Самые хорошие электроды для инвертора: Электроды для инверторной сварки:
Содержание
инструкция по выбору и применению
Современный рынок готов предоставить мастерам-сварщикам специализированное оборудование, которое будет служить долгое время. В некоторых случаях люди покупают не только дорогое, но и не качественное оборудование, которое в последствие приходится заменять другим и тратить на это деньги.
Наша статья призвана помочь вам и сделать правильный выбор в нужную сторону. Возможно, что вы переплатите один раз, зато будете работать потом долго и не зная беда, но в итоге поймете, что вам удалось сэкономить не только деньги, но и время, силы и нервы. Выбирайте лучшие сварочные электроды вместе с нами.
Краткое содержимое статьи:
- Производители электродов
- УОНИ 13/55
- Kobelco LB-52U
- ОЗЛ-8
- Заключение
- Фото лучших сварочных электродов
Производители электродов
Если вы выбираете отечественного производителя, то будьте готовы к тому, что их качество несколько хуже чем у зарубежных. Однако технологии не стоят на месте и сегодня в нашей стране начинают изготавливать все более лучшие электроды.
Однако технологии не стоят на месте и сегодня в нашей стране начинают изготавливать все более лучшие электроды.
Самые передовые бренды, которые выбирают наши мастера это ESAB-SVEL, Ресанта, Kobelco, УОНИ и Lincoln Electric. Некоторые из этих производителей добавляют дополнительные материалы в электроды при изготовлении, другие используют только стандартное решение.
УОНИ 13/55
Электроды этой фирмы важно использовать только при постоянно токе, а вот применяются они даже в трудных местах, куда получить доступ бывает крайне сложно. При работе сварка получается очень крепкой и надежной, так как в процессе выделяется углекислый газ, который позволяет добиться качества.
В конструкции используется специальная обмазка, которая играет как положительную, так и отрицательную сторону. Дело в том, что такой электрод очень сложно разжечь, а также разжечь повторно, поэтому новички могут провозиться с этим долгое время.
С другой стороны использование этой технологии позволяет выиграть в уровне надежности. А швы получаются ровными и красивыми.
А швы получаются ровными и красивыми.
Из достоинств можно выделить отсутствие появления излишних шлаковых примесей, эстетику шва, низкую цену при покупке и широкую известность среди продавцов и покупателей.
Помимо трудностей с розжигом, отрицательным качеством является время, которые требуется, чтобы привыкнуть к изделию и научиться с ним работать.
Kobelco LB-52U
Другой вид сварочного электрода, который изготавливается в Японии. Стоит отметить, что эти изделия используются в таких случаях, когда нет возможности работать с двух сторон поверхности, например, при сварке трубопровода.
Вещество очень дорогое, однако качество говорит за себя. Надежность этих электродов оправдана высокой ценой, а также многочисленными работами бывалых специалистов.
Для наибольшей надежность рекомендуется работать под постоянным током, однако использование переменного тоже подходит, но качество тогда будет немного ниже.
Рекомендуем этот вид, если хотите получить идеально ровный шов, при использовании с низкоуглеродистыми видами стали, а также для возможности работы по любым направлениям. В некоторых случаях, когда материал лежит в сыром месте, может потребоваться прокалка до 300 градусов.
ОЗЛ-8
Отечественный материал, которые отлично себя показывает при работе с нержавеющей сталью, а также никелем и хромом. Одно из требование – работа только под постоянным током, причем обратной полярности, а использование дуги разрешено только короткого типа.
Если соблюдать данные правила, то шов получается довольно таки крепким и надежным, но в результате может образоваться некоторое количество шлака, впрочем отбивается он довольно быстро и не затрачивает уйму времени.
Из достоинств пользователи отмечают быструю работу, отсутствие трещин при прерывании. Из минусов же выделяют высокую цену, некоторые ограничение по работе с материалами, а также подверженность к влажности.
Заключение
Если вы хотите взглянуть на внешний вид представленных материалов, то рекомендуем ознакомиться с фото сварочных электродов. Помните, что использование надежного материала приводит к высокому качеству, которое требуется при сварочных работах.
Также рекомендуем обращать внимание на диаметры сварочных электродов, так как это может сыграть роль на конечном результате, ведь не хочется получить трещину сразу после завершения работы.
Фото лучших сварочных электродов
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Электроды для сварки инвертором новичку — какие лучше для инверторного сваривания — как подобрать диаметр по толщине металла
3 популярные марки электродов, о которых должен знать каждый сварщик
Какими бы умениями не обладал сварщик, и какой бы разряд за его плечами не был, многое зависит от качества электродов. Есть хорошие электроды, а есть не очень.
