Схема гидравлическая пресса: устройство, схема, своими руками, чертеж
Содержание
Электрическая схема гидравлического пресса
Электрооборудование гидравлических прессов и связанное с ним разнообразное описание граничащее с рабочими документами, на самом деле является одним из важнейших факторов или моментов связанных с работой прессового оборудования. Действительно, ведь зачастую именно представленный раздел будет содержать в себе чертёж или информацию под названием электрическая схема гидравлического пресса. А как известно, в случае изучения возможностей гидравлической машины и применении её технологических качеств уже непосредственно в условиях производства будет касаться именно и в том числе как раз наличия электрических схем, что присутствуют в описании как на главных ролях но так же и на второстепенных. Вообще, конечно, если рассматривать подобные издания, на основании которых и будет строиться работа этого оборудования, то здесь безусловно всё исполнено согласно определённой иерархии, так сказать от простого подхода к сложному, что в общем обусловлено производственной подачей. Речь идёт о том, что в первую очередь есть смысл ознакомиться с теоретической частью раздела под названием электрооборудование, а он в наиболее частом исполнении содержит в себе пункт под названием краткая техническая характеристика электрооборудования.
Речь идёт о том, что в первую очередь есть смысл ознакомиться с теоретической частью раздела под названием электрооборудование, а он в наиболее частом исполнении содержит в себе пункт под названием краткая техническая характеристика электрооборудования.
Ведь, именно здесь в наиболее частой подаче содержится та информация на основании которой как раз и можно понять какие применяются блоки или напряжение, характеристики аппаратов и прочая информация, что направлена на реализацию как можно более подробных и успешных возможностей машины. К тому же, в этом разделе появляется возможность ознакомиться и с электрикой гидросистемы, с данными насосной станции и моментов подключения её к прессу. Ну, а описание всех затрагиваемых символов, которые как раз отвечают за технические параметры как внутренних, но так же и внешних источников задают определённый момент, который всё так же будет задействован в работе. Ведь, как известно, что именно гидравлический пресс электросхема которого может содержать довольно широкую и конечно же развёрнутую информацию станет одним из источников манипуляций в случае всё той же поломки оборудования, которая так или иначе но всё же может произойти в моментах наибольшей нагрузки на гидравлику пресса. И на самом деле, чем больше машина задействована в производстве, чем дольше она работает, тем конечно же увеличивается вероятность её износа или износа её каких-либо элементов, деталей. Что в общем просто обязует обзавестись столь важным документом для решение подобных задач.
Ведь, как известно, что именно гидравлический пресс электросхема которого может содержать довольно широкую и конечно же развёрнутую информацию станет одним из источников манипуляций в случае всё той же поломки оборудования, которая так или иначе но всё же может произойти в моментах наибольшей нагрузки на гидравлику пресса. И на самом деле, чем больше машина задействована в производстве, чем дольше она работает, тем конечно же увеличивается вероятность её износа или износа её каких-либо элементов, деталей. Что в общем просто обязует обзавестись столь важным документом для решение подобных задач.
Конечно, в том случае если пресс только появился в цехе, а пуск его обязательно будет представлять некоторые сложности, сложности к примеру с подключением и вводим в работу. То и здесь в документации отображается очередной важнейший раздел. Речь идёт уже о сведении о первоначальном пуске гидропресса, что так же обязательно задействует возможности электросхемы.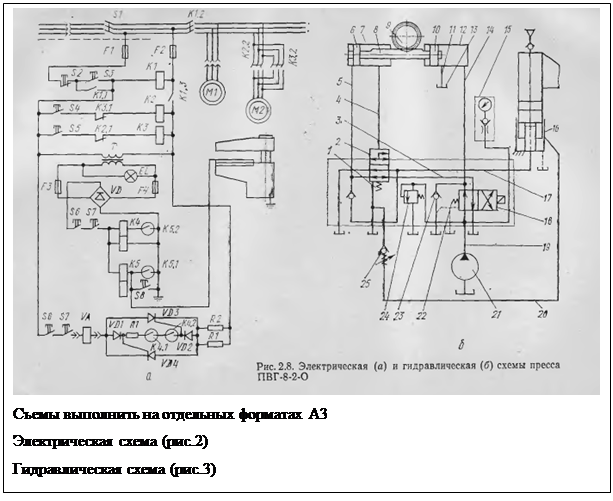 Ведь, непосредственно главная эл схема пресса будет тем самым элементом, на основании которого электрик в обязательном порядке произведёт подключение гидравлического пресса и его возможности станут в очень скором времени доступны в производстве. Таким образом, задуманную реализацию машины получится конечно же реализовать в наиболее обширной подаче и применить для решение разнообразных операций связанных как с работой термопластичных материалов с целью получения заготовок или уже некоторых изделий. Вообще, схемы электрические прессов присутствуют в нашем техническом архиве в весьма широкой подаче, на основании которой мы можем предложить по необходимости заказчику. Ведь именно электрика относится к тем самым инструментам на возможностях которых будет строиться вся работа по взаимодействию с данными машинами, что в производственной практике станет основным и важнейшим моментом. И вот как раз наличие электрооборудования со всеми необходимыми схемами станет отличным выходом из ситуации, к тому же количество техпаспортов в нашем архиве постоянно увеличивается и пополняется.
