Схема пресса гидравлическая: Схема гидравлического пресса Compart – СамЭлектрик.ру
Содержание
Схема гидравлическая гидравлического пресса ДГ2428 / Гидравлические прессы / Stanok-online.ru
Рубрикатор
Разделы документации
14 мая 2013г.
Гидравлические прессы
Схема гидравлическая, гидравлического пресса модели ДГ2428. Гидрооборудование пресса скомпоновано в отдельный гидроагрегат.Подвод жидкости к рабочим цилиндрам пресса осуществляется трубами. В качестве насосной установки применяется насосный агрегат типа АНС он состоит из секционного насоса типа НС и электродвигателя.
Секционный насос состоит из поршневого (оксиально-плунжерного) насоса высокого давления и пластинчатого насоса низкого давления, питающего линию управления гидроаппаратов. Распределители Р1 и Р2 служат для управления движениями ползуна и выталкивателя. Распределитель Р3 управляет работой гидрозамка Г3В20 на линии возвратных цилиндров для обеспечения свободного падения ползуна во время холостого хода, соединяя полости цилиндра возврата со сливом. Распределитель Р4 управляет работой клапана предохранительного КП1 на линии поршневого насоса.
Распределитель Р4 управляет работой клапана предохранительного КП1 на линии поршневого насоса.
Скачать бесплатно схему гидравлическую гидравлического пресса ДГ2428
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Пресс 250-600 характеристики, неисправности, ремонт и модернизация | Мир гидравлики
Пресс 250-600 (1Э, 2Э, 4Э)
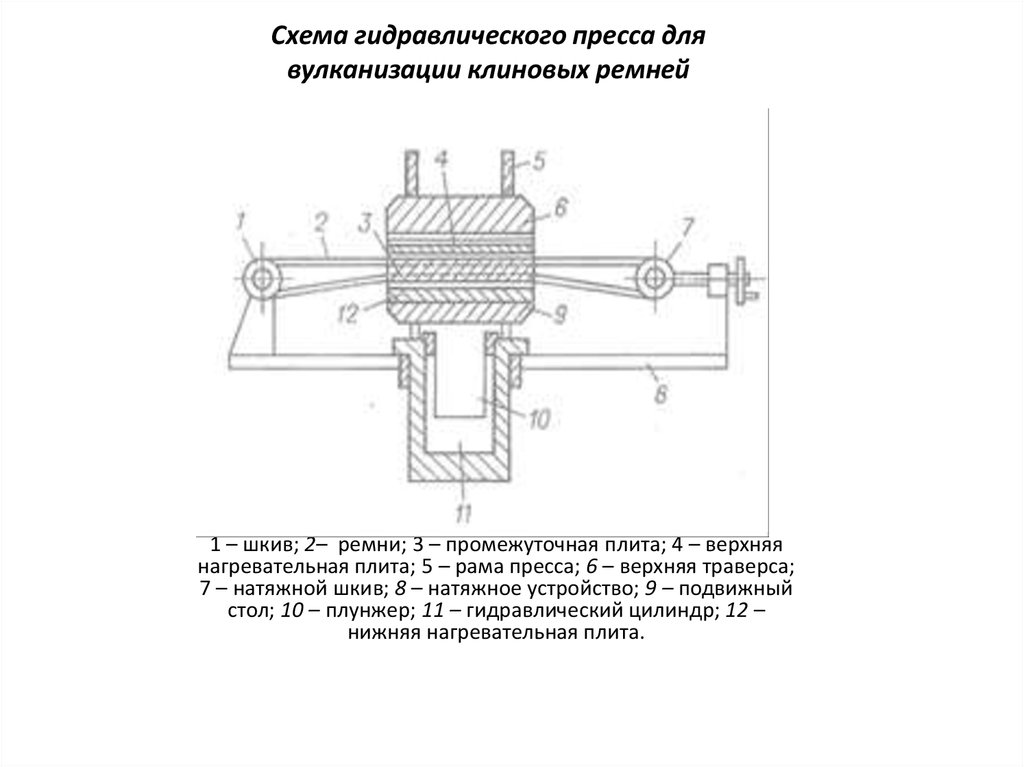
Гидравлический вулканизационный пресс 250-600 относится к оборудованию для производства РТИ. Предназначен для формования и вулканизации резинотехнических и асбестотехнических изделий.
