье вы найдете всю необходимую информацию для того, чтобы понять тип неисправности сварочного инвертора, и возможно осуществить ремонт …
- Принципиальная электрическая схема сварочного инвертора
В статье дается детальное описание принципиальных схем работы сварочных инверторов различных типов. …
Индукционный нагреватель своими руками из сварочного инвертора
Индукционные нагревательные котлы – это устройства, обладающие очень высоким КПД. Они позволяют значительно снизить затраты на электроэнергию по сравнению с традиционными приборами, оснащенными нагревательными элементами.
Модели промышленного производства стоят недешево. Однако сделать индукционный нагреватель своими руками сможет любой домашний мастер, владеющий простым набором инструментов. В помощь ему предлагаем подробное описание принципа работы и сборки эффективного обогревателя.
Содержание статьи:
- Принцип работы индукционного нагревателя
- Преимущества и недостатки устройства
- Самодельные ступеньки
- Несколько слов о безопасности
- Выводы и полезное видео по теме
Принцип работы индукционного нагревателя
Индукционный нагрев невозможен без использования трех основных элементов:
- индуктор;
- генератор;
- нагревательный элемент.
Индуктор представляет собой катушку, обычно изготовленную из медной проволоки, с ее помощью создают магнитное поле. Генератор используется для получения высокочастотного потока из стандартного потока бытовой электросети частотой 50 Гц.
В качестве нагревательного элемента используется металлический предмет, способный поглощать тепловую энергию под действием магнитного поля. Если правильно соединить эти элементы, можно получить высокопроизводительное устройство, которое отлично подойдет для нагрева жидкого теплоносителя и .
Фотогалерея
Фото
Вне зависимости от сложности конструкции, габаритов и решаемых задач, его основными узлами являются индуктор, вихретоковый генератор и нагревательный элемент
Несомненным преимуществом индукционных нагревателей является быстрый нагрев со значительно меньшими энергозатратами по сравнению с другими нагревательными приборами
Весомым минусом индукционных нагревателей признают обязательную потребность в источнике энергии. Без электричества устройство совершенно бесполезно
Если установить самодельный индукционный нагреватель на металлическую трубу отопления, то он будет не только эффективно нагревать теплоноситель, но и стимулировать движение нагретой жидкости по контуру
Для того, чтобы инвертор нормально работал в схема с индукционной катушкой, она подключена через термостат. К выходам подключаются выпрямительные диоды, иначе система будет работать как электромагнит, а не как индукционный нагреватель
Простейшим генератором индукционного тока для самодельного нагревателя будет инвертор, обычно применяемый при электросварке
Индукционная катушка, генерирующая вихревые токи, подключается к полюсам инвертора, при включении в сеть сразу начинает вырабатываться тепловая энергия
Принцип индукции используется не только при приготовлении теплоносителя и подогрев санитарной воды для гигиенических целей.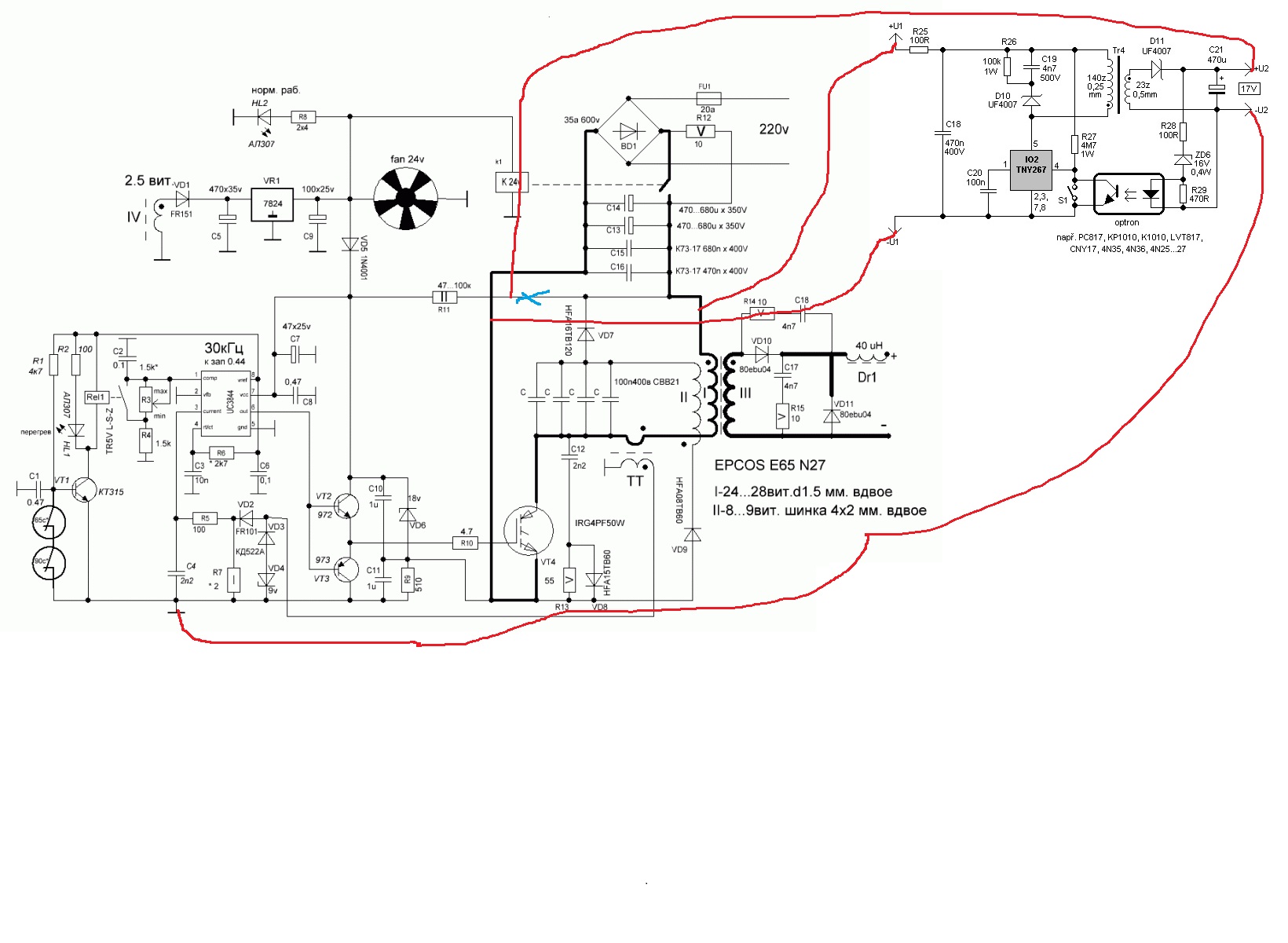 Его используют при плавке металлов.
