Схема электрическая инвертора сварочного: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Электрические Схемы Сварочных Инверторов — tokzamer.ru
Причем использование последнего сейчас признается более разумным. Устанавливаются на радиатор.
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Мост модифицирует ток из переменного в постоянный.
Сопротивление резистора — 47 ом. У новой версии три импульсных трансформатора, в то время как у старой только два.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Одновременно происходит возрастание силы сварочного тока, которая превышает А. Вот схема.
Вот схема.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор.
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента.
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ИНТЕРСКОЛ ИСА 250/10, 6
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Тонкости проектирования силовой платы инвертора
Всем привет! Скромными шагами продолжаю цикл статей про разработку железа электробайка. Начнем с самого интересного — инвертора, который управляет мотором. Хочу подробнее рассказать о тонкостях построения силовой платы и о температурном режиме транзисторов.
Начнем с самого интересного — инвертора, который управляет мотором. Хочу подробнее рассказать о тонкостях построения силовой платы и о температурном режиме транзисторов.
Модель варп ядра электробайка
Основной проблемой при проектировании платы для больших токов высокой частоты является индуктивность проводников, емкостей, корпусов транзисторов, а точнее возникающих выбросов вследствие ее и необходимости закладывать запас параметров по ключам, что ведет к удорожанию конструкции и увеличению потерь на переключение.
В процессе работы на индуктивную нагрузку, при разрыве тока происходят выбросы напряжений на ключе, которые равны ∆V=-L(dI/dt), где ∆V — величина изменения напряжения, L — индуктивность, dI/dt — скорость изменения тока (нарастания или уменьшения).
Возьмем частный случай ШИМ двух фаз, где ток изначально протекает через замкнутый ключ Q2, а потом происходит нарастание тока в цепи мотора через верхний ключ Q1. Ключ Q6 для упрощения постоянно включен.
Красным направлением обозначен путь начального протекания тока. В момент переключения происходит размыкание ключа Q2, но при этом напряжение на данном ключе уходит в минус на величину падения на паразитном диоде МОП транзистора. Происходит это вследствие того, что индуктивность мотора, в которой запасена энергия, старается «сохранить» свой ток, и создает отрицательное напряжение. Далее начинает включаться ключ Q1, ток постепенно нарастает на индуктивностях L_DC+, L_Q1D, L_Q1S, L_DC. Где L_QnD — индуктивность стока корпуса транзистора, а L_QnS — индуктивность истока, а L_DC — это индуктивность платы. В процессе перехода тока из одной части схемы в другую, транзистор Q2 может внезапно обнаружить на себе напряжение большее, чем подводится по шине питания и установилось на входной емкости.
Пример коммутации при токе 100А
Величина этого напряжения будет пропорционально больше скорости переключения. Мы ведь не хотим выделять много тепла на ключах в процессе переключения, поэтому идеальным вариантом считается, когда ключ переключается мгновенно, но такое не достижимо в реальности. Упрощенно говоря, чем быстрее произойдет этот переход, тем меньше активных потерь будет в ключе, но в то же время чем быстрее происходит переход, тем больше будут выбросы напряжений, возникающих на L_DC, L_Q1D, L_Q1S. Еще одним редко упоминаемым, но, пожалуй, наиболее паразитным явлением в данном процессе является заряд диода Q2. Так как между выключением Q2 и включением Q1 имеется задержка, dead time, на диоде Q2 накапливается заряд обратного восстановления, в документации на транзистор указан как Qrr, измеряется в нанокулонах. В процессе включения Q1 возникает сквозной ток, который восстанавливает паразитный диод Q2. Величина этого тока будет тем выше, чем быстрее требуется провести включение Q1 и чем больший ток проходит через транзистор. Отсюда дополнительно возникают выброс напряжения на L_Q2D, L_Q2S. Такое переключение называется «жестким» от англ. hard commutation.
Упрощенно говоря, чем быстрее произойдет этот переход, тем меньше активных потерь будет в ключе, но в то же время чем быстрее происходит переход, тем больше будут выбросы напряжений, возникающих на L_DC, L_Q1D, L_Q1S. Еще одним редко упоминаемым, но, пожалуй, наиболее паразитным явлением в данном процессе является заряд диода Q2. Так как между выключением Q2 и включением Q1 имеется задержка, dead time, на диоде Q2 накапливается заряд обратного восстановления, в документации на транзистор указан как Qrr, измеряется в нанокулонах. В процессе включения Q1 возникает сквозной ток, который восстанавливает паразитный диод Q2. Величина этого тока будет тем выше, чем быстрее требуется провести включение Q1 и чем больший ток проходит через транзистор. Отсюда дополнительно возникают выброс напряжения на L_Q2D, L_Q2S. Такое переключение называется «жестким» от англ. hard commutation.
Если транзистор был выбран без запаса по напряжению, подобный выброс может привести появлению лавинного тока (avalanche), что сильно снизит ресурс жизни транзистора, а при длительном воздействии может и вовсе вывести его из строя.
В процессе такого переключения могут возникать ВЧ колебания («звон», порядка пары МГц), в их возникновении участвуют индуктивности L_Q(1,2)S и паразитные емкости между затворами транзисторов Q1/2 и их стоком. Так как в обычном корпусе TO220 3pin управляющий сигнал фактически подается через силовую ножку, которая вносит свои помехи. Для решения этой проблемы в силовых сборках-модулях выведен отдельный пин истока для управляющего сигнала, на котором нет силовой наводки. В момент открытия транзистора Q1 ток, начинающий протекать через исток создает падение напряжения на индуктивности исток-ножки транзистора, которе замедляет открытие. Дополнительно этому процессу мешает резкий перепад напряжения, который тоже демпфирует управляющий сигнал на затворе через паразитную емкость. С другой стороны на транзисторе Q2 возникает резкий взлёт напряжения Vds, который тянет за собой затвор на открытие через паразитную емкость между стоком и затвором. Сочетание всех этих факторов приводит к возникновению ВЧ колебаний, борьба с ними производится обычно уменьшением крутизны dI/dt и dVds/dt, но есть свой оптимум между скоростью открытия, потерями на открытие, и потерями на звон транзистора.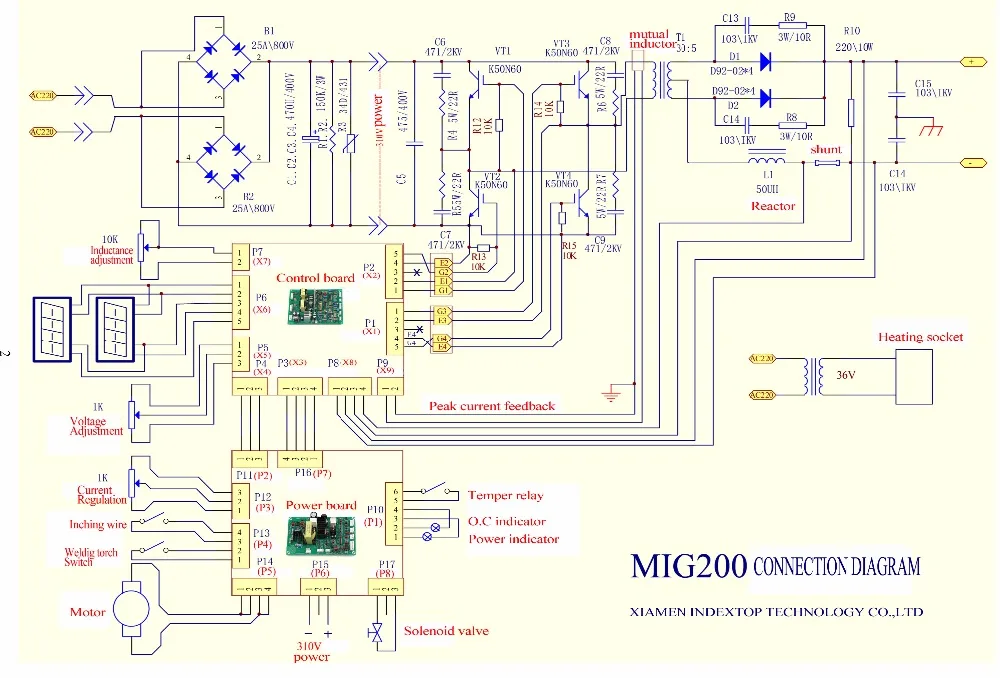
Пример «мягкого» выключения Q1 с видом со стороны Q2.
