Самодельный сварочный инвертор: Сварочный инвертор своими руками: схема сборки и описание
Содержание
Силовая электроника своими руками
Силовая электроника своими руками
Автор: Липин Руслан Владимирович [email protected]
Переход на главную страницу
Силовая
часть с драйверами.
Резонансный
мост – это одна из разновидностей двухтактных преобразователей инверторного
типа. Во время первого такта открыты транзисторы (далее ключи)VT1 и VT2, во
время второго – VT4
и VT5.
Такты отличаются полярностью подачи высокого напряжения (приблизительно 300В)
в резонансную цепочку, состоящую из конденсатора C17, сварочного трансформатора T1 и
дросселя L1.
Для безопасной работы ключей инвертора между тактами необходима пауза (DeadTime). В сварочном инверторе частота
преобразователя должна быть такой, чтобы ёмкость С17, индуктивность L1 + индуктивность нагруженного на дугу
трансформатора образовывали контур, в котором на этой частоте происходит резонанс
напряжений. При этом мощность в нагрузке максимальна. При коротком замыкании в сварочной цепи этот
резонанс уходит, как бы ограничивая ток короткого замыкания. Подстраивая
частоту инвертора можно добиться максимальной мощности в дуге. С увеличением
частоты ток в контуре начинает ограничиваться реактивным сопротивлением
дросселя L1
и ток в дуге понижается. Таким образом, один раз настроив резонансную частоту
(читай, частоту
при которой в контуре с трансформатором, нагруженным на дугу, в дуге максимальная
мощность) можно изменять значение сварочного тока, увеличивая
частоту инвертора относительно резонансной.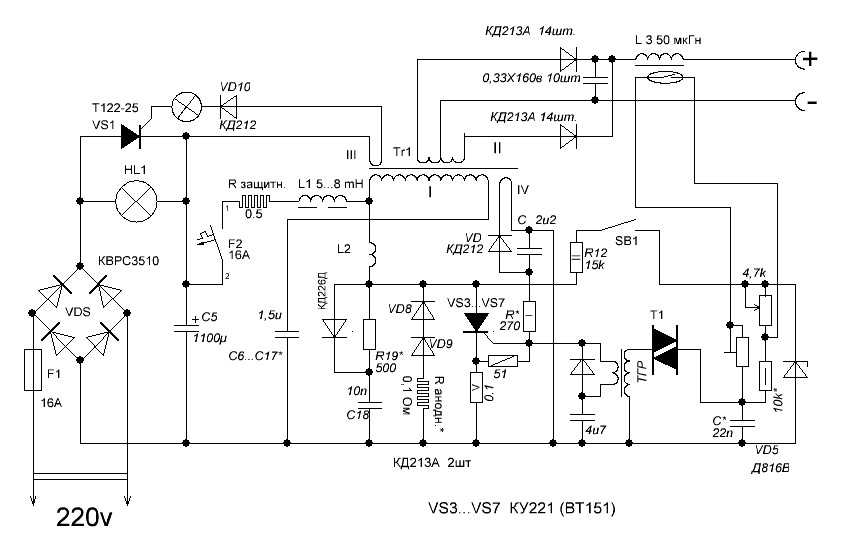
При
включении инвертора в сеть через пусковой резистор R1 и спаренный
выпрямитель VD6-VD13 заряжаются ёмкости С3 и C4. Как только ёмкости
зарядятся до напряжения 200-250В
включиться реле K1,
и своими контактами зашунтирует резистор R1. Ёмкости дозаряжаются до
напряжения
приблизительно 300
В. C этого момента высоковольтная часть инвертора готова к
работе.
В
своём сварочном инверторе для управления мощными IGBT-транзисторами,
я применил специализированные драйверы фирмы IR.
Драйверы верхних ключей получают питание от бустпретных ёмкостей С5 и C8. Эти ёмкости периодически подпитываются через
диоды VD14
и VD19 в
моменты открытия нижних ключей. Здесь верхними (условно) ключами называю те
транзисторы, коллекторы которых соединены с плюсом силового питания 300 В.
У нижних
ключей эмиттеры соединены с минусом силового питания 300 В.