Его используют при плавке металлов.
Сборка простейшего индукционного нагревателя
Быстрый вихретоковый нагрев
Обязательный доступ к источнику энергии
Металлический трубчатый нагрев
Модернизация обычного инвертора
Использование инвертора в качестве генератора
Места подключения индукционных катушек
Применение индукции при плавке металлов
Использование генератора электрического тока с необходимыми характеристиками подается на индуктор, т.е. на медную катушку. При прохождении через него поток заряженных частиц образует магнитное поле.
Принцип действия индукционных нагревателей основан на возникновении внутри проводников электрических токов, возникающих под действием магнитных полей
Особенность поля в том, что оно обладает способностью изменять направление электромагнитных волн на высоких частотах. Если в это поле поместить любой металлический предмет, то он начнет нагреваться без непосредственного контакта с индуктором под действием создаваемых вихревых токов.
Электрический ток высокой частоты, поступающий от инвертора на индукционную катушку, создает магнитное поле с постоянно меняющимся вектором магнитных волн. Металл, помещенный в это поле, быстро нагревается
Отсутствие контакта позволяет сделать потери энергии при переходе с одного типа на другой незначительными, чем и объясняется повышенный КПД индукционных котлов.
Для нагрева воды для отопительного контура достаточно обеспечить ее контакт с металлическим нагревателем. Часто в качестве нагревательного элемента используется металлическая труба, через которую просто пропускают струю воды. Вода одновременно охлаждает нагреватель, что значительно увеличивает срок его службы.
Электромагнит индукционного устройства получают путем намотки провода на сердечник из ферромагнетика. Образовавшаяся индукционная катушка нагревается и передает тепло нагретому телу или находящемуся рядом теплоносителю через теплообменник
Достоинства и недостатки прибора
«Плюсов» вихревого индукционного нагревателя великое множество. Это простая схема для самостоятельного изготовления, повышенная надежность, высокий КПД, относительно небольшие энергозатраты, длительный срок службы, малая вероятность поломок и т. д.
Это простая схема для самостоятельного изготовления, повышенная надежность, высокий КПД, относительно небольшие энергозатраты, длительный срок службы, малая вероятность поломок и т. д.
Производительность устройства может быть значительной, агрегаты данного типа успешно применяются в металлургической промышленность. По скорости нагрева теплоносителя устройства этого типа уверенно конкурируют с традиционными электрическими котлами, температура воды в системе быстро достигает необходимого уровня.
Во время работы индукционного котла нагреватель слегка вибрирует. Эта вибрация стряхивает известняковый осадок и другие возможные загрязнения со стенок металлической трубы; поэтому такое устройство редко нуждается в очистке. Разумеется, система отопления должна быть защищена от этих загрязнений с помощью механического фильтра.
Индукционная катушка нагревает металл (трубу или отрезки проволоки), помещенный внутри нее, с помощью вихревых токов высокой частоты, контакт не обязателен
Постоянный контакт с водой сводит к минимуму вероятность перегорания ТЭНа, что является довольно распространенной проблемой для традиционных котлов с ТЭНами.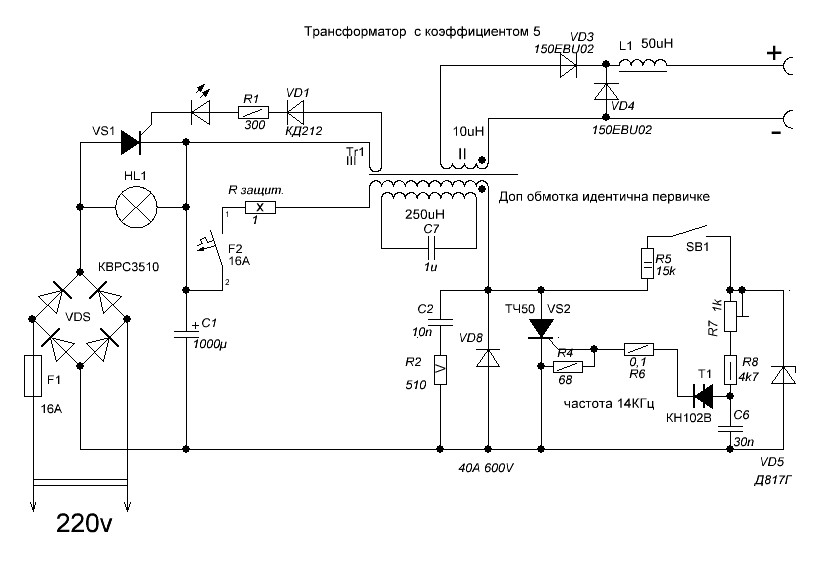 Несмотря на вибрацию, котел работает очень тихо; дополнительная звукоизоляция в месте установки не нужна.
