Схема гидравлический пресс: Гидравлический пресс: конструкция и устройство
Содержание
П6334 Пресс гидравлический одностоечный правильно запрессовочный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6334
Производителем пресса П6334 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
В настоящее время однокривошипный пресс П6334 производит ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» г. Кувандык
В настоящее время пресс П6334 производит, также, ООО СО «Прессмаш», г. Москва
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432 — пресс гидравлический рамный для пластмасс 1600 кН
- ДГ2434 — пресс гидравлический рамный для пластмасс 2500 кН
- ДГ2436 — пресс гидравлический рамный для пластмасс 4000 кН
- ДЕ2426 — пресс гидравлический рамный для пластмасс 400 кН
- ДЕ2428 — пресс гидравлический рамный для пластмасс 630 кН
- ДЕ2430 — пресс гидравлический рамный для пластмасс 1000 кН
- П6320 — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6320Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6324 — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6324Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6326 — пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН
- П6328 — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6328Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6330 — пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН
- П6334 — пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН
- ПД476 — пресс гидравлический рамный для пластмасс 1600 кН
П6334 пресс гидравлический одностоечный правильно запрессовочный.
 Назначение, область применения
Назначение, область применения
Прессы гидравлические одностоечные без гидроподушки П6334 предназначены для выполнения широкого круга работ: запрессовки — выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6334, усилием 2500 кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка — при оснащении правильным инструментом и правильным столом;
- точная правка — при оснащении устройством для точной правки и, при необходимости, правильным столом.
Гидравлические прессы П6334 могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6334, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой и механизмом точной правки.
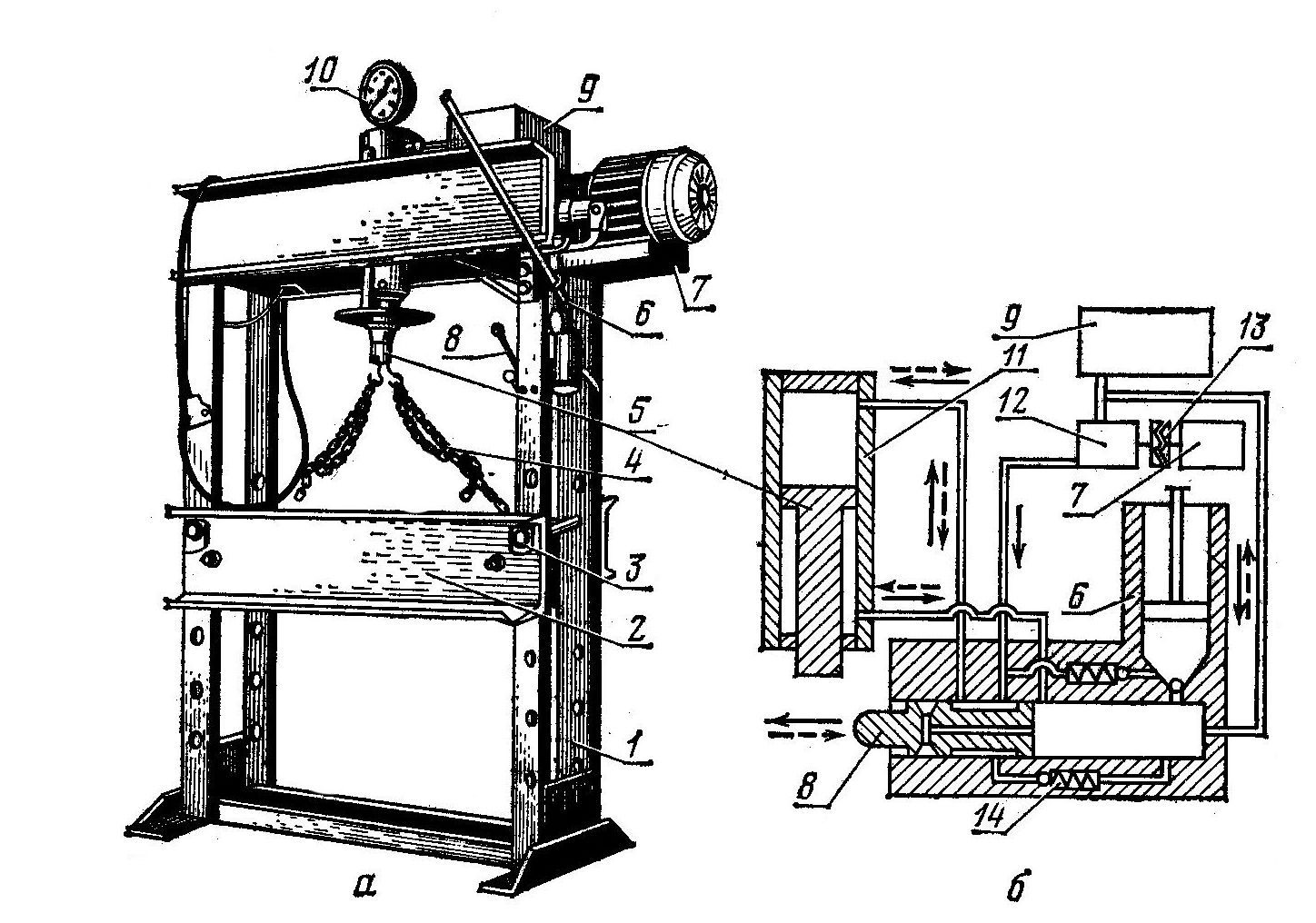
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр — поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Климатическое исполнение:
- для умеренного, холодного климата (основное)
- тропическое (по особому заказу)
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Гидравлические прессы, используемые для монтажно-запрессовочных работ, имеют три очень важных преимущества перед другими типами прессов:
- постоянство нагружения ползуна и его скорости движения
- возможность получения больших рабочих ходов
Благодаря этому они находят наибольшее применение при разборке и сборке машин.
