Схема электрическая сварочного инвертора: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:
1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в.
2. Схема «мягкого включения”.
3. Блок конденсаторов зарядно-разрядной цепи преобразователя.
4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.
Рекомендации по самостоятельному ремонту сварочного аппарата
СА «Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием «Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей «Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя
2. Модуль выходного выпрямителя..
3. Плата управления ключами.
4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т. е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т. к. на результаты измерений они не влияют.
к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
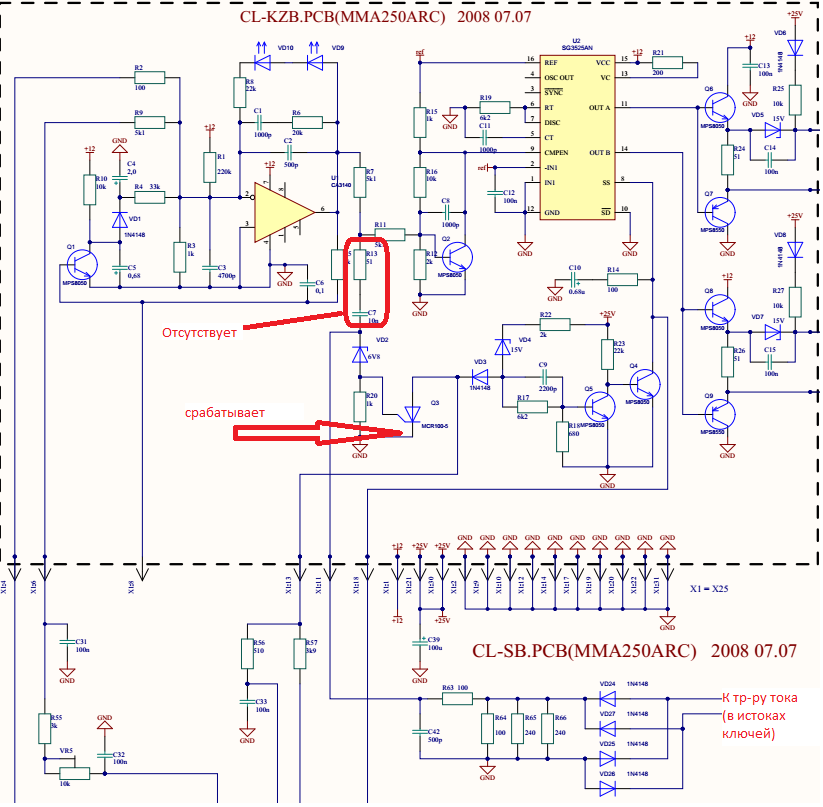