Несмотря на вибрацию, котел работает очень тихо; дополнительная звукоизоляция в месте установки не нужна.
Еще индукционные котлы хороши тем, что они почти никогда не протекают, если только правильно сделан монтаж системы. Это очень ценное качество для , так как исключает или значительно снижает вероятность возникновения опасных ситуаций.
Отсутствие протечек обусловлено бесконтактным способом передачи тепловой энергии нагревателю. Используя описанную выше технологию, теплоноситель можно нагреть практически до парообразного состояния.
Обеспечивает достаточную тепловую конвекцию для эффективного движения теплоносителя по трубам. В большинстве случаев систему отопления не обязательно оснащать циркуляционным насосом, хотя все зависит от особенностей и схемы конкретной системы отопления.
Иногда необходимо. Установка устройства относительно проста. Хотя для этого потребуются некоторые навыки монтажа электроприборов и труб отопления. Но у этого удобного и надежного устройства есть ряд недостатков, с которыми также следует считаться.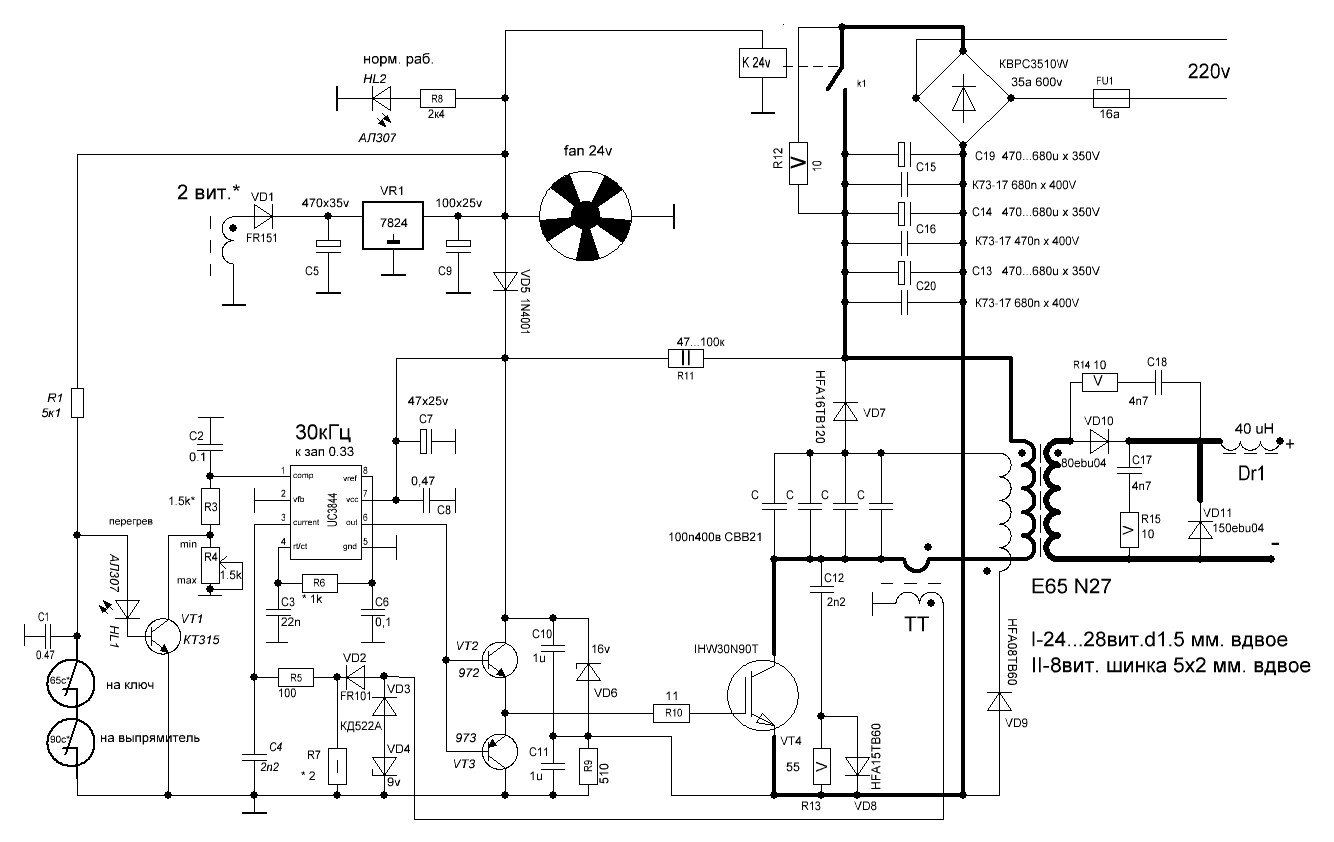
Например, котел прогревает не только теплоноситель, но и все окружающее его рабочее пространство. Для такого агрегата необходимо выделить отдельное помещение и убрать из него все посторонние предметы. Для человека длительное пребывание в непосредственной близости от работающего котла также может быть небезопасным.