Есть хорошие электроды, а есть не очень.
Также важно понимать, что каждая марка электродов предназначена для сварки каких-то конкретных металлов, и для получения каких-то определённых характеристик шва.
В данной статье будет рассказано про три популярных марки электродов, которые отличаются повышенным качеством.
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину.
Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода.
В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Расшифровка маркировки
Символы, находящиеся в составе полного названия изделия – Э46-АНО-21-d-УД Е 430/3/- Р 11, имеют следующие значения:
- Э46 – тип изделия;
- АНО – марка;
- D – диаметр;
- У – предназначен для углеродистых сталей;
- Д – толстое защитное покрытие;
- 43 – уровень разрыва шва;
- 0 – удлинение 18%;
- 3 – вязкость;
- Р – рутиловая обмазка;
- 1 – сварочное положение – любое;
- 1 – переменный ток.

Стержни разработаны учеными Института электросварки.
Буквенные обозначения:
- А – Академия;
- Н – Наук;
- О – обмазанный;
- 21 – модель.
Данные помогут новичкам выбрать электродную продукцию.
Пример расшифровки обозначений электрода.
Классификация расходников
| по назначению | обозначение | |
| для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа | э38, э42, э42а, э46, э46а, э50, э50а, э55, э60 | у |
| для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа | э70, э85, э100, э125, э150 | л |
| для теплоустойчивых материалов, прошедших легирование | э09м, э09мх и др. | т |
| сваривание высоколегированных деталей с особыми свойствами | э12х13, э06х13м, э10х17т и др. | в |
| наплавка поверхностных покрытий с особенными характеристиками | э10г2, э11гз, э16г2хм и др. | н |
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
- Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода. Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
- Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры.
 В этом случае стоит обратить внимание на стержни с повышенными свойствами.
В этом случае стоит обратить внимание на стержни с повышенными свойствами.
Особенности эксплуатации и хранения
Главное свойство стержней, покрытых рутиловой обмазкой, – работа в условиях повышенной влажности свариваемых деталей и с металлами со следами ржавчины на соединяемых кромках.
Электрод при этом должен оставаться сухим. Поэтому хранить его лучше в герметически упакованной коробке в теплом помещении, подальше от земли, без доступа солнечных лучей. В случае подмокания его подсушивают в течение 40-60 минут при температуре +90 …+120°С.
Выполнение вертикальных угловых швов производится с удержанием электрода под углом 40-70°. Нельзя превышать рекомендованные токи, это приведет к прожогам металла. Шов всегда получается прочным даже у сварщиков без опыта работы. Отходы легко удаляются с металла.