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей. Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в.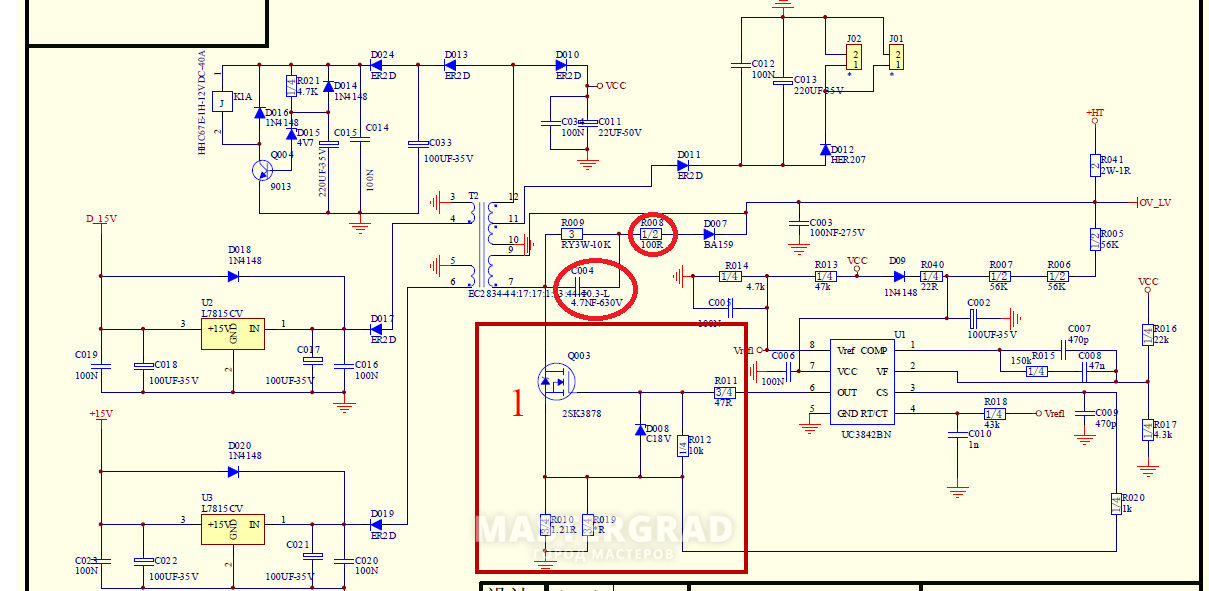 Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.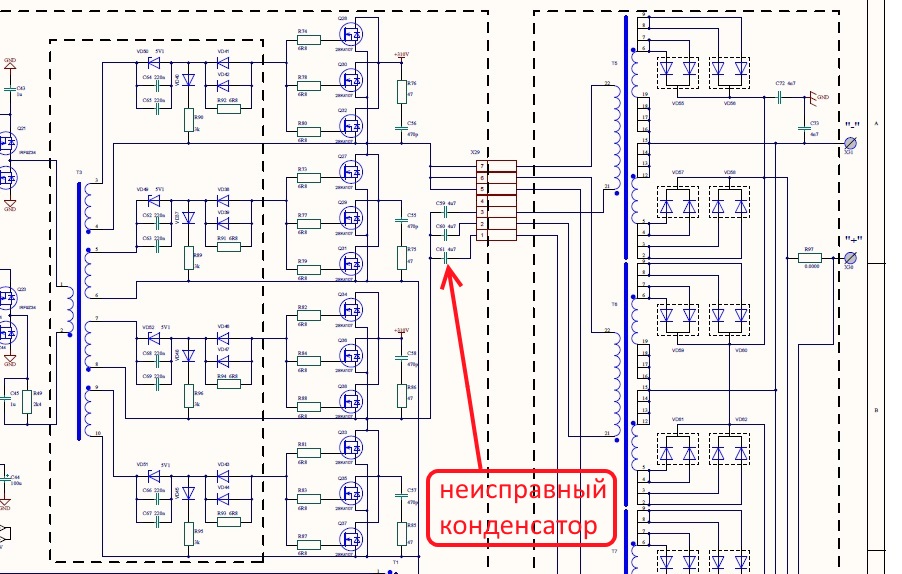 е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Originally posted 2018-10-14 13:32:19. Republished by Blog Post Promoter
Описание схемы сварочного инвертора
Схема сварочного инвертора применяется для сварки с использованием штучного электрода. Для оборудования самого начального уровня чаще применима небольшая нагрузка у индивидуальных предпринимателей или же просто у обычных людей в бытовых нуждах.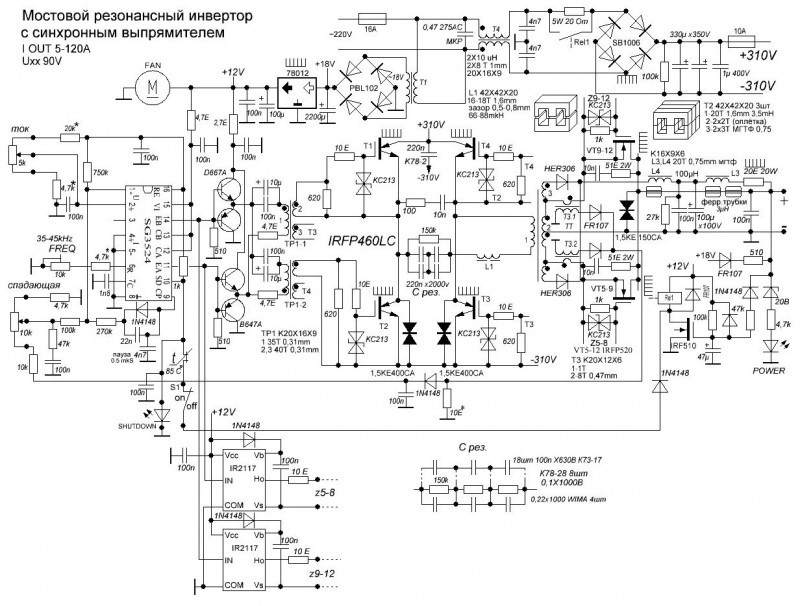 Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Такие простенькие агрегаты не пригодны для использования в производстве. Приводимая микросхема используется для ремонта этих устройств своими руками.