Для работы индукционных нагревателей требуется электрический ток. Как самодельное, так и заводское оборудование подключается к бытовой сети переменного тока
Для работы устройства требуется электричество. В районах, где нет свободного доступа к этому благу цивилизации, индукционный котел будет бесполезен. А там, где наблюдаются частые перебои с электричеством, будет демонстрировать низкий КПД. При неосторожном обращении с устройством может произойти взрыв.
Если охлаждающая жидкость перегреется, она превратится в пар. В результате резко возрастет давление в системе, которое трубы просто не выдержат и порвутся. Поэтому для нормальной работы системы прибор должен быть оборудован как минимум манометром, а еще лучше — устройством аварийного отключения, терморегулятором и т. д.
д.
Все это может значительно увеличить стоимость самодельного индукционного котла. Хотя устройство считается почти бесшумным, это не всегда так. Некоторые модели по разным причинам могут по-прежнему издавать некоторый шум. Для устройства, изготовленного самостоятельно, вероятность такого исхода возрастает.
В конструкции как заводских, так и самодельных индукционных нагревателей практически отсутствуют быстроизнашивающиеся детали. Долго служат и работают без нареканий
Самодельные ступеньки
Самому сделать такое устройство не так уж и сложно. Для этого вам понадобится:
- Изготовить нагревательный элемент.
- Изготовьте катушку индуктивности из медной проволоки.
- Возьмем готовый генератор.
- Подключить нагреватель со змеевиком к системе отопления.
- Подсоедините катушку к генератору.
- Подключите питание к системе.
- Выполните пробный запуск для проверки работы агрегата.
В промышленных моделях в качестве нагревателя используется металлическая труба с толстыми стенками, но обеспечить самодельному устройству достаточную мощность для обогрева такого элемента очень сложно и не имеет особого смысла. Индукционная катушка может нагревать любой металл, поэтому нагреватель можно модифицировать.
Индукционная катушка может нагревать любой металл, поэтому нагреватель можно модифицировать.
Промышленные модели индукционных котлов оснащены нагревательным элементом из толстой металлической трубы. В домашних условиях скопировать такой агрегат затруднительно
В качестве корпуса для индукционного нагревателя от сварочного инвертора используется кусок пластиковой трубы. Он должен быть немного больше в диаметре, чем трубы отопления. Длина трубы для обогревателя может составлять примерно один метр, внутренний диаметр может варьироваться в пределах 50-80 мм.
Для подключения нагревателя к системе установите переходники в нижнюю и верхнюю части корпуса. Нижнюю часть трубы необходимо закрыть решеткой, затем внутрь корпуса помещается наполнитель, состоящий из мелких частиц металла. Получить наполнитель можно, например, из проволоки, прутка, узкой металлической трубы и т. д.
Длина сегментов может варьироваться произвольно. Чаще всего для этого используют стальную проволоку диаметром 6-8 мм, которую просто нарезают на мелкие кусочки. Некоторые мастера рекомендуют нарезать его на длинные прутья примерно по 90 см, т.е. почти по длине каменки.
Некоторые мастера рекомендуют нарезать его на длинные прутья примерно по 90 см, т.е. почти по длине каменки.
Для кожуха ТЭНа индукционного котла, который мы изготовили сами, вам понадобится широкая, диаметром около 50 мм, пластиковая труба
Чем выше магнитное сопротивление стали, из которой изготовлена проволока, тем лучше будет нагреваться. В зависимости от размеров этих кусков подбирается и защитная сетка, которая крепится на дне корпуса. Наполнитель засыпается или укладывается в трубу до самого верха. После этого верхняя часть также накрывается сеткой.
Схема позволяет получить представление о том, как подключить индукционную катушку к нагревателю котла и к сварочному аппарату
Таким образом, самодельный нагреватель для индукционного котла выглядит как толстая пластиковая труба, набитая куски металла и закрытые с двух сторон сеткой. Сверху и снизу у обогревателя есть переходники для подключения к отопительному контуру. Полимерная труба для обогревателя должна иметь достаточно толстые стенки.
Кроме того, любой пластик для этих целей не подходит, материал должен переносить воздействие достаточно сильного нагрева и при этом не выделять в атмосферу или теплоноситель никаких вредных веществ. Теперь следует сделать индукционную сетку. Для этого возьмите медный провод и намотайте его прямо на корпус обогревателя.
В некоторых моделях самодельных индукционных нагревателей вместо пластиковой трубы используется узкая медная трубка. Это не лучший вариант, так как свернуть такой элемент в спираль будет непросто
Чем больше витков проволоки, тем лучше. Считается, что индукционная катушка должна иметь не менее 90 витков. Индуктор наматывается на трубу очень плотно, между витками не должно быть зазора.
Для обмотки подходит медный изолированный провод 1-1,5 мм. Более толстый кабель здесь не нужен, так как он также усложнит работу по намотке, будет сложнее расположить витки вплотную.
Данная схема поможет правильно подключить катушку индуктора к инверторному сварочному аппарату, при неправильном выполнении катушка превратится в электромагнит (+)
Наличие зазоров может привести к шуму из-за вибрации, которая сопровождает работы такого агрегата. Со временем такая ситуация может привести к разрушению изоляции, что вызовет межвитковое замыкание.
Со временем такая ситуация может привести к разрушению изоляции, что вызовет межвитковое замыкание.