Приобретать стержни следует в специализированных магазинах, соблюдающих правила хранения расходных сварочных материалов. Температура на складе должна быть не менее +15°С.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно.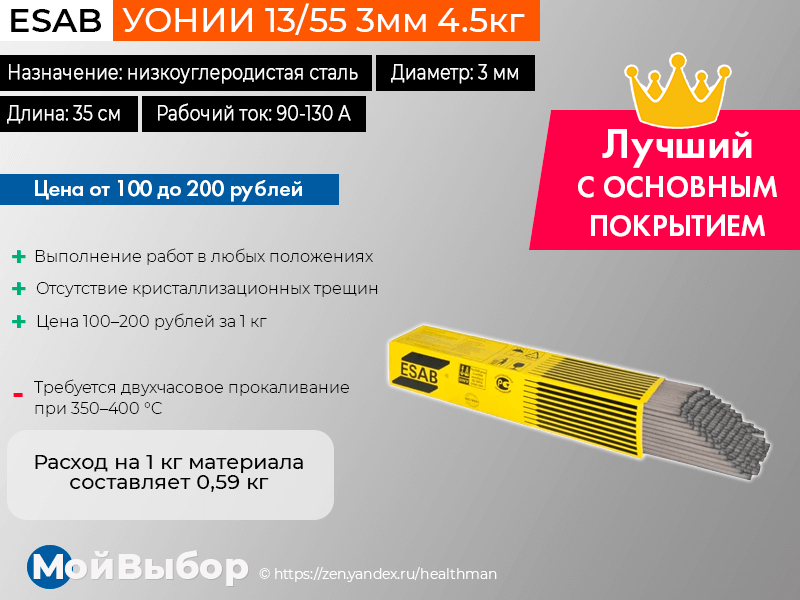
Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др.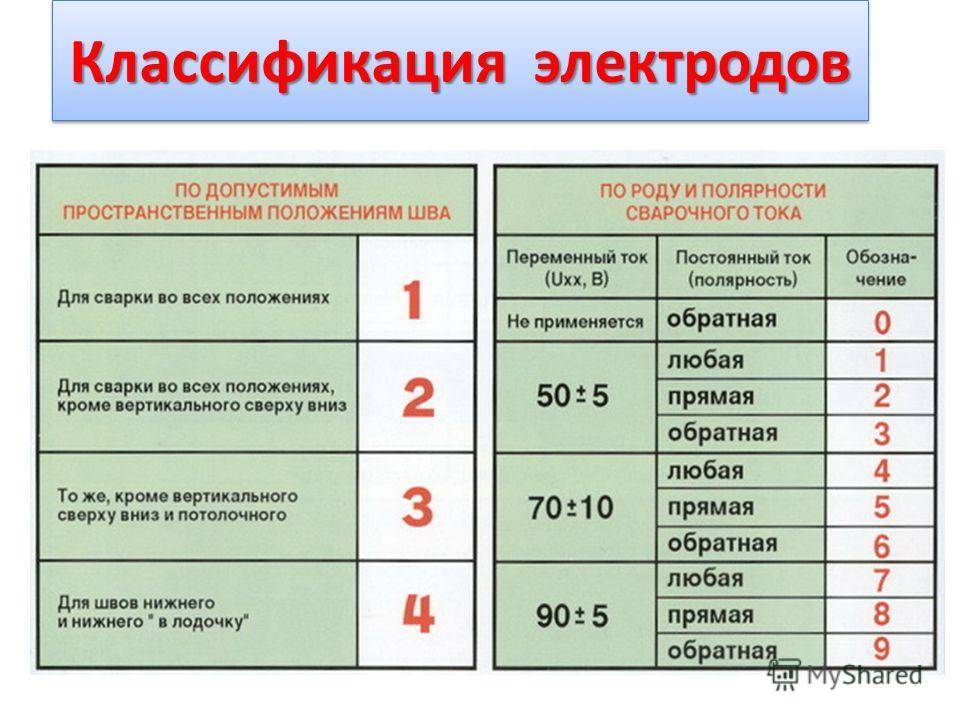 |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
Размеры и упаковка
После выпуска готовая продукция укладывается во влагозащитную пленку и коробку из картона. В продажу поступают упаковки в 1 или 5 кг.
В продажу поступают упаковки в 1 или 5 кг.
| Диаметр стержня (мм) | Длина (см) | Вес 1 шт. (г) | Кол-во в 1 кг |
| 1,6 | 25 | – | – |
| 2,0 | 25 | – | – |
| 2,5 | 30 | 17,0 | 58-59 |
| 3,0 | 30 или 35 | 26,5 | 38 |
| 4,0 | 45 | 53,0 | 18-19 |
| 5,0 | 45 | 84,5 | 12 |
| 6,0 | 45 | 135,0 | 7 |
Рекомендуем к прочтению Характеристики и эксплуатация неплавящихся электродов
Небольшие упаковки удобны для домашнего использования.
Норма расхода
При соединении деталей в небольших объемах грамотный подсчет необходимого количества электродов и диаметра стержня обеспечит непрерывную деятельность мастера и исключит неоправданные денежные затраты.
Для этого требуются параметры, которые вставляются в таблицы, разработанные учеными ВНИИ Монтажспецстроя и других организаций. Подробные сведения о видах сварки изложены в документе ВСН 452-84.
Подробные сведения о видах сварки изложены в документе ВСН 452-84.
На практике расход составляет 1,65 кг за каждый час работы.
Как выбрать электроды для сварки инвертором
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Производители: из Китая, ЛЭЗ, Монолит, Арсенал, ЭСАБ и прочие
Среди производителей электродов марки МР большое представительство как российских, так и зарубежных предприятий. Электроды российских производителей таких как ЛЭЗ (Лосиноостровский электродный завод г. Москва), СпецЭлектрод (г. Москва), Волгоградский завод сварочных материалов ХОБЭКС, Электрод (Тольятти) и других производятся согласно требования ГОСТ 9466-75 И ГОСТ 9467-75, а также имеют сертификаты НАКС (Национального Агентства Контроля Сварки), Российского Регистра Морского Судоходства и другие.
Электроды российских производителей таких как ЛЭЗ (Лосиноостровский электродный завод г. Москва), СпецЭлектрод (г. Москва), Волгоградский завод сварочных материалов ХОБЭКС, Электрод (Тольятти) и других производятся согласно требования ГОСТ 9466-75 И ГОСТ 9467-75, а также имеют сертификаты НАКС (Национального Агентства Контроля Сварки), Российского Регистра Морского Судоходства и другие.