Предназначен для формования и вулканизации резинотехнических и асбестотехнических изделий.
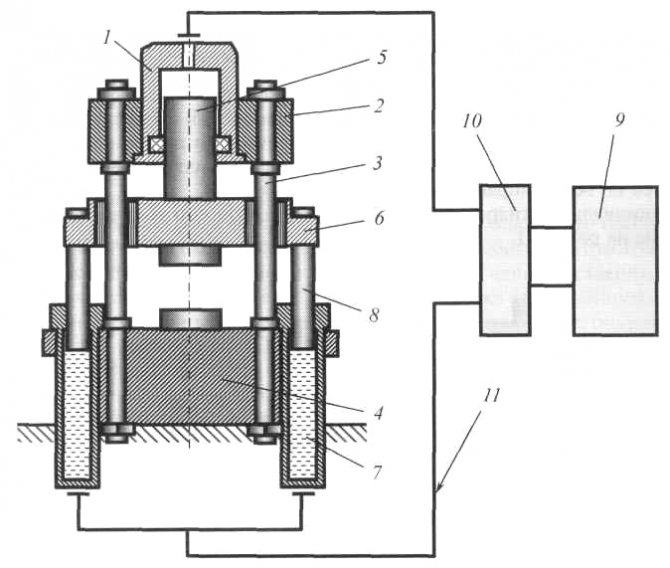
Пресс 250-600 является прессом рамного типа, комплектация гидропривода установлена в доступных для обслуживания и настройки местах с правой и с левой стороны гидравлического цилиндра. Пресс комплектуется нагревательными плитами 600×600 мм индукционного или спирального типа, отличительной особенностью данного типа пресса является наличие в конструкции дифференциального гидравлического цилиндра в конструкцию которого входит силовой и вспомогательного цилиндры, данное конструктивное решение позволило существенно увеличить быстроходность данного цилиндра в рабочих режимах.
Характеристики пресса 250-600 (1Э, 2Э, 4Э)
Характеристики пресса | 250-600 1Э | 250-600 2Э | 250-600 4Э |
Номинальное усилие, тонны. | Не более 250 | ||
Номинальное рабочее давление гидропривода, МПа | Не более 32 | ||
Габаритные размеры нагревательных плит, мм | 600×600 | ||
Количество этажей пресса | 1 | 2 | 4 |
Источник нагрева плит пресса | Электрический | ||
Высота окон для прессформ, мм. | 125 | ||
Число нагревательных плит в прессе | 5 | ||
Температура нагрева плит, оС | До 250 | ||
Время в режиме вулканизации, минуты | 2-60 | ||
Время смыкания плит, секунды | 12 | ||
Время размыкания плит, секунды | 5-10 | ||
Время нагрева плит до 200 оС, минуты | 60 | ||
Гидроцилиндр ход плунжера максимальный, мм | 500 | ||
Диаметр плунжера, мм | 320 | ||
Вместимость гидробака, литры | 90 | ||
Масло гидравлической системы | ИГП-30 | ||
Замена гидравлического масла в прессе, периодичность, месяцы | 12 | ||
Установленное безотказное время работы пресса, часы не менее | 2000 | ||
Установленная наработка на отказ, часы не менее | 3000 | ||
Средний ресурс капитального ремонта, часы не менее | 60000 | ||

Основными элементами пресса 250-600 являются
- Рама сварного типа
- насос зидропривода
- Гидравлический цилиндр (схема 1)
- Клапан наполнения пресса 250-600 (схема 2)
- Блок клапанов (схема 3)
Схема 1.
|
Схема 2. (фото)
Схема 3. (фото)
Помимо всех плюсов в эксплуатации, скорость движения гидравлического цилиндра, компактность и т.д. Эксплуатирующие организации сталкиваются с необходимостью периодических ремонтов.
Неисправности пресса
Пресс 250-600 не набирает давление или неисправности пресса 250-600-2 (4)э
В данной статье рассмотрены часто встречающиеся неисправности пресса 250-600-4э, с которыми к инженерам нашей компании обращаются представители организаций занимающиеся производством РТИ, имеющие в своих производственных мощностях пресса производства Тамбовполимермаш 250-600-4Э (2Э) (усилием 250 тонн).