Сверху и снизу, помимо переходников, должны быть установлены запорные краны. Они нужны для обеспечения возможности при необходимости перекрыть воду в контуре отопления.
При установке отопителя следует помнить, что его нижний конец должен быть направлен на обратный патрубок, предназначенный для сбора остывшего теплоносителя в . Самый простой способ получить генератор переменного поля – это взять инвертор от сварочного аппарата.
Контакты индукционной катушки подключаются к полюсам инвертора. Как только к агрегату будет подключено питание и он включен в сеть, самодельный индукционный котел начнет работать.
Для изготовления такого устройства подойдёт даже недорогой сварочный аппарат, например, модель китайского производства, позволяющая регулировать силу тока, начиная с уровня 10 А. Рядом должен быть установлен датчик терморегулятора адаптер на корме. Через этот термостат подключается сварочный инвертор.
На выходах необходимо установить выпрямительные диоды. Для этого придется вскрыть корпус сварочного аппарата и припаять к выходу провода, затем присоединить их к диодам. Если подключить без диодов напрямую, то на обмотку будет поступать ток выпрямленного напряжения, и катушка будет работать как электромагнит, а не как индуктор.
Для создания индукционной спирали рекомендуется использовать медный провод сечением 1,5 мм в надежной изолирующей оболочке, необходимо сделать около 90 витков
Некоторые современные сварочные аппараты имеют сенсорный датчик, который включается при электрод касается рабочей поверхности. Этот момент необходимо учитывать, чтобы датчик либо срабатывал в нужный момент, либо не влиял на работу самодельного котла.
Если у неопытного мастера возникли проблемы с переделкой сварочного аппарата, ему лучше обратиться за консультацией к профессионалу.
Для изготовления индукционного котла своими руками можно взять любой сварочный аппарат с подходящими характеристиками. При необходимости аппарат можно использовать повторно для сварки
При необходимости аппарат можно использовать повторно для сварки
Если все сделано правильно, то сварочный аппарат в дальнейшем можно использовать по назначению. Нужно будет отпаять проводники с диодами и собрать заново. Под действием переменного тока высокой частоты индукционная катушка создаст магнитное поле.
Металл внутри полимерного корпуса начнет нагреваться и передавать тепло воде, которая циркулирует по контуру отопления. Устройству потребуется всего несколько минут, чтобы прогреть теплоноситель.
Место для индукционного нагревателя должно быть выбрано правильно. Агрегат должен располагаться на 800 мм ниже потолка, а от стен и мебели его должно отделять не менее 300 мм.
Несколько слов о безопасности
Самодельные индукционные котлы обычно не оснащены системами управления и защиты, что делает их небезопасными. Поэтому перед включением агрегата необходимо убедиться, что полость корпуса заполнена жидким теплоносителем.
Если полимерный корпус ТЭНа подвергать постоянному нагреву без промывки теплоносителем, то он просто расплавится, иногда это приводит не только к деформации ТЭНа, но и к его полному выходу из строя.
Установки этого типа часто используются для накаливания и плавки металлов. Высокие температуры от индукционного нагревателя требуют внимательного отношения к технике безопасности.
Выпадение горячего металлического наполнителя из расплавленного тела также может быть опасным. В этом случае вам придется практически полностью демонтировать устройство и изготовить для него новый нагревательный элемент.
Подключение к источнику питания должно осуществляться отдельным от щитка кабелем. Разумеется, необходимо тщательно заклеить все контакты изоляцией. Инвертор сварочного аппарата также необходимо заземлить, это важный момент для безопасности.
В этом случае нужен кабель сечением не менее четырех миллиметров. Некоторые специалисты рекомендуют отдать предпочтение шестимиллиметровому кабелю. Для предотвращения перегрева самодельного индукционного нагревателя из-за отсутствия воды в системе рекомендуется установить на входе нагревателя клапан избыточного давления.
Индукционный нагревательный прибор занимает относительно немного места, но его необходимо размещать на определенном расстоянии от потолка, стен, мебели и т. д.
Самодельный прибор такого типа, не оснащенный специальными средствами защиты, является потенциально опасным объектом, требующим постоянного наблюдения. Поэтому стоит потратить немного больше денег, но приобрести необходимые устройства.
При этом не помешает оценить затраты, возможно покупка готового индукционного котла обойдется ненамного дороже. Промышленные устройства обычно оснащены всей необходимой защитой.
Особенности и пошаговая технология изготовления еще одного варианта самодельного индукционного котла для системы отопления.
Выводы и полезное видео по теме
Ролик №1. Обзор принципов индукционного нагрева:
Ролик №2. Интересный вариант изготовления индукционного нагревателя:
Для установки индукционного нагревателя необходимо не нужно получать разрешение контролирующих органов, промышленные модели таких устройств полностью безопасны, подходят и для частного дома, и для обычной квартиры. Но владельцам самодельных агрегатов не стоит забывать о безопасности.
Пожалуйста, прокомментируйте материал, предложенный нами для ознакомления. Задавайте вопросы об интересных или неясных моментах. Возможно, у вас есть собственный опыт строительства или монтажа индукционного котла? Вы можете рассказать и разместить уникальные фотографии в разделе комментариев ниже.
Самодельный аппарат для дуговой сварки с использованием трансформаторов для микроволновой печи
С самого детства у меня были способности к технологиям и науке. Почему-то было интересно наблюдать, как люди плавят металл и сплавляют его вместе с помощью тонкого стержня и электричества. В старшей школе я изучал и изучал процесс сборки сварщиков из разных источников. Я также долгое время экспериментировал с небольшими трансформаторами, чтобы получить о них хорошие знания. В конце концов, после окончания школы мне удалось заработать немного денег, и я их заработал. Итак, это мое руководство по сборке самодельного дугового сварочного аппарата для всех. Это интересный проект и может быть очень полезен для любителей.