Ведь, непосредственно главная эл схема пресса будет тем самым элементом, на основании которого электрик в обязательном порядке произведёт подключение гидравлического пресса и его возможности станут в очень скором времени доступны в производстве. Таким образом, задуманную реализацию машины получится конечно же реализовать в наиболее обширной подаче и применить для решение разнообразных операций связанных как с работой термопластичных материалов с целью получения заготовок или уже некоторых изделий. Вообще, схемы электрические прессов присутствуют в нашем техническом архиве в весьма широкой подаче, на основании которой мы можем предложить по необходимости заказчику. Ведь именно электрика относится к тем самым инструментам на возможностях которых будет строиться вся работа по взаимодействию с данными машинами, что в производственной практике станет основным и важнейшим моментом. И вот как раз наличие электрооборудования со всеми необходимыми схемами станет отличным выходом из ситуации, к тому же количество техпаспортов в нашем архиве постоянно увеличивается и пополняется.
П6324Б Пресс гидравлический одностоечный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6324Б
Производителем пресса П6324Б является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
и Тамбовский завод технологическог оборудования.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
В настоящее время однокривошипный пресс П6324Б производит ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» г. Кувандык
В настоящее время пресс П6324Б производит, также, ООО СО «Прессмаш», г. Москва
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432 — пресс гидравлический рамный для пластмасс 1600 кН
- ДГ2434 — пресс гидравлический рамный для пластмасс 2500 кН
- ДГ2436 — пресс гидравлический рамный для пластмасс 4000 кН
- ДЕ2426 — пресс гидравлический рамный для пластмасс 400 кН
- ДЕ2428 — пресс гидравлический рамный для пластмасс 630 кН
- ДЕ2430 — пресс гидравлический рамный для пластмасс 1000 кН
- П6320 — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6320Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6324 — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6324Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6326 — пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН
- П6328 — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6328Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6330 — пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН
- П6334 — пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН
- ПД476 — пресс гидравлический рамный для пластмасс 1600 кН
П6324Б Пресс гидравлический одностоечный.
 Назначение, область применения
Назначение, область применения
Машина П6324Б разработана в 1981 году и серийно выпускалась с 1983 года. Разработчик ПО Гидропресс г. Оренбург.
Пресс гидравлический одностоечный без гидроподушки П6324Б предназначен для выполнения широкого круга работ: запрессовки — выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6324Б, усилием 250кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка — при оснащении правильным инструментом и правильным столом;
- точная правка — при оснащении устройством для точной правки и, при необходимости, правильным столом.
Гидравлические прессы П6324Б могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6324Б, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
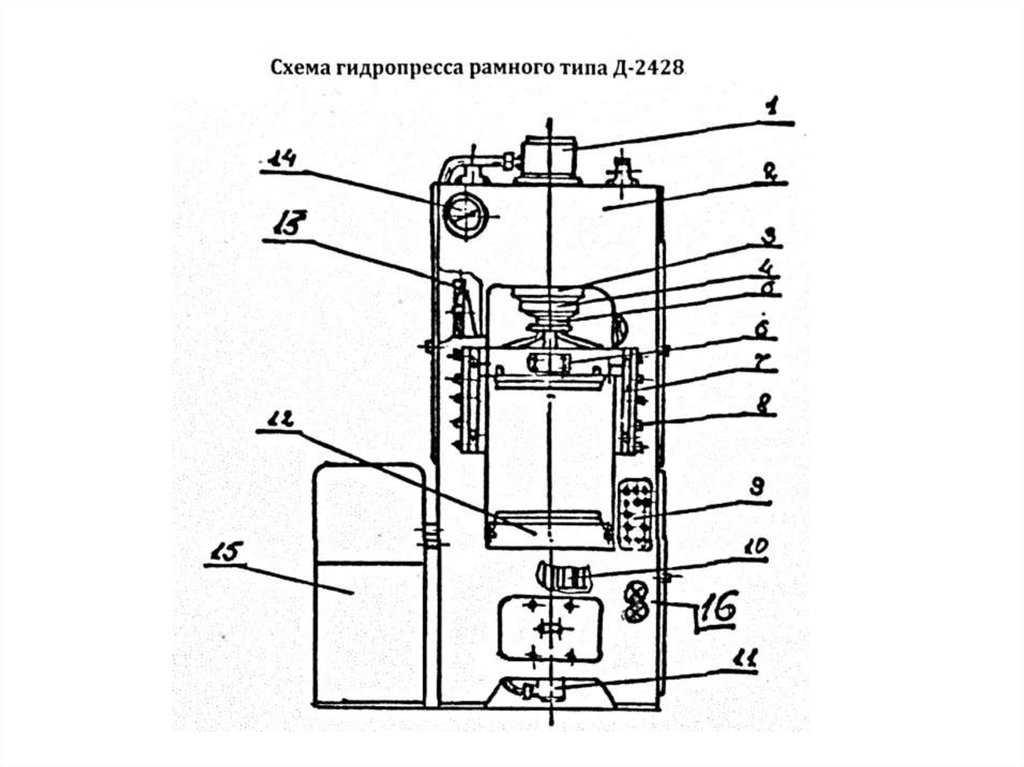
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр — поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
Габаритные размеры пресса П6324Б
Перечень составных частей пресса П6324Б
- Станина, сваренная из стальных листов
- Гидроагрегат
- Рабочий цилиндр
- Клапан наполнения
- Бак наполнения
- Ползун
- Кронштейн с флажком для переключения конечных выключателей
- Электрооборудование
- Ящик управления с кнопочной панелью
- Пульты двухкнопочного управления
- Рукоятки рычажного управления
- Трубопровод, соединяющий гидроагрегат с цилиндром и манометром
- Змеевик маслоохладителя
- Узлы фотозащиты для блокировки движения