Отрицательное напряжение на Vds(1) — индуктивности ножек Q2. На затворе(3) видно только половину от этого выброса, т.к. в данном случае в цепи подключения осциллографа ток меняется только на ножке истока.
Техники борьбы с паразитной индуктивностью
Рассмотрим вариант двух проводников одинаковой ширины, но с разным расположением на плате.
Допустим у нас ширина дорожки 10мм, длина 100мм, и расстояние между ними 0,5мм. Для варианта а
взаимная индуктивность получится ~6,3нГн. Для варианта
b
индуктивность будет равна ~132нГн. Что это значит? Возьмем скорость изменения тока 1.25А/нС, как на скриншоте выше, следуя формуле ∆V=-L(dI/dt), получим изменение напряжение для варианта
а
∆V=-6,3нГн*1.25А/нс = 7,8В. Для варианта
b
это значение будет равно 132нГн*1.25А/нс=165В. Это намного выше нашего напряжения питания! В действительности произойдет пробой, и напряжение упрется в предел напряжения транзистора, а ток потечет через него, несмотря на то, что он закрыт. Поэтому толку от ваших хороших конденсаторов не будет, если они висят на длинных «индуктивностях»
Поэтому толку от ваших хороших конденсаторов не будет, если они висят на длинных «индуктивностях»
Что здесь могло пойти так
?
Что касается паразитных составляющих корпуса транзистора, с ними особо бороться не получится, максимально короткие ножки до платы, никаких длинных проводов. Высокочастотный звон хорошо шунтируют керамические конденсаторы, их следует располагать непосредственно рядом с ключами по шине питания, но полностью избавится от звона можно, исключив работу паразитного диода транзистора, используя SiC транзисторы или адаптивное управление, но это уже другой ценовой диапазон. Еще одним вариантом уменьшения индуктивности корпуса являются SMD транзисторы, т.н. DirectFet, PowerQFN и подобные. Но у них тоже есть свои недостатки, к ним можно отнести более плохой теплоотвод, сложности компоновки при SMD монтаже и, конечно, цену.
О теплоотводе
Так или иначе инвертор в работе будет выделять тепло. Больше тока — больше тепла. Т.к. в моторе ток коротковременно может в разы превышать среднее значение в моменты разгона и торможения, для транзисторов требуется обеспечить нормальный тепловой режим для таких пиков нагрузки. Стандартно для кристалла кремния указывается максимальная температура Tj = 175°С.
Т.к. в моторе ток коротковременно может в разы превышать среднее значение в моменты разгона и торможения, для транзисторов требуется обеспечить нормальный тепловой режим для таких пиков нагрузки. Стандартно для кристалла кремния указывается максимальная температура Tj = 175°С.
В моменты переключений транзисторов возникают резкие большие выбросы тепла — активные потери. Пассивные потери — это потери на сопротивлении канала сток-исток в открытом состоянии, являются более постоянными по времени и их проще рассчитывать. Для кратковременных тепловых всплесков неплохим буфером тепла выступает сама медная подложка транзистора, еще один минус SMD компонентов — она у них заметно меньше. Тепловое сопротивление от кристалла до корпуса у выбранного мной транзистора 0.57°C/W, это значит, что выделяя он 50 ватт тепла постоянно, образуется градиент температур в 29°С. Для тепловых выбросов также требуется оставить некоторый запас и учесть некоторую задержку на термопару, поэтому итоговым оптимальным значением корпуса транзистора было выбрано 100°С. Возникает вопрос — как долго можно давать максимальны ток до перегрева? Были протестированы разные термоинтерфейсы, даже платы с алюминиевым основанием. По качеству передачи тепла от основания транзистора к радиатору я бы расставил материалы в таком порядке, по убыванию теплопроводности:
Возникает вопрос — как долго можно давать максимальны ток до перегрева? Были протестированы разные термоинтерфейсы, даже платы с алюминиевым основанием. По качеству передачи тепла от основания транзистора к радиатору я бы расставил материалы в таком порядке, по убыванию теплопроводности:
Непосредственный контакт через термопасту Подложки из нитрида алюминия + термопаста (2сл) Плата с алюминиевым основанием Подложки из оксида алюминия + термопаста (2сл) Гибкие подложки из кремнийорганики + термопаста Гибкие подложки из кремнийорганики без термопасты
Непосредственный контакт не наш вариант, так как он не обеспечивает электро изоляции корпуса транзистора от радиатора. С небольшим отрывом от алюминиевой платы шла подложка из оксида алюминия. Нитрид был заметно дороже и менее доступен. По тестам между кремнийорганической подложкой и керамической из оксида алюминия получилась разница почти в 2 раза, по продолжительности полной нагрузки, 1 минута и 30 секунд соответственно. Конечно, данный тест не претендует на высокую научную точность, но при копеечной разнице в цене в два раза дольше «вваливать» на байке? Итоговым выбором, конечно, стала керамика на основе оксида алюминия! Как оказалось, с ней монтаж выполнять даже несколько проще и еще один бонус — изгибание транзистора намного меньше при затяжке винта. Прижим, судя по следу термопасты, всегда был равномерным. Чего нельзя сказать про гибкие подложки.
Конечно, данный тест не претендует на высокую научную точность, но при копеечной разнице в цене в два раза дольше «вваливать» на байке? Итоговым выбором, конечно, стала керамика на основе оксида алюминия! Как оказалось, с ней монтаж выполнять даже несколько проще и еще один бонус — изгибание транзистора намного меньше при затяжке винта. Прижим, судя по следу термопасты, всегда был равномерным. Чего нельзя сказать про гибкие подложки.
При стандартном монтаже на радиатор через ушко, используя винт, кремнийорганическая прокладка имеет свойство сжиматься, что может привести к неравномерному контакту поверхности. Поэтому самым последним пунктом стоит «подложка без термопасты», т.к. она, термопаста, в этом случае несколько компенсировала данный эффект. Конечно в таких случах рекомендуют использовать специальную пружину которая будет прижимать равномерно весь корпус транзистора, но у нас не было возможности разместить таковые чтобы вписаться в габарит.