Я также долгое время экспериментировал с небольшими трансформаторами, чтобы получить о них хорошие знания. В конце концов, после окончания школы мне удалось заработать немного денег, и я их заработал. Итак, это мое руководство по сборке самодельного дугового сварочного аппарата для всех. Это интересный проект и может быть очень полезен для любителей.
Аппарат для дуговой/электрической сварки представляет собой устройство, использующее источник электропитания для создания горячей дуги. Он использует расходуемый электрод для плавления и сплавления металлов. Этот самодельный сварочный аппарат — действительно классный проект, и я настоятельно рекомендую вам его сделать. Это инструмент инженера и любителя, который может создавать другие инструменты и чинить вещи. В этом руководстве я объясняю, как сделать сварочный аппарат из микроволновки со схемами, фотографиями и видео.
Большинство сварочных аппаратов для дуговой сварки используют трансформатор для понижения напряжения питания низкого напряжения от настенной розетки дома до низкого напряжения и высокого тока. Низкий ток делает сварку безопасной, но достаточно подходящей для создания и поддержания дуги. С другой стороны, высокая сила тока помогает создать тепло и расплавить металл и электрод, чтобы сплавить их. Это процесс короткого замыкания. Короткое замыкание очень высокого напряжения с очень низкими амперами ничего не сожжет. Но они создадут опасную и смертельную дугу. Мы можем видеть такие дуги высокого напряжения в катушках тесла и подстанциях. В случае со сварочным аппаратом мы просто создаем устойчивую дугу с низким напряжением и высокой силой тока.
Низкий ток делает сварку безопасной, но достаточно подходящей для создания и поддержания дуги. С другой стороны, высокая сила тока помогает создать тепло и расплавить металл и электрод, чтобы сплавить их. Это процесс короткого замыкания. Короткое замыкание очень высокого напряжения с очень низкими амперами ничего не сожжет. Но они создадут опасную и смертельную дугу. Мы можем видеть такие дуги высокого напряжения в катушках тесла и подстанциях. В случае со сварочным аппаратом мы просто создаем устойчивую дугу с низким напряжением и высокой силой тока.
Схема дуговой сварки / Схема микроволновой сварки (Схема)
Содержание
[Скрыть]
Базовые знания сварочного источника питания и MOT
Для сварки вам понадобится хороший источник питания. Вот почему нам нужны большие трансформаторы. Имеющиеся на рынке аппараты для дуговой сварки имеют один большой трансформатор или электронную схему. Мы можем использовать их, если вы найдете подходящий размер. Но здесь мы используем трансформаторы для микроволновых печей (MOT) для нашего аппарата для дуговой сварки своими руками по нескольким важным причинам. Первая причина в том, что МОТ компактны, вторая причина в том, что их вторичная обмотка велика, а третья — в доступности.
Первая причина в том, что МОТ компактны, вторая причина в том, что их вторичная обмотка велика, а третья — в доступности.
Большие трансформаторы могут обеспечить необходимую мощность. Наша цель — получить низкое напряжение около 40 вольт, но очень большую силу тока. Основная формула для мощности: (Ватт = Напряжение x Ток). Для идеального трансформатора (входная мощность = выходная мощность). Однако есть некоторые потери в обмотке, пластинах, вихревых токах, тепле и т. д. Так что их тоже надо учитывать.
Пониженного напряжения достаточно для поддержания хорошей дуги. В то же время высокая сила тока полезна для создания тепла и проникновения в металл. Можно спросить, почему только трансформаторы для микроволновых печей (MOT). На самом деле, я пробовал все, от телевизора и трансформаторов до инверторов. Но нет ничего лучше хорошего сварщика ТО. У них большой сердечник, меньше первичной обмотки, большое вторичное окно и большая мощность, которая нам нужна. Собирая сварочный аппарат, убедитесь, что ничего не подключено к сети, и есть хорошая мера защиты. Внутри печи есть высоковольтные конденсаторы, поэтому сначала замкните их накоротко, чтобы разрядить.
Собирая сварочный аппарат, убедитесь, что ничего не подключено к сети, и есть хорошая мера защиты. Внутри печи есть высоковольтные конденсаторы, поэтому сначала замкните их накоротко, чтобы разрядить.
Руководство по сборке самодельного аппарата для дуговой сварки
Сварочные аппараты — очень полезные инструменты, и они необходимы, если у вас есть гараж или вы занимаетесь своими делами. Кроме того, самодельный сварочный аппарат — это забавный проект, который может доставить вам удовольствие, потому что работа и изготовление собственных инструментов обеспечивает новый уровень счастья. Поэтому мы строим дуговой сварочный аппарат своими руками, который к тому же очень дешевый и мощный. Для этого нужно всего несколько вещей, включая трансформаторы микроволновой печи, провода, переключатели, ПВХ-ленту, зажим, электрод и держатель. Просто следуйте приведенным ниже шагам, и вы также можете иметь свой собственный самодельный сварочный аппарат.
