Схема пресс гидравлический: Гидравлический пресс: конструкция и устройство
Содержание
ДЕ2426 Пресс гидравлический рамный для изготовления изделий из пластмасс. Паспорт, схемы, описание, характеристики
Сведения о производителе гидравлического пресса ДЕ2426
Производителем пресса ДЕ2426 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
В настоящее время однокривошипный пресс ДЕ2426 производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
В настоящее время однокривошипный пресс ДЕ2426 производит, также, ООО СО «Прессмаш», г. Москва
Машины, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432 — пресс гидравлический рамный для пластмасс 1600 кН
- ДГ2434 — пресс гидравлический рамный для пластмасс 2500 кН
- ДГ2436 — пресс гидравлический рамный для пластмасс 4000 кН
- ДЕ2426 — пресс гидравлический рамный для пластмасс 400 кН
- ДЕ2428 — пресс гидравлический рамный для пластмасс 630 кН
- ДЕ2430 — пресс гидравлический рамный для пластмасс 1000 кН
- П6320 — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6320Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6324 — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6324Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6326 — пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН
- П6328 — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6328Б — пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6330 — пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН
- П6334 — пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН
- ПД476 — пресс гидравлический рамный для пластмасс 1600 кН
ДЕ2426 пресс гидравлический рамный для прессования изделий из пластмасс.
 Назначение, область применения
Назначение, область применения
Пресс гидравлический модели ДЕ2426 усилием 400 кН (40 тс) предназначен для получения различных по форме и размерам изделий (как с арматурой, так и без нее) из реактопластов методом прямого (компрессионного) и трансферного прессования (литье пластмасс под давлением) с предварительным подогревом материала и без него. Пресс может быть использован также для мелких вытяжных и штамповочных работ.
Гидравлический пресс ДЕ2426 может использоваться для изготовления изделий из пластмасс и резины, а также для работ с тонколистовым металлом, и всякими невзрывоопасными смесями.
Благодаря своей универсальности и наличию индивидуального привода пресс ДЕ2426 может быть использован как на крупных специализированных предприятиях по переработке пластмасс в химической, автомобильной, электротехнической, радиотехнической, электронной, приборостроительной промышленности, а также при производстве товаров народного потребления.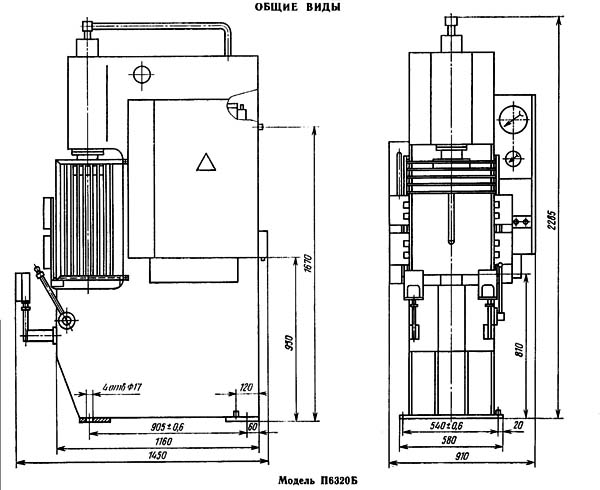
Принцип работы и особенности конструкции пресса
Пресс ДЕ2426 вертикальной рамной конструкции и состоит из сварной станины, в верхней поперечине которой закреплен главный цилиндр плунжерного типа. На цилиндре установлены бак и клапан наполнения. Выталкиватель закреплен в нижней поперечине.
Станина пресса ДЕ2426 сварная, рамного типа. В верхней поперечине станины имеется отверстие для установки главного цилиндра плунжерного типа, в нижней — поршневой цилиндр выталкивателя, в боковых нишах станины — возвратные плунжерные цилиндры. В правой нише установлены конечные выключатели управления ползуном и в подвешенном к ней на петлях электрошкафе размещается электроаппаратура.
Горизонтальная массивная плита с центральным отверстием и Т-образными пазами является столом пресса.
На верхнем торце главного цилиндра расположен бак наполнения с клапаном наполнения.
Плунжер главного цилиндра соединен с литым чугунным ползуном, имеющим на рабочей поверхности Т-образные пазы для крепления инструмента. Ползун перемещается между стойками станины по клиновым чугунным направляющим, крепящимся к стойкам.
Ползун перемещается между стойками станины по клиновым чугунным направляющим, крепящимся к стойкам.
Управление ходом ползуна и выталкивателя осуществляется с помощью конечных выключателей типа КВД.
Для направления движения ползуна пресса служат направляющие.
Регулирование зазора между ползуном и направляющим производится винтами. Левая ниша станины предназначена для размещения трубопроводов
В нижней части верхней поперечины станины предусмотрено два отверстия для установки механического выталкивателя, выполненного в виде шпилек, которые кроме роли выталкивателя, в целях безопасности (при навинчивании на них гаек), удерживают ползун в верхнем положении во время ремонта.
Гидрооборудование пресса скомпоновано в отдельный гидроагрегат с левой стороны пресса. Агрегат спроектирован на базе гидроаппаратуры типа КАВО. Его гидропанель и маслобак унифицированы на всю гамму прессов серии «ДГ».
Прессы оснащены подвижным неприводным ограждением, подвешенным на лицевой стороне ползуна, лестницей для обслуживания пресса, блокировочным устройством рабочей зоны и устройством отсоса газов.