Катаясь на китайском контроллере, я часто замечал, что у него была горячая только одна сторона, а вторая оставалась холодной. Поэтому итоговая компоновка силовых ключей была выполнена так, чтобы максимально одинаково прогреть весь корпус. Ключи были установлены с обеих сторон, через небольшой алюминиевый адаптер.
Поэтому итоговая компоновка силовых ключей была выполнена так, чтобы максимально одинаково прогреть весь корпус. Ключи были установлены с обеих сторон, через небольшой алюминиевый адаптер.
Эпилог
В данной статье я описал самые интересные на мой взгляд вещи. Конечно, за кадром остался выбор самого МОП транзистора по его характеристикам, расчет тепловых потерь на кристалле и нагрев электролитических конденсаторов под воздействием пульсирующего тока. В следующей статье затронем схемотехнику устройства, варианты оцифровки тока и реализации защиты по току.
Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения.
Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе.
Оно состоит из 2—4 конденсаторов и дросселя.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими. Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно. Схема китайского инвертора
Если напряжение провода меньше В, значит, устройство неисправно. Схема китайского инвертора
Представляю самый маленький, лёгкий и достаточно простой в повторении сварочный инвертор. Он позволяет проводить сварочные работы электродами диаметром до 3мм.
Характеристики инвертора
- Размеры (ДхШхВ) — 180х105х80;
- Вес — 1100 грамм;
- Ток — 80А, можно выжать до 100А;
- Ток холостого хода — 170-200мА;
- Напряжение холостго хода — 60 вольт.
Инвертор собран в корпусе компьютерного блока питания.
Из-за нехватки места в этом корпусе не удалось обеспечить хороший обдув радиаторов силовых компонентов, поэтому он не предназначен для долговременной работы, но спалить несколько электродов подряд с его помощью можно.
Делать инвертор с нуля достаточно дорого, хорошие оригинальные детали дорогие, нужен опыт работы с импульсными источниками питания и в силовой электронике в целом, лучше и выгоднее купить заводской инвертор, а если решили собрать — то делайте полноразмерный инвертор и не скупитесь на охлаждении.
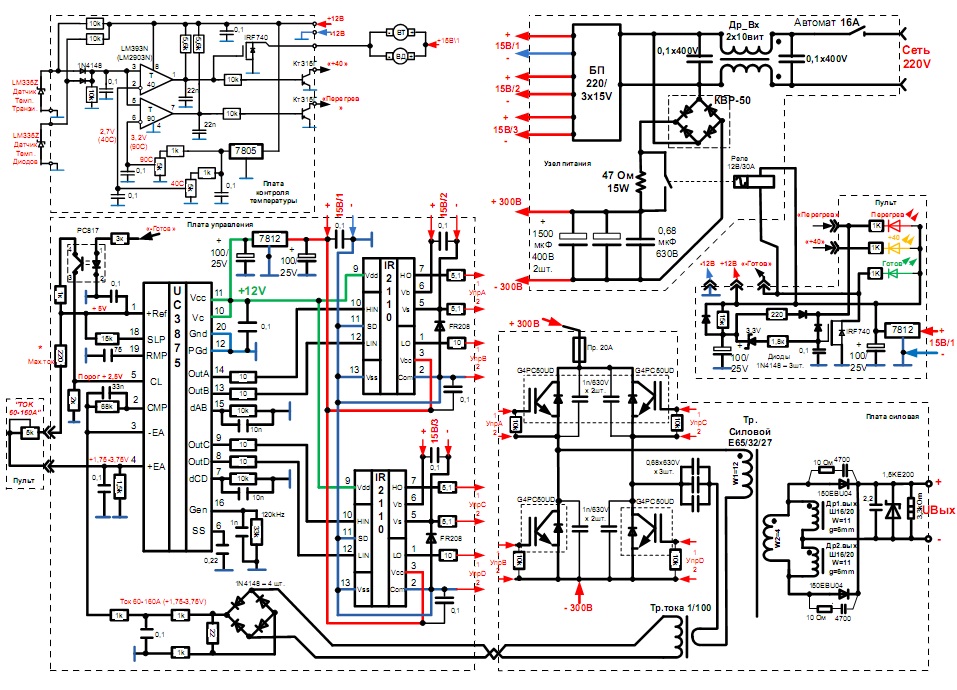
Схема инвертора
Данный сварочный инвертор — это однотактный прямоходовый преобразователь построенный на ШИМ контроллере UC3844. Выход микросхемы через драйвер управляет IGBT транзистором. Схема снабжена плавным пуском, защитой по перегреву. Обратная связь по току реализована через токовый трансформатор.
Инвертор собран на трёх платах:
- все силовые компоненты, трансформатор, дроссель, выпрямители, силовой транзистор и входная цепь размещены на материнской плате;
- схема управления;
- дежурный источник питания.
Схема управления
Больше половины компонентов, которые есть на схеме находятся на этой компактной печатной плате
В авторской версии вся схема собрана на одной плате, в моем же случае чтобы аппарат был максимально компактным управление перенес на отдельную плату. Она получилась очень компактная, меньше сделать крайне трудно если использовать выводные компоненты, а не смд. Монтаж очень плотный, на плате всего одна перемычка.
После сборки плата была проверена. На вход стабилизатора или диода подается напряжение около 30 вольт. База и эмиттер транзистора VT1 замыкаем между собой имитируя замкнутый термовыключатель, иначе сработает защита по перегреву и реле замкнет регулятор тока и как следствие микросхема перестанет вырабатывать последовательность импульсов. К выходу драйвера подключаем щуп осцилографа и наблюдаем красивый меандр с частотой порядка 30 кГц и заполнением около 44-х процентов. Проверяем защиту, убрав ранее установленную перемычку. Должно сработать реле, засветиться красный светодиод и заблокироваться работа микросхемы ШИМ. Плата управления готова, в дополнительной наладке эта часть не нуждается, если все собрано правильно, компоненты исправны и нет соплей на плате.