Для
согласования ТТЛ
уровней микроконтроллера с уровнями входов LIN и HIN драйверов (не
менее 9 В) служат элементы R2, R9, VT3, VT6. Резисторы R8 и R14
обеспечивают неактивный режим драйверов во
время “пусковой распутицы” микроконтроллера.
Удвоитель
напряжения собран на элементах VD23, VD26, VD27, С15, C16, С11 и служит для облегчения зажигания дуги.
Программой микроконтроллера непрерывно отслеживается состояние выхода
сварочного инвертора. При коротком
замыкании на выходе светодиод оптопары U1 потушен и на входе UOut будет высокий логический уровень. Для защиты
от пробоя силовых элементов схемы неизбежными выбросами напряжения служат так
называемые снабберы
и сапрессоры
VD17, VD18, VD22, VD28, С13, C14, R19, R21, а
также ограничитель “раскачки” R20.
Ключи желательно припаять к медной подложке.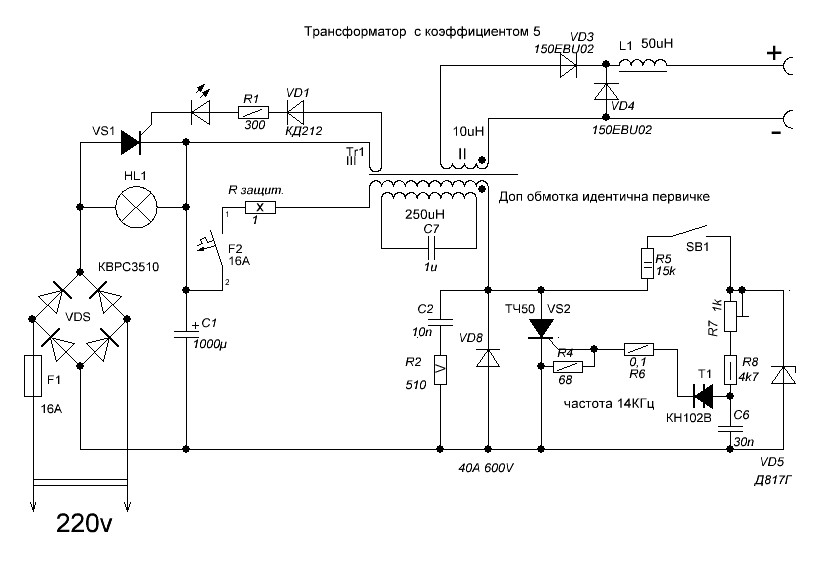 О том как это сделать написано здесь.
О том как это сделать написано здесь.
Микроконтроллерный блок управления с блоком питания.
Прошивка микроконтроллера PIC16F628-20I/P
Использование
любого аппарата электродуговой сварки предполагает наличие достаточно мощной
сети питающего напряжения. Это условие не всегда обеспечивается при сварке в
условиях гаража или дачи. Отсюда повышенные требования к блоку питания (БП).
Для питания ответственных узлов БП должен обеспечивать стабильное напряжение
при просадке сетевого напряжения до 150 В, а лучше, ещё меньше. Для этой цели как
Для этой цели как
нельзя лучше подходит импульсный блок питания, построенный по схеме обратноходового
преобразователя, в простонародье называемый флайбэк. Представленный на схеме БП обеспечивает
стабильное напряжение на выходе при просадке сетевого до 50 В! При этом запускается рывком
при напряжении выше 80 В. Таким образом, отсутствует промежуточный
режим работы когда напряжение на выходе уже есть, но ещё не 12,5 В.
Для инверторов это важно, поскольку исключается работа ключей в линейном режиме.
Желаю всем сваркостроителям использовать в качестве блока питания именно флайбэк!
Уверяю, что затраты окупятся сполна. К слову сказать, в моём инверторе от
линейного режима ключи защищены ещё и специализированными драйверами фирмы IR.
Мотая трансформатор нужно обеспечить
хорошую межобмоточную изоляцию. В моей конструкции все обмотки намотаны медным
проводом в лаковой изоляции диаметром 0,2
мм. При подключении трансформатора необходимо
При подключении трансформатора необходимо
правильно соблюсти фазировку обмоток, иначе флайбэк работать не будет.