Ввиду того что в данной статье затронуто описание работы гидравлического оборудования разных модификаций пресса 250-600-4Э (2Э) в приложение к описанию вам предоставлены:
Чертеж цилиндра пресса 250-600-4э
Гидравлическая схема пресса 250-600-4Э ( с насосом 50НС6,3 Ухл4)
Гидравлическая схема пресса 250-600-4Э ( с насосом Н401У Ухл4)
Различия в модификациях прессов гидравлических 250-600-4э (2Э)
По типу применяемого гидравлического насоса существует две модификации
- С гидравлическим насосом 50НС6,3 Ухл4 и электродвигателем 4 КВт.

- С гидравлическим насосом Н401У Ухл4 и электродвигателем 7,5 КВт.
Разница между данными модификациями состоят в типах применяемых гидравлических насосов и принципе работы в соответствии с гидравлическими схемами.
Комплектация пресса 250-600-4Э
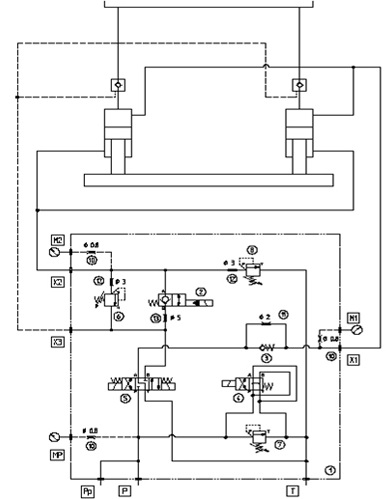
Конструктивно данные модификации прессов приблизительно одинаковые по комплектации и принципу работы, состоят из гидравлического насоса, предохранительного клапана гидравлической системы модификации с насосом Н401У применяется предохранительный клапан МКП 10 32 1 11 трубного монтажа, производства республики Армения, данный гидравлический клапан имеет ряд аналогов в следствии чего с заменой по причине выхода из строя сложностей не возникает , в модификации с насосом 50НС6,3 применяется предохранительный клапан модульного монтажа КПМ 6/3 В4, данный гидравлический клапан имеет ряд аналогов в следствии чего с заменой по причине выхода из строя сложностей не возникает, примером аналогов является клапан МКПВ 6/3м В3 производства Белоруссии, так-же существует ряд зарубежных аналогов данного клапана.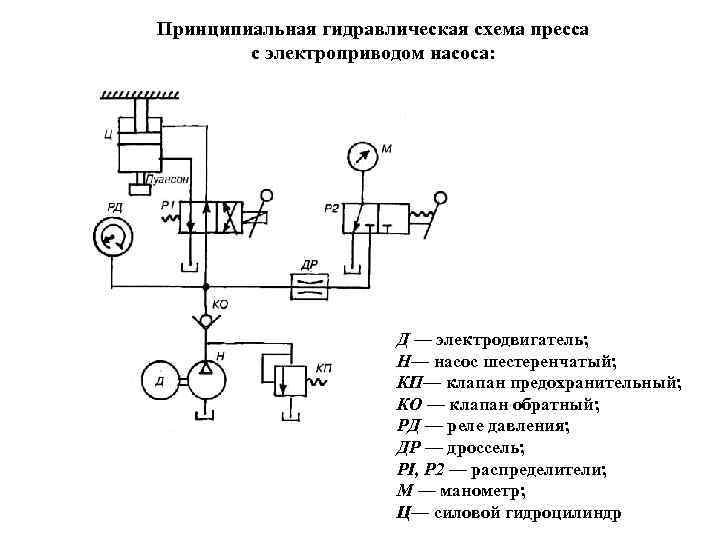 Клапан разности давления используемый в данных прессах применяется для регулирования давления подвода к перезарядчикам и настройки давления открывания клапанов наполнения КНС и клапана КУ(рис.2) или КО (рис.3).
Клапан разности давления используемый в данных прессах применяется для регулирования давления подвода к перезарядчикам и настройки давления открывания клапанов наполнения КНС и клапана КУ(рис.2) или КО (рис.3).