Посадочные и присоединительные базы пресса П6324Б
Общий вид гидравлического пресса П6324Б
Расположение органов управления гидравлическим прессом П6324Б
Перечень органов управления гидравлическим прессом П6324Б
- Вводный выключатель
- Лампочка «Сеть включена»
- Кнопка «Пуск двигателя»
- Кнопка «Стоп двигателя»
- Кнопка «Стоп автоработы»
- Лампочка «Масло перегрето»
- Кнопка аварийного подъема штока
- Кнопка двурукого включения
- Управление от рукоятки
- Переключатель режимов работы
- центральное положение – полуавтомат
- правое положение — автомат
- левое положение — ручной режим
- центральное положение — двурукое управление
- правое положение — управление правой рукой
- левое положение — управление левой рукой
Система управления гидравлическим прессом П6324Б
Устройство механизма управления гидравлическим прессом П6324Б
На ползуне пресса закреплен кронштейн с флажком а- экраном, который взаимодействует с конечными выключателями SQ1, 5Q2, 5Q3, SQ4.
На передних пультах управления 2 установлены кнопки 3. Рукоятка ручного управления 4 через тягу 5, рычаг 6, тягу 7 присоединяется к шарнирно-закрепленной на станине планке 8, которая входит в прорезь хвостика золотника 9 дросселя 17. Дроссель крепится к станине болтами, золотник подпружинен регулируемой пружиной 10.
На золотнике закреплен кронштейн с флажком 11, который взаимодействует с конечными выключателями SQ5 и SQ6. Упоры 12 ограничивают ход рукоятки 4.
Совместно с системой управления работают бак наполнения 21, клапан наполнения 22 и гидроагрегат (на рис. не показан). На рисунке буквой «а» обозначены места подвода рабочей жидкости от гидроагрегата к цилиндру 13 и дросселю 17. Подвод рабочей жидкости осуществляется в поршневую 14, форсирующую 15 и штоковую 16 полости цилиндра.
Устройство фотозащиты и ее работа
На прессе установлена автономная группа узлов фотозащиты. Фотозащита состоит из двух кронштейнов и двух стальных решеток, закрепленных на боковых листах станины, скрепленных кронштейнами и тягой между собой. На передних кронштейнах установлены два осветителя и два светоприемника.
На передних кронштейнах установлены два осветителя и два светоприемника.
Фотозащиту следует применять для дополнительной защиты обслуживающего персонала при двуруком управлении и при необходимости однорукого управления для всех режимов работы пресса.
При включенной фотозащите пересечение световых лучей в наладочном режиме обеспечивает останов ползуна при ходе вниз, при кнопочном полуавтоматическом и автоматическом режимах управления — включает возвратный ход ползуна и останов его в исходном положении.
Гидравлическая схема пресса П6324Б
Гидроагрегат 41П32В, клапан наполнения 33КН-62
Система управления гидравлическим прессом П6324Б
Система изображена на рис.7 в исходном состоянии.
На прессе предусмотрены следующие режимы работы
- наладочный режим (ручное управление от рукоятки и кнопки)
- полуавтоматический режим (кнопочное управление, однорукое правое и левое, двурукое)
- автоматический режим (кнопочное управление)
Переключение режимов осуществляется посредством переключателей, установленных на пульте управления пресса (см. табл.б,п.10,11)
табл.б,п.10,11)
Наладочный режим работы пресса П6324Б
Исходное положение пресса — ползун вверху.
Переключатель режимов работ поставить на ручной режим.
Нажатием кнопки «Пуск» включается электродвигатель насоса. В исходном положении рабочая жидкость проходит путь от насоса через панель гидроагрегата и сливается в маслобак.
При движении рукоятки 4 вниз через систему тяг и рычагов, планка 8, перемещаясь относительно опоры, нажимает на золотник 9 и перемещает его вниз. Вместе с движением золотника перемещается кронштейн с флажком 11. В момент входа флажка в конечный выключатель SQ6 подается электрическая команда на электрогидроаппараты гидропанели, которые пропускают поток масла от насоса в форсирующую полость 15 цилиндра. Ползун пресса перемещается ускоренно вниз. Рабочая жидкость из штоковой полости 16 через электрогидроаппараты панели гидроагрегата сливается в маслобак (см.руководство к гидроагрегату).