Серийные гидравлические прессы простого действия имеют насосно-безаккумуляторный привод, одностоечную сварную конструкцию С — образной формы и оборудованы необходимыми средствами механизации и автоматизации.
Достоинством одностоечных гидравлических прессов является свободный доступ к рабочей зоне с трех сторон, т.н. открытое рабочее пространство. Следствием является их широкая универсальность.
Основной недостаток одностоечных гидравлических прессов — большая податливость С — образной станины под нагрузкой. Это отражается на их технологической точности.
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 — пресс листоштамповочный, отбортовочный
- П60, П61, П63 — пресс одностоечный правильно запрессовочный
- П31, П34 — пресс одностоечный простого действия
- П33 — пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.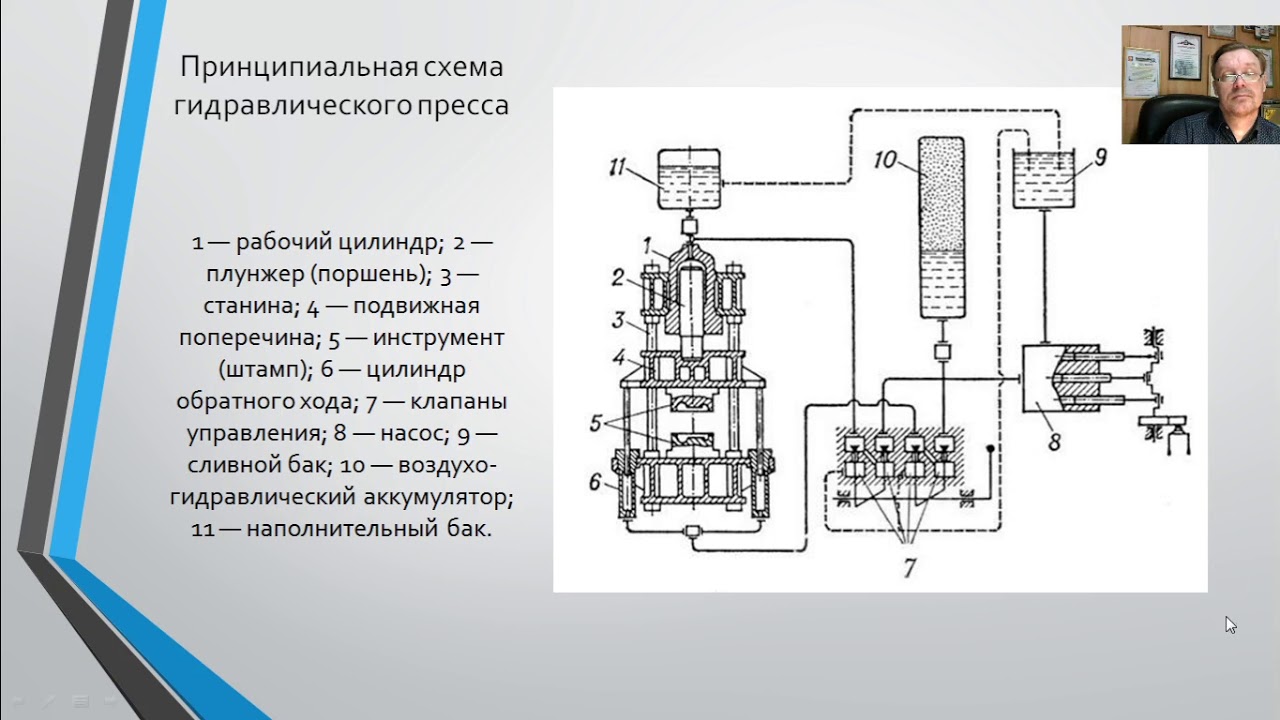
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН |
|---|---|---|---|---|---|---|---|
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320Б — 100 кН, пресс одностоечный правильно запрессовочный
- П6328Б — 630 кН, пресс одностоечный правильно запрессовочный
- П6330 — 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 — 2500 кН, пресс одностоечный правильно запрессовочный
Габаритные размеры рабочего пространства пресса П6334
Спецификация составных частей пресса П6334
- Управление прессом — П6334А.
 41А.001
41А.001 - Ползун — П6334А.32А.001
- Станина — П6334А.11.001А
- Цилиндр рабочий — П6334А.31.001Г
- Трубопровод — П6334А.81.001
- Гидроагрегат — П6334
- Электрошкаф — П6334А.93.001А
- Электрооборудование — П6334А.91.001А
- Электропанель — П6330.92.001
- Стол рабочий — П6334А.61.001
- Боек — П6334А.62.001
- Механизм коротких ходовП6330.42Д.001
- Приспособление для правки — П9.00.001А
Габаритные размеры пресса П6334 с правильным столом
Посадочные и присоединительные базы пресса П6334. Крепление инструмента
Общий вид гидравлического пресса П6334
Схема управления гидравлическим прессом П6334
Устройство управления гидравлическим прессом П6334
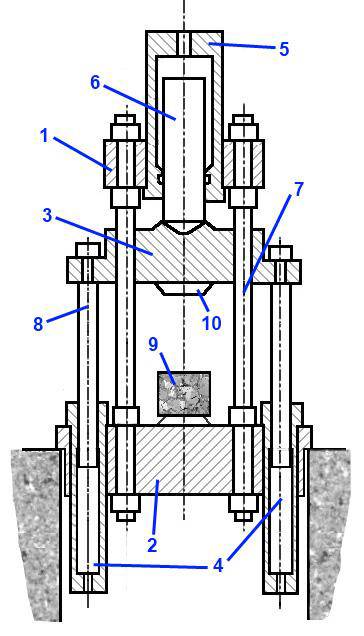
К распределительному золотнику 14 и возвратному штырю 7 крепится планка 8, к которой присоединены тяга и возвратная пружина 12, последняя через регулируемый винт 10 крепится к станине. Тяга 2 другим концом присоединена к рычагу 17, который тягой 18 соединен с осью 21 . На оси 21 свободно вращаются рычаги 23 и 25 (на рычаге 25 жестко закреплена левая рукоятка), на которых закреплены кулачки, воздействующие на ромб 24.