1) Подготовка трансформаторов (ТО)
Во-первых, нам нужно как минимум два ТО для спасения. Найдите в своем распоряжении любую старую микроволновую печь. Вы можете найти его в местных объявлениях, на свалке и в ремонтной мастерской. Попросите некоторых друзей и людей о помощи. В нашей стране большинство людей не пользуются микроволновыми печами, поэтому их трудно найти. Ради науки я спас свою работающую духовку. Другой я искал более 2 лет и нашел в электроремонтной мастерской. Это стоило мне 700 рупий или 7 долларов. Я торговался много раз в течение 6 месяцев, а затем, наконец, купил его.
Найдите в своем распоряжении любую старую микроволновую печь. Вы можете найти его в местных объявлениях, на свалке и в ремонтной мастерской. Попросите некоторых друзей и людей о помощи. В нашей стране большинство людей не пользуются микроволновыми печами, поэтому их трудно найти. Ради науки я спас свою работающую духовку. Другой я искал более 2 лет и нашел в электроремонтной мастерской. Это стоило мне 700 рупий или 7 долларов. Я торговался много раз в течение 6 месяцев, а затем, наконец, купил его.
Я обрезал вторичные обмотки обоих МТ. Вы можете полностью разобрать трансформаторы, удалив их I-секцию из E-секции. Для резки сварных соединений можно использовать ножовку или болгарку. У меня не было ни сварочного инструмента, ни эпоксидного клея, чтобы приклеить их обратно. Поэтому я отрубил вторичную обмотку зубилом и молотком. Вторичку нужно снимать, не повреждая первичку. Также следует сбить накальную обмотку и шунт. Шунты представляют собой две металлические пластины, закрепленные на окне трансформатора для поддержания тока или его контроля. Нам это не понадобится, потому что нам нужны высокие усилители.
Шунты представляют собой две металлические пластины, закрепленные на окне трансформатора для поддержания тока или его контроля. Нам это не понадобится, потому что нам нужны высокие усилители.
Два трансформатора для микроволновых печей с новыми вторичными обмотками
Очистите все остатки и потеряйте вторичные провода перед обработкой вперед. Если вы видите какие-либо повреждения первичной обмотки, исправьте их. Кроме того, проверьте первичную обмотку на непрерывность и утечку на корпусе трансформатора. Если лак с медного провода соскоблил, покройте его новым лаком или другим изоляционным материалом.
2) Замена электропроводки и соединений
Теперь нам нужно проложить вторичные провода в трансформаторах. Поскольку нам нужно меньше вольт, мы собираемся установить толстые провода и сделать меньше витков. Меньше витков выше, усилителей и меньше напряжения. Нам нужен соответствующий размер провода, чтобы получить подходящий ток и напряжение. Многие строители-самоучки используют медный провод калибра 12 или 10. Я использую многожильный медный провод 14 калибра. Он также известен как провод 7/22, что означает 7-жильный провод калибра 22. Я установил обмотку в оба трансформатора и получил 38 вольт, что примерно правильно.
Я использую многожильный медный провод 14 калибра. Он также известен как провод 7/22, что означает 7-жильный провод калибра 22. Я установил обмотку в оба трансформатора и получил 38 вольт, что примерно правильно.
Будьте очень осторожны при размещении вторичной обмотки. Не трогайте и не ломайте первичные катушки. Проверьте выходные напряжения, прежде чем завершить работу с основным входом. Установите вторичную обмотку последовательно, чтобы выходные напряжения складывались. У меня трансформаторы на 220В и выход от стен или сети тоже одинаковый. Мой вторичный выход составляет 38 вольт при 175 ампер при коротком замыкании. Если конечное выходное напряжение меньше, чем ожидалось, это означает, что МТ компенсируют друг друга. Просто переключите первичные клеммы любого из ТО, чтобы исправить это.
Накройте все клеммы и ослабьте соединения должным образом. Затяните соединения проводов, чтобы предотвратить ослабление контактов и искрение. Не прикасайтесь к клеммам голыми руками. Кроме того, не используйте оба конца цепи одновременно. Используйте зажим и подходящий держатель палки, чтобы начать сварку.
Не прикасайтесь к клеммам голыми руками. Кроме того, не используйте оба конца цепи одновременно. Используйте зажим и подходящий держатель палки, чтобы начать сварку.
3) Финишная обработка
Я также сделал корпус, чтобы сделать его компактным и портативным. Я использовал несколько соединительных кабелей для питания держателя палки. Вы можете использовать любые плоскогубцы, чтобы держать палку, но держатель для палочки облегчает сварку. Я также использовал несколько старых толстых медных проводов для заземления с зажимом для аккумулятора. Я купил соединительные провода диаметром 25 мм, которые обошлись мне в 1,5 доллара за метр. Но этого было достаточно, чтобы справиться с хорошим током.
При изготовлении корпуса и проводки предусмотрите также отсоединение выхода от одного МТ. Это может дать вам еще один вариант использования маломощных устройств. Некоторые люди используют это низкое выходное напряжение, чтобы расплавить металл из углеродистых стержней. Мы также сделали небольшой плавильщик металла или аппарат для точечной сварки, используя один МОЛ. Самое главное, всегда будьте очень осторожны при прикосновении к проводам. Убедитесь, что помещение хорошо проветривается. Носите все средства защиты и всегда используйте маску и защиту для глаз.