Клапан наполнения 22 открыт для свободного заполнения поршневой полости 14 рабочей жидкостью из бака наполнения 21. При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается электрическая команда на рабочий ход, рабочая жидкость поступает одновременно в поршневую и форсирующую полости, что обеспечивает движение ползуна с рабочим усилием.
При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается электрическая команда на рабочий ход, рабочая жидкость поступает одновременно в поршневую и форсирующую полости, что обеспечивает движение ползуна с рабочим усилием.
Скорость ползуна пресса на форсирующем (холостом) и рабочем ходе регулируется величиной хода рукоятки, которая через рычаги 5, 6, 7 и планку 8 воздействует на золотник 9, пропускающий поток рабочей жидкости от насоса, независимо от гидропанели, на слив в бак и тем самым изменяет величину потока, поступающего в полости цилиндра.
При достижении ползуна с флажком конечного выключателя SQ4 ползун останавливается, так как при этом обеспечивается слив через гидропанель. Останов ползуна осуществляется также рукояткой при ее среднем положении, когда флажок II не включает ни один из конечных выключателей SQ5 или SQ6.
При снятии усилия с рукоятки пружина 10 возвращает золотник с флажком в верхнее исходное положение, в котором конечный выключатель SQ5 замыкается и подает команду на электрогидроаппараты панели для возвратного хода. При этом рабочая жидкость от насоса подается в штоковую полость 16, поршневая 14 и форсирующая 15 полости цилиндра соединяются со сливом. Ползун движется вверх до конечного выключателя SQ3, который соединяет электрогидроаппараты гидроагрегата на перелив из форсирующей полости в штоковую. Происходит ускоренный ход ползуна вверх до конечного выключателя SQ1, который дает команду на отключение электрогидроаппаратов — ползун останавливается. Насос соединен через гидроаппараты панели со сливом рабочей жидкости в бак.
При этом рабочая жидкость от насоса подается в штоковую полость 16, поршневая 14 и форсирующая 15 полости цилиндра соединяются со сливом. Ползун движется вверх до конечного выключателя SQ3, который соединяет электрогидроаппараты гидроагрегата на перелив из форсирующей полости в штоковую. Происходит ускоренный ход ползуна вверх до конечного выключателя SQ1, который дает команду на отключение электрогидроаппаратов — ползун останавливается. Насос соединен через гидроаппараты панели со сливом рабочей жидкости в бак.
В наладочном режиме предусматривается двурукое управление, то есть движение ползуна осуществляется при одновременном нажатии рукоятки 4 и кнопки 3 левого пульта.
Движение идет до опускания кнопки 3 или включения конечного выключателя SQ4. При отпускании рукоятки происходит возвратный ход
Полуавтоматический режим работы пресса П6324Б
Исходное положение пресса — ползун вверху. Управление осуществляется от электрокнопок на пультах 2. Режимными переключателями можно установить следующие варианты кнопочного управления:
- двурукое кнопочное управление
- однорукое правое кнопочное управление
- однорукое левое кнопочное управление
Ход ползуна при управлении от кнопок осуществляется следующим образом.
На пульте пресса нажимается кнопка «Пуск электродвигателя». По команде от кнопок двух (двурукое управление) или одной (однорукое управление) подается электрический сигнал на гидроаппараты панели, которые пропускают поток рабочей жидкости от насоса в форсирующую полость 15 цилиндра. Ползун пресса перемещается ускоренно вниз. Рабочая жидкость из штоковой полости 16 сливается в маслобак. Клапан наполнения 22 открыт для свободного заполнения поршневой полости 14 рабочей жидкостью из бака наполнения 21.
При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается команда на гидроаппараты панели, рабочая жидкость подается в поршневую полость 14 цилиндра, происходит рабочий ход ползуна, так как поток рабочей жидкости поступает в две полости одновременно. Возврат ползуна осуществляется по команде SQ4 или реле времени. При работе с реле времени пресс может осуществлять выдержку под давлением.
При отпускании обеих или одной из кнопок управления подается команда на возвратный ход ползуна. Поршневая полость соединяется со сливом, а штоковая — с насосом, ползун движется вверх с малой скоростью, но с достаточным усилием, чтобы преодолеть сопротивление при разъеме прессформ или других технологических операциях, требующих в начале хода большое усилие. Величина такого перемещения определяется конечным выключателем SQ3. По команде от конечного выключателя SQ3 обеспечивается гидравлическая связь между полостью 15 форсирующего цилиндра и штоковой полостью 16. Жидкость из полости форсирующего цилиндра поступает в штоковую полость главного цилиндра. Ползун совершает ускоренный возвратный ход до конечного выключателя SQ1, который дает команду на останов ползуна. Насос соединен со сливом рабочей жидкости в маслобак. Система управления в исходном положении.