Устройство инверторного сварочного аппарата.
Для начала познакомимся с основными требованиями, которые устанавливаются для инверторных источников тока для сварки самого простого, бытового уровня. К ним относятся:
- Работа оборудования должна осуществляться от однофазной сети частотой 220/50 Герц (Гц).
- Аппарат должен иметь возможность использовать штучные электроды, диаметр которых 1,6 до 3,25 мм.
- Доступная стоимость, минимальный вес и габариты.
- Ремонт такого агрегата должен быть доступен в обычных мастерских или же своими руками.
Аппараты для сварных работ с подобными характеристиками получили широкое применение в быту. И их сборка или же ремонт производится в соответствии с принципиальной схемой к сварочному инвертору и в точном соответствии с прилагаемой инструкцией к оборудованию. Особенно это касается случаев ремонта оборудования дома.
Особенно это касается случаев ремонта оборудования дома.
Способы подключения сварочного инвертора.
Описывая схему бытового устройства для сварки металла, стоит заострить внимание на которых деталях. Понятно, что всю координацию работы этого преобразователя осуществляет микросхема и ее главный элемент – ШИМ-контроллер.
С точки зрения схемотехнических особенностей инверторного сварочного аппарата выбор используемой в ШИМ-контроллере микросхемы напрямую зависит от того, какие функции выполняет конкретное устройство. В любой электрической схеме соединение двух или нескольких компонентов осуществляет деталь, которая называется мост. Но, помимо связующей функции, эта часть микросхемы несет еще и некоторые дополнительные функции в работе, которую выполняет вся электрическая схема сварочного инвертора.
Вернуться к оглавлению
Некоторые конструкционные особенности бытового инвертора для сварки
Не будет лишним сказать, что при использовании инверторного сварочного аппарата удается получить высококачественные сварные швы и при этом не затратить много усилий оператора сварки.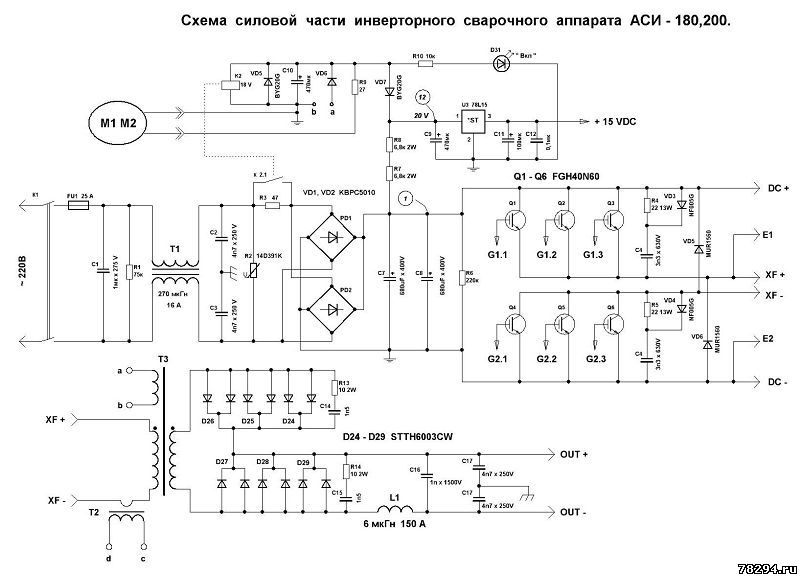 К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
К тому же работа с таким оборудованием очень комфортна и продуктивна. Да и сборка этого устройства своими руками по типовому чертежу самого обычного агрегата не представит особого труда.