В гидравлической систему пресса используется гидравлический распределитель Ду=10- 574 схемы, в основном это гидрораспределитель ВЕ10 574А Г24 (или В110) вольт на гидравлических схемах (рис.2 и 3) видно последовательность его работы, управляющий сигнал поступающий на управление катушкой соленоида переключает распределитель из нулевого положения и объединяет подвод с основного потока к полости клапана КУ(рис.2) или КО (рис.3) которая под действием давления выдаваемого насосом открывается позволяя проходить рабочей жидкости к полости цилиндра быстрого хода и далее по схеме работы блока клапанов. При разгрузке пресса данный гидрораспределитель находясь в нейтральном состоянии пропускает рабочую жидкость для открывания клапана наполнения КНС и клапана КУ(рис.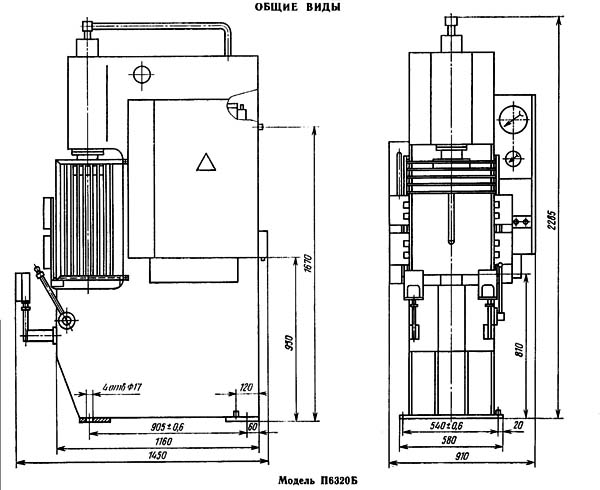 2) или КО (рис.3).
2) или КО (рис.3).
Главными элементами гидравлической системы пресса 250-600-4Э являются блок клапанов и клапан наполнения слива, и именно с ними связаны большинство неисправностей приводящих к отказу системы в следствии выработки седел, направляющих, сопрягаемых поверхностей. Существует несколько модификаций данных элементов различных по монтажу и сторонами подключения к гидравлической системе, в целом же конструктив всех типов реализует аналогичный функционал и для реализации гидравлической схемы может применяться любой вид данных клапанов вне зависимости от типа используемого гидравлического насоса.
Описание работы (после нажатия на кнопку пуск)
При нажатии кнопки пуск управления прессом поступает электрический сигнал на включение электродвигателя и соленоида гидравлического распределителя, при этом если гидравлика работает правильно, гидроцилиндр пресса начинает движение вверх. Скорость движения гидравлического цилиндра пресса 250-600 вверх до смыкания плит с установленными прессформами осуществляется за счет цилиндра быстрого хода, являющегося центральной частью главного цилиндра, в реализации данного функционала участвуют блок клапанов и клапан наполнения- слива, цилиндр быстрого хода подымает гидравлический цилиндр, во время этого движения происходит разряжение давления в раскрывающейся полости главного цилиндра, по мере его увеличения происходит открытие клапана наполнения который объединяет полость гидравлического цилиндра и ёмкость гидравлического бака расположенного выше для наполнения цилиндра, в момент остановки ускоренного движения вверх и смыкания прессформ подводной поток из гидравлического бака отсекается в следствии выравнивания давления происходит опускание запорного клапана в седло расположенное в корпусе клапана наполнения КНС, далее рабочая жидкость давлением свыше настройки пружины клапана КД 1 (рис. 2) или КД (рис.3) начинает воздействовать высоким давлением на площади основного цилиндра и цилиндра быстрого хода, по параметрам установленным на манометре ЭКМ подаётся сигнал на отключение электродвигателя и питания управления соленоидом гидравлического распределителя. Происходит выдержка под давлением по параметрам установленным на реле времени (режим вулканизации), по завершению времени вулканизации реле подаёт сигнал на включение электродвигателя (разгрузка пресса) рабочая жидкость через распределитель воздействует на элементы открытия клапанов, происходит опускание главного цилиндра за счет собственного веса (возврат в исходное состояние).
2) или КД (рис.3) начинает воздействовать высоким давлением на площади основного цилиндра и цилиндра быстрого хода, по параметрам установленным на манометре ЭКМ подаётся сигнал на отключение электродвигателя и питания управления соленоидом гидравлического распределителя. Происходит выдержка под давлением по параметрам установленным на реле времени (режим вулканизации), по завершению времени вулканизации реле подаёт сигнал на включение электродвигателя (разгрузка пресса) рабочая жидкость через распределитель воздействует на элементы открытия клапанов, происходит опускание главного цилиндра за счет собственного веса (возврат в исходное состояние).