На российском рынке успешно конкурируют производители ближнего зарубежья. Белоруссия успешно реализует электроды марки МР под наименованием «Арсенал» (АРС), а украинский «ПлазмаТек» выпускает популярные в России МР под брендом «Монолит».
Дорогая, но высокого качества продукция европейских производителей, например, ЭСАБ с целью снижения ценовой нагрузки и повышения конкурентоспособности организует производство на территории России (г. Тюмень, г. Санкт-Петербург).
Электроды МР-3 ЛЮКС производства МЭЗ. Фото МЭЗ
Как и любой другой рынок сварочных материалов, российский невозможно представить без китайских электродов. Несмотря на претензии к качеству достаточно много китайских предприятий выпускают хорошую продукцию. Китайский аналог Е6013 успешно заменяет электрод марки МР-3.
Несмотря на претензии к качеству достаточно много китайских предприятий выпускают хорошую продукцию. Китайский аналог Е6013 успешно заменяет электрод марки МР-3.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор
Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы
Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Основная обмазка
Известно, что в её состав входят соли кальция — карбонат и фторид. Её преимуществом считается небольшое содержание водорода. Характерными представителями электродов с основной обмазкой являются изделия УОНИ. Их покрытие обеспечивает получение высококачественного шва – как по внешнему виду, так и по техническим показателям: пластичности, прочности, ударной вязкости.
Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура
Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Рутиловая обмазка
Рутил — это диоксид титана. Кроме него, в обмазке присутствуют кремний и кислород.
Кроме него, в обмазке присутствуют кремний и кислород.
Рутиловое покрытие характеризуется следующими свойствами:
- образование качественного шва при любом пространственном положении электрода;
- стабильное горение дуги;
- минимальное разбрызгивание расплава и обмазки;
- возможность сварки как на постоянном, так и на переменном токах;
- возможность сварки ржавых и грязных деталей;
- быстрый и лёгкий розжиг электрода;
- лёгкое отхождение шлака.
Электродный инверторный сварочный аппарат Awelco AX200, лучшее предложение на AgriEuro
Инверторный сварочный аппарат MMA Awelco AX200
Инверторный сварочный аппарат MMA Awelco AX200 представляет собой компактный аппарат для любительского использования, обеспечивающий хорошую производительность.
Он работает со стандартной розеткой 220 В (бытовое электричество), поэтому подходит для любого любителя, который ищет универсальный и эффективный продукт.
Оснащен системой зажигания Arc Force и системой предотвращения прилипания электродов.
Этот сварочный аппарат гарантирует высокую стабильность сварочного тока при колебаниях напряжения питания.
Инверторная технология позволяет оператору легко и безопасно использовать этот сварочный аппарат благодаря стабильному энергопотреблению. Чрезвычайно полезный регулятор напряжения и цифровой дисплей.
Компактный размер и верхняя лямка делают его пригодным для транспортировки и динамической работы, и его можно хранить практически в любом месте.
Сварочный аппарат Awelco требует электродов диаметром 1,6 — 4,0 мм и обеспечивает 30% рабочий цикл при 200 Ач (эти данные проверены при 40° в соответствии с действующим законодательством).
Подходящие электроды: рутиловые, основные, из нержавеющей стали, чугуна и т. д.
СДЕЛАНО В КНР .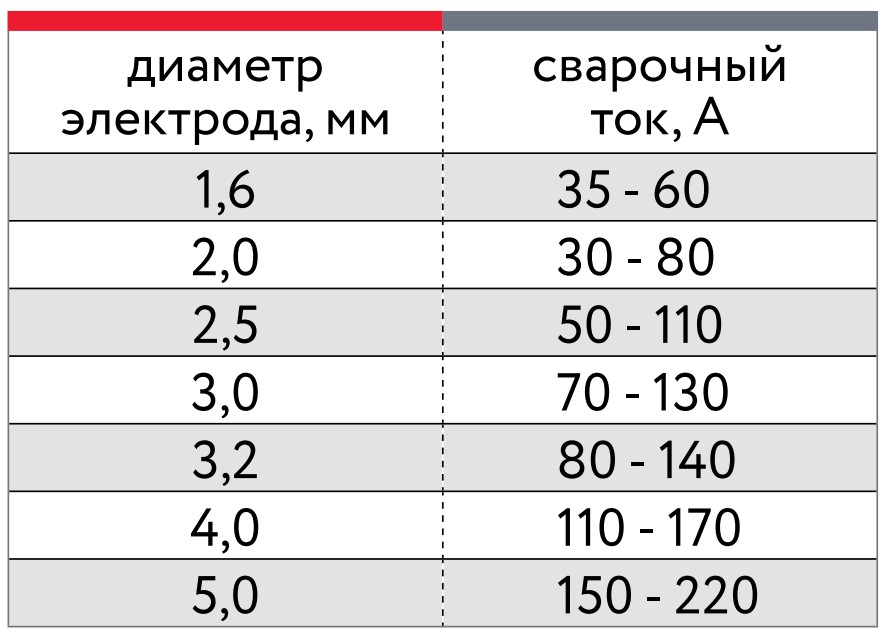
Технические характеристики
Качество, гарантированное итальянским производством.