Исходная схема работает на частоте в 30 кГц, изначально хотел поднять ее, а также изменением соотношения количества витков обмоток снять с сердечника большую мощность, но конечные расчеты показали, что с сердечника даже при 30-и килогерцах спокойно можно взять мощность около 2-2,2кВт, а это где-то 80-90 Ампер тока, если учитывать просадку напряжения при сварке, примерно до 24-х вольт.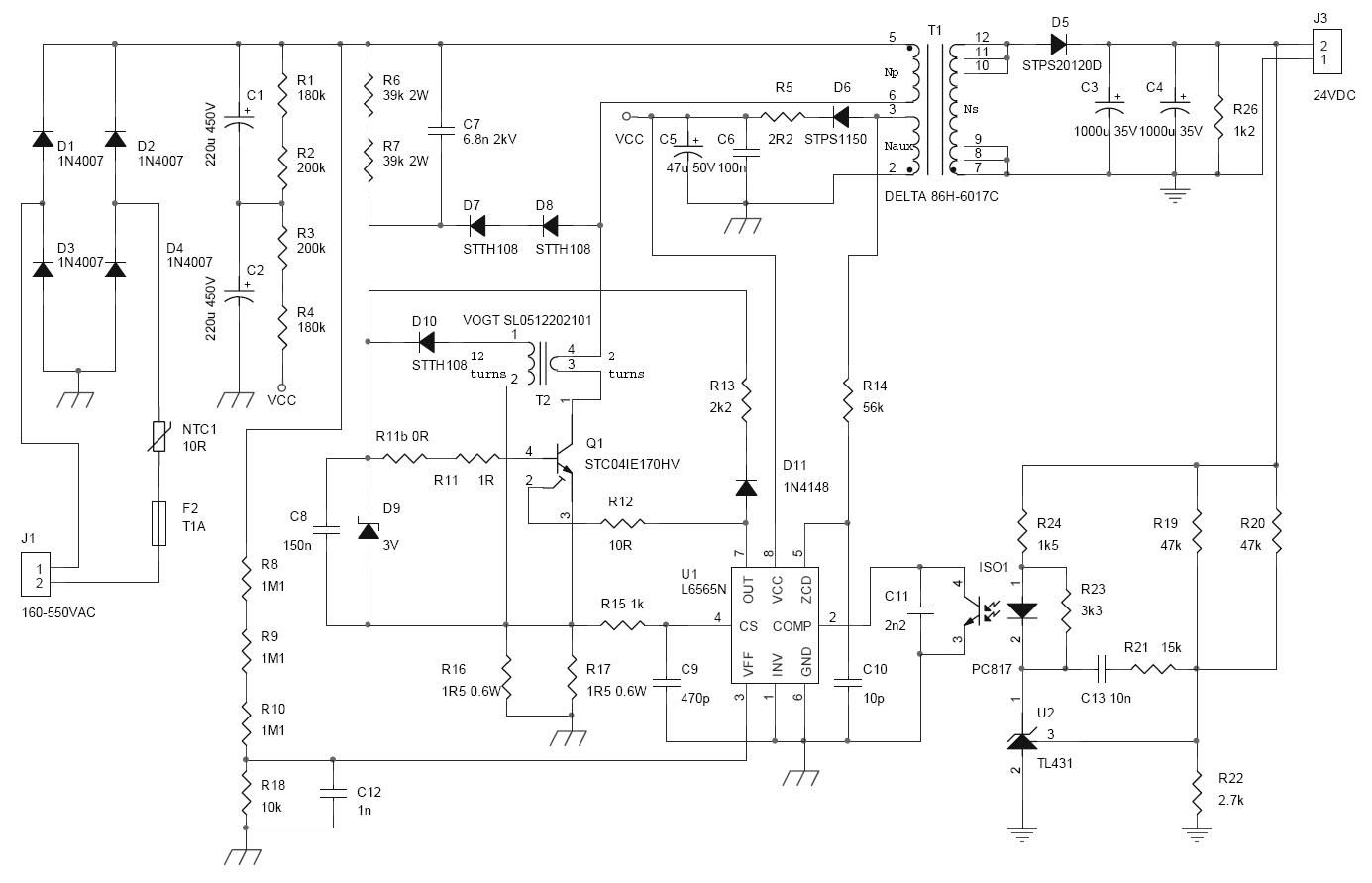
С учетом этого аппарат без проблем справляется с электродами в 3мм, но в моем агрегате для страховки максимальный ток ограничен на уровне 80 Ампер.
Силовой трансформатор
Так как сварочный аппарат планировался на небольшой выходной ток в районе 80 ампер, трансформатор покажется маленьким, но его хватает, хотя и работает он почти на пределе своих возможностей.
Схема однотактная и между половинками сердечника нужен немагнитный зазор 0,1-0,2мм, такой зазор без проблем можно сделать если использовать сердечник из двух половинок, например Ш-образный. Но проблема заключалась в том, что у меня в наличии не было такого сердечника с необходимой габаритной мощностью, единственные более менее хорошие сердечники были колцевого типа размером 47х26,5х15,5мм. Такой сердечник отлично будет работать в двухтактной схеме, в однотактной же нужен зазор.
Сначала делаем разметки, затем пилим сердечник, не полностью, пол миллиметра сполна хватит.
Далее устанавливаем сердечник на деревянные бруски примерно так, как это показано, по центру на месте пропила ставим металлический прут и аккуратно, но сильно бьем по нему молотком. В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.
В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.
Стягиваем половинки сердечника например каптоновым скотчем. В целом данный сердечник имеет изоляцию в виде краски, но дополнительная изоляция не будет лишней.
После мотаем первичную обмотку, в моем случае для намотки использован провод 1,2мм, расчет производился по программе, естественно в случае иных сердечников получим иные намоточные данные, поэтому количество витков указывать не вижу смысла. В данной схеме очень важно солблюдать начало намотки, на схеме они указаны точками, поэтому после намотки каждой из обмоток начала намотки желательно промаркировать.
Витки равномерно растянуты по всему кольцу, после намотки ставим изоляцию и мотаем фиксирующую обмотку.
Количество витков тоже самое, что и в случае первичной обмотки, но провод естественно тоньше, я использовал провод 0,3мм.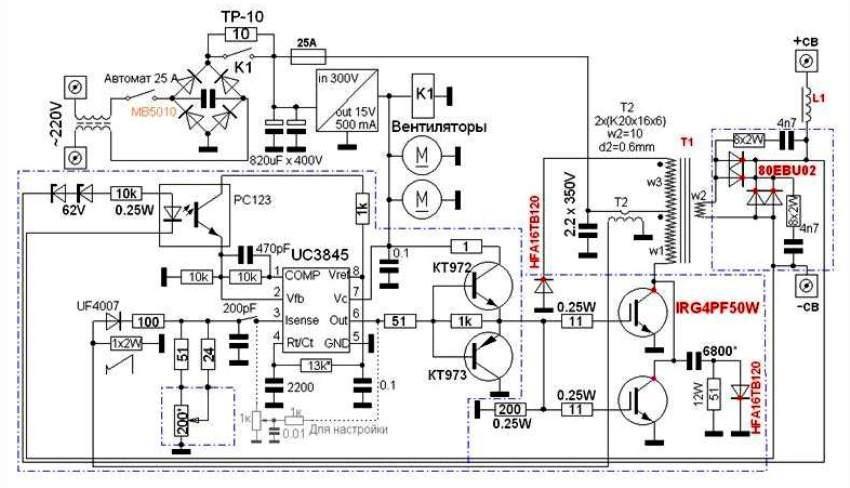
Мотать нужно так, чтобы витки фиксирующей обмотки находились между витками первичной обмотки.
После намотки фиксирующей обмотки опять ставим изоляцию и мотаем вторичную обмотку из 80 параллельных жил проводом 0,22мм. Жгут дополнительно изолирован каптоновым скотчем.
Трансформатор тока намотан на небольшом кольцевом ферритовом магнитопроводе, проницаемость сердечника 2400.
Сначала сердечник был изолирован каптоновым скотчем, затем намотана вторичная обмотка. Количество витков около 80, для намотки был использован провод с диаметром 0,24мм. Обмотка равномерно растянута по всему кольцу. Вторичная обмотка один виток двойным проводом по 1,2мм.
Для выходного дросселя в качестве сердечника взят тор размером 38,8х21х11,4 мм из порошкового железа. Кольцо имеет зелено синий окрас, специально предназначено для работы в качестве выходного дросселя.