Часто встречающиеся неисправности
Ускоренное движение вверх, если по какой то причине ускоренного движения не происходит, т.е. пресс 250-600 нет ускоренного хода.
Это может являться следствием потери производительности гидравлического насоса, повреждения или выработка на манжете цилиндра быстрого хода -позволяющим наполнять цилиндр быстрого хода и полость главного цилиндра одновременно, реже может являться следствием подклинивания главного цилиндра — при котором для движения главного цилиндра в верх требуется давление приближенное — равное или более настройки переключение клапана КД 1 (рис. 2) или КД (рис.3), ускоренный ход так-же не происходит при неправильной настройке данных клапанов — ниже усилия поднятия веса главного цилиндра, для модификации с насосом 50НС6,3 может быть неисправен клапан КО (рис.2) позволяющий пропускать поток в канал наполнения полости главного цилиндра в обход клапана КД1.
2) или КД (рис.3), ускоренный ход так-же не происходит при неправильной настройке данных клапанов — ниже усилия поднятия веса главного цилиндра, для модификации с насосом 50НС6,3 может быть неисправен клапан КО (рис.2) позволяющий пропускать поток в канал наполнения полости главного цилиндра в обход клапана КД1.
Набор рабочего давления пресс 250-600-4Э
Если по какой то причине набор рабочего давления пресса 250-600-4Э не происходит !!!
После смыкания плит пресса 250-600-4Э и набора давления переключения клапана давления на набор рабочего давления в главном цилиндре (определяется визуально по манометру высокого давления ЭКМ) Отсутствие высокого давления является следствием потери герметичности в клапане наполнения слива, через который гидравлическое масло вместо полости главного цилиндра уходит обратно в гидравлический бак, причинами выхода из строя данного клапана может быть зависание расположенного в корпусе штока клапана в следствии попадания загрязнения. повреждения или выработки.
повреждения или выработки.
Рабочее давление набралось но… после выхода на режим вулканизации сбросилось.
Причинами сброса набранного рабочего давления является:
Потеря герметичности клапана КУ(рис.2) или КО (рис.3) который является гидравлическим замком встроенным в блок клапанов.
Отсутствие герметичности в седле запорного элемента клапана КНС.
Наличие повреждения манжеты главного гидравлического цилиндра, определяется визуально в следствии пропускания рабочей жидкости в области прижимного кольца на гидравлическом цилиндре.
Команда на разгрузку поступила но цилиндр не опускается
Данная неисправность возникает в гидравлических вулканизационных прессах 250-600 в следствии ряда возможных причин, неисправен клапан КД 2 (рис.2) или КГ (рис.3) или данный клапан настроен на давление менее необходимого для открытия запорных клапанов в клапанах КУ(рис.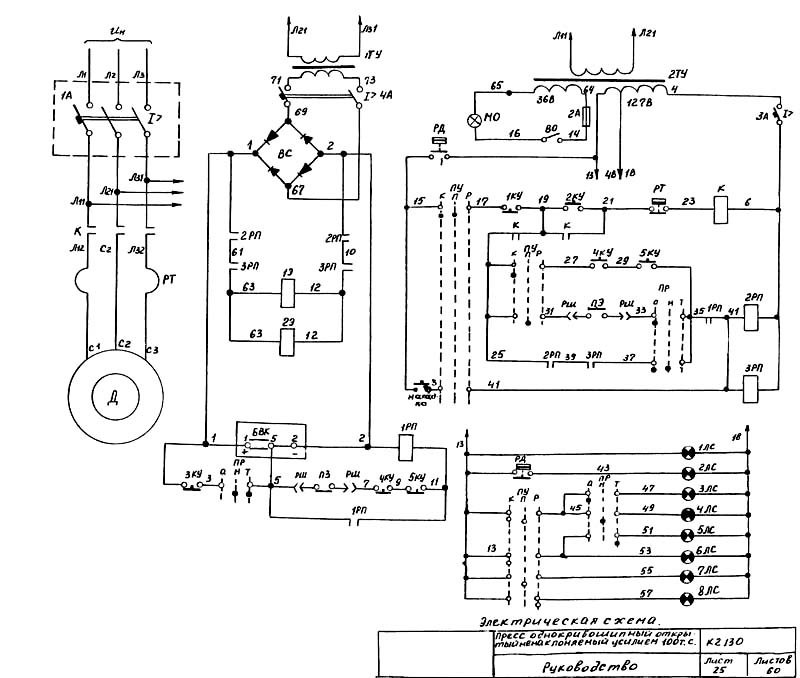 2) или КО (рис.3), и КНС, давление настройки данного клапана 50бар.