Тяга 2 другим концом присоединена к рычагу 17, который тягой 18 соединен с осью 21 . На оси 21 свободно вращаются рычаги 23 и 25 (на рычаге 25 жестко закреплена левая рукоятка), на которых закреплены кулачки, воздействующие на ромб 24.
На той же оси 21 свободно вращается рамка 20 (в которой закреплена правая рукоятка), центрирующаяся в нейтральном положении двумя пружинами.
Рамка 20 закрыта кожухом 19.
К ползуну крепится модификатор 3. С модификатором связана штанга 9, на которой закреплены кулачки 11 и 4. Кулачки могут быть закреплены на разной высоте по штанге и служат для ограничения хода штока вверх и вниз. Штанга 9 и возвратный штырь 7 ходят в направляющей втулке. На штанге 9 размещен механизм коротких ходов 5. Пружина 6 вместе со штырем 7 служит, упором для планки 8 при пуске пресса. Упоры 13 и 16 ограничивают ход планки 8.
Работа управления гидравлическим прессом П6334
Управление прессом может быть двурукое и однорукое правое.
При пользовании двуруким управлением правая рукоятка сначала перемещается влево до упора, после чего обе рукоятки одновременно перемещаются вниз.
От них, через систему рычагов движение передается планке 8, которая поворачивается относительно точки «А». при этом золотник 14 переместится вниз и откроет путь маслу от насоса в поршневую полость цилиндров. Осуществляется ход штока вниз. Вместе со штоком движется штанга 9, на которой расположены два подвижных кулачка 4 и 11. В конце хода кулачок 11 нажимает на штырь 7, планка 8 поворачивается относительно упора 16 и выводит золотник 14 в нейтральное положение, происходит останов штока. При снятии усилия с рукояток управления пружина 12 поворачивает планку 8 относительно точки «А» вверх, золотник 14 занимает верхнее положение. Масло от насоса подается в штоковую полость цилиндра, шток со штангой 9 движется вверх. В конце хода штока вверх кулачок 4 нажимает на штырь 7, планка 8 поворачивается относительно упора 13 и вводит золотник 14 в нейтральное положение, шток останавливается.
Схема электрическая гидравлического пресса П6334
Схема гидравлическая пресса П6334
Спецификация гидравлической схемы пресса П6334
- Электродвигатель
- Распределитель — П63В4.
 41.051А
41.051А - Дроссель — ГР-П6332.42.001
- Клапан предохранительный — 1КЛ20А
- Клапан предохранительный — 11КЛ10
- Клапан предохранительный — 11КЛ10
- Клапан обратный управляемый с предохранителем — 2КУ20
- Клапан обратный — 1К020
- Клапан предохранительный с обратным клапаном — 12КЛ20
- Клапан обратный управляемый — 1КУ32А
- Фильтр — MS200
- Насос радиально-плунжерный с подшипником — B80/32LTGL10B68
Читайте также: Производители кузнечно-прессового оборудования в России
П6334 Пресс гидравлический. Видеоролик.
Технические характеристики пресса П6334 и П6330
| Наименование параметра | П6330 | П6334 |
|---|---|---|
| Основные параметры пресса | ||
| Номинальное усилие пресса, кН (т) | 1000 (100) | 2500 (250) |
| Наибольший ход штока, мм | 500 | 500 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 750 | 800 |
| Расстояние от оси штока до станины (вылет), мм | 400 | 400 |
| Скорость штока — рабочий ход, мм/сек | 12,5 | 4. 5 5 |
| Скорость штока — холостой ход, мм/сек | 80 | 29 |
| Скорость штока — возвратный ход, мм/сек | 18 | 70 |
| Размеры стола, мм | 800 х 630 | 1000 х 630 |
| Размеры проема в столе, мм | 200 х 415 | 200 х 415 |
| Размеры съемного правильного стола, мм | 2000 х 420 | 2500 х 600 |
| Масса съемного правильного стола, кг | 960 | |
| Масса правильного инструмента, кг | 195 | |
| Высота стола над уровнем пола, мм | 745 | |
| Номинальное рабочее давление жидкости, кг/см2 | 250 | |
| Электрооборудование | ||
| Количество электродвигателей | 1 | 1 |
| Электродвигатель главного привода, кВт | 22 | 18,5 |
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 2250 х 900 х 2720 | 1250 х 2170 х 3150 |
| Масса станка, кг | 5500 | 10940 |
- Банкетов А.
 Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970 - Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.
 Н. Ковка на молотах и прессах, 1979
Н. Ковка на молотах и прессах, 1979 - Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Паспорт на гидравлический пресс для пластмасс Д2424 / Гидравлические прессы / Stanok-online.ru
Рубрикатор
Разделы документации
18 октября 2015г.