Электропитание: 230 Вольт
Подходящие электроды 1,6–4,0 Ø мм
Подходящие электроды: рутиловый, основной, нержавеющая сталь, чугун
Напряжение холостого хода: 60 В
Мощность: 20–200 А
Рабочий цикл при 40°: 30 % в 200A
В соответствии со стандартом CEI EN 60974-1 технические испытания сварочного аппарата проводятся при температуре 40°C при контролируемой температуре источника питания, то есть после работы в течение определенного времени.
Выключатель питания
Вентилятор для охлаждения аппарата
Плечевой ремень для удобства транспортировки
Регулятор напряжения: для установки оптимального уровня сварки в зависимости от используемого электрода. Каждому размеру электрода соответствует подходящее напряжение.
Характеристики продукта
Модель:
AX200
Тип:
Инвертор MMA
Источник питания:
Однофазный электрический
Подходит для MMA электроды:
1,6 — 4
Напряжение холостого хода:
60 В
220 В макс. потребляемая мощность:
потребляемая мощность:
6 кВт
Мин. требуемая мощность генератора:
10,8 кВт
Рабочий цикл 40°C:
30 %
Рабочий цикл 40°C:
30%@200A
Рабочий цикл 20°C:
60 % при 200 А
Диапазон сварочного тока (А):
15–200
Мотор-генератор +/-30 %:
№
Сварка алюминия (дополнительно):
№
Синергетическая сварка:
Нет
Страна производитель:
Китай
Оборудование
ЖК-дисплей:
Да
Бесплатные подарки/дополнительные функции
Сварочное оборудование:
Стандартные принадлежности
Руководство по эксплуатации:
Да
Размеры и логистика
Размеры изделия в см (Д x Ш x В):
33x18x20 см
Вес нетто:
3,9 кг
Упаковка:
Оригинальная упаковка
Размеры оригинальной упаковки в см (Д x Ш x В):
33x18x20 см
Вес брутто (включая упаковку) :
4,1 кг
Время сборки:
5 минут 900 07
БЕСПЛАТНО: Стартовый комплект SOGES
Включено в цену: Стартовый комплект SOGES, Сделано в Италии, со всеми сварочными принадлежностями, состоящий из:
- 1 электрододержатель Soges 200 A
- 1 Клемма заземления Soges 200 А
- Кабель заземления Soges и зажим, 2,9 м/16 мм2, оснащенный разъемом
- 1 молоток
- 1 щетка, 4 ряда
- 1 Шлем Soges SD1 с прозрачным и неактивным стеклом
В ПОДАРОК: 250 электродов AWS 2.
 0 + 150 электродов AWS 2.5 + сварочные перчатки
0 + 150 электродов AWS 2.5 + сварочные перчатки
Бесплатные предметы в комплекте:
400 ЭЛЕКТРОДОВ AWS:
— Упаковка 250 рутиловых электродов AWS, 2,0 мм
— Упаковка из 150 AWS рутиловых электродов, 2,5 мм
Превосходные электроды, идеально подходящие для многих видов сварки.
Сварочные перчатки GeoTech , гарантирующие максимальный комфорт и максимальную безопасность при проведении сварочных работ.
Бесплатные предметы включены
Продукт поставляется в оригинальной упаковке вместе с инструкцией по эксплуатации.
Широкий набор принадлежностей:
Кабель питания с вилкой
Зажим заземления
Держатель электрода
Вольфрамовые электроды | Как выбрать размер и тип
Правильный выбор вольфрама для работы почти так же важен, как и ваша способность выполнять работу. Вольфрамовые электроды поставляются с цветовой маркировкой различных размеров и типов на выбор.