2) или КО (рис.3), и КНС, давление настройки данного клапана 50бар.
Так-же данная неисправность может быть причиной повреждения резиновых манжет (уплотнения) в клапане КНС и КУ(рис.2) или КО (рис.3) установленных на поршне отвечающем за открывание клапана, в следствии чего рабочая жидкость вместо открывания данных клапанов перетекает через них в канал Т связанный с гидравлическим баком.
Причиной может являться неисправный гидравлический распределитель препятствующий прохождению потока в заданном направлении.
Наиболее часто встречающейся причиной является всё-же неисправность элемента отвечающего за раскрытие пресса находящегося в блоке клапанов, элемент КУ(рис.2) или КО (рис.3), определяется это визуально, если в момент раскрытия пресса давление на манометре ЭКМ сбросилось, а гидравлический цилиндр находится в верхнем положен (не опускается) это означает то что он заперт давлением оставшимся в цилиндре быстрого хода, за сброс с которого отвечает данный клапан вместе с гидравлическим распределителем посредствам которого рабочая жидкость возвращается в гидробак.
После нажатия на кнопку пуск пресса 250-600 включается электродвигатель но движения цилиндра вверх не происходит.
Возможной неисправностью является обрыв провода управления катушкой соленоида, выход из строя катушки соленоида, заклинивание золотника распределителя .
Пресс долго переключается на набор высокого давления, при этом слышен характерный шипящий звук.
Неправильная настройка клапана КД 1 (рис.2) или КД (рис.3), или выработка на штоке клапана и сопрягаемом отверстии.
Повреждение манжеты
Настройка скорости движения вверх цилиндра пресса 250-600-4Э (смывание плит)
Настройка скорости перемещения осуществляется клапаном КД 1 (рис.2) или КД (рис.3), давление настройки клапана должно быть больше давления необходимого для подъема веса главного гидравлического цилиндра, если давление настройки будем ниже необходимого то рабочая жидкость вместо цилиндра быстрого хода будет подаваться в полость цилиндра быстрого хода и полость главного цилиндра, следствием этого будет очень медленное движение цилиндра вверх, давление настройки раскрытия данного клапана 90-100 бар.
Наружные течи по гидравлическому цилиндру пресса 250-600
Наружные утечки по гидравлическому цилиндру возможны по нескольким причинам, главной из них является повреждение манжеты главного цилиндра, при появлении утечек масла замените манжету, прежде чем менять проведите визуальный осмотр, т.е. определите место течи- это важно !!! Если течь происходит по внутренней стороне манжеты сопрягаемой с движущейся частью цилиндра данную течь устранит замена манжеты, если течь по торцевому соединению прижимного кольца т.е. с боку корпуса цилиндра то при замене манжеты необходимо очистить от загрязнения наружную сторону посадочного места манжеты и произвести осмотр на наличие механических повреждений , при наличии из необходимо устранить.
После замены манжеты главного цилиндра течь не устраняется или возобновляется через короткое время эксплуатации
- Замените установленную манжету на качественную (смените поставщика или производителя манжет)
- При замене устанавливайте манжеты только проверенных производителей, так-же возможно установление манжеты данного размера из полиуретана (из практики служат более долгое время по отношению к резиновым)
- Если течь масла по штоку гидравлического цилиндра возобновилась через короткое время эксплуатации проведите следующие работы:
— Извлеките все прессформы из окон пресса, переведите рабочий режим пресса из режима автомат в ручной и начните смыкание пресса с нагревательными плитами практически до самого верха оставив при этом не сомкнутое пространство примерно 50-70 мм, отключите движение вверх, гидравлический цилиндр при этом остановится и опускаться не будет т. к. находится в запертом состоянии.
к. находится в запертом состоянии.
При помощи любого подручного инструмента попытайтесь подвигать шток из стороны в сторону за основную плиту верней части штока, замеряйте свободный ход в разные стороны по завершению опустите шток в исходное состояние.