Электропривод, выполненный на базе микроэлектроники, обеспечивает работу пресса в полуавтоматическом и автоматическом режимах.
Пульт управления прессом расположен на лицевой стороне электрошкафа.
Смазка пресса ДЕ2426 — комбинированная.
Аппаратура пресса ДЕ2426 предусматривает работу в полуавтоматическом и наладочном режимах при прямом и трансферном прессовании.
На прессе можно работать:
- с выталкивателем и без него;
- с подпрессовками и без подпрессовок;
- с отключением двигателя во время выдержки и без отключения.
Имеется возможность подпитки основного давления во время больших выдержек.
Трансферное литьё возможно при наличии соответствующей оснастки.
При наличии нагревательных плит (см. раздел Дополнительное оборудование) пресс позволяет вести переработку с предварительным подогревом пресс-материала до заданных температур.
Общий вид гидравлического пресса ДЕ2426
Фото гидравлического пресса ДЕ2426
Фото гидравлического пресса ДЕ2426. Смотреть в увеличенном масштабе
Расположение основных узлов гидравлического пресса ДЕ2426
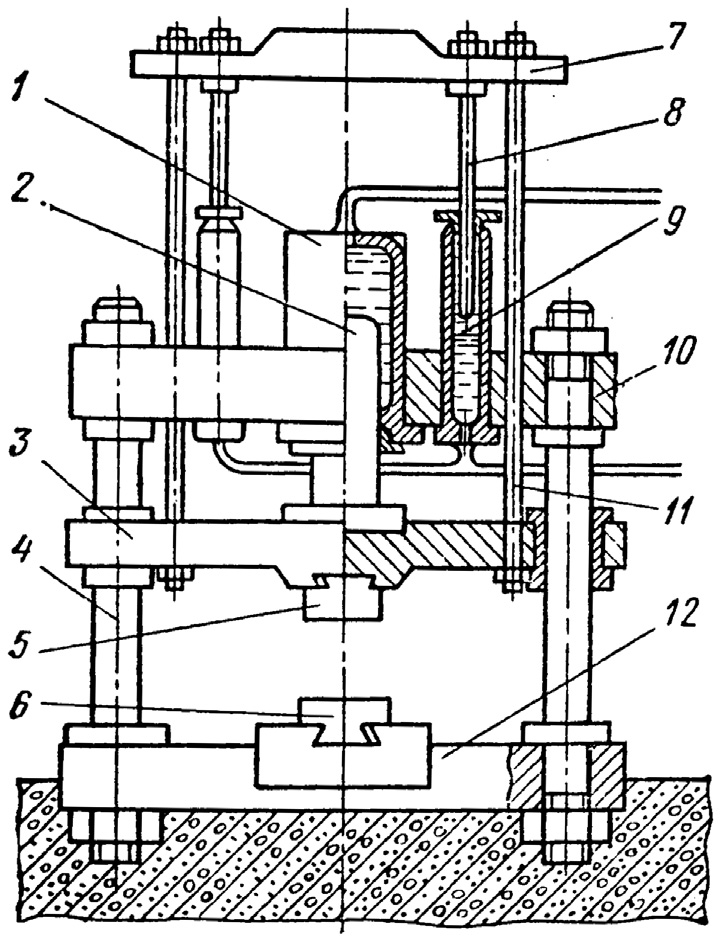
Расположение основных узлов пресса ДЕ2426
Расположение основных узлов гидропресса ДЕ2426. Смотреть в увеличенном масштабе
- 1 – станина;
- 2 – ползун;
- 3 – главный цилиндр;
- 4 – цилиндр возврата;
- 5 – выталкиватель;
- 6 – механизм конечных выключателей ползуна;
- 7 – механизм конечных выключателей выталкивателя;
- 8 – бак наполнения;
- 9 – электрошкаф управления;
- 10 – гидроагрегат.
Основной несущей конструкцией пресса является: станина 1 рамного типа сварная, на стойках станины расположены клиновые направляющие, закрепленные винтами. Верхняя поперечина, в которую встроен главный цилиндр 3 плунжерного типа. На цилиндре установлен бак 8 и клапан наполнения. В нишах станины расположены цилиндры возврата 4 корпус цилиндра крепится в специальной поперечине, расположенной в стойке станины. Механизм конечных выключателей ползуна 6 . Ползун 2 имеющий Т-образные пазы, которые необходимы для фиксации формовочных и нагревательных плит, опирается на плунжеры цилиндров возврата проушинами, которые через прорези в боковых листах выходят в ниши станины. Выталкиватель 5, с механизмом конечных выключателей 7, закреплён в нижней поперечине станины, конечные выключатели предназначены для ограничения движения выталкивателя вверх и вниз, закреплены винтом и гайкой, в случае необходимости конечные выключатели возможно установить в соответствие с требуемым для работы ходом выталкивателя. Гидроагрегат 10 закреплён на фундаменте слева от станины пресса. Электроаппаратура пресса размещена в отдельном шкафу 9, установленном справа от станины пресса. На нём же закреплён кронштейн с электронным регистратором параметров. Пресс снабжен переносным пультом двурукого управления (на схеме не обозначен).