Гидравлические прессы
Печать документации: Оренбургский завод гидравлических прессов «Металлист»
Год печати документации: 1970
Количество папок: 1
Количество страниц, листов: 63
Узнать стоимость документации
Паспорт и документация к данной модели пресса находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство по эксплуатации
Содержание:
Акт приёмки
Ведомость комплектации
Паспорт пресса
Руководство к прессу
1. Назначение
Назначение
2. Распаковка и транспортировка пресса
3. Фундамент, монтаж и установка пресса и гидроагрегата
4. Краткое описание пресса
5. Трубопроводы
6. Гидравлическая схема
7. Приложение к гидравлической схеме
8. Работа пресса на полном полуавтоматическом режиме
9. Гидропривод пресса
10. Смазка пресса
11. Подготовка к первоначальному пуску и первоначальный пуск пресса
12. Основные неполадки и их устранение
13. Описание электрической схемы
14. Действие электросхемы
15. Работа схемы в наладочном режиме
16. Работа схемы на полуавтоматическом режиме
17. Схема подогрева
18. Спецификация запасных и быстроизнашиваемых деталей
Каталог запасных и быстроизнашивающихся деталей
Чертежи и схемы пресса
— Схема зачаливания
— Фундамент чертёж
— Станина чертёж
— Ползун чертёж
— Цилиндр главный чертёж
— Выталкиватель чертёж
— Управление ползуном чертёж
— Управление выталкивателем чертёж
— Схема гидравлическая принципиальная
— Поршень чертёж
— Грундбукса чертёж
— Кольцо чертёж
— Грундбукса чертёж
— Кольцо чертёж
— Кольцо поршневое чертёж
— Манжета чертёж
Краткое описание пресса:
Гидравлический пресс модели Д2424 предназначен для прессования изделий из различных видов термореактивных пластмасс методом компрессионного прессования. Пресс гидравлический модели Д2424 — полуавтомат, с индивидуальным приводом. Гидропривод монтируется на фундаменте с левой стороны пресса и соединяется с ним трубами. Аппаратура пресса предусматривает работу пресса на полуавтоматических режимах, обеспечивает наблюдение за обогревом пресс-форм, давлением жидкости, а так же автоматическое регулирование температуры обогрева. Станина пресса стальная, сварная конструкция рамного типа. В верхней части встраивается главный цилиндр, а в нижней части крепится цилиндр выталкивателя. Массивная плита с центральным отверстием и Т-образными пазами служит столом пресса. Чугунные направляющие крепятся винтами и допускают небольшое перемещение с помощью винтов, и которые обеспечивают необходимый зазор между направляющими станины и ползуна.
Пресс гидравлический модели Д2424 — полуавтомат, с индивидуальным приводом. Гидропривод монтируется на фундаменте с левой стороны пресса и соединяется с ним трубами. Аппаратура пресса предусматривает работу пресса на полуавтоматических режимах, обеспечивает наблюдение за обогревом пресс-форм, давлением жидкости, а так же автоматическое регулирование температуры обогрева. Станина пресса стальная, сварная конструкция рамного типа. В верхней части встраивается главный цилиндр, а в нижней части крепится цилиндр выталкивателя. Массивная плита с центральным отверстием и Т-образными пазами служит столом пресса. Чугунные направляющие крепятся винтами и допускают небольшое перемещение с помощью винтов, и которые обеспечивают необходимый зазор между направляющими станины и ползуна.
Комментарии
Гидравлический пресс с прямой стороной — прессы с направляющими
Для тяжелых и требовательных применений — доступны с предварительно напряженным корпусом
Что такое пресс с прямой стороной?
Известные своей превосходной направляющей, прочностью и прочной конструкцией, гидравлические прессы с прямой стороной, плитные прессы, прессы с направляющей стрелой и прессы с прямой стороной с предварительно напряженным корпусом часто предпочтительны для наиболее физически интенсивных применений. Эти высокоточные прессы с направляющей стрелы обеспечивают превосходную жесткость, которая выдерживает самые требовательные приложения, сохраняя при этом параллельность плиты независимо от размера станины.
Эти высокоточные прессы с направляющей стрелы обеспечивают превосходную жесткость, которая выдерживает самые требовательные приложения, сохраняя при этом параллельность плиты независимо от размера станины.
Боковой пресс для плит : Включает в себя стойки из толстых, твердых стальных плит.
Прямой гидравлический пресс : Стальные стойки рассчитаны на работу с большим весом.
Прямой боковой пресс с предварительно напряженным корпусом : Предварительно напряженные стальные боковые корпуса обеспечивают жесткость пресса. Тяги проходят через корпуса, обычно с предварительным напряжением 100%, 150% или 200%, чтобы исключить растяжение рамы и свести к минимуму удары при прорыве. Предварительно напряженные корпуса используются для самых требовательных приложений, где тоннаж накапливается, а затем быстро высвобождается при прорыве материала. Использование стяжек, предварительно напряженных с усилием, превышающим грузоподъемность машины, и заключенных в кожухи, препятствует растяжению рамы.
Области применения
Гидравлические прессы с прямой стороной могут использоваться в ситуациях, когда нагрузка не центрирована, инструмент не направляется и необходима точность. Прессы с управляемой стрелой доступны либо с 45 o , либо с 8-сторонней стрелой, которую можно отрегулировать для уменьшения рабочего зазора. Удлинители обеспечивают точную параллельность плит, несмотря на большую грузоподъемность и большие размеры станины.
Эти прессы со стреловидными направляющими идеально подходят для следующих применений:
- Вырубка
- Пробивка
- Пробивка отверстий
- Горячая формовка
- Перфорация
- Обрезка
- Экструзия
- Холодная формовка
- Штамповка
- Отбортовка
- Изгиб
- Формовка
Примечания к схеме
Особенности и преимущества
Каждый Savage Straight Side, Gib-Guided Press сочетает в себе следующие преимущества функциональной конструкции:
- Прочная конструкция выдерживает неоднократные нагрузки при работе с физическими нагрузками
- Направляющая плиты на 4- или 8-позиционных стрелах обеспечивает точную параллельность, несмотря на большую ширину станины и/или большой грузоподъемность.
 смазка
смазка
Все прессы Savage производятся в США. Мы стремимся к вашему полному удовлетворению и успеху.
В дополнение к этим стандартным функциям, Savage Engineering настраивает каждый прямосторонний пресс в соответствии со спецификациями заказчика. В зависимости от вашего применения, наши машины доступны с опциями, улучшающими функциональность, включая предварительно напряженные корпуса рулевых тяг, высокоскоростную гидравлику, нижнюю гидравлическую подушку или выталкиватель, съемную балку с Т-образными пазами, принадлежности для быстрой смены матрицы и предохранительные блоки плиты.