Демонтируйте манжету и осмотрите её внутреннюю часть на наличие повреждений, особенно уделяя внимание стороне в которую был максимальный свободный ход, наличие повреждений свидетельствует о необходимости замены бронзовой втулки расположенной в полости главного цилиндра.
Из практики небольшой люфт в несколько мм, в верхней точке и отсутствие повреждений говорит о том что замены втулки не требуется, если манжета повреждена, то как правило это выглядит так что большинство ремонтных служб полагают что манжета исправна. Для справки- в основном повреждается не рабочая часть манжеты. При наличии повреждений замените манжету.
Существует ещё ряд возможных неисправностей которые являются совокупностью разных причин, определяются на основании диагностики работы пресса 250-600
Что характерно
По статистике обращений с заявками на ремонт гидравлического привода данного пресса, есть определенная закономерность, большинство прессов были введены в эксплуатацию более 20 лет назад, в следствии чего гидравлическая система имеет выработку по всем элементам, часто неисправности являются комплексными, большинство наших заказчиков уже многократно проводили самостоятельные ремонты, с устранением неисправности на короткий срок, притирка клапанов и т. д., хотелось бы обратить внимание на то что притираемые клапана изначально термически обработаны. Термическая обработка при изготовлении данных элементов носит не объемный, а поверхностный характер, притирая данные клапана вы удаляете верхний термически обработанный слой высвобождая в сопряжение посадочного места клапана сталь без термически обработанного слоя. Результат такого восстановления либо кратковременный либо отсутствует с самого начала, попытки изготовления отдельно штока клапана дорогостоящие и малоэффективные в следствии того что ответной рабочей частью клапана является корпус, который за многие годы эксплуатации приработался под геометрические размеры с элементами износа старого штока клапана.
д., хотелось бы обратить внимание на то что притираемые клапана изначально термически обработаны. Термическая обработка при изготовлении данных элементов носит не объемный, а поверхностный характер, притирая данные клапана вы удаляете верхний термически обработанный слой высвобождая в сопряжение посадочного места клапана сталь без термически обработанного слоя. Результат такого восстановления либо кратковременный либо отсутствует с самого начала, попытки изготовления отдельно штока клапана дорогостоящие и малоэффективные в следствии того что ответной рабочей частью клапана является корпус, который за многие годы эксплуатации приработался под геометрические размеры с элементами износа старого штока клапана.
Резюме: Если уж менять то клапан в сборе.
Так-же вам возможно будет полезна следующая информация, где инженер нашей компании описывает функционал пресса после проведенной модернизации пресса 250-600-4Э:
Описание функционала (нажать ссылку для просмотра) — https://youtu. be/89HemYkSp2k
be/89HemYkSp2k
Сталкиваясь в процессе работ с выходом из строя главных гидравлических блоков пресса 250-600-4Э аналогов которым не существует наша компания при проведении модернизаций использует данные блоки собственного производства, при выходе из строя гидравлических элементов пресса 250-600-4Э их можно приобрести в нашей компании.
Блоки клапанов (нажать ссылку для просмотра)
http://mirgidravliki.ru/shop/klapan-napolneniya-pressa-250-600-4/
http://mirgidravliki.ru/shop/blok-klapanov-pressa-250-600-4e/
Варианты модернизаций пресса 250-600 (нажать ссылку для просмотра)
http://mirgidravliki.ru/shop/category/gidravlika-pressa-250-600-4e/
Так-же в нашей компании вы можете приобрести иные комплектующие для ремонта пресса 250-600-4Э
- Клапан разности
- Насосы гидравлические ( Н401У, 50НС6,3, Бг12-42)
- Клапан предохранительный
- фильтр
- Манометры
- Гидрораспределитель для пресса 250-600
- Шкаф электроавтоматики на базе ПЛК с программой работы пресса, на выбор предоставляется 3 вида возможного управления (управлением с панели ПЛК, отдельное управление с лицевой части пресса, или отдельное управление с лицевой части пресса с панели тачскрин)
ЗИП
В нашей компании вы можете купить комплект уплотнений, манжета главного цилиндра 1-340×320-2а, манжета цилиндра быстрого хода 1-78×63-2а, манжета поршня клапана наполнения 1-60×50-2a , манжета поршня блока клапанов 1-40×30-2a, кольцо уплотнительное торца цилиндра быстрого хода 145-150-30-2-3, кольца уплотнительные для монтажа гидрораспределителя 013-016-19 и иные уплотнения гидравлического оборудования.