Промышленные трансформаторные преобразователи в своем строении более электротехничны.
Напротив, глядя на принципиальную схему сварочного аппарата, можно увидеть, что он является электронным устройством.
Блок-схема полумостового инвертора..
При ремонте такого оборудования нужно следовать схемам сварочных инверторов. Для диагностики неисправностей и ремонта этого механизма необходимо последовательно выполнить проверку:
- состояния стабилитронов;
- транзисторов;
- диодов;
- резисторов.
При обнаружении неисправностей в конструкции нужно выполнить ремонт по чертежам устройства аппарата для таких технических работ.
Вернуться к оглавлению
Коротко в итоге
Подробнее описывать конструкционные особенности всех типов механизмов этого типа не имеет смысла, поскольку существует большое количество специальной литературы по этому вопросу.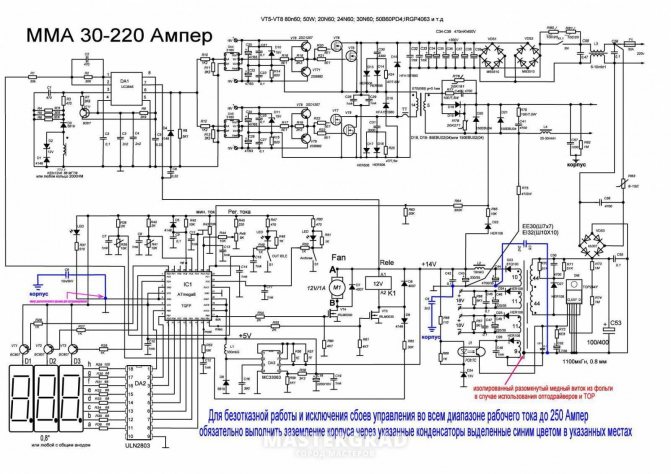
Целью же этого обзора было лишь ознакомление читателей с принципиальным строением инверторного сварочного аппарата и его некоторыми основными узлами.
Международный журнал инженерного менеджмента и прикладных наук
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках (IJLTEMAS) — ежемесячный рецензируемый открытый доступ и полностью рецензируемый международный журнал по инженерии, менеджменту и прикладным наукам с минимальной платой за обработку. Мы предоставляем отличную платформу для обмена мыслями между исследователями, заинтересованными в области инженерии, управления и прикладных наук.
- → Номер DOI: 10.51583/IJLTEMAS
- → Открытый доступ: Все опубликованные статьи сразу же доступны для чтения, загрузки и распространения.
- → Быстрая публикация: Быстрая публикация статей и сохранение высокого качества процесса публикации.
- → Номинальная плата: Номинальная плата за публикацию в поддержку исследовательского сообщества.
- → Connect: Объедините мировое инженерное, прикладное и социологическое сообщество.
Общество исследований и научных инноваций
Общество исследований и научных инноваций (RSIS International) является ведущим международным профессиональным некоммерческим обществом, которое способствует развитию исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикации Professional International в Интернете. журналы, информационные бюллетени и проводить исследования и инновации на международном уровне.
Прием заявок Январь 2023 г.