Решение для пресса, соответствующее ВАШИМ потребностям
Компания Savage Engineering изготавливает каждый прямосторонний пресс в соответствии с требованиями наших клиентов. В зависимости от вашего применения мы предлагаем:
- Размер кровати
- Длина хода
- Открытие дневного света
- Высота закрытия
- Скорость
- Тоннаж
- Рабочая высота 9004 0
- Элементы управления оператора
- Специальные опции, функции и специальные инструменты
В течение почти 60 лет компания Savage Engineering проектирует и производит высококачественные, долговечные гидравлические прессы, отвечающие уникальным потребностям каждого клиента и точным спецификациям работы. Наш процесс полностью интегрирован от концепции до поставки. Вы получите установку и обучение на месте, а также техническую поддержку на протяжении всего срока службы вашего пресса. Позвольте нам разработать машину, которую заслуживает ваш бизнес!
Наш процесс полностью интегрирован от концепции до поставки. Вы получите установку и обучение на месте, а также техническую поддержку на протяжении всего срока службы вашего пресса. Позвольте нам разработать машину, которую заслуживает ваш бизнес!
Свяжитесь с нами
Гидравлический пресс — потенциал воды
Последнее обновление: понедельник, 14 ноября 2022 г. |
Потенциал воды
Гидравлический пресс работает по тому же принципу, что и напорная камера, но преодолевает некоторые ограничения напорной камеры (Campbell and Brewster, 1975) (рис. 17.9). Пресс состоит из промышленного 1,5-тонного (1360 кг) гидравлического автомобильного домкрата, модифицированного для приложения давления через тонкую резиновую мембрану к образцу листа, за которым наблюдают через пластину из плексигласа толщиной 1,27 см (рис. 17.10) (Campbell and Brewster, 1975; Джонс и Карабали, 19 лет.80). Инструмент оказывает давление на лист и сжимает лист между мембраной и пластиной из плексигласа. Когда приложенное давление равняется водному потенциалу, клеточные стенки и межклеточные пространства становятся насыщенными.
Когда приложенное давление равняется водному потенциалу, клеточные стенки и межклеточные пространства становятся насыщенными.
РИС. 17.9 Гидравлический пресс для измерения водного потенциала растений. Гидравлическое давление под гибкой мембраной используется для прижатия листа или другой растительной ткани к толстому плексигласовому окну. При надавливании вода будет появляться на стебле или срезанном краю листа. Дополнительное давление приведет к изменению цвета листа и выделению воды с неразрезанных поверхностей. Давление, необходимое для изменения цвета, часто коррелирует с измерениями водного потенциала, выполненными с использованием других методов. (Из брошюры Campbell Scientific, Логан, Юта; печатный станок теперь продается компанией Decagon Devices, Inc. Перепечатано с разрешения Decagon Devices, Inc., Пуллман, Вашингтон.)
РИС. 17.9 Гидравлический пресс для измерения водного потенциала растений. Гидравлическое давление под гибкой мембраной используется для прижатия листа или другой растительной ткани к толстому плексигласовому окну. При надавливании вода будет появляться на стебле или срезанном краю листа. Дополнительное давление приведет к изменению цвета листа и выделению воды с неразрезанных поверхностей. Давление, необходимое для изменения цвета, часто коррелирует с измерениями водного потенциала, выполненными с использованием других методов. (Из брошюры Campbell Scientific, Логан, Юта; печатный станок теперь продается компанией Decagon Devices, Inc. Перепечатано с разрешения Decagon Devices, Inc., Пуллман, Вашингтон.)
При надавливании вода будет появляться на стебле или срезанном краю листа. Дополнительное давление приведет к изменению цвета листа и выделению воды с неразрезанных поверхностей. Давление, необходимое для изменения цвета, часто коррелирует с измерениями водного потенциала, выполненными с использованием других методов. (Из брошюры Campbell Scientific, Логан, Юта; печатный станок теперь продается компанией Decagon Devices, Inc. Перепечатано с разрешения Decagon Devices, Inc., Пуллман, Вашингтон.)
РИС. 17.10 Принципиальная схема гидравлического пресса. Поршень домкрата просверливается, а затем приваривается к верхней части домкрата. Болты, которые скрепляют головку, имеют диаметр 3/8 дюйма (0,95 см), и используются два, а лучше три. Металлические части головы алюминиевые. (Из Кэмпбелла, Г.С., и Брюстера, С.Ф., Водный потенциал листа, матричный потенциал и содержание влаги в почве, измеренные с помощью простого гидравлического пресса. Доклад, представленный в Западном региональном исследовательском проекте W-67: Количественная оценка отношений вода-почва растений для эффективного использования воды Использование, Гонолулу, Гавайи, 19 января. 75. 11 стр. Перепечатано с разрешения Гейлона С. Кэмпбелла.)
75. 11 стр. Перепечатано с разрешения Гейлона С. Кэмпбелла.)
РИС. 17.10 Принципиальная схема гидравлического пресса. Поршень домкрата просверливается, а затем приваривается к верхней части домкрата. Болты, которые скрепляют головку, имеют диаметр 3/8 дюйма (0,95 см), и используются два, а лучше три. Металлические части головы алюминиевые. (Из Кэмпбелла, Г.С., и Брюстера, С.Ф., Водный потенциал листа, матричный потенциал и содержание влаги в почве, измеренные с помощью простого гидравлического пресса. Доклад, представленный в Западном региональном исследовательском проекте W-67: Количественная оценка отношений вода-почва растений для эффективного использования воды Использование, Гонолулу, Гавайи, 19 января.75. 11 стр. Перепечатано с разрешения Гейлона С. Кэмпбелла.)