Подборкой сопротивления резистора R1, добиваемся
напряжения на выходе 12,5 В. Это напряжение используется для питания
драйверов. Микроконтроллер получает питание через параметрический стабилизатор КР142ЕН5А.
Работа
программы и настройка резонансной частоты.
Целью
настройки резонансного моста является настройка резонансной частоты. Здесь и
далее резонансной частотой буду называть ту частоту инвертора, при которой в
дуге максимальная мощность.
Рабочий режим.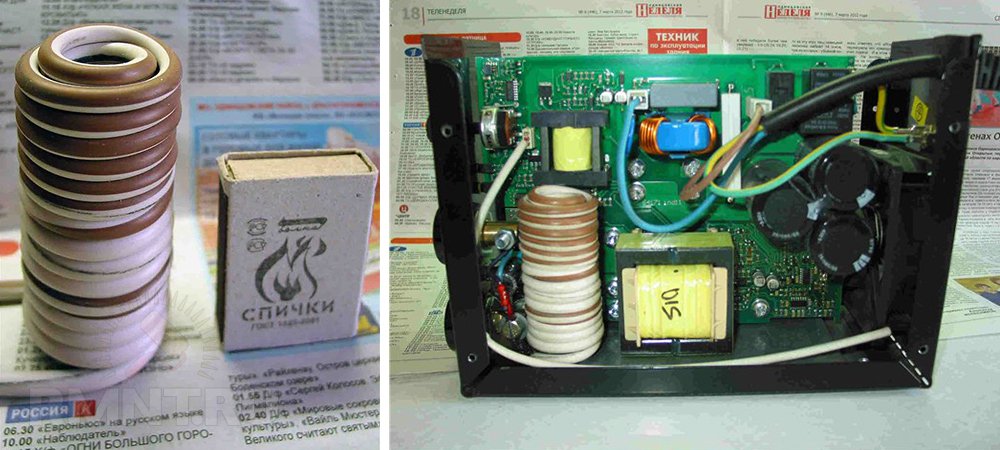
При
включении устройства в сеть светодиод потушен и звучит сигнал. Затем, если
контакты термостатов замкнуты, запускается инвертор на резонансной частоте.
Значение резонансной частоты считывается из нулевой ячейки EEPROM. При первом включении резонансная частота будет 30 кГц. Как
только напряжение в сварочной цепи превысит 12 В (короткого замыкания нет) на
проводе UOut возникнет низкий логический уровень и инвертор перейдёт в
рабочий режим.
В рабочем
режиме горит светодиод, звуковой сигнал выключен. Проверяется положение
потенциометра. Вращение движка потенциометра приведёт к изменению рабочей
частоты инвертора. Рабочая частота меняется ступенями (всего 17 положений) от
резонансной (минимальной) до максимальной. Изменение рабочей частоты
сопровождается коротким звуковым сигналом. При этом максимальному сварочному
При этом максимальному сварочному
току соответствует минимальная частота (она же резонансная). Увеличение частоты
приводит к уменьшению тока в дуге. Таким образом, вращая потенциометр можно
регулировать ток в дуге.
При
коротком замыкании в сварочной цепи и работе инвертора на частоте выше
резонансной существует опасность “словить” резонанс в
коротком замыкании.
Вероятность, конечно мала, но стоит перестраховаться, поскольку
резонанс в
коротком замыкании – это верная смерть ключей инвертора! С целью
защиты “от
смерти” в рабочем режиме периодически проверяется логический
уровень на выводе UOut детектора короткого замыкания в сварочной цепи.
Если
таковое имеется, то на входе UOut появится высокий
логический уровень и инвертор начнёт работать на резонансной частоте
независимо
от положения движка потенциометра. При этом светодиод потушен. Если в
Если в
течение 1
секунды не произойдёт повышения напряжения в сварочной цепи, то работа
инвертора блокируется, и программа начнёт выполняться сначала. Так
выполняется
функция антизалипания электрода.