Поршневая полость соединяется со сливом, а штоковая — с насосом, ползун движется вверх с малой скоростью, но с достаточным усилием, чтобы преодолеть сопротивление при разъеме прессформ или других технологических операциях, требующих в начале хода большое усилие. Величина такого перемещения определяется конечным выключателем SQ3. По команде от конечного выключателя SQ3 обеспечивается гидравлическая связь между полостью 15 форсирующего цилиндра и штоковой полостью 16. Жидкость из полости форсирующего цилиндра поступает в штоковую полость главного цилиндра. Ползун совершает ускоренный возвратный ход до конечного выключателя SQ1, который дает команду на останов ползуна. Насос соединен со сливом рабочей жидкости в маслобак. Система управления в исходном положении.
Автоматический режим работы пресса П6324Б
Для работы пресса в автоматическом режиме необходимо режимный переключатель работ на пульте управления поставить в положение «автоматический режим».
При автоматическом режиме работы пресса после нажатия одной или двух кнопок 3, на прессе непрерывно совершаются все те же циклы, которые указаны в разделе 6.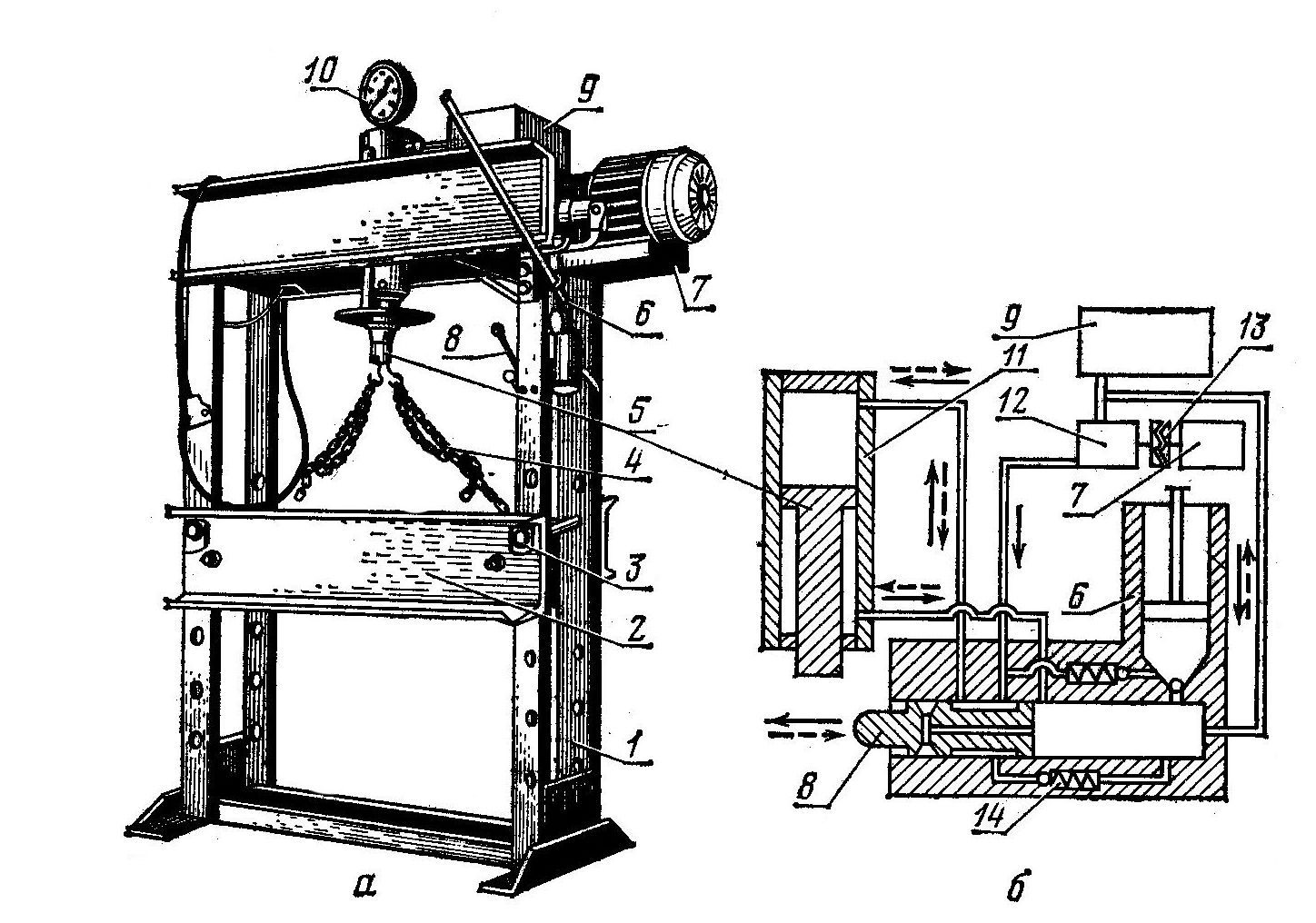 3.2. настоящего руководства.
3.2. настоящего руководства.
Остановка автоматических циклов осуществляется при нажатии кнопки «Стоп автоработы». При этом все рабочие органы пресса приходят в исходное положение.
Возможность подключения узлов механизации к прессу П6324Б
На прессе предусмотрено подключение узлов механизации. Для этого в гидроагрегате предусмотрен отвод потока рабочей жидкости с расходом 6,3 л/мин и давлением до 2,5 МПа (см. руководство к гидроагрегату), а на пульте управления имеется манометр (см. рис.8, поз.15).