На большинстве листьев есть три конечных точки, которые возникают при увеличении давления (Campbell Scientific, Inc., без даты):
1. Небольшое количество вода наблюдается на стебле или краю среза. Значение первой конечной точки не установлено, но она коррелирует с ночным водным потенциалом, измеренным с помощью барокамеры.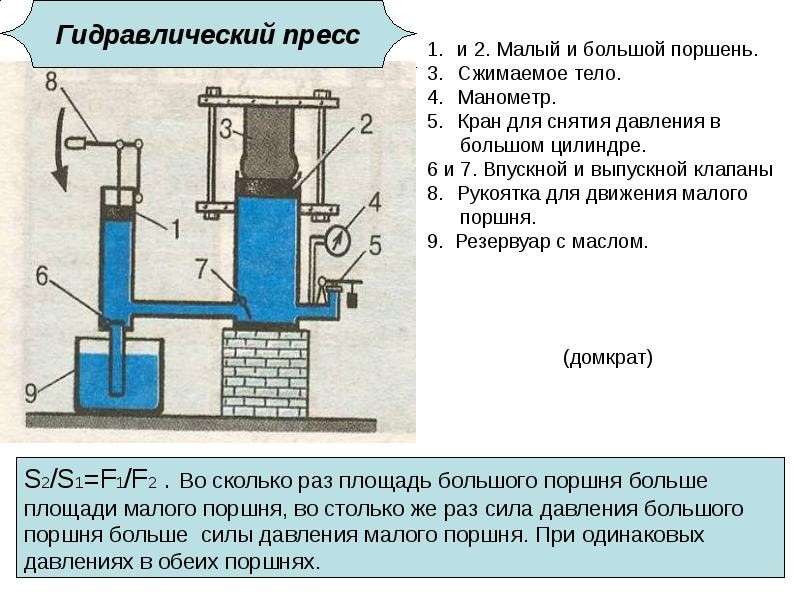
2. Изменяется цвет листа (темнеет) и большее количество воды поступает с края среза или стебля. Обычно в этом месте также выделяется вода из необрезанных краев. Эта конечная точка коррелирует с измерениями водного потенциала, сделанными в барокамере в дневное время.
3. Лист становится почти черным, выделяется много воды. Эта конечная точка соответствует осмотическому водному потенциалу, потому что она совпадает с первой и второй конечными точками на сильно увядших листьях. Хиткот и др. (1979) использовали гидравлический пресс для измерения осмотического потенциала.
Гидравлический пресс можно использовать со стеблями, ветками, хвоей и землей. У почвы есть только одна конечная точка, первая, и это когда вода впервые появляется на любом краю. Барокамера меньшего размера, чем барокамера Шоландера, предназначена для использования с хвоей хвойных деревьев, но ее нет на рынке (Roberts and Fourt, 19).77).
По данным Campbell Scientific Inc. (без даты), матричный потенциал листа можно измерить с помощью гидравлического пресса. Лист замораживают, оттаивают, а затем помещают в пресс. При приложении давления создается давление, при котором клеточный сок свободно вытекает из образца. Это матричный потенциал листа. Кэмпбелл и др. (1979) использовали гидравлический пресс для измерения матричного потенциала.
Лист замораживают, оттаивают, а затем помещают в пресс. При приложении давления создается давление, при котором клеточный сок свободно вытекает из образца. Это матричный потенциал листа. Кэмпбелл и др. (1979) использовали гидравлический пресс для измерения матричного потенциала.
Гидравлический пресс имеет ряд преимуществ. Можно измерять различные почвы и растения, включая нежные листья и побеги. Весит всего 5 кг. Он прочный. Газ под высоким давлением не требуется. Измерения выполняются быстро (около двадцати секунд на образец), и их могут использовать неопытные работники. Это также дешево.
Водный потенциал многих растений измерен с помощью гидравлического пресса (Rhodes, Matsuda, 1976; Jones, Carabaly, 1980; Bristow et al., 1981; Yegappan, Mainstone, 1981; Cox, Hughes, 1982; Радулович и др.). ., 1982; Palta, 1983; Rajendrudu et al., 1983; Markhart and Smit-Spinks, 1984; Hicks et al., 1986). В целом результаты показывают, что измерения, проведенные с помощью гидравлического пресса, согласуются с измерениями, полученными с помощью других инструментов. Хикс и др. (1986) обнаружили, что измерения водного потенциала листьев сорго [(Sorghum bicolor (L.) Moench] с помощью гидравлического пресса и барокамеры хорошо согласовывались в диапазоне от -0,5 до -3,5 МПа. Используя гидравлический пресс, Majerus ( 19s, и 5 коммерческих проверок в диапазоне от чувствительных до толерантных в реакции на водный стресс. Их выращивали в поле недалеко от Гарден-Сити, штат Канзас, в течение двух лет в засушливых и орошаемых условиях. Результаты показали, что сорго можно проверить на засухоустойчивость с помощью гидравлического пресса.
Хикс и др. (1986) обнаружили, что измерения водного потенциала листьев сорго [(Sorghum bicolor (L.) Moench] с помощью гидравлического пресса и барокамеры хорошо согласовывались в диапазоне от -0,5 до -3,5 МПа. Используя гидравлический пресс, Majerus ( 19s, и 5 коммерческих проверок в диапазоне от чувствительных до толерантных в реакции на водный стресс. Их выращивали в поле недалеко от Гарден-Сити, штат Канзас, в течение двух лет в засушливых и орошаемых условиях. Результаты показали, что сорго можно проверить на засухоустойчивость с помощью гидравлического пресса.
Однако в нескольких статьях сообщается, что сравнения между гидравлическим прессом и барокамерой ошибочны при низком (сухом) потенциале воды (Yegappan and Mainstone, 1981; Cox and Hughes, 19).82; Радулович и др., 1982; Палта, 1983). Хотя в некоторых работах сообщается о различиях между рабочими в определении конечных точек, Кэмпбелл и Брюстер (1975) не обнаружили различий между операторами при определении взаимосвязи между измерениями гидравлического пресса и измерениями в камере давления. Но важно, чтобы каждый оператор получил свое собственное соотношение между листовым прессом и барокамерой. Калибровочная линия между гидравлическим прессом и камерой давления должна быть получена для каждой установки, прежде чем можно будет проводить измерения с помощью гидравлического пресса.
Но важно, чтобы каждый оператор получил свое собственное соотношение между листовым прессом и барокамерой. Калибровочная линия между гидравлическим прессом и камерой давления должна быть получена для каждой установки, прежде чем можно будет проводить измерения с помощью гидравлического пресса.