Если вы хотите провести модернизацию пресса 250-600-4Э силами нашей организации, по вопросам сотрудничества обращайтесь по контактным телефонам Инженерно проектного центра Мир Гидравлики+7 (4852) 33-82-08, +7 (910) 973-82-08или на e-mail:[email protected]
Пример проведенной модернизации.
Ссылки для просмотра видео (нажать ссылку для просмотра)
Перед модернизацией — https://youtu.be/h9qFbx3rO4A
После модернизации часть 1 — https://youtu.be/3sPx7gsh0uA
После модернизации часть 2 — https://youtu.be/XjjJLUB-62g
Описание функционала — https://youtu.be/89HemYkSp2k
Так же существует ещё похожая модификация пресса выпускавшаяся под названием пресс PHG 60-212, отличительной особенностью данного пресса является цельный гидравлический цилиндр и индивидуальная гидростанция, на базе комплектующих ORSTA, но об этом в другой раз.
Рис. 1 Гидравлический цилиндр пресса 250-600-4Э сборочный чертеж (для увеличения нажать на фото )
1 Гидравлический цилиндр пресса 250-600-4Э сборочный чертеж (для увеличения нажать на фото )
Рис.2 Схема гидравлическая пресса 250-600-4э с насосом 50НР6,3 (для увеличения нажать на фото )
Рис.3 Схема гидравлическая пресса 250-600-4э с насосом Н401У (для увеличения нажать на фото )
С уважением Инженерный центр «Мир Гидравлики»
Страница в разработке
П6324 Пресс гидравлический одностоечный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6324
Производителем и головным разработчиком гидропресса П6324 является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения .
Производителем пресса П6324, также, является Тамбовский завод технологического оборудования.
В настоящее время пресс П6324 производит, также, ООО СО «ПРЕССМАШ», г. Москва. Адрес сайта: https://sopressmash.ru
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432
— пресс гидравлический рамный для пластмасс 1600 кН - ДГ2434
— пресс гидравлический рамный для пластмасс 2500 кН - ДГ2436
— пресс гидравлический рамный для пластмасс 4000 кН - ДЕ2426
— пресс гидравлический рамный для пластмасс 400 кН - ДЕ2428
— пресс гидравлический рамный для пластмасс 630 кН - ДЕ2430
— пресс гидравлический рамный для пластмасс 1000 кН - П6320
— пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН - П6320Б
— пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН - П6324
— пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН - П6324Б
— пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН - П6326
— пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН - П6328
— пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН - П6328Б
— пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН - П6330
— пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН - П6334
— пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН - ПД476
— пресс гидравлический рамный для пластмасс 1600 кН
Лучшие ручные гидравлические прессы
Подобные модели приводятся в действие с помощью ручных гидронасосов. Они не отличаются высокой производительностью, однако стоят гораздо ниже аналогов. Предназначены для нерегулярных работ.
Mega PRD20
4.9
★★★★★
оценка редакции
94%
покупателей рекомендуют этот товар
Модель оснащена крупноразмерным манометром, обеспечивающим контроль давления. Он расположен на уровне глаз для удобства считывания показаний. Рабочий стол может быть отрегулирован по высоте, для его быстрого перемещения предусмотрена длинная лебедка.
Он расположен на уровне глаз для удобства считывания показаний. Рабочий стол может быть отрегулирован по высоте, для его быстрого перемещения предусмотрена длинная лебедка.
Создаваемое усилие достигает 20 тонн, габариты самого пресса — 890х490х1900 мм. Легкий доступ к гидравлическим компонентам упрощает обслуживание устройства.
Владелец имеет возможность зафиксировать его на поверхности с помощью специальных болтов. Для сбора обработанных элементов, смазки, грязи и прочих отходов предусмотрен вместительный лоток.
Достоинства:
- устойчивая конструкция;
- легкость обслуживания;
- удобство использования;
- индивидуальная настройка;
- ограничитель нагрузки.
Недостатки:
- сложность транспортировки.
Mega PRD20 стоит приобрести для установки подшипников, исправления деформированных деталей и прочих работ. Отличный выбор для использования в автосервисе или домашней мастерской.
Trommelberg SD