В электросхеме также предусмотрены свободные контакты с учетом управления узлами механизации (см. руководство электрооборудования).
Схема электрическая гидравлического пресса П6324Б
Читайте также: Производители кузнечно-прессового оборудования в России
П6324Б Пресс гидравлический одностоечный. Видеоролик.
Технические характеристики пресса П6324Б
| Наименование параметра | П6320Б | П6324Б |
|---|---|---|
| Основные параметры | ||
| Номинальное усилие пресса, кН (т) | 100 (10) | 250 (25) |
| Наибольший ход штока (ползуна), мм | 400 | 500 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 600 | 710 |
| Расстояние от оси штока до станины (вылет), мм | 200 | 250 |
| Скорость штока — рабочий ход, мм/сек | 25..100 | 20..40 |
| Скорость штока — холостой ход, мм/сек | 240 | 250 |
| Скорость штока — возвратный ход, мм/сек | 360 | 350 |
| Размеры стола, мм | 500 х 380 | 630 х 480 |
| Размеры проема в столе, мм | ||
| Размеры съемного правильного стола, мм | 1250 х 300 | 1600 х 360 |
| Масса съемного правильного стола, кг | 290 | |
| Масса правильного инструмента, кг | ||
| Высота стола над уровнем пола, мм | ||
| Номинальное рабочее давление жидкости основное, МПа | 16 | 16 |
| Номинальное рабочее давление жидкости вспомогательное, МПа | 4 | 2,5 |
| Электрооборудование | ||
| Количество электродвигателей | 1 | 1 |
| Электродвигатель главного привода, кВт | 4 | 7,5 |
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 1450 х 810 х 2285 | 1670 х 935 х 2730 |
| Масса станка, кг | 1260 | 1980 |
- Пресс гидравлический П6324Б.
 Руководство по эксплуатации, Тамбов, 1991
Руководство по эксплуатации, Тамбов, 1991 - Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.
 М. Технология кузнечно-штамповочного производства, 1966
М. Технология кузнечно-штамповочного производства, 1966 - Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Описание типов гидравлических прессов
Описание типов лабораторных прессов
Лабораторный пресс — это устройство, используемое для приложения давления к образцу с целью его сжатия или уплотнения. Лабораторные прессы часто используются для изучения свойств материалов или для подготовки образцов для дальнейшего анализа.
Лабораторные прессы обычно оснащены гидравлической системой, которая может создавать давление до 1000 фунтов на квадратный дюйм (psi). Пресс можно использовать для приложения давления к различным материалам, включая порошки, листовые материалы и полимерные шарики.
Гидравлический пресс использует заполненный маслом гидравлический цилиндр для создания сжимающей силы на подвижном поршне. Машина работает по принципу закона Паскаля, который гласит, что давление, оказываемое на жидкость, передается равномерно по всей этой жидкости. Сила, создаваемая прессом, пропорциональна площади поршня, умноженной на приложенное давление. Пресс состоит из цилиндра с поршнем внутри и насоса, который используется для подачи давления на масло внутри цилиндра.
Машина работает по принципу закона Паскаля, который гласит, что давление, оказываемое на жидкость, передается равномерно по всей этой жидкости. Сила, создаваемая прессом, пропорциональна площади поршня, умноженной на приложенное давление. Пресс состоит из цилиндра с поршнем внутри и насоса, который используется для подачи давления на масло внутри цилиндра.
Как работает гидравлический пресс
Какие существуют типы гидравлических прессов?
Лабораторные прессы доступны в различных размерах и конфигурациях, включая ручное или автоматическое управление. Неудивительно, что правильный выбор гидравлического пресса для вашей лаборатории будет зависеть от его предполагаемого применения, а также от того, сколько времени и энергии ваши техники потратят на его использование.
Лабораторный пресс часто используется в сочетании с гранулятором для прессования порошков в твердые диски. Другие инструменты и формы можно использовать для прессования, гибки или формирования тонких пленок.
Ручной гидравлический пресс
В ручном гидравлическом прессе используется ручной рычаг для подачи масла и приложения нагрузки к образцу. Клапан с ручным управлением используется для сброса давления и снятия нагрузки.
Ручные прессы производства Specac доступны в конфигурациях с максимальной нагрузкой 15 и 25 тонн и идеально подходят для подготовки образцов FTIR, KBr и XRF.
В ручном гидравлическом прессе нет электронных компонентов и, как следствие, этот станок зачастую дешевле своих автоматических аналогов; однако выбор ручного пресса не должен сводиться только к цене покупки.
Когда вы решаете, подходит ли ручной гидравлический пресс для ваших лабораторных операций, лучше всего проанализировать свой рабочий процесс. Ручные прессы требуют больше физических усилий для работы, чем автоматические эквиваленты, поэтому, если вашим техническим специалистам придется использовать их часто, это может стать трудоемкой работой.
Пресс с ручным управлением также труднее использовать в повторяемом режиме, так как каждый образец прессуется оператором с несколько разной нагрузкой.
Однако при нечастом использовании ручной пресс может стать экономичным дополнением к вашей лабораторной установке.