Если во
время работы произойдёт аварийное отключение одного из термостатов TS1 или TS2, то работа
инвертора блокируется, включается прерывистый звуковой сигнал и начинает мигать
светодиод. Как только температура понизится, и оба термостата будут включены,
работа инвертора возобновиться.
Настройка
резонансной частоты.
Перед
подачей силового питания на ключи запускаем блок управления. Временно
устанавливаем перемычку между проводом UOut и минусом. Осциллографом
Осциллографом
проверяем управляющие импульсы на затворах ключей. Там должны быть
прямоугольные импульсы частотой 30 кГц. Если всё так и есть, включаем в
сварочные провода мощный реостат сопротивлением 0,15 Ом (для токов 170-200 А) и
шунтируем контакты реле. Подаём питание на блок управления. Силовое питание
запитываем через ЛАТР. Поднимая напряжение на ЛАТРе, следим за увеличением
напряжения на реостате. Если всё нормально, устанавливаем на ЛАТРе 80-120В и
начинаем настройку.
Чтобы
войти в режим изменения резонансной частоты необходимо нажать и
удерживать обе
кнопки до включения звукового сигнала. После отпускания кнопок,
звуковой сигнал
выключается, и светодиод начинает часто мигать, что свидетельствует о
переходе
в режим редактирования резонансной частоты. При этом инвертор начинает
работать
на резонансной частоте. Кликая кнопками изменяем частоту инвертора и
добиваемся
максимального напряжения на реостате.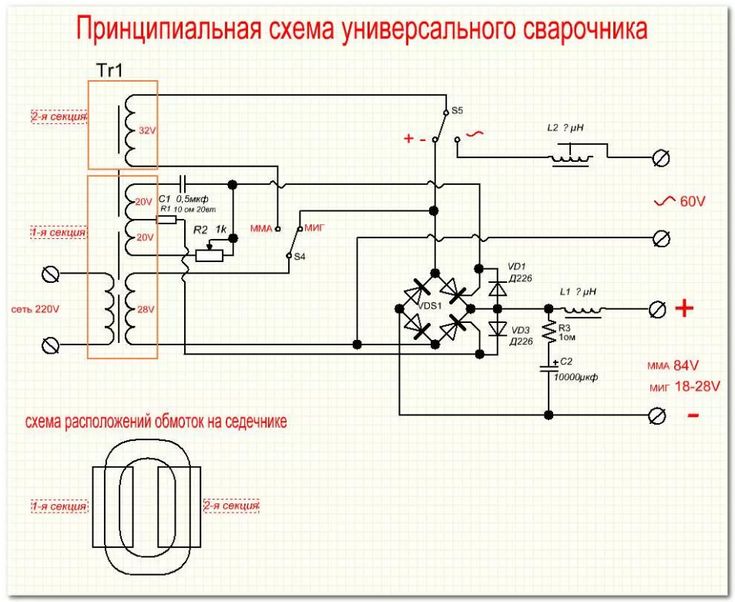 Если резонансная частота
Если резонансная частота
находится ниже
30 кГц, то увеличиваем немагнитный зазор в дросселе. Если резонансная
частота выше
42 кГц, то зазор в дросселе следует уменьшить. Как только
резонансная частота подстроена на
максимальную мощность, можно произвести запись значения резонансной
частоты в EEPROM. Для этого кликаем одновременно на обе кнопки. После
продолжительного звукового сигнала произойдёт запись.
Восстанавливаем
схему инвертора, удаляем перемычку с провода UOut,
отключаем реостат. Включаем инвертор в сеть. Должно включиться реле и
загореться светодиод. Потенциометром выставляем минимальную частоту (она же
резонансная). Кратковременно нагружаем инвертор реостатом 0,15 Ом и замеряем на
нём напряжение. Если это напряжение составляет 22-30 В, то можно Вас поздравить
с успешной настройкой! Держак в руки и вперёд!
Если
напряжение меньше 22 В, то нужно увеличить зазор в дросселе и повторить
настройку сначала.
Вес аппарата со сварочными проводами 8 кг.