В нишах станины расположены цилиндры возврата 4 корпус цилиндра крепится в специальной поперечине, расположенной в стойке станины. Механизм конечных выключателей ползуна 6 . Ползун 2 имеющий Т-образные пазы, которые необходимы для фиксации формовочных и нагревательных плит, опирается на плунжеры цилиндров возврата проушинами, которые через прорези в боковых листах выходят в ниши станины. Выталкиватель 5, с механизмом конечных выключателей 7, закреплён в нижней поперечине станины, конечные выключатели предназначены для ограничения движения выталкивателя вверх и вниз, закреплены винтом и гайкой, в случае необходимости конечные выключатели возможно установить в соответствие с требуемым для работы ходом выталкивателя. Гидроагрегат 10 закреплён на фундаменте слева от станины пресса. Электроаппаратура пресса размещена в отдельном шкафу 9, установленном справа от станины пресса. На нём же закреплён кронштейн с электронным регистратором параметров. Пресс снабжен переносным пультом двурукого управления (на схеме не обозначен).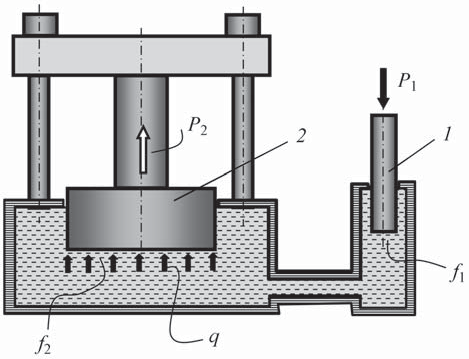 Защитный фотобарьер установлен с передней стороны пресса.
Защитный фотобарьер установлен с передней стороны пресса.
Режимы работы пресса ДЕ2426
- «Полуавтомат» — для выполнения одиночного цикла прямого (компрессионного) прессования с заданными параметрами.
- «Трансфер» — необходим для выполнения трансферного (литьевого) прессования. В этом режиме выталкиватель производит впрыск и дожатие всегда, а выталкивание готового изделия после подъема ползуна производится только при включенном выталкивателе. Следует отметить, что режим трансферного литья производится только одиночными циклами, аналогично режиму «Полуавтомат» для прямого (компрессионного) прессования. Подпрессовки при трансферном литье не предусмотрены. Также отсутствует возможность работы с отключением двигателя при длительных выдержках.
- «Автомат» — данный режим предусматривает наличие внешней механизации загрузки-выгрузки заготовок с выдачей сигнала на включение механизма и получение команды на включение следующего цикла прессования.

- «Наладка» — в данном режиме производится выставка конечных выключателей по размеру пресс-формы или заготовки, а также установка режимов прессования и задание параметров.
Циклы работ
При включенном выталкивателе после подъема ползуна в исходное верхнее положение происходит подъем выталкивателя. На этом цикл заканчивается. После удаления изделия для запуска нового цикла необходимо на пульте управления нажать кнопку «Выталкиватель вниз».
При работе с подпрессовками ползун смыкает пресс-форму, давление поднимается до заданного давления подпрессовок. Начинается отсчет времени подпрессовок, по истечению которого включается декомпрессия или возвратный ход разъема пресс-формы. Далее начинается отсчет времени паузы между подпрессовками, по окончании которой включаются электромагниты на ход вниз или прессования. Происходит следующая операция подпрессовки или выдержки под давления прессования.
Выдержка под давлением может производится с отключением двигателя или без отключения (Режим выдержки – с насосом (без отключения двигателя при длительных выдержках) или без насоса. В последнем случае включается режим подкачки давления при его снижении до заданного нижнего уровня, при этом двигатель кратковременно включается до достижения давления прессования max, затем отключаются электромагниты, а через 5 секунд отключается двигатель. Данная операция подкачки при больших выдержках производится автоматически необходимое число раз). По окончании выдержки включается возвратный ход в крайнюю верхнюю точку ползуна. При включенном выталкивателе после подъема ползуна в крайнее верхнее положение происходит подъем выталкивателя. На этом цикл заканчивается.
В последнем случае включается режим подкачки давления при его снижении до заданного нижнего уровня, при этом двигатель кратковременно включается до достижения давления прессования max, затем отключаются электромагниты, а через 5 секунд отключается двигатель. Данная операция подкачки при больших выдержках производится автоматически необходимое число раз). По окончании выдержки включается возвратный ход в крайнюю верхнюю точку ползуна. При включенном выталкивателе после подъема ползуна в крайнее верхнее положение происходит подъем выталкивателя. На этом цикл заканчивается.
Включение хода можно произвести с любого положения ползуна. Управление однорукое с удержанием кнопки (на пульте управления). Если ползун находится не на исходном положении, то при нажатии левой кнопки «Ход» ползун пойдёт вверх на возвратном ходу. При отпускании кнопки ползун останавливается в данном положении. Правая кнопка «Ход» служит для движения вниз, причём выталкиватель должен находиться при этом в нижнем положении. В наладочном режиме фотозащита отключена.
В наладочном режиме фотозащита отключена.
Читайте также: Справочник предприятий производителей кузнечно-прессового оборудования в России
ДЕ2426 Пресс гидравлический рамный для изготовления изделий из пластмасс. Видеоролик.