Основным недостатком гидравлического пресса является то, что он не имеет надежной теоретической основы (Shayo-Ngowi and Campbell, 1980). Также трудно получить точные показания. Но из-за своих преимуществ прибор заслуживает изучения теоретиками и физиологами растений. Как, например, влияет давление на клетки листа? Почему лист в гидравлическом прессе может полностью почернеть под давлением, а затем сразу же вернуться к своему нормальному зеленому цвету и кажущейся тургезии, как только давление будет снято? Маркхарт и Смит-Спинкс (1984) предложил использовать гидравлический пресс только для грубой оценки водного потенциала. Вероятно, это хороший совет, пока не понят физический смысл измерений.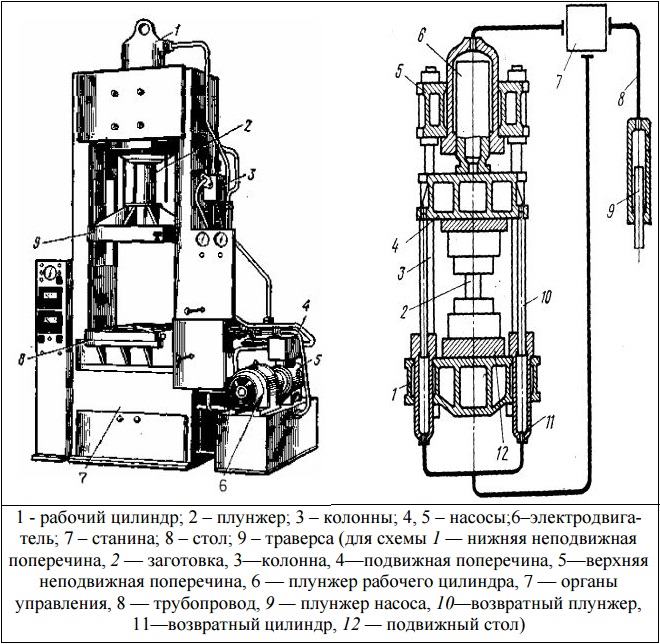 Тем не менее, следует признать его ценность как простого метода проверки растений на засухоустойчивость в полевых условиях.
Тем не менее, следует признать его ценность как простого метода проверки растений на засухоустойчивость в полевых условиях.
Поскольку гидравлический пресс производится в США, манометр показывает в фунтах/дюйм2 (от 0 до 600 фунтов/дюйм2). Чтобы преобразовать фунт/дюйм2 на манометре в единицы СИ (МПа), см. главу 9, раздел IV.
IV. НАСОСНАЯ КАМЕРА
Примерно в 2000 году компания Plant Moisture Stress (PMS) Instrument Company в Корваллисе, штат Орегон, представила новый тип камеры высокого давления (рис. 17.11). Она отличается от обычной газовой камеры тем, что не требует источника сжатого газа, такого как азот, использование которого может быть опасным, как отмечалось в предыдущем разделе. Давление, необходимое для снятия показаний водного потенциала, создается путем накачки прибора, как велосипедным насосом. Относительно небольшая камера позволяет пользователю достигать давления около 0,5 бар (7,25 фунтов на кв. дюйм) за ход (рис. 17.12). Прибор ограничен 20 барами и предназначен в первую очередь для планирования и мониторинга орошения, особенно для управления дефицитным орошением. Изображение используемого инструмента показано Goldhamer and Fereres (2001).
Изображение используемого инструмента показано Goldhamer and Fereres (2001).
V. ПРИЛОЖЕНИЕ: БИОГРАФИЯ ПЕРА ШОЛАНДЕРА
Пер Фредрик Шоландер, физиолог, родился в Оребро, Швеция, 29 ноября 1905 года, женился в 1951 году (American Men of Science, 1961). Он получил степень доктора медицины в Осло в 1932 году и докторскую степень. получил степень бакалавра ботаники в 1934 году. Он был преподавателем анатомии в Осло с 1932 по 1934 год и был научным сотрудником в области сравнительной физиологии с 1932 по 1939 год. Он переехал в Соединенные Штаты и стал натурализованным гражданином. Он был научным сотрудником в области физиологии дыхания в Суортморском колледже в Суортморе, штат Пенсильвания, с 1939 по 1943 год. Он был сотрудником Рокфеллера
- РИС. 17.11 Общий вид барокамеры нагнетания, альтернативного типа барокамеры, в которой не используется сжатый газ. (Из брошюры PMS Instrument Company, Корваллис, Орегон. Перепечатано с разрешения PMS Instrument Company.
 )
)
- РИС. 17.12 Крупный план верхней части камеры нагнетания давления. (Из брошюры компании PMS Instrument Company, Корваллис, штат Орегон. Перепечатано с разрешения компании PMS Instrument Company.)