Для намотки был использован жгут из 80 жил изолированных друг от друга проводов с диаметром 0,22мм каждая жила, то есть точно тоже самое, что и в случае вторичной обмотки трансформатора.
Индуктивность дросселя получилась около 35 микрогенри и этого мало, желательно индуктивность сделать в районе от 80 до 120 мкГн.
Выводы обмотки дросселя были очищены от лака, залужены.
Несколько слов о комплектующих
Входной электролит 450 вольт с низким внутренним сопротивлением, от хорошего производителя, емкость 470мкФ.
Реле в схеме плавного пуска полноразмерное 30-и амперное, как у больших инверторов, хотя плату изначально разрабатывал для установки более компактного реле.
Силовой IGBT транзистор, диоды в высоковольтной цепи преобразователя те, что по схеме, никаких отклонений.
В выходном выпрямителе использованы быстродействующие диодные сборки STTH6003. В одной такой сборке 2 диода с током в 30 ампер, катод общий, аноды также включены параллельно, в итоге получаем аналог 60-и амперного диода, обратное напряжение сборки 300 вольт.
Сборки установлены на общий радиатор, подложки не изолированы, т. к. катоды общие, выходной плюс снимается с радиатора.
к. катоды общие, выходной плюс снимается с радиатора.
Входной выпрямитель — в виде готового диодного моста KBJ2510, с током в 25 ампер и обратным напряжением в 1000 вольт.
Резистор в цепи плавного пуска на 5-10 ватт, сопротивление 10-30 Ом.
Дежурный блок питания
Это готовый источник питания универсального типа, который куплен на али и предназначен для работы в индукционных плитах в качестве дежурки, мощностью около 7 ватт.
Он выдает три напряжения: 5 вольт, 12 вольт и 18 вольт. Выходные напряжения задаются стабилитроном на 18 вольт. Этот стабилитрон я заменил на 24-х вольтовый, выкинул цепь 5 вольт, заменил некоторые конденсаторы на выходе на более высоковольтные и в итоге дежурка стала выдавать два напряжения: 15 вольт и 24 вольта.
Первое напряжение нужно для питания вентилятора, он у меня на 12 вольт, второе напряжение питает управление и реле. Такая дежурка имеет плавный пуск, защиту от коротких замыканий, построена всего на одной микросхеме.
Радиаторы охлаждения взяты от компьютерных блоков питания, с учетом наличия активного охлаждения и максимального тока сварки их хватает.
После сборки аппарат заработал сразу, без каких-либо отклонений. Первый запуск делался через страховочную лампу на 100 ватт, на осциллографе форма импульсов на всех обмотках правильная, напряжение холостого хода около 60Вольт.
Проверяем работу системы ограничения тока. Для начала ставим регулятор тока на минимум, цепляемся осциллографом на затвор силового транзистора и делаем короткое замыкание на выходе, видим, что длительность управляющих импульсов резко уменьшается, ток ограничивается, если этого не происходит, меняем местами начало и конец вторичной обмотки токового трансформатора.
Силовые дорожки на печатной плате дополнительно армированы медными лентами.
Выходные клеммы от мощного преобразователя 12-220 Вольт.
Для надёжности трансформаторы, дроссель и пара вертикальных плат были дополнительно приклеены к материнской плате с помощью эпоксидной смолы.
На балласте инвертор выдал честные 80 ампер, минимальный ток сделал в районе 20 ампер, при этом имеем уверенный розжиг дуги. Благодаря малому значению минимального тока можно сваривать даже тонкую жесть.
Печатная плата
С уважением — АКА КАСЬЯН
Обзор стандартной схемы сварочных аппаратов инверторного типа
Устойчивая тенденция к снижению цен на сварочные аппараты инверторного типа привела к значительному росту популярности этого оборудования как среди профессионалов, так и среди тех, кто к сварочным работам прибегает только для своих нужд. Вполне объяснимо, что многих пользователей, имеющих подобный аппарат, интересует его устройство и принцип действия, ведь информация такого рода поможет отремонтировать оборудование в случае его неисправности или даже усовершенствовать недорогую модель с «урезанным» функционалом. Как мы увидим далее, разобраться с этими вопросами совсем не сложно, достаточно владеть элементарными познаниями в электротехнике.
Инверторный сварочный аппарат.
Общие сведения
Электрическая схема различных моделей сварочных инверторов может отличаться некоторыми деталями, но в общих чертах все эти аппараты работают по одному принципу. Главная задача каждого из них – преобразовать поступающую из сети электрическую энергию так, чтобы на выходе получить ток большой величины. Процесс преобразования подразделяется на несколько этапов:
Схема дросселя сварочного инвертора.
- выпрямление переменного тока, поступающего из электросети;
- преобразование постоянного тока обратно в переменный, но уже с гораздо большей частотой колебаний;
- усиление переменного высокочастотного тока за счет понижения его напряжения;
- выпрямление усиленного высокочастотного переменного тока.
Тот, кто хоть немного разбирается в компьютерном «железе», наверняка знает, что подобным же образом работает импульсный блок питания персонального компьютера. Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди.
Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди.
Далее мы детально рассмотрим основные блоки аппарата инвертора и их взаимосвязи.
Вернуться к оглавлению
Силовая часть: сетевой выпрямитель
Схема инверторного сварочного аппарата.
Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов.
Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов.
На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В).
К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть.
Схема источника питания инверторного сварочного аппарата.
Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление – около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него.
Вернуться к оглавлению
Инвертор: принцип работы
В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями.
Вернуться к оглавлению
Высокочастотный (импульсный) трансформатор
Принцип работы инвертора.
Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным. Еще одно важное отличие – наличие дополнительной вторичной обмотки, которая используется для питания схемы управления.
На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень.
Ему остается пройти еще одну, последнюю ступень.
Вернуться к оглавлению
Выходной выпрямитель
Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный – именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты.
Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью.
Вернуться к оглавлению
Пусковая схема аппарата
Способы подключения сварочного инвертора.
В момент включения устройства от сетевого выпрямителя подается питание на схему управления через 15-вольтовый стабилизатор.
После того как схема управления запустит в работу ключевые транзисторы инвертора, на дополнительной вторичной обмотке высокочастотного трансформатора появляется напряжение. Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя.
Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя.
Вернуться к оглавлению
Схема управления
Координацию работы преобразователя тока сварочного аппарата инверторного типа осуществляет схема управления. Ее основным элементом является микросхема ШИМ-контроллера. В задачу этой микросхемы входит переключение ключевых транзисторов инвертора. Управление их работой ШИМ-контроллер осуществляет не напрямую, а посредством двух последовательно расположенных элементов: полевого транзистора и разделительного трансформатора.
Преобразование тока в сварочном инверторе.