Автоматический гидравлический пресс
Автоматический гидравлический пресс использует электродвигатель для привода насоса и электрические переключатели для открытия и закрытия предохранительного клапана. Это означает, что ими можно управлять с высокой точностью и воспроизводимостью.
Автоматические гидравлические прессы часто используются для промышленных рентгенофлуоресцентных анализов и других операций по манипулированию лабораторными образцами. Однако их универсальность делает их пригодными как для малых, так и для крупных производственных практик, включая горячее тиснение, ламинирование и плавление полимеров для тонких пленок.
В отличие от рычага ручного гидравлического пресса, автоматический пресс управляется кнопкой. Общая механика этих двух машин аналогична — вы устанавливаете нагрузку, которую хотите приложить, которую затем выполняет насос — но матрица, используемая в автоматической машине, часто может нажимать и отпускать с помощью автоматических действий.
Автоматические гидравлические прессы часто улучшают рабочий процесс в загруженных лабораториях, поскольку после программирования пресса он может работать автономно, позволяя техническому специалисту заняться другими задачами.
Доступные в конфигурациях 8, 15, 25 и 40 тонн, автоматические прессы не так трудоемки в эксплуатации, как ручные аналоги. Это делает их подходящими для частых прессовочных работ, а также часто более точными и последовательными из-за отсутствия переменных факторов во время использования.
Прессы для подготовки таблеток XRF
В тех случаях, когда лаборатории проводят РФ-измерения на большом количестве образцов, имеет смысл иметь высокопроизводительный гидравлический пресс для РФА, специально адаптированный к требованиям подготовки гранул с образцами. Эти прессы оснащены встроенными пресс-формами для гранул и обеспечивают более быструю работу при повторном использовании. В частности, они сосредоточены на автоматизации и механических системах для быстрого извлечения гранул и обеспечения готовности пресса для следующего образца.
Гидравлический мини-пресс
Гидравлический мини-пресс — это небольшой портативный пресс, использующий гидравлическую энергию для создания усилия. Обычно они весят всего 4 кг, но при этом способны выдерживать около 2 тонн давления.
Мини-прессы
обычно используются для производства дисков KBr для FTIR. Поскольку площадь поверхности этих гранул составляет около 7 мм, что меньше обычного диаметра 13 мм обычных гранул, это позволяет прикладывать эквивалентное давление, несмотря на меньший тоннаж.
Мини-прессы
часто выбирают из-за их компактных размеров. Они портативны, удобны в транспортировке и недороги, что делает их доступным выбором для фармацевтических лабораторий, лабораторий по тестированию полимеров, химических лабораторий бакалавриата и многих других мест, где FTIR является обычным явлением.
Зачем использовать Specac для вашего оборудования для FTIR и пробоподготовки?
Компания Specac предлагает широкий ассортимент принадлежностей для подготовки проб для ИК-Фурье-спектрометрии, включая прессы, грануляторы, высокотемпературные пленкообразователи и расходные материалы, такие как порошок KBr.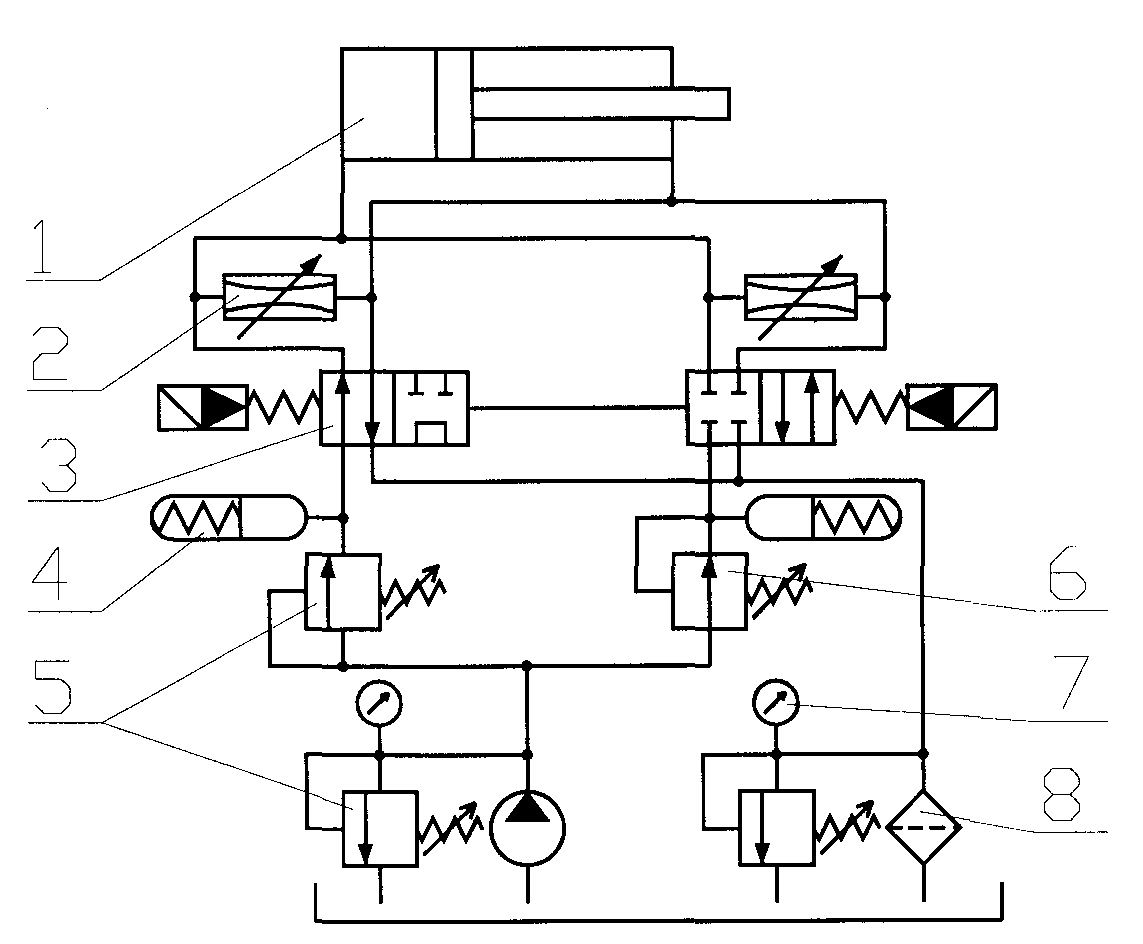
Помимо этого, доступно множество других методов дискретизации, включая однократное и многократное отражение ATR, дрейф и зеркальное отражение.