Переход на главную страницу
Сварочный инвертор самодельный — разбираем схемы самодельных сварочных аппаратов
Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный – это достаточно простая идея для тех, кто имеет хотя бы минимальное представление о сварке.
Мы предлагаем вам разобраться в некоторых тонкостях того, как сделать собственными руками полуавтоматический инвертор на транзисторах и тиристорах.
Конструирование сварочного аппарата
Разумеется, существуют различные схемы самодельных сварочных аппаратов. Они являются источником дальнейшей конструкции, будь она самодельной или же покупной. Мы будем рассматривать классическую схему, принадлежащую Негуляеву, которая лежит в основе всех последующих доработок.
Они являются источником дальнейшей конструкции, будь она самодельной или же покупной. Мы будем рассматривать классическую схему, принадлежащую Негуляеву, которая лежит в основе всех последующих доработок.
В конструкции провод не должен быть опоясанным термоизолирующим материалом. Самодельная сварка может быть создана на основе простенькой дюралюминиевой плиты размером в 6 мм, к которой уже, согласно схеме, присоединяются все необходимые провода и проводники, отдающие тепло.
С помощью достаточно мощного вентилятора, которым может послужить радиатор автомобиля, обдуваются и радиаторы выпрямительных диодов, и резонансный дроссель. Помимо этого, дроссель должен быть прижат к основанию с помощью прокладочного уплотнителя.
Дроссельный прибор, без которого ваш сварочный инвертор самодельный никогда не заработает, проще всего изготовить из шести медных сердечников. Их можно достать из старых трансформаторов строчной работы или же телевизоров старого образца. В крайнем случае – их можно приобрести. Что касается применяемых в схеме диодов, их проще прижать к инверторной схеме и подвести к ним стабилизаторы напряжения или уплотнители изоляции.
Что касается применяемых в схеме диодов, их проще прижать к инверторной схеме и подвести к ним стабилизаторы напряжения или уплотнители изоляции.
Вентилятор сможет охлаждать несколько мостов, при этом, будучи огражденным от каждого системой изоляции. Такой вариант конструкции будет способствовать тому, что транзисторы будут охлаждаться без дополнительного присоединения к мостам или радиатору.
Вторичную обмотку, при необходимости, можно вывести на ферритовые цилиндры. Так как вентиляция вторичной обмотки в данном случае играет большую роль, необходимо отметить возможное резонансное напряжение.
Работа с проводниками
Расположение проводников выполняется так, как это рекомендуют схемы самодельных сварочных аппаратов. В данном случае важно лишь то, чтобы они не контачили между собой, иначе это вызовет серьезный сбой в работе всей схемы. Также рекомендуется проводить монтаж силового моста. Как правило, для этого применяют провод из меди не толще 2 мм, возможно, даже без изоляции.
Его необходимо обмотать обыкновенными нитками в два-три слоя после лужения. Для крепления рекомендуются изолирующие элементы, которые смогут принять на себя часть нагрузки транзисторов. Их можно прижать к применяемому радиатору. Элементы можно устанавливать, применяя дюралюминиевые пластины. Так как они закручиваются небольшими болтами, это удобно, если у вас запланирована маленькая и практичная самодельная сварка.
Как изготовить импульсный инвертор?
Руководствуясь различными схемами, необходимо запомнить простое правило: при создании трансформатора обмотка должна охватывать всю доступную ширину каркаса, так как это предотвратит возможные повреждения конструкции. Для создания понадобятся подходящие варианты уплотнителей, трансформаторный преобразователь, жестянка из меди, изоляция.
В этом варианте вторичную обмотку накладывают в несколько слоев. Посредством токового трансформаторного аппарата отдельные кольца прикрепляются к первичной и вторичной обмотке, как это указано в вашей схеме, после того как дроссель будет намотан на ферритный сердечник.
Для охлаждения можно взять старый радиатор от стационарного компьютера, так как он максимально подходит по критериям энергопотребления и мощности. Если вам необходим действительно устойчивый трансформатор, который составит основу импульсного инвертора, для обмотки рекомендуется применять медную ленту, поскольку алюминиевые элементы неустойчивы к переменному току.