с 1939 по 1941 год и биолог-исследователь с 1946 по 1949 год. Он был майором исследований ВВС США с 1943 по 1946 год и в это время был главным физиологом-испытателем базы ВВС, Эглин Филд (1943 г.). -1945), и авиационный физиолог в аэромедицинской лаборатории Райт-Филд, Дейтон, Огайо (1945-1946). С 1949 по 1951 год он был специальным научным сотрудником в области биохимии в Гарвардской медицинской школе. Он был физиологом в Океанографическом институте в Вудс-Хоул, штат Массачусетс, между 19с 52 по 1955 г. В 1955 г. он вернулся в Осло, где до 1958 г. был профессором физиологии и директором института зоофизиологии. В это время (1955–1958 гг.) он также был сотрудником Океанографического института в Вудсе. Дыра. В 1958 году он стал профессором физиологии в Институте океанографии Скриппса в Ла-Хойя, Калифорния, где и провел остаток своей карьеры.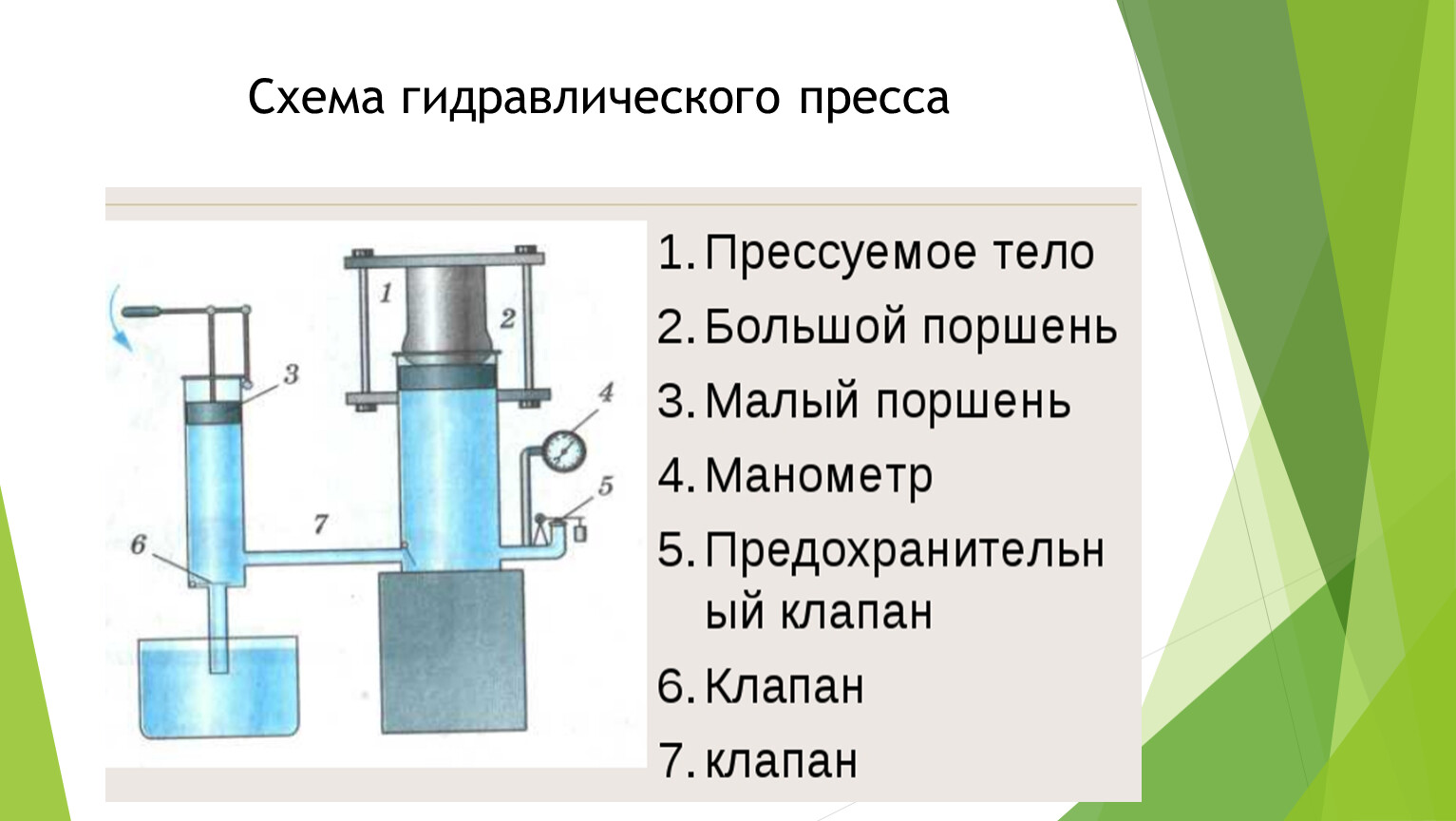
Его заслуги включали в себя работу следователем в Лаборатории арктических исследований Управления военно-морских исследований на Аляске и в Панаме с 1947-1949. Он был членом полярного исследовательского комитета Национальной академии наук и участвовал в арктических и тропических экспедициях. В 1946 году он получил орден Почетного легиона. Он был членом Национальной академии наук, Американской ассоциации содействия развитию науки, Общества физиологии, Общества зоологов, Общества физиологов растений, Общества общей физиологии, Американской академии, Арктического института. Северной Америки, Норвежской академии наук, Норвежского физиологического общества и Ботанической ассоциации Норвегии. Его основными областями исследований были арктическая ботаника, дыхание при нырянии, адаптация к холоду, микротехника, выделение газа, перенос воды и газа в растениях и газ в ледниках (American Men of Science, 19).61).
Согласно информационному бюллетеню Американского общества физиологов растений (том 7, № 5, стр. 4, октябрь 1980 г.), Пер Шоландер умер 13 июня 1980 г. в возрасте 74 лет.
4, октябрь 1980 г.), Пер Шоландер умер 13 июня 1980 г. в возрасте 74 лет.
VI. ПРИЛОЖЕНИЕ: БИОГРАФИЯ ДЖОНА БОЙЕРА
Джон Стрикленд Бойер, биохимик и биофизик, родился 1 мая 1937 года в Крэнфорде, штат Нью-Джерси (Marquis Who’s Who, 2000). Он женился на Джин Р. Мацунами, у них двое детей. В 1961 году он получил степень магистра в Висконсинском университете под руководством Джеральда С. Герлоффа, специалиста по минеральному питанию, а в 1964 он получил докторскую степень. по ботанике в Университете Дьюка под руководством Пола Дж. Крамера. Последняя книга Крамера написана совместно с Бойером (Kramer and Boyer, 1995). (Пол Крамер родился 8 мая 1904 г. и умер 24 мая 1995 г.)
Бойер был приглашенным доцентом ботаники в Университете Дьюка с 1964 по 1965 год и помощником физиолога на Сельскохозяйственной экспериментальной станции Коннектикута с 1965 по 1966 год. В 1966 году он перешел в Иллинойсский университет в Урбане и прошел путь от доцента до профессора ботаники и агрономии.