Наши аксессуары изготавливаются по индивидуальному заказу и калибруются в соответствии с потребностями пользователя, так почему бы не обратиться к нашим специалистам для получения предложения?
Похожие сообщения
СВЯЖИТЕСЬ
Нужна дополнительная информация?
Свяжитесь с нами
Магазин XRF
Поделиться
Схема гидравлического пресса | Как гидравлика используется в прессах?
Категории
Машины
Схема гидравлического пресса
Мы объясняем здесь схему гидравлического пресса для гибки краев листового металла. Гидравлический пресс Машины используются в металлообрабатывающей промышленности
Гидравлический пресс Машины используются в металлообрабатывающей промышленности
- Гидравлический насос: Гидравлический насос отвечает за создание гидравлического давления, которое приводит в действие машину. Он всасывает жидкость из резервуара и нагнетает ее в гидравлические цилиндры.
- Двигатель: двигатель обеспечивает мощность для привода гидравлического насоса.
- Резервуар: В резервуаре хранится гидравлическая жидкость, которая используется для создания давления в гидравлической системе.
- Гидравлический цилиндр: Гидравлический цилиндр содержит поршень, который перемещается за счет гидравлического давления, создаваемого насосом. При движении поршень оказывает давление на сдавливаемый материал.
- Поршень: Поршень — это компонент гидравлического пресса, непосредственно контактирующий с прессуемым материалом. Он прикреплен к поршню в гидравлическом цилиндре и перемещается вверх и вниз вместе с движением поршня.
- Кровать или стол: Кровать или стол — это поверхность, на которую кладется прессуемый материал.
 Обычно он плоский и может регулироваться по высоте для размещения материалов разных размеров.
Обычно он плоский и может регулироваться по высоте для размещения материалов разных размеров. - Манометр: Манометр измеряет гидравлическое давление, создаваемое гидравлическим насосом. Это позволяет оператору контролировать давление и регулировать его по мере необходимости.
- Клапаны управления: Клапаны управления регулируют поток гидравлической жидкости между насосом и гидравлическими цилиндрами. Они позволяют оператору контролировать скорость и усилие пресса.
- Клапан сброса давления: Клапан сброса давления — это защитное устройство, которое предотвращает чрезмерное повышение гидравлического давления и повреждение машины или прессуемых материалов.
- Обратный клапан: Обратный клапан представляет собой односторонний клапан, который позволяет жидкости течь только в одном направлении. Обычно используется для предотвращения обратного потока в гидравлической системе.
- : фильтр удаляет примеси и загрязнения из гидравлической жидкости, помогая поддерживать чистоту системы и отсутствие мусора.
Фильтр
Гидравлические прессы могут различаться по размеру и сложности в зависимости от конкретного применения. Некоторые гидравлические прессы могут включать дополнительные компоненты, такие как нагревательные элементы, системы охлаждения или автоматизированные средства управления, для дальнейшего совершенствования процесса прессования.
Гидравлика
Гидравлика обычно используется в процессах глубокой вытяжки для создания усилия, необходимого для придания формы металлу. В типичном гидравлическом процессе глубокой вытяжки лист металла помещается на матрицу и закрепляется на месте. Пробойник, прикрепленный к гидравлическому цилиндру, затем опускается на лист, оказывая давление на металл и заталкивая его в полость штампа. При прессовании металл деформируется и принимает форму штампа.
Гидравлические системы идеально подходят для глубокой вытяжки, поскольку они могут создавать высокие уровни силы с точностью и контролем. Гидравлический цилиндр можно запрограммировать на движение с определенной скоростью и усилием, гарантируя равномерное и постоянное прессование металла.