Важным является еще один момент: работа такого бесперебойного устройства зависит не только от величины переменного или постоянного тока, но и от толщины провода. Если при сборе будет использована обмотка больше, чем половина миллиметра, возможно возникновение обратного эффекта, который отрицательно скажется на работоспособности других бытовых приборов в сети.
Такой самодельный инвертор весит в среднем около 8 килограмм, при этом, он будет располагать достаточной пропускной способностью.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Чертежи для мобильного дугового сварочного аппарата Портативный сварочный аппарат для самостоятельной сборки – лучший магазин чертежей для самостоятельного изготовления
Создайте свой собственный мобильный сварочный аппарат Чертежи для портативного сварочного аппарата для самостоятельной металлообработки
Эти чертежи покажут вам, как собрать собственный мобильный сварочный аппарат для дуговой сварки. Достаточно маленький, чтобы его можно было спрятать под капотом легкового автомобиля, но достаточно мощный, чтобы работать с электродами до 3/16 дюйма в диаметре, этот 200-амперный. сварочный аппарат питается от двигателя автомобиля, в котором он установлен, и его можно взять с собой в любое место, где можно проехать на автомобиле.
Достаточно маленький, чтобы его можно было спрятать под капотом легкового автомобиля, но достаточно мощный, чтобы работать с электродами до 3/16 дюйма в диаметре, этот 200-амперный. сварочный аппарат питается от двигателя автомобиля, в котором он установлен, и его можно взять с собой в любое место, где можно проехать на автомобиле.
Основным компонентом сварочного аппарата является генератор, рассчитанный на 24 В и 200 ампер. от 2500 до 4000 об/мин. Поскольку этот генератор имеет вращение против часовой стрелки, он должен вращаться от конца к концу и приводиться в движение от конца коллектора при вращении автомобильным двигателем. Для этого необходимо снять с генератора и модифицировать плавающий вал, приводящий в движение свободно вращающийся якорь.
Чертежи мобильных дуговых сварочных аппаратов — Сборка сварочного аппарата своими руками
Чертежи мобильных дуговых сварочных аппаратов можно найти во многих местах. Некоторые из них бесплатны, а другие стоят денег. Бесплатные планы дают вам только базовую схему. Некоторые планы настолько детализированы, что включают примечания к дизайну. Создание собственного сварочного аппарата для дуговой сварки может сэкономить вам время и деньги, а также улучшить конструкцию. В зависимости от модели сварочного аппарата, которую вы выберете, вы можете приобрести некоторые инструменты, облегчающие сварку.
Бесплатные планы дают вам только базовую схему. Некоторые планы настолько детализированы, что включают примечания к дизайну. Создание собственного сварочного аппарата для дуговой сварки может сэкономить вам время и деньги, а также улучшить конструкцию. В зависимости от модели сварочного аппарата, которую вы выберете, вы можете приобрести некоторые инструменты, облегчающие сварку.
ACTIV8X
Портативный сварочный аппарат для дуговой сварки ACTIV8X обладает множеством функций. Технология CrossLinc является ключевой особенностью, которая устраняет необходимость в дополнительных сенсорных кабелях и кабелях управления. С помощью этой технологии вы можете находиться на расстоянии до 200 футов от источника питания, не испытывая падения напряжения или нестабильности дуги. Эта функция также упрощает настройку аппарата и выполнение различных сварочных задач.
Ряд функций делает портативный механизм подачи проволоки Activ8X полезным дополнением к любой мастерской. Его портативность, механизм подачи проволоки и варианты электродов позволяют легко переносить его на рабочие площадки. Устройство поддерживает процессы импульсной сварки MIG, STT Field и CV-MIG. А его легкая конструкция позволяет легко переносить его из одного места в другое. Если вам нужно сваривать трубы в любом месте, портативный сварочный аппарат для металлообработки ACTIV8X идеально подходит для ваших нужд.
Его портативность, механизм подачи проволоки и варианты электродов позволяют легко переносить его на рабочие площадки. Устройство поддерживает процессы импульсной сварки MIG, STT Field и CV-MIG. А его легкая конструкция позволяет легко переносить его из одного места в другое. Если вам нужно сваривать трубы в любом месте, портативный сварочный аппарат для металлообработки ACTIV8X идеально подходит для ваших нужд.