С полевого транзистора на первичную обмотку разделительного трансформатора поступает высокочастотный (около 65 кГц) ток с прямоугольной характеристикой. Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору.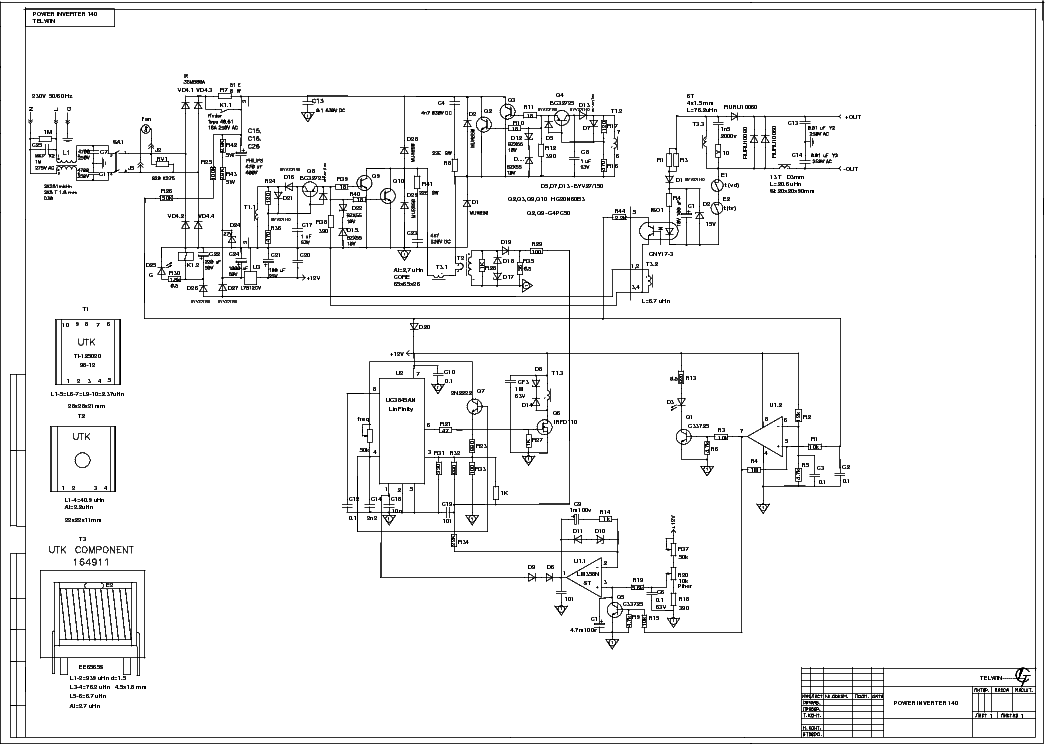
Кроме указанных элементов, электрическая схема платы управления и контроля содержит вспомогательные транзисторы, которые помогают ключевым транзисторам инверторной схемы закрываться, и стабилитроны, защищающие их от перепадов напряжения. Также здесь имеется анализатор-ограничитель тока. Главным элементом анализатора является трансформатор, который включен в цепь первичной обмотки высокочастотного трансформатора, установленного в силовом блоке. Анализатор-ограничитель контролирует силу тока в преобразователе сварочного аппарата и использует сигналы, поступающие с первичной обмотки силового трансформатора, для подстройки сварочного тока и формирования импульсов, транслируемых к микросхеме ШИМ-контроллера.
Для регулирования силы тока сварки в электрическую схему блока управления включен переменный резистор, сопротивление которого задается поворотом ручки, выведенной на контрольную панель сварочного аппарата инвертора.
Вернуться к оглавлению
Контроль выходного и сетевого напряжения
Функциональные возможности сварочного инвертора.
Кроме всего перечисленного, в задачу схемы управления сварочного аппарата входит отслеживание напряжения в сети и на выходном выпрямителе. Для этого ее электрическую схему комплектуют операционным усилителем. Часть его элементов подключается к сетевому выпрямителю с целью выявления скачков напряжения в электросети. В случае нарушений эти элементы воспроизводят сигналы защиты по току и напряжению, которые поступают в суммирующий модуль, а затем – в генератор импульсов ШИМ-контроллера. Работа генератора, следовательно, и всей схемы, при этом блокируется.
Аналогичным образом контролируется рабочее напряжение на выходе преобразователя. Его величина может отклоняться от нормы в случае нарушения в работе диодного моста сетевого выпрямителя или других элементов. В этом случае также происходит отключение схемы управления.
Блокировка схемы сопровождается подачей напряжения на сигнальный диод, который оповещает пользователя сварочного аппарата о неполадках.
Вернуться к оглавлению
Инструкция по ремонту сварочного аппарата-инвертора
Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании.
Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании.
Схема сварки тонкого металла при помощи инверторной сварки.
По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти.
Еще одно «чувствительное» место сварочных инверторов – выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах.
В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать.
Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать.
Управление сварочным инвертором.
Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой.
После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный. Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др.
Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора.
Пайку диодов следует выполнять очень тщательно. Из-за большой силы тока в некачественных соединениях будет наблюдаться сильный нагрев и значительные потери мощности.
Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают.
Могу ли я запустить свой сварочный аппарат от бытовой электросети?
20 мая 2020 г., среда, 13:58 | Автор Metal Man
Многие имеющиеся сварочные аппараты могут работать от стандартной домашней сети 115 В или 120 В. Но как узнать, способна ли электропроводка вашего дома сделать это безопасно? И можете ли вы по-прежнему получать сварные швы самого высокого качества?
Прошли те времена, когда сварщики больших надгробий нуждались в специальной проводке для качественной сварки. Главное — убедиться, что у вас есть цепь, способная справиться с мощностью, необходимой сварщику.
Сегодня цепи на 120 В обычно поставляются с автоматическим выключателем на 20 А в распределительной коробке. Однако так было не всегда. Если у вас старый дом, вы можете обнаружить, что ваши автоматические выключатели на 15А. На самом деле, в зависимости от того, насколько старая проводка в вашем доме, вы можете даже увидеть предохранители до 10 А. Прежде чем купить сварочный аппарат, дважды проверьте свою электрическую коробку, чтобы убедиться, что ваша линия обеспечивает питание 120 вольт, 20 ампер.
Входная мощность — это мощность, которая должна подаваться на электрическое устройство, чтобы это устройство работало должным образом. Это комбинация напряжения и силы тока. Иногда вы услышите, что это указано в ваттах. Это обычное дело для генераторов.
Мощность — это входное напряжение (120 вольт), умноженное на входную силу тока (20 ампер).