Руководство по ручной сварке для начинающих
В предыдущем разделе мы научились собирать самодельные сварочные аппараты, но теперь нам нужно научиться сваривать. Когда я впервые сделал сварочный аппарат, это была моя первая сварка. Я вообще никогда ничего не сваривал. Поэтому я также посмотрел несколько видеороликов, прочитал несколько статей и начал изучать дуговую сварку для начинающих. Сварка удивительна, и это большое умение. Поэтому я хочу поделиться информацией со всеми, чтобы помочь им научиться сварке. Я написал эту статью как основы дуговой сварки для начинающих, чтобы помочь домашним сварщикам и сварщикам-любителям
Сварка удивительна, и это большое умение. Поэтому я хочу поделиться информацией со всеми, чтобы помочь им научиться сварке. Я написал эту статью как основы дуговой сварки для начинающих, чтобы помочь домашним сварщикам и сварщикам-любителям
Как работает процесс сварки
Сварочный аппарат получает питание через настенные розетки дома или на рабочем месте. Это означает, что это может быть 110–120 В или 220–240 В переменного тока от стены. Стенная розетка имеет высокое напряжение и меньше ампер. Но есть огромное количество энергии (Мощность = Вольты x Ампер). Так что будьте очень осторожны при работе с этими вещами. В крайнем случае для сварки можно использовать и автомобильные аккумуляторы. Достаточно поставить последовательно два-три автомобильных аккумулятора на 12 вольт. Затем используйте одну клемму в качестве держателя электрода, а другую — для подключения заземляющего зажима к основному металлу. Это не безопасный способ, но это аварийное решение.
Обычный сварочный аппарат преобразует низкое входное напряжение высокого напряжения в низкое напряжение и высокий выходной ток. В процессе может использоваться трансформатор или электронная схема. Это делает его безопасным и пригодным для сварки. Две выходные клеммы используются для создания короткого замыкания. Это создает горячую электрическую дугу для расплавления металла. Одна клемма известна как жало или электрод, а другая заземлена.
Идет сварка
Сварочное выходное напряжение нашего самодельного сварочного аппарата составляет 38 вольт. Наш вход 220 В переменного тока от розетки. Многие специалисты предпочитают сварочный аппарат на 220 В вместо 110 В из-за хорошего рабочего цикла. Другой причиной является отличное качество изготовления трансформаторов, способных работать с электричеством частотой 50 Гц. Поэтому я советую людям сделать сварочный аппарат на 220В, даже если у них есть розетка на 110В. Можно использовать две розетки, сдвинутые по фазе на 180 градусов, и последовательно соединить первичную обмотку трансформаторов.![]() Если вы не можете этого сделать, используйте вход 110 В для трансформатора.
Если вы не можете этого сделать, используйте вход 110 В для трансформатора.
Знание основ сварки
Чтобы получить хороший сварной шов, мы должны внимательно следить за размером металла, типом электрода, типом металла и настройками. Оператор сварщика должен хорошо знать электроды и положения сварки. Сначала всегда используйте прочные перчатки, маски, чехлы и обувь. Сварочная дуга очень яркая и горячая, температура может достигать 2000 o Цельсия. УФ-излучение также испускается, и это довольно вредно, чтобы дать вам ожог. Поэтому будьте очень осторожны во время работы.
Во-первых, сообщите нам об электродах. Доступны различные типы электродов, и каждый из них имеет свои особенности. Большинство из вас — любители и не слишком увлекаются техникой. Большинство из вас могли бы просто делать небольшие и легкие измышления. Для таких людей лучшим выбором будет электрод E6013 диаметром 2,5 мм. Это наиболее распространенная удочка, используемая во всем мире. Он работает на постоянном токе + или -, а также работает на переменном токе. Первые две цифры обозначают предел прочности стержня. 60 означает прочность на растяжение 60 тысяч фунтов на квадратный дюйм.
Он работает на постоянном токе + или -, а также работает на переменном токе. Первые две цифры обозначают предел прочности стержня. 60 означает прочность на растяжение 60 тысяч фунтов на квадратный дюйм.
E6013, E6010 и E6011 — другие популярные стержни. Они также в основном используются при сварке труб, потому что они обеспечивают хорошее проплавление. Их также можно использовать для подходящей сварки с открытым корнем. E7014 — еще одно удилище, которое работает на любом токе и считается очень эффективным. Стандартное, лучшее и прочное удилище – E7018. Низкое содержание водорода делает его пригодным для сварки, а шлаковый покров меньше, чем у E6013. Если вы хотите стать лучше в этом деле и мастерстве, углубитесь в эту тему. На самом деле, хороший выбор удилища очень важен. Очень важно знать материал электрода и его использование.
Советы по безопасности
Прежде всего, это несколько важных вещей, о которых всегда следует помнить во время сварки. Безопасность — это очень важная вещь, которую следует усвоить из нашего руководства по дуговой сварке.
Безопасность — это очень важная вещь, которую следует усвоить из нашего руководства по дуговой сварке.
1) Старайтесь не сваривать оцинкованное железо без противогаза, потому что газ из цинка канцерогенен.
2) Никогда не прикасайтесь к двум выводам одновременно.
3) Обеспечьте вентиляцию зоны сварки.
4) Обеспечьте безопасность от любого прикосновения или контакта с первичным устройством.
5) Установите подходящий предохранитель или автоматический выключатель для первичной обмотки, я предпочитаю выключатель MCB.
Зажигание дуги и управление сварочной дугой
Основная проблема для новичков – зажечь дугу. У меня также была эта проблема. Сначала стержни просто прилипали к металлу, а сварщик издавал звук «хм…» и нагревался. В этот момент вам придется потерять удочку, чтобы быть в безопасности.
Люди говорят, что зажигание дуги похоже на зажигание спичкой. Попробуйте узнать из некоторых видео YouTube других экспертов.