GMAW
Если вы когда-нибудь хотели построить свой собственный сварочный аппарат, вас могут заинтересовать чертежи мобильных дуговых сварочных аппаратов. Вы можете построить металлообрабатывающий станок самостоятельно за небольшую часть стоимости заводской модели. Этот портативный сварочный аппарат можно использовать для сварки металла, алюминия и других материалов, и его легко транспортировать из одного места в другое. Схемы Mobile Arc Welder позволяют вам собрать свой собственный сварочный аппарат с помощью нескольких простых шагов.
Первый шаг к созданию аппарата для дуговой сварки — найти правильные чертежи. Вам следует поискать высококачественное руководство или план «сделай сам», который включает подробные инструкции. Убедитесь, что вы выбрали правильную силу тока. Это может быть проблемой, если у вас нет опыта работы со сварщиками. Однако ручной сварочный аппарат имеет множество преимуществ. Разработанный для одного человека, портативный сварочный аппарат можно легко переносить в любое место.
Вам следует поискать высококачественное руководство или план «сделай сам», который включает подробные инструкции. Убедитесь, что вы выбрали правильную силу тока. Это может быть проблемой, если у вас нет опыта работы со сварщиками. Однако ручной сварочный аппарат имеет множество преимуществ. Разработанный для одного человека, портативный сварочный аппарат можно легко переносить в любое место.
Дуговая сварка с флюсовой проволокой
Аппарат для дуговой сварки с флюсовой проволокой представляет собой гибкий процесс сварки, обеспечивающий высокое качество сварных швов. Эта портативная машина достаточно универсальна, чтобы ее можно было использовать на открытом воздухе, даже в ветреную погоду. Этот процесс хорошо работает со всеми типами металлов, а также подходит для загрязненных материалов. Если вы подумываете о приобретении собственного аппарата для дуговой сварки с флюсовой проволокой, вам следует получить квалифицированную консультацию от TWI.
Сегодня на рынке представлено множество различных моделей аппаратов для дуговой сварки с флюсовой проволокой, от аппаратов с воздушным охлаждением до аппаратов с водяным охлаждением. В любом случае вы будете работать с механизмом подачи проволоки, который подает электрод по кабелю. Этот механизм подачи будет иметь электрический ротор, соединенный с редуктором, и приводные ролики, которые проталкивают проволоку через сварной шов. Устройство подачи проволоки также можно использовать без защитного газа для сварки тонколистового металла, хотя аппарат MIG с коротким замыканием должен иметь более короткий вылет.
В любом случае вы будете работать с механизмом подачи проволоки, который подает электрод по кабелю. Этот механизм подачи будет иметь электрический ротор, соединенный с редуктором, и приводные ролики, которые проталкивают проволоку через сварной шов. Устройство подачи проволоки также можно использовать без защитного газа для сварки тонколистового металла, хотя аппарат MIG с коротким замыканием должен иметь более короткий вылет.
Сварка электродом
Если вы когда-нибудь задумывались, как собрать мобильную дуговую сварку, вы не одиноки. Многие люди годами мечтали построить собственный сварочный аппарат. Независимо от того, занимаетесь ли вы сваркой в качестве хобби или интересуетесь металлообработкой в коммерческих целях, планы мобильных дуговых сварщиков помогут вам в их создании. Вот некоторые из наиболее важных вещей, которые вам нужно знать об этих портативных сварочных аппаратах.
Электросварочный аппарат — чрезвычайно универсальное оборудование, с его помощью можно создавать любые объекты, от инструментов до предметов повседневного обихода. Существует множество стилей и видов сварки, от самых сложных до самых простых. Наиболее распространенными видами сварки являются газовая, кислородно-ацетиленовая, вольфрамовая и инертная. В некоторых случаях в процессе сварки используется легковоспламеняющийся газ, например пропан. Другие методы включают кузнечную сварку, при которой два куска металла нагревают до расплавления, а затем сбивают их вместе.