Входное напряжение x Потребляемый ток на входе = Требуемая мощность
(120 В x 20 А = 2400 Вт)
Типичные предметы домашнего обихода и требования к входной мощности:
Фен = 120 В, 16 А
Тостер = 120В, 10 Ампер
Микроволновая печь = 120 В, 13 А
Холодильник = 120 В, 7 А
Типичная бытовая сеть в новостройках сегодня имеет напряжение 120 В и имеет прерыватель на 20 А. Это означает, что проводка в стенах вашего дома рассчитана на 20 ампер. Когда потребляется более 20 ампер, проводка не рассчитана на такую нагрузку. В результате «перегорает» выключатель в электрощитке, который защищает дом.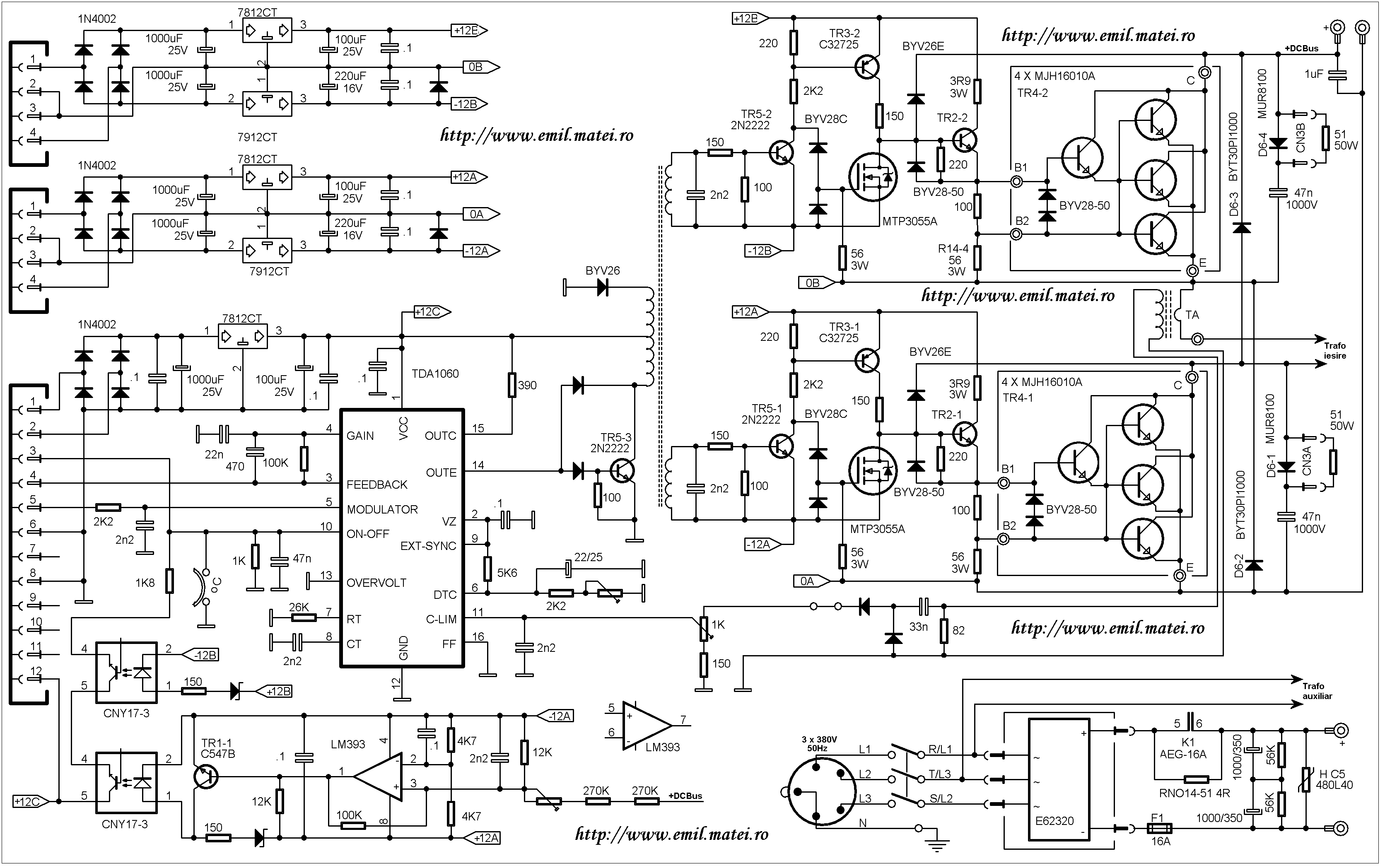 Возможно, вы испытали это на себе утром, когда варили кофе, одновременно используя микроволновую печь и тостер.
Возможно, вы испытали это на себе утром, когда варили кофе, одновременно используя микроволновую печь и тостер.
Типичный сварочный аппарат на 120 В требует достаточного количества энергии. Ведь вы плавите металл! Если вы посмотрите на технические характеристики большинства сварочных аппаратов на 120 В, вы увидите, что они работают от сети 120 В и имеют максимальный ток 20 ампер.
Это означает, что для работы типичного сварочного аппарата на 120 В требуется отдельная цепь на 120 В. Если вы работаете от цепи, в которой холодильник уже потребляет 7 ампер, вполне вероятно, что ваш сварочный аппарат будет потреблять слишком много энергии. В результате ваш автоматический выключатель сработает, чтобы защитить вашу домашнюю проводку.
Всегда обращайтесь к профессиональному электрику при подключении выделенной цепи. Выделенный означает, что никакие другие элементы не подключены к этой цепи. Если есть что-то еще, питающееся от той же цепи, скорее всего, ваш автоматический выключатель выполнит свою работу и «взорвется», чтобы защитить ваш дом.
У вас может возникнуть соблазн использовать удлинитель, чтобы увеличить радиус действия вашего сварочного аппарата. Если все сделано правильно, удлинитель является хорошим временным решением. Это никогда не должно рассматриваться как долгосрочное решение для вашего сварщика.
Как и при проводке в вашем доме, вам необходимо учитывать напряжение и силу тока, необходимые для работы сварочного аппарата. На упаковке, которая поставляется с вашим удлинителем при покупке, будет указано, какое напряжение и сила тока. Удлинительный шнур на 120 вольт, 20 ампер длиной 10 футов будет иметь другой размер проводки, чем удлинитель на 120 вольт, 20 ампер длиной 50 футов. Обязательно прочитайте упаковку, чтобы убедиться, что вы покупаете шнур на 20А. Очень маловероятно, что удлинитель, который вы используете для рождественских гирлянд, сможет работать со сварочным аппаратом.
Итак, какие сварочные аппараты Metal Man можно запустить от бытовой электросети?
Все эти сварочные аппараты Metal Man работают от входной мощности 120 вольт, 20 ампер:
- Сварочные аппараты Metal Man, такие как инверторный сварочный аппарат постоянного тока ARC 80T.

- Сварочные аппараты с флюсовой проволокой, такие как Flux Core 130i и Flux Core 135T.
- Многопроцессорные сварочные аппараты, такие как MP-140T или Multiprocess 141.
Эти сварочные аппараты Metal Man работают как от бытовой сети 120 В, так и от сети 230 В:
- Аппарат Metal Man MIG 180DVT позволяет выполнять сварку MIG и сварку под флюсом как при напряжении 120 В, так и при напряжении 230 В.
- Аппарат Metal Man Multiprocess 220iDV позволяет выполнять сварку MIG, сварку с флюсовым сердечником, сварку электродом постоянного тока и сварку TIG с нуля на постоянном токе при напряжении 120 В и 230 В.
Если у вас есть вопросы по выбору сварочного аппарата, соответствующего вашим потребностям, позвоните нам. Мы рады помочь!
Что такое инверторный сварочный аппарат?
by Material Welding
Сварочный инвертор
Инверторные аппараты для выполнения ручной дуговой сварки становятся все более популярным типом оборудования. Они кардинально отличаются от обычных трансформаторных устройств.
Они кардинально отличаются от обычных трансформаторных устройств.
Сварочные инверторы обеспечивают более эффективный и надежный способ сварки, чем традиционные методы.
Перед принятием решения о покупке важно понять, что такое инвертор, как он работает и в чем его преимущества.
Сварочный инвертор — это устройство, которое преобразует основное напряжение или мощность генератора в выходной низковольтный постоянный ток (DC), используемый для дуговой сварки.
Это обеспечивает большую портативность, меньший вес, меньшее энергопотребление и лучшую производительность по сравнению с машинами на основе трансформатора.