Вольфрамовые электроды поставляются с цветовой маркировкой различных размеров и типов на выбор.
Так как же расшифровать, какой из них правильный? Не волнуйтесь, мы предоставим вам все необходимое в этом подробном руководстве. TLDR… Ниже приведены наиболее рентабельные из каждой категории.
Рекомендуемые нами вольфрамовые электроды
Выбор редакции
9,7
Вольфрамовые электроды для сварки TIG, содержащие 2 % лантана, 3/32 x 7 дюймов, 10 шт. в упаковке
- Нерадиоактивные 9017 8
- Стабильная дуга
- Переменный или постоянный ток
- Доступный
КОНТРОЛЬ ЦЕНЫ
Popular Choice
9,5
2% торированные вольфрамовые электроды для сварки TIG 3/32” x7” 10 шт. в упаковке
- Держится
- Широкий диапазон силы тока
- Большой ток
ПРОВЕРИТЬ ЦЕНУ
Лучшая цена
9.1
WeldingCity 10 шт. Вольфрамовый электрод для сварки TIG, трехэлементный, нерадиоактивный (фиолетовый/AWS: EWG) 3/32″ x 7″ | 10 шт.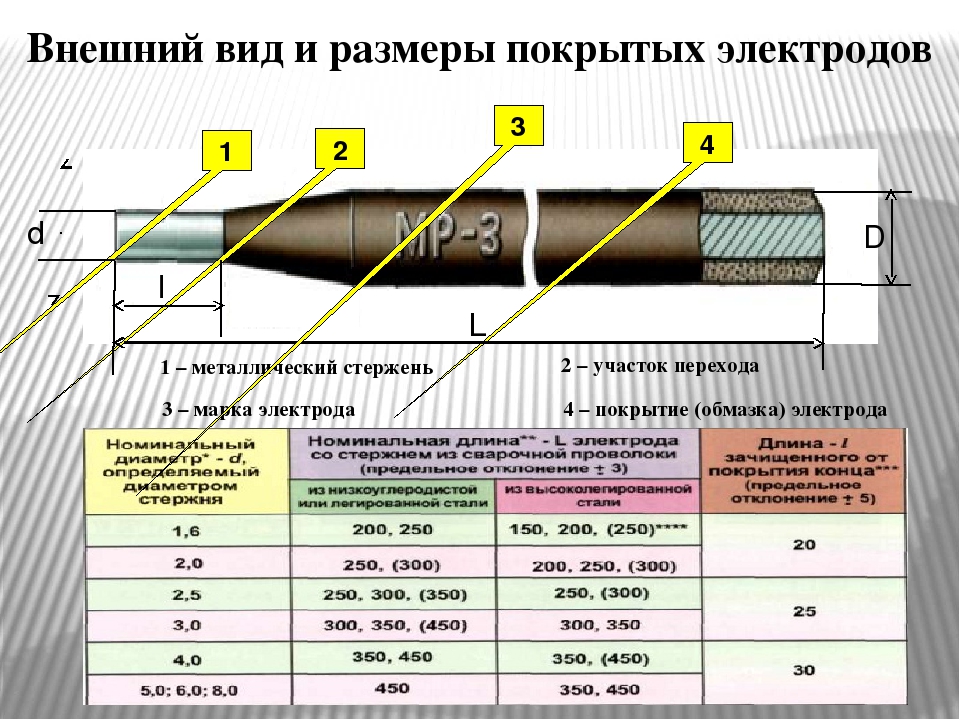
- Трехэлементный нерадиоактивный 3/32″ (2,4 мм)
- Легкий запуск дуги и хорошая стабильность. ICE
Какие Основные типы вольфрама, используемые для сварки
По мере того, как мы продвигаемся по этому руководству по электродам для сварки TIG, важно знать, что существует несколько вариантов вольфрама для сварки TIG, которые позволяют сваривать широкий диапазон силы тока как с постоянным, так и с переменным током для сварки. алюминий.Если вы придерживаетесь универсальных вариантов, вам не понадобится столько электродов в вашем наборе инструментов.
Если вы хотите прочитать о лучшем цвете вольфрама для нержавеющей стали или лучшем цвете для алюминия, я написал статьи.
Чтобы узнать, является ли аргон лучшим газом для использования с каждым вольфрамом, я дал ссылку на свою статью.
Торированные вольфрамовые электроды (красные)
Торированный вольфрам представляет собой электрод с красной цветовой маркировкой и основным оксидом 1,7–2,2% оксида тория.
 Это уже давно один из универсальных вариантов для любого металла и прочности для совместимости с постоянным током.