Существует множество стилей и видов сварки, от самых сложных до самых простых. Наиболее распространенными видами сварки являются газовая, кислородно-ацетиленовая, вольфрамовая и инертная. В некоторых случаях в процессе сварки используется легковоспламеняющийся газ, например пропан. Другие методы включают кузнечную сварку, при которой два куска металла нагревают до расплавления, а затем сбивают их вместе.
Все планы разработаны Беном Стоуном. Бен — инженер на пенсии из Канады. Бен также сам разрабатывает их, используя последнюю версию программного обеспечения AutoCAD, чтобы обеспечить точность. Он изучал инженерное дело еще в начале 1980-х годов. После более чем 30 лет работы в строительной отрасли он увлекся созданием крутых вещей вокруг своей фермы и хижины. Это отличные проекты своими руками. С небольшим навыком каждый может сделать это самостоятельно. Бен всегда на связи, если у вас есть какие-либо вопросы при создании одного из его проектов. Он постоянно добавляет новые планы.
Поделитесь этим продуктом
Схемы тележки для гольфа DIY 2 пассажирских сиденья 3 колеса Внедорожник Собери свой собственный
$0,00
Распродажа
6-колесный квадроцикл DIY планы деревянные деревянные для взрослых
$0,00
9,95 $
Geodome Сауна планирует 8 человек на открытом воздухе конструкции заднего двора своими руками построить свой собственный
$0,00
Планы пассивного солнечного нагревателя DIY Eco Energy Солнечная система отопления Создайте свою собственную
$0,00
самодельных гаджетов в Африке: самодельный сварочный аппарат
В отличном блоге Afrigadget есть пост о сварочном аппарате, сделанном своими руками в Кении:
Я прогулялся по Нгонг-роуд, району, где много механиков, резчиков по дереву и производителей металла.
В первом месте, где я остановился, был самодельный сварочный аппарат.
Саймон, владелец магазина, показал мне пару машин и провел видеотур о том, как они работают. Он является ярким примером того, как предприниматель в Африке находит гениальные решения для удовлетворения потребностей местного рынка. Сварщики продают их примерно за 14 000 кенийских шиллингов (чуть больше 200 долларов), но изготовление стоит лишь небольшую часть этой суммы.
Ссылка с видео и другими фотографиями.
- КОММЕНТАРИИ
Это прекрасное время, чтобы быть человеком. Что ж, если вы можете игнорировать всю политическую нестабильность и надвигающуюся тень потенциальной третьей мировой войны, это прекрасное время, чтобы быть человеком на технологическом фронте. Опять же, сначала вы должны смотреть дальше дезинформации и дезинформации, которые появляются как побочный продукт… ПРОЧИТАЙТЕ ОСТАЛЬНУЮ
Adobe Enhance утверждает, что улучшает качество аудиозаписей.
 Такие вещи уже существуют (и в высшей степени полезны для журналистов) для облегчения расшифровки низкокачественных записей интервью, но Adobe обещает больше: она «заставляет голосовые записи звучать так, как если бы они были записаны в профессиональной студии». Я чувствую, что лучшее приложение для этого — самое… ПРОЧИТАТЬ ОСТАЛЬНОЕ
Такие вещи уже существуют (и в высшей степени полезны для журналистов) для облегчения расшифровки низкокачественных записей интервью, но Adobe обещает больше: она «заставляет голосовые записи звучать так, как если бы они были записаны в профессиональной студии». Я чувствую, что лучшее приложение для этого — самое… ПРОЧИТАТЬ ОСТАЛЬНОЕПройдя через законодательный орган Нью-Йорка, первый в Америке законопроект о праве на ремонт вскоре может быть направлен на утверждение губернатору Кэти Хоукул. Закон обязывает производителей техники предоставлять инструменты и запчасти независимым ремонтным мастерским. Местные новости Spectrum: Сторонники законопроекта, в том числе [женщина-ассамблея] Фэйи, заявили, что законопроект позволит обеспечить экономический рост в этом секторе… ЧИТАТЬ ОСТАЛЬНОЕ
Мы благодарим нашего спонсора за то, что он сделал этот контент возможным; он не написан редакцией и не обязательно отражает ее точку зрения.