Это также позволяет пользователям настраивать свои параметры вручную или автоматически в зависимости от задания, над которым они работают. Это может привести к улучшению качества сварки, что экономит время и деньги, позволяя избежать дорогостоящих ошибок или переделок.
Детали сварочного аппарата Инвертор
Инверторный сварочный аппарат состоит из следующих основных блоков:
- Блок выпрямителя: выпрямляет сетевое напряжение.

- Фильтр нижних частот фильтр er: сглаживает выпрямленное сетевое напряжение для устранения сетевых помех.
- Инвертор: создает переменное напряжение высокой частоты (чаще всего свыше 15-20 кГц).
- Трансформатор: понижает результирующее высокочастотное переменное напряжение до напряжения, необходимого для сварки.
- Выпрямительный блок: выпрямляет высокочастотное переменное напряжение;
- Высокочастотный фильтр: сглаживает результирующее напряжение для уменьшения результирующего шума.
Изображение: CWB
Преимущества инверторных сварочных аппаратов
Сварочный инвертор позволяет достичь следующих преимуществ по сравнению с трансформатором или выпрямителем.
- Небольшой вес: Из-за увеличения частоты напряжения масса трансформатора, необходимая для понижения напряжения, значительно уменьшилась.
 Следовательно, масса сварочного аппарата значительно уменьшилась. Поэтому эти устройства стали мобильными и теперь их можно легко перемещать, а некоторые даже носить при работе на плече.
Следовательно, масса сварочного аппарата значительно уменьшилась. Поэтому эти устройства стали мобильными и теперь их можно легко перемещать, а некоторые даже носить при работе на плече.
- Повышение эффективности: Современные сварочные инверторы снижают потери электроэнергии до 10 раз, многие инверторы способны работать от 185 Вольт и даже ниже. КПД такого инвертора достигает 90%.
- Контроль точных параметров: Сварочный инвертор использует сложную электронику, которая позволяет очень точно выбирать параметры сварки и, таким образом, обеспечивает надежное качество сварки.
Основные характеристики инверторного сварочного аппарата
Сварочный инвертор в целом обеспечивает множество важных функций для сварочных работ. Наиболее распространены две функции сварочного инвертора:
- Горячий старт – облегчает зажигание дуги за счет кратковременного повышения параметров сварочного тока.
 позволяет легко зажечь дугу, кратковременно увеличивая силу сварочного тока.
позволяет легко зажечь дугу, кратковременно увеличивая силу сварочного тока.
- Anti-Stick – позволяет избежать «залипания» электрода при сварке. Защита от прилипания срабатывает, когда электрод прилипает. Он автоматически перестает снабжаться электрическим током. Она начинает поступать только тогда, когда электрод отрывается от металла.
- Arc force выполняет аналогичную задачу, но уже в процессе сварки. Это значительно снижает вероятность прилипания электрода.
Недостатки инверторных сварочных аппаратов
К сожалению, инверторные блоки питания для сварки имеют не только достоинства, но и очень существенный недостаток – сложность ремонта.
- Из-за наличия сложных элементов в электрических цепях ремонт сварочного инвертора в домашних условиях крайне затруднен.
- Однозначно дороже классических трансформаторных аналогов.
- Сварочные инверторы чувствительны к строительной пыли (особенно содержащей металлические включения) и влаге.

- При использовании устройств данного типа необходимо придерживаться правил эксплуатации, указанных в паспорте. Их нарушение может привести к поломкам и дорогостоящему ремонту.
- Также при выборе сварочных инверторов учитывайте, что эти аппараты бывают одноплатными и многоплатными. Одноплатные инверторы существенно дешевле, а вот многоплатные легче и дешевле в ремонте.
Как правильно выбрать сварочный инвертор?
Чтобы правильно выбрать сварочный инвертор, стоит ответить на ряд вопросов:
- Где будет использоваться аппарат: в гараже, на даче, в мастерской (220 В, 380 В),
- Металл какой толщины будете сваривать (рабочий диаметр электрода),
- Ваш бюджет.
Подробнее: Советы по покупке нового сварочного аппарата
Конструкция и работа сварочного трансформатора
Классические трансформаторные устройства являются электрическими устройствами и работают на частоте 50 Гц. Параметры электрического тока от бытовой сети напряжением 220 В не подходят для сварки.
Параметры электрического тока от бытовой сети напряжением 220 В не подходят для сварки.
Трансформируются с помощью трансформатора. Для этого на первичную обмотку подается электрический ток, который намагничивает ее составной сердечник.
Изображение предоставлено: CWB
В результате возникает переменное магнитное поле, которое, в свою очередь, создает переменный ток во вторичной обмотке. Его параметры отличаются от исходных: напряжение 50-9 В.0 В, а ток 100-200 А.
Сразу стоит отметить, что второй параметр не ограничен указанными пределами. В таких аппаратах сила сварочного тока регулируется механически и зависит от числа витков вторичной обмотки трансформатора.
Устройства этого типа имеют простую конструкцию. Они надежны и недороги, но при этом отличаются большой потребляемой мощностью, большим весом и габаритами. С их помощью трудно обеспечить хорошее качество швов.
Устройство и работа сварочного инвертора
Инверторные сварочные аппараты уже не электрические, а электронные устройства и их работа организована по другим принципам.
Переменный ток сначала поступает в предварительный или первичный выпрямитель, где с помощью диодного моста преобразуется в постоянный ток напряжением 220 В.
Затем подается в инверторный блок. Здесь силовые транзисторы и тиристоры снова преобразуют ток в переменный, но теперь его частота достигает 100 кГц.
Изображение: Researchgate
На следующем этапе ток поступает в высокочастотный трансформатор. Здесь напряжение уменьшается, а его сила увеличивается.
Высокочастотный трансформатор отличается от классического не только дизайном, но и размерами. Кроме того, практически отсутствуют потери энергии на обогрев.
На последнем этапе ток проходит через выпрямитель, где преобразуется в постоянный с параметрами, необходимыми для сварки.
В электронной схеме сварочных инверторов используются блоки управления на базе микропроцессоров. Они обеспечивают стабильную работу всех остальных узлов устройств.
Блоки управления моментально реагируют на малейшие отклонения параметров сварочного тока от заданных и корректируют их. Это обеспечивает стабильное горение дуги и хорошее качество сварки даже при минимальном опыте сварки.
Это обеспечивает стабильное горение дуги и хорошее качество сварки даже при минимальном опыте сварки.
Кроме того, инверторные аппараты имеют очень широкий диапазон регулирования сварочного тока, обеспечивают низкое разбрызгивание металла и позволяют использовать электроды любых типов. Кроме того, они легкие, компактные и максимально простые в использовании. Все аппараты снабжены несколькими системами защиты, выводящими их из строя при перегреве или перегрузке, а сварку с их помощью можно проводить в любом пространственном положении.
Сварочные инверторы для бытового использования
Все сварочные инверторы на рынке можно разделить на две большие группы:
- Бытовое использование и
- Промышленное использование.
Первые питаются от обычной бытовой сети напряжением 220 В и имеют максимальный сварочный ток не более 200 А. Они рассчитаны на работу с небольшой нагрузкой.
Профессиональные промышленные инверторы чаще всего подключаются к трехфазной сети напряжением 380 В.