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS приглашает авторов/исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук. Все материалы должны быть оригинальными и иметь соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную публикацию исследований и предоставление читателю достоверных исследований.
Все материалы должны быть оригинальными и иметь соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную публикацию исследований и предоставление читателю достоверных исследований.
Руководство по отправке
| Крайний срок подачи (первый выпуск 2023 г.) | 10.01.2023 |
| Новое представление | Онлайн-подача |
| Окончательное представление принятой статьи | Онлайн-подача |
| Месяц/Год/Том/Выпуск | Январь 2023 Том XII Выпуск I |
| Плата за публикацию | 20$ (долл. США) |
Почему открытый доступ?
Журналы открытого доступа доступны бесплатно в Интернете для немедленного открытого доступа к полному содержанию статей, отвечающих интересам ведущих исследователей. Каждый заинтересованный читатель может читать, скачивать или, возможно, распечатывать статьи в открытом доступе бесплатно! Мы приглашаем к подаче статей превосходного качества только в электронном (только .doc) формате.
Каждый заинтересованный читатель может читать, скачивать или, возможно, распечатывать статьи в открытом доступе бесплатно! Мы приглашаем к подаче статей превосходного качества только в электронном (только .doc) формате.
Изменения и развитие в нигерийской бизнес-организации
Исследование посвящено тому, как бизнес-менеджеры могут управлять стратегиями изменений путем развития организационного развития бизнеса в Нигерии. После тщательного анализа литературы исследование пришло к выводу, что несколько предприятий в Нигерии… Подробнее…
Обзор биоактивных/фитокомпонентных молекул, опубликованных в Омане
различные недуги. Недавние достижения в биотехнологических методах расширили использование биоактивных молекул природного происхождения в различных областях… Подробнее…
Безопасность заземления и дуговой сварки
Какое отношение заземление имеет к безопасности дуговой сварки?
Заземление электрических цепей — это метод обеспечения безопасности, документированный в различных нормах и стандартах. Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде.
Типичная установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и поддержание надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления. Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий проводник. Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод через систему распределения электроэнергии, мы бы обнаружили, что он соединен с землей, и обычно через металлический стержень, вбитый в землю.
Целью заземления корпуса оборудования является обеспечение того, чтобы металлический корпус сварочного аппарата и заземление имели одинаковый потенциал.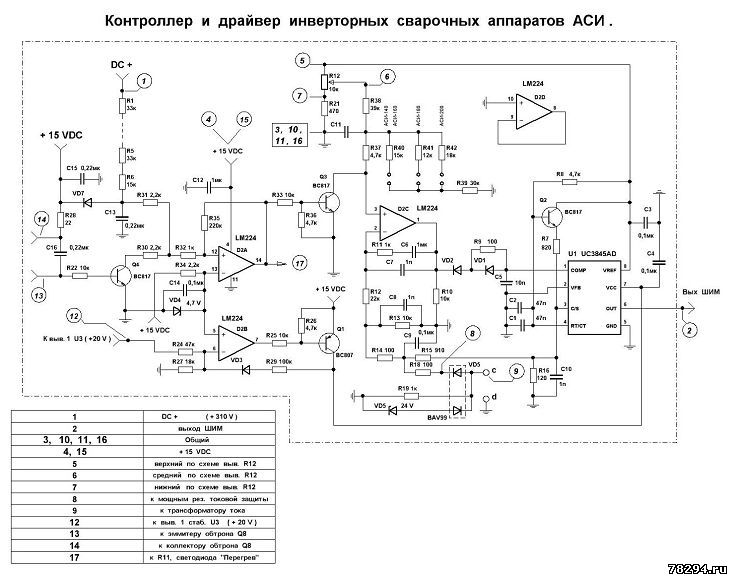 Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам. Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Когда они находятся под одинаковым потенциалом, человек не испытает удара током при прикосновении к двум точкам. Заземление корпуса также ограничивает напряжение на корпусе в случае нарушения изоляции внутри оборудования.