Это уже давно один из универсальных вариантов для любого металла и прочности для совместимости с постоянным током.Торированный вольфрам обеспечивает стабильную дугу и легкий запуск. Он служит долго и обеспечивает стабильный шов. Он может работать как со средней, так и с высокой силой тока, а также с низкой силой тока, но он также имеет тенденцию немного плеваться при сварке.
Торированный вольфрам может работать с различными металлами, включая сложные металлы, такие как алюминий, никелевые сплавы, стали, медь и другие. В некоторых отраслях это был стандартный многоцелевой вольфрамовый электрод для сварки TIG, который всегда был под рукой.
Вольфрамовые электроды с 2% содержанием лантана (синие)
Далее у нас есть вариант электрода с синей цветовой кодировкой. Попробуйте использовать TIG Tungsten с 2% содержанием лантана для всего, над чем вы работаете, и, честно говоря, вы никогда не вернетесь назад. Вы можете сравнить 2% лантансодержащего вольфрама с торированным вольфрамом с точки зрения универсальности и прочности, но лантансодержащий вольфрам нерадиоактивен, что немного отличает его.

Основным оксидом 2% лантансодержащего вольфрама является 1,8-2,2% оксид лантана. Существует также вариант с содержанием лантана 1,5%, но он немного хуже и не такой универсальный. Этот сварочный вольфрам TIG также отлично подходит для универсального использования.
Вольфрам с 2% содержанием лантана можно использовать со всеми металлами, такими как алюминий, сталь, магний, титан, никелевые сплавы, медь и т. д.! Он также совместим как с питанием переменного, так и постоянного тока. Его можно использовать и для переменного тока.
Лантанированный вольфрам имеет сплошную дугу с меньшим выбросом. Он стабилен и тверд. Конец не всегда ломается чисто, и вам, возможно, придется использовать шлифовальную машину, чтобы отрезать или надрезать его. Простой запуск дуги, широкий диапазон совместимых усилителей и низкая скорость эрозии также способствуют полезности этого типа электродов.
Цирконированные вольфрамовые электроды (коричневые) США и Канада (белые) Австралия и Новая Зеландия
И третьим в нашем списке основных типов вольфрамовых электродов для сварки TIG является цирконированный вольфрам.
 Это еще один электрод, который всегда использовался как универсальный выбор для питания переменного тока. Когда возможности переменного тока ограничены, цирконированный вольфрам подходит.
Это еще один электрод, который всегда использовался как универсальный выбор для питания переменного тока. Когда возможности переменного тока ограничены, цирконированный вольфрам подходит.Цирконированный вольфрам содержит основной оксид 0,7–0,9% оксида циркония. Цирконированный вольфрам может быть немного более ограниченным, но это хороший вариант. Он имеет прочную, устойчивую дугу с очень небольшим разбрызгиванием.
В прошлые годы это был вариант для машин с трансформаторами переменного/постоянного тока, но технология адаптировалась, и новые машины имеют другую настройку инвертора. Если вы все еще используете одну из старых машин, цирконированный или чистый вольфрам (зеленый) все еще может быть отличным вариантом.
Цирконированный вольфрам можно использовать с различными металлами, особенно со сплавами алюминия и магния. Это нерадиоактивный материал. Вы можете использовать цирконированный вольфрам для высокоамперных корпусов.
В каких процессах сварки используются вольфрамовые электроды?
Вы услышите три названия вольфрамовых электродов, когда речь идет о сварочных процессах.
 TIG, GTAW и аргонная сварка подходят для сварки вольфрамом. Вот что нужно помнить — в конечном счете, это один и тот же процесс.
TIG, GTAW и аргонная сварка подходят для сварки вольфрамом. Вот что нужно помнить — в конечном счете, это один и тот же процесс.TIG означает сварку вольфрамом в среде инертного газа, а GTAW означает дуговую сварку вольфрамовым электродом в среде защитного газа. Одно время GTAW было официальным названием, но теперь его обычно называют TIG. Еще менее распространенное название GTAW – аргонная сварка. В этом типе процесса для сварки используется защитный газ.
TIG/GTAW использует вольфрамовые электроды в процессе сварки. Вольфрамовые электроды используются для создания сварного шва, а затем для уплотнения используется присадочный металл. Внешний присадочный металл часто представляет собой присадочный стержень, но материалы могут различаться.
Это электрод, который создает дугу для сварки и действительно выполняет работу. Вот почему так важно выбрать подходящий или универсальный вольфрамовый электрод для сварки TIG для вашего процесса.
Какой длины бывают вольфрамовые?