Технические характеристики пресса ДЕ2426
| Наименование параметра | ДЕ2426 | ДЕ2428 | ДЕ2430 |
|---|---|---|---|
| Основные параметры | |||
| Номинальное усилие пресса, кН (тс) | 400 (40) | 630 (63) | 1000 (100) |
| Наибольший ход штока (ползуна), мм | 400 | 450 | 500 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 710 | 800 | 900 |
| Размеры стола, мм | 560 х 500 | 630 х 560 | 710 х 630 |
| Скорость рабочего хода ползуна, мм/сек | 6,5. .0,5 .0,5 | 6,5..0,5 | 6..1 |
| Скорость холостого хода ползуна вверх / вниз, мм/сек | 70 / 200 | 70 / 200 | 70 / 200 |
| Номинальное усилие нижнего выталкивателя вверх, кН (тс) | 80 (8) | 125 (12,5) | 200 (20) |
| Ход нижнего выталкивателя, мм | 160 | 160 | 200 |
| Скорость рабочего хода выталкивателя (при ходе вверх), мм/сек | |||
| Скорость возвратного хода выталкивателя (при ходе вниз), мм/сек | |||
| Максимальная выдержка под давлением, с (мин) | 20..999 | 20..999 | 20..999 |
| Температура нагрева прессформ, К | |||
| Точность поддержания заданной температуры нагрева прессформ, К | ±0,4 | ±0,4 | ±0,4 |
| Цикл работы пресса | Полуавтомат | Полуавтомат | Полуавтомат |
| Электрооборудование | |||
| Количество электродвигателей | 1 | 1 | 1 |
| Электродвигатель насоса гидростанции, кВт (об/мин) | 4 | 4 | 5,5 |
| Габариты и масса пресса | |||
| Габариты пресса (длина ширина высота), мм | 1140 х 3200 х 2800 | 2000 х 1140 х 3200 | 2100 х 1220 х 3600 |
| Масса станка, кг | 2800 | 2800 | 3400 |
- Банкетов А.
 Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970 - Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.
 Н. Ковка на молотах и прессах, 1979
Н. Ковка на молотах и прессах, 1979 - Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Гидравлический пресс – формула с примерами кратко. Физика 7 класс
4.5
Средняя оценка: 4.5
Всего получено оценок: 141.
Обновлено 4 Марта, 2021
4.5
Средняя оценка: 4.5
Всего получено оценок: 141.
Обновлено 4 Марта, 2021
Многие виды техники в современном мире имеют гидравлический привод рабочих узлов. Опоры автокранов, ковш экскаватора, выпускаемые шасси самолетов — все они приводятся в движение с помощью гидравлических рабочих цилиндров. Наиболее простой гидравлической машиной является пресс. Рассмотрим принцип его действия, выведем формулу гидравлического пресса.
Принцип действия гидравлического пресса
В основе работы любых гидравлических машин лежит закон Паскаля, известный из курса физики 7 класса: давление, производимое на жидкость или газ, передается в любую точку жидкости или газа без изменений.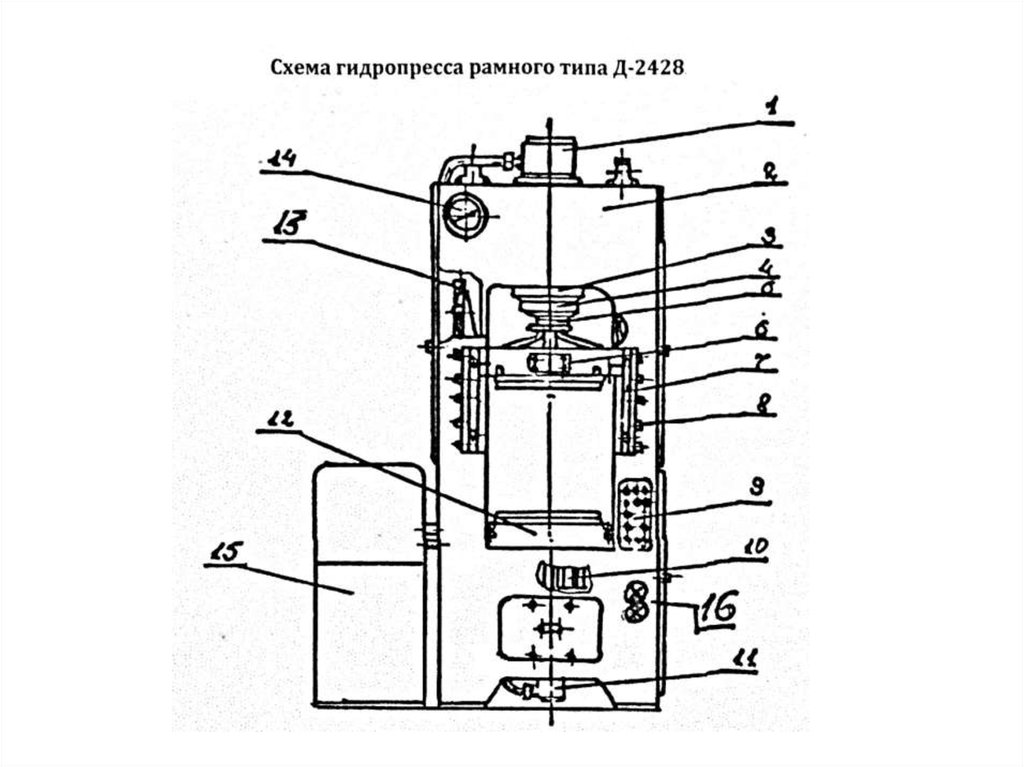 То есть, если в одной части сосуда с жидкостью создать давление, то оно распределится по всему объему жидкости, независимо от его формы.