Токопроводящая способность заземляющего проводника согласовывается с устройством максимального тока системы электроснабжения. Координация токов позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрической неисправности сварочного аппарата.
Некоторые сварочные аппараты могут иметь двойную изоляцию. В этом случае подключение заземляющего проводника не требуется. Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «коробка в коробке» на заводской табличке.
Для небольших сварочных аппаратов, в которых используется вилка на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат вставляется в розетку. Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Заземляющий контакт вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, эффективно удаляющие заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий контакт из вилки. Все преимущества безопасности заземляющего проводника теряются без соединения.
Тестер розеток позволяет легко проверить целостность заземляющего проводника. Тестеры розеток для цепей на 120 вольт можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления на розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или других проблем с цепью, обратитесь за помощью к квалифицированному электрику. Это простой тест, и его следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей напряжением более 120 вольт.
Заземление заготовки
Сварочная цепь состоит из всех проводящих материалов, через которые должен проходить сварочный ток.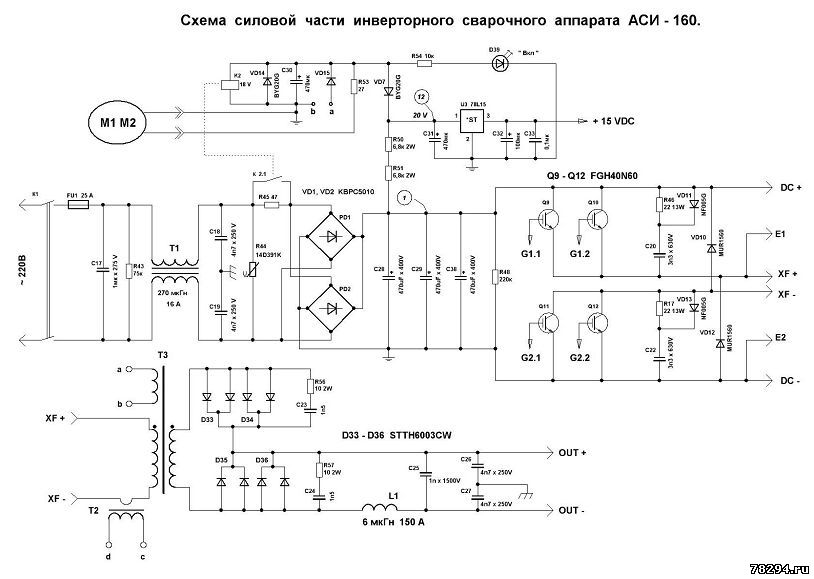 Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?
Сварочный ток проходит через клеммы сварочного аппарата, сварочные кабели, соединение с заготовкой, пистолет, горелку, электрододержатель и заготовку. Сварочная цепь не соединена с землей внутри сварочного аппарата, но изолирована от земли. Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и родственных процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочного контура.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата. Когда заготовка заземлена, она находится под тем же потенциалом, что и другие заземленные объекты в этом районе. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Обратите внимание, что можно использовать незаземленную деталь, но для этого требуется разрешение квалифицированного специалиста.
Соединение заготовки не является зажимом заземления
Термины «заземляющий зажим» и «провод заземления» широко используются многими сварщиками. Заготовка соединяется со сварочным кабелем, как правило, с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение детали «заземляющим зажимом», а вывод детали неправильно называют «заземляющим проводом». Сварочный кабель не заземляет заготовку. Соединение с землей отделено от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются пусковые и стабилизирующие цепи, содержащие высокочастотное напряжение. Это характерно для сварочных аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, простирающиеся в мегагерцевую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию излучаться в сторону от зоны сварки. Эти сигналы могут создавать помехи для близлежащих радио- и телевизионных приемников или другого электрического оборудования. Одним из способов минимизации излучения высокочастотных сигналов является заземление сварочной цепи. В руководстве по эксплуатации сварочного аппарата содержатся конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей зоне, чтобы свести к минимуму эффект излучения.