Это может быть вопрос с подвохом.
 Все вольфрамовые электроды имеют одинаковую длину, но разные диаметры, чтобы соответствовать выполняемой работе. Доступны разные длины, но обычно вы увидите длину около 7 дюймов или 175 мм. Это диаметр, который действительно имеет значение.
Все вольфрамовые электроды имеют одинаковую длину, но разные диаметры, чтобы соответствовать выполняемой работе. Доступны разные длины, но обычно вы увидите длину около 7 дюймов или 175 мм. Это диаметр, который действительно имеет значение.Вот наиболее распространенные диаметры, используемые при сварке TIG. Эти диаметры являются дюймовыми измерениями, но мы также покажем метрическое преобразование.
- .040 (1/0 мм)
- 1/16 (1,6 мм) Очень распространенный
- 3/32 (2,4 мм) Очень распространенный
- 1/8 (3,2 мм)
- 5/32 (4,0 мм)
- 3/16 (4,8 мм)
При выборе диаметра вольфрамовые электроды обычно поставляются в упаковке по 10 штук. Вы можете обнаружить, что вам нужно несколько размеров, но имейте в виду, что длина довольно стандартна, а диаметр может варьироваться.
Это наиболее распространенные диаметры, которые вы найдете, но есть производители, которые распространяют различные размеры, которые даже немного меньше, чем те, которые мы привели здесь.

Как выбрать размер вольфрама?
Выбор размера зависит от того, над чем вы работаете, и от процесса TIG. Если вы новичок и все еще работаете над ознакомлением с различными методами, мы рекомендуем вам начать с 3/32, что составляет 2,4 мм. Это лучший вариант для начинающих.
По мере того, как вы станете более опытными и продвинутыми, вы начнете чувствовать различные диаметры и сможете использовать различные размеры, если это необходимо.
На ранних стадиях сварки TIG очень легко случайно приклеить вольфрам к детали.
Если вы используете 1/16 (1,6 мм) при отклеивании вольфрама от детали вока, вы можете легко согнуть или сломать его, что приведет к ненужным затратам.
3/32 (2,4 мм) — лучший выбор, так как он имеет больший диаметр и с меньшей вероятностью погнется или сломается, когда он приклеится, и вам придется отклеивать его от работы.
Этот размер (3/32 или 2,4 мм) не слишком велик, но имеет положительную прочность и совместим с большинством потребностей и диапазонов сварочной силы тока.
Еще одна вещь, которую следует учитывать, это то, что вам может потребоваться много шлифовать электрод, чтобы заточить его и подготовить. Меньшие размеры вольфрама, как правило, легче ломаются. Опять же, это то, к чему может быть легче приспособиться, когда вы станете более опытными, или вы можете решить, что всегда будете предпочитать средний диаметр из-за прочности и универсальности.
Является ли сварка TIG прямой или обратной полярностью
Теперь вопрос о том, следует ли использовать сварку TIG Tungsten с переменным или постоянным током или какой-либо другой комбинацией? Какая полярность лучше?
В конечном счете, процесс постоянного тока чаще всего используется для обработки углеродистой и нержавеющей стали, меди и титана. Тем не менее, некоторые вольфрамовые электроды используют переменный ток для сварки алюминия, поэтому ознакомьтесь с требованиями к тому, что вы делаете.
Существует процесс, известный как DCEN, это отрицательный электрод постоянного тока.
 Это типичная установка полярности горелки, в которой используется отрицательная горелка и положительная работа. Это также можно назвать прямой полярностью для сварщиков, которые давно в игре.
Это типичная установка полярности горелки, в которой используется отрицательная горелка и положительная работа. Это также можно назвать прямой полярностью для сварщиков, которые давно в игре.При использовании этого метода примерно 2/3 тепла передается положительной стороне дуги, что помогает снизить вероятность перегрева, поскольку у вас отрицательная горелка.
Существует также процесс DCEP, но он менее распространен, и его не следует путать с описанным выше процессом.
Какой вольфрам лучше всего подходит для начинающих сварщиков?
Мы рекомендуем новичкам работать с 3/32 TIG Tungsten. Мы также рекомендуем придерживаться 2% лантанированного вольфрама. Этот тип электрода имеет стабильную и легкую дугу и является одним из лучших доступных вариантов.
Вы не сможете превзойти универсальность или прочность 3/32 2% лантанированного вольфрама. Вы можете использовать его с любым типом металла, а также с питанием переменного или постоянного тока. Это действительно не намного лучше, чем с точки зрения полезности и универсальности.