То есть, если в одной части сосуда с жидкостью создать давление, то оно распределится по всему объему жидкости, независимо от его формы.
Рис. 1. Закон Паскаля.
Сила же, с которой жидкость давит на стенку сосуда, зависит от площади стенки. Это позволяет создавать большое усилие, «собрав» давление с большой площади.
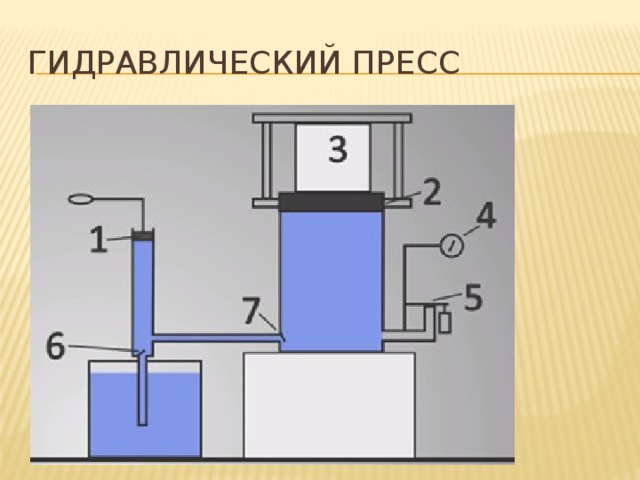
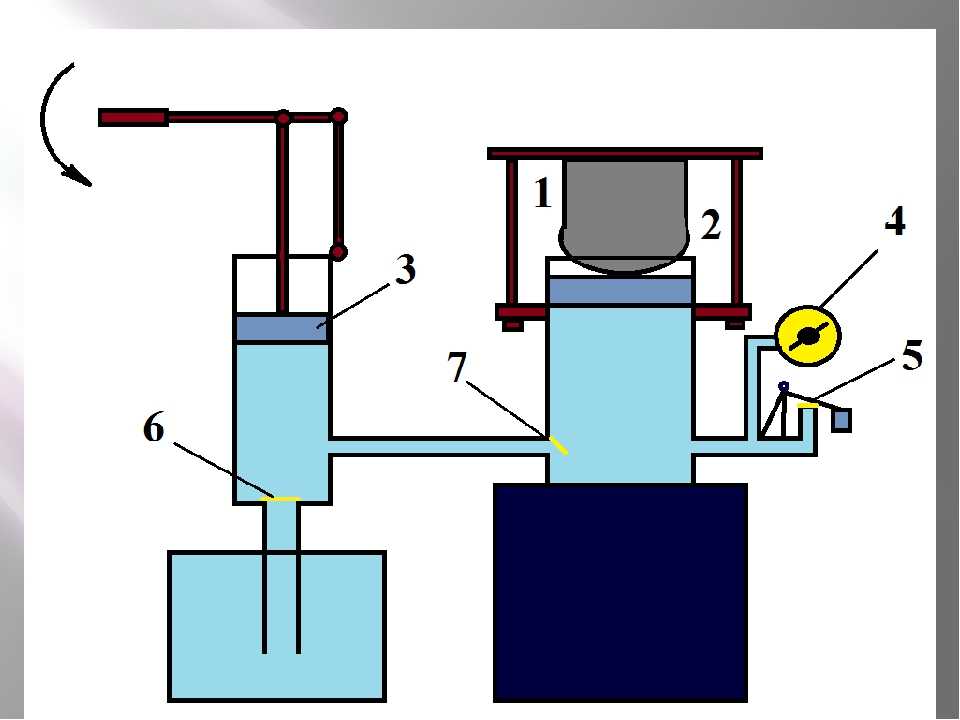
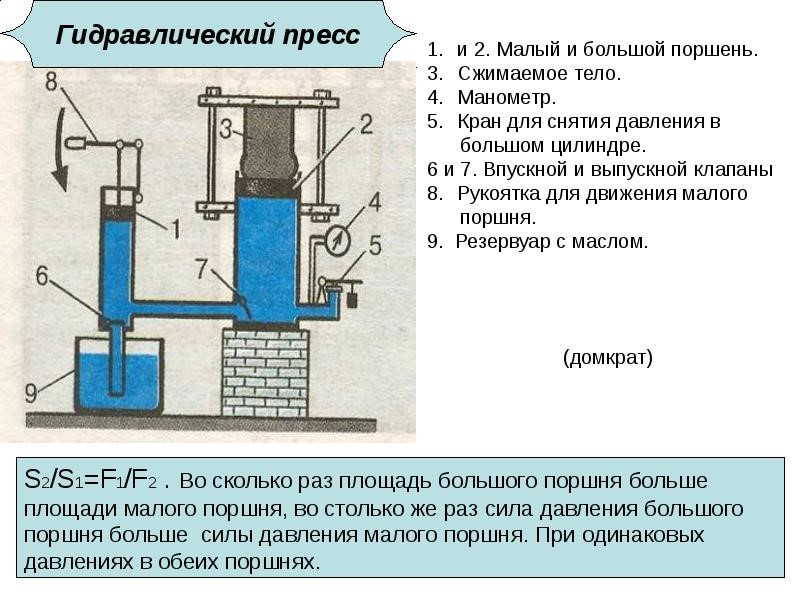
Таким образом, простейший гидравлический пресс должен состоять из двух цилиндров — малого и большого, заполненных жидкостью. Если приложить силу к поршню малого цилиндра, то потребуется небольшое усилие, поскольку площадь поршня невелика. Созданное давление распределится по всей жидкости, и будет передано в большой цилиндр. Однако, площадь поршня в большом цилиндре гораздо больше, а значит, и усилие, создаваемое этим поршнем, будет значительно больше, чем усилие, приложенное к поршню малого цилиндра.
Рис. 2. Схема простейшего гидравлического пресса.
Формула гидравлического пресса
Какое же усилие может создать гидравлический пресс?
Для ответа на этот вопрос представим гидравлический пресс с двумя цилиндрами.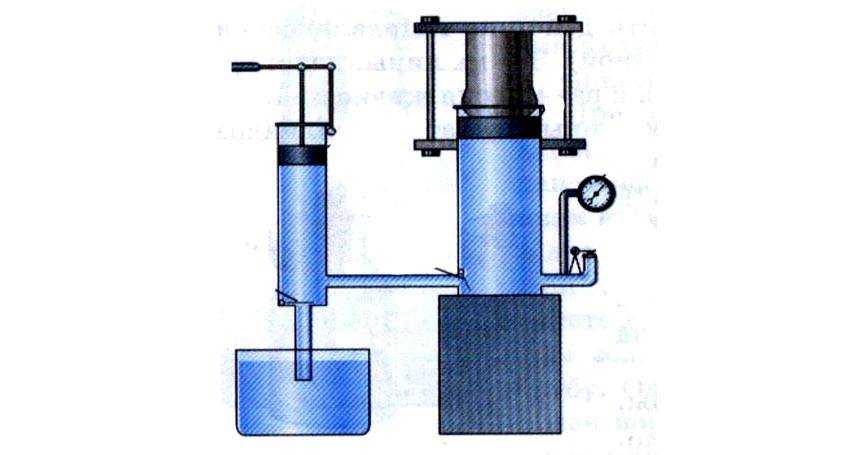 На малый поршень площадью $S_{мал}$ воздействует сила $F_{мал}$. Она создает некоторое давление $p_{мал}$.
На малый поршень площадью $S_{мал}$ воздействует сила $F_{мал}$. Она создает некоторое давление $p_{мал}$.
Давление в большом поршне $p_{бол}$ действует на большой поршень площадью $S_{бол}$, и создает усилие $F_{бол}$.
Давление равно отношению силы к площади ее приложения:
$$p = {F \over S}$$
Поскольку цилиндры сообщаются, давление в обоих цилиндрах по закону Паскаля равно:
$$p_{мал} = p_{бол}$$
Подставляя в обе части этой формулы выражения для давления, получим:
$${ F_{мал} \over S_{мал}}={ F_{бол} \over S_{бол}}$$
Или, после преобразований:
$${ F_{бол} \over F_{мал}}={ S_{бол} \over S_{мал}}$$
Сила, создаваемая большим поршнем, во столько же раз больше силы, приложенной к малому поршню, во сколько раз площадь большого поршня больше площади малого поршня.
Гидравлический пресс как рычаг
На первый взгляд может показаться, что гидравлический пресс позволяет создавать усилие из «ниоткуда» и производить большую работу без затраты энергии. Однако это не так.
Однако это не так.
Величина произведенной работы равна произведению силы на расстояние, пройденное этой силой. Пока поршни неподвижны, работа равна нулю. Однако, если поршни начинают движение, то малый поршень пройдет во столько же большее расстояние, во сколько его площадь меньше площади большого поршня.
Получается, что выигрыш в силе на большом поршне достигается с помощью проигрыша в расстоянии на малом. Фактически гидравлический пресс является рычагом первого рода, где малый цилиндр является длинным плечом рычага, а большой цилиндр — коротким.
Рис. 3. Рычаг первого рода.
Что мы узнали?
Простейший гидравлический пресс состоит из двух цилиндров с поршнями, заполненный жидкостью. Создавая на малом поршне давление жидкости, можно получать на большом поршне усилие во столько же раз больше, во сколько его площадь больше площади малого.
Тест по теме
Доска почёта
Чтобы попасть сюда — пройдите тест.
Yura Venediktov
4/5
Оценка доклада
4. 5
5
Средняя оценка: 4.5
Всего получено оценок: 141.
А какая ваша оценка?
гидравлических формул и блок-схем
кузнечные инструменты > Гидравлический пресс «два в одном» > гидравлические формулы и блок-схемы |
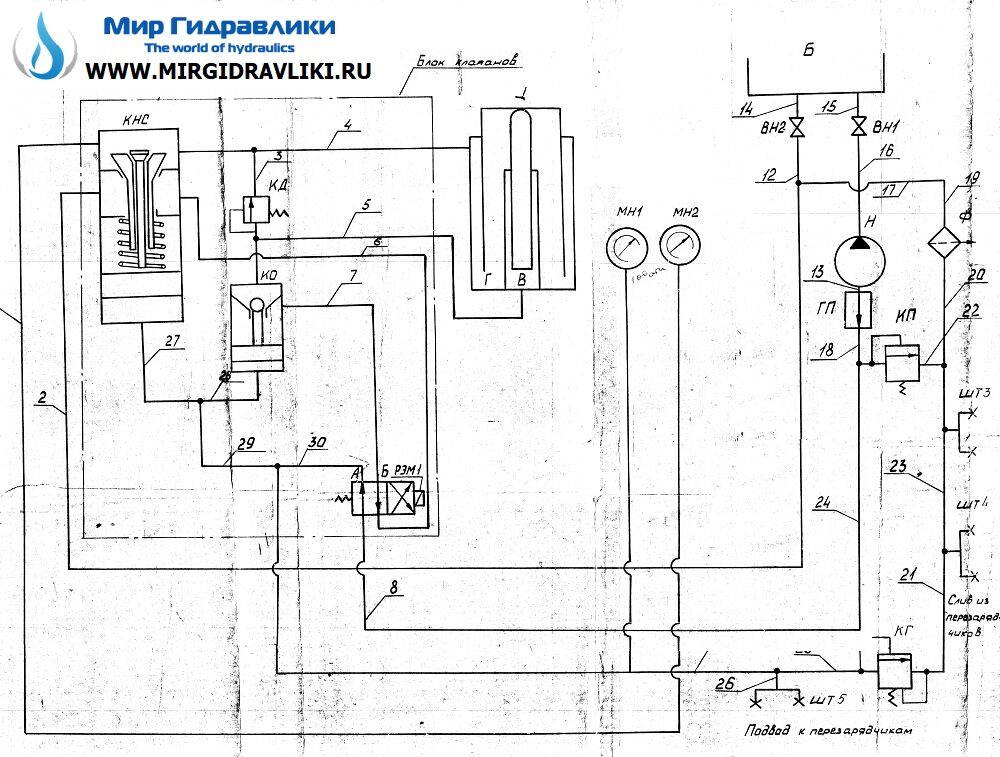
Я использовал следующие формулы, чтобы найти характеристики компонентов, необходимые для достижения моих целей проектирования: / 4, диаметр цилиндра составляет 6 дюймов, поэтому ПЛОЩАДЬ = (3,1416 x (6 x 6)) / 4 = 28,27 кв. В. Сила цилиндра: (фунты) = давление (psi) × площадь (кв. дюйм), 2500 x 28,27 = 70 686 фунтов СИЛЫ. Делим на 2000 = 35 тонн. Выходной поток насоса: GPM = (Скорость (об/мин) × расход (куб. дюйм)) / 231, (1725 x 0,61) / 231 = 4,5 галлона в минуту = ((0,3208 × галлонов в минуту) / площадь) × 12 × коэффициент полезного действия 85 % , ((0,3208 x 4,5) / 28,27 x 12 x 85% = 0,52, или 1/2 дюйма в секунду, скорость ползуна. Требуемая мощность двигателя: (лошадиные силы) = гал/мин x фунт/кв. дюйм x 0,000583, 4,5 x 2500 x 0,000583 = 6,6 л.с. Поток гидравлической жидкости (холостой ход, нажатие, освобождение): На холостом ходу гидравлическая жидкость просто проходит через распределительный клапан и возвращается в бак под низким давлением, поскольку порт насоса соединен с портом бака. Обратный клапан закрыт, поэтому цилиндр не может двигаться. На холостом ходу (под действием силы тяжести) вес поперечных пластин, шатунов и гаек оказывает давление вниз, что может вызвать проскальзывание цилиндра. Таким образом, между регулирующим клапаном и цилиндром размещается обратный клапан, чтобы поток блокировался и гравитационное давление удалялось из седла регулирующего клапана на порте B. Кроме того, это защитит и сохранит направляющий регулирующий клапан. Теперь он становится тисками, подходящими для удержания заготовки на месте, например, для скручивания. Во время прессования направляющий распределительный клапан срабатывает, чтобы соединить порты насоса с A и бака с B, позволяя гидравлической жидкости под высоким давлением течь к порту A. Этот поток также открывает обратный клапан на порту B, позволяя жидкости под низким давлением вернуться в бак. Шток цилиндра движется вниз и прикладывает усилие. Когда сопротивление достигает 2500 фунтов на квадратный дюйм, предохранительный клапан открывается и позволяет избыточной жидкости под высоким давлением вернуться в резервуар, сохраняя при этом полное нисходящее усилие (35 тонн). Во время выпуска регулирующий клапан входит в зацепление с другой стороны и пересекает порты, реверсируя поток и позволяя жидкости под высоким давлением течь через порт B, а жидкости под низким давлением возвращаться через порт A. Поток высокого давления также открывает обратный клапан, чтобы жидкость могла попасть в цилиндр. Шток цилиндра перемещается вверх. Когда шток достигает конца своего хода, давление возрастает до 2500 фунтов на квадратный дюйм, и предохранительный клапан открывается, позволяя избыточной жидкости под высоким давлением вернуться в резервуар. Примечания по сборке: Для первого заполнения трубопроводов и цилиндра гидравлической жидкостью необходимо удалить воздух из системы. После заполнения бака гидравлической жидкостью ослабьте соединения шлангов на цилиндре (по одному) настолько, чтобы воздух мог выйти, а жидкость поступала в систему при включении гидрораспределителя. Используйте тряпку, чтобы деформировать ослабленное соединение, и когда жидкость начнет выходить, остановите и затяните соединение. Заполните бак. АБСОЛЮТНО КРИТИЧЕСКИ правильно установить предохранительный клапан на 2500 фунтов на квадратный дюйм, прежде чем приступить к работе пресса на полную мощность. Чтобы настроить клапан, следите за манометром и осторожно начните увеличивать давление (это происходит быстро, поэтому будьте осторожны), если показания манометра превышают 2500, СТОП и отрегулируйте клапан. Далее: Список деталей, поставщиков и стоимость сборки |

 Компоненты могут быть серьезно повреждены, если это не отрегулировано должным образом.
Компоненты могут быть серьезно повреждены, если это не отрегулировано должным образом.Строительство и работа гидравлического пресса
Большинство заводов в обрабатывающей или перерабатывающей промышленности используют мощные гидравлические прессы для дробления, формования и литья металлических предметов. Гидравлические прессы генерируют большое сжимающее усилие и прикладывают его к небольшой площади для достижения желаемого результата. По сравнению с механическим прессом гидравлические прессы компактны и просты в эксплуатации. Полный рабочий ход и встроенная защита от перегрузок делают гидравлические прессы более универсальными и безопасными. Полный рабочий ход означает, что максимальное усилие прессования может быть создано в любом месте хода, и это одно из важных преимуществ гидравлического пресса, который дает возможность контролировать различные рабочие параметры. В этом блоге описывается конструкция и работа гидравлических прессов, а также основные гидравлические компоненты, используемые в системе.
В этом блоге описывается конструкция и работа гидравлических прессов, а также основные гидравлические компоненты, используемые в системе.
Читайте также: Использование гидравлического пресса
Каковы важные компоненты гидравлического пресса? Подобно другим гидравлическим системам, гидравлический пресс состоит из основных компонентов, таких как гидроцилиндры, гидравлический насос, электродвигатель, регулирующие клапаны, резервуар, фильтр, шланги, трубы и фитинги. Правильная установка этих гидравлических компонентов позволит создать точный и полностью функционирующий гидравлический пресс. Более подробная информация об этих компонентах пресса приведена ниже.
Гидравлический цилиндр : В каждой системе наиболее важным компонентом является гидравлический цилиндр, который преобразует гидравлическую энергию в механическую. Сила гидравлической жидкости под давлением будет толкать/тянуть шток поршня, прикрепленный к цилиндру, для приложения требуемой силы сжатия к заготовке. Каждый ход будет зависеть от давления жидкости на входе и выходе из портов цилиндра. Фиксированный монтаж, динамический монтаж и монтаж на штоке поршня — это различные доступные варианты монтажа гидравлического цилиндра.
Каждый ход будет зависеть от давления жидкости на входе и выходе из портов цилиндра. Фиксированный монтаж, динамический монтаж и монтаж на штоке поршня — это различные доступные варианты монтажа гидравлического цилиндра.
Гидравлический насос : Гидравлический насос является сердцем любой гидравлической системы, он преобразует механическую энергию в гидравлическую. Гидравлический пресс обычно использует внешний шестеренчатый насос для этой операции. Этот насос идеально подходит для приложений среднего давления и повышает объемную эффективность. Шестеренчатый насос с внешним зацеплением экономичен и прост в конструкции.
Электродвигатель : Электродвигатель приводит в действие присоединенный гидравлический насос путем преобразования электрической энергии в механическую. За счет этой механической энергии гидравлический насос нагнетает жидкость из резервуара и передает ее в гидравлический контур. Трехфазные электродвигатели подходят для применения в гидравлических прессах благодаря своей простой конструкции, высокой эффективности, надежной работе, меньшей вибрации и т.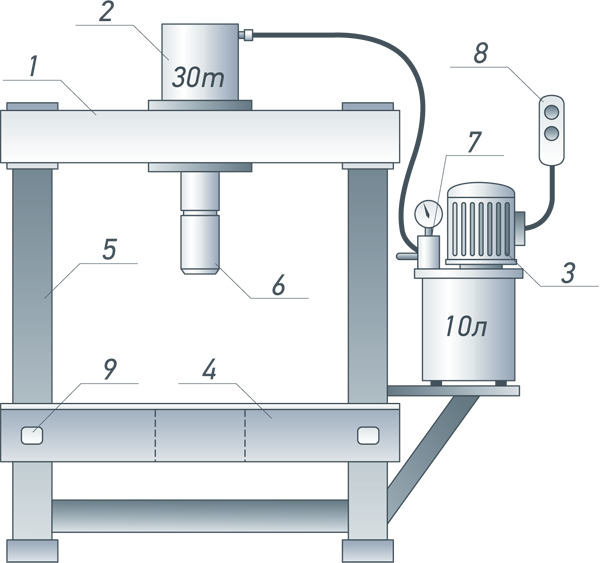 д.
д.
Клапаны управления : Клапаны управления в гидравлической системе направляют и регулируют поток жидкости в контуре. Направленный регулирующий клапан, клапаны управления давлением и клапаны управления потоком представляют собой различные категории обычно используемых клапанов. В гидравлических прессах каждый ход поршня зависит от потока жидкости через прикрепленные к нему клапаны. С помощью этого клапана можно контролировать такие факторы, как направление жидкости, давление и поток.
Гидравлический резервуар/резервуар : Гидравлический бак в прессах выполняет различные функции, такие как хранение жидкости, охлаждение жидкости, расширение жидкости и отделение загрязняющих веществ. Резервуар изготовлен из сварной стальной пластины, и его конструкция может варьироваться в зависимости от требований применения.
Фильтр : Качество гидравлического масла играет ключевую роль в работе системы. С помощью различных фильтров, таких как фильтры обратной линии, фильтры линии всасывания и фильтры линии под давлением, можно удалять твердые загрязнения из циркулирующего масла.