Заземление портативного и автомобильного сварочного генератора
Портативные и автомобильные генераторы для дуговой сварки часто могут обеспечивать вспомогательное питание 120 и 240 вольт. Эти генераторы используются в удаленных местах от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения. Следует ли заземлять корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного электрогенератора.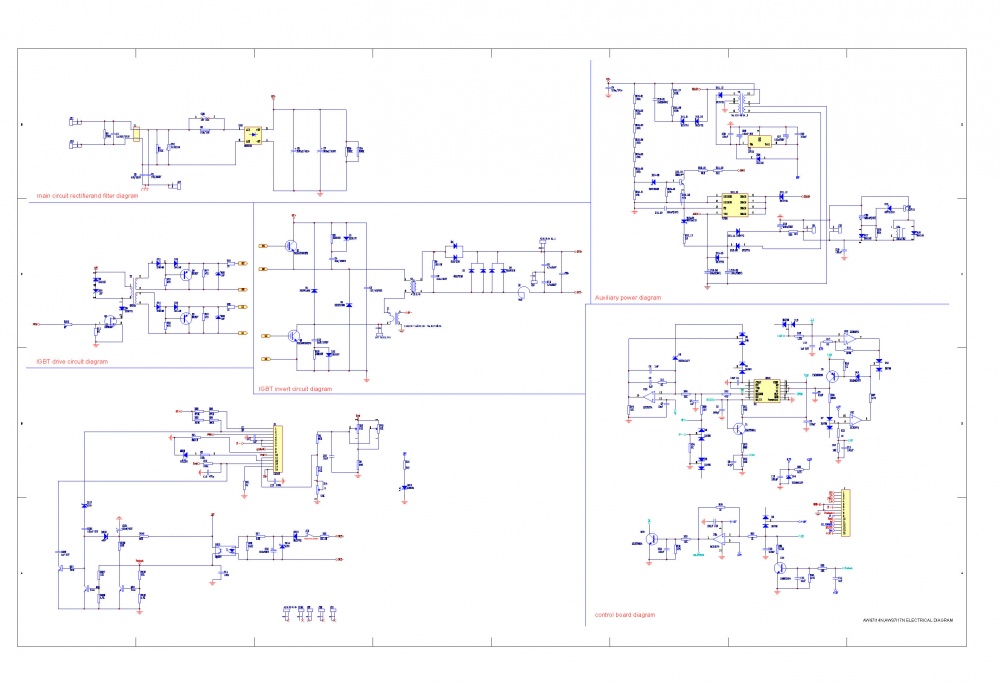 Большинство приложений попадают в одну из двух категорий, кратко изложенных ниже:
Большинство приложений попадают в одну из двух категорий, кратко изложенных ниже:
1. Если все эти требования соблюдены, то заземлять раму генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательное питание берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий контакт
- Рама генератора соединена или электрически соединена с рамой грузовика или прицепа
2. При выполнении любого из этих условий корпус генератора необходимо заземлить:
- Генератор подключен к системе электропроводки помещения. Например, для подачи электроэнергии в дом во время отключения электричества.
- Вспомогательное питание жестко подключено к генератору без использования шнуров и вилок.

Вышеприведенная сводка не содержит подробностей, и читателю настоятельно рекомендуется ознакомиться с местными электротехническими нормами и ANSI/NFPA 70, «Национальными электротехническими нормами» для получения подробной информации.
Заземление удлинителя
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепи розетки подтвердит, что все соединения в шнуре, вилке и розетке не повреждены.
Опасность поражения электрическим током в сварочной цепи
Использование надлежащего заземления в сварочной среде является хорошей практикой, но это не устраняет все возможности поражения электрическим током. Сварочный контур питается сварочным напряжением. Человек получит удар током, если станет электрическим током через сварочную цепь. Необходимо принять меры предосторожности, чтобы изолировать сварочный аппарат от сварочной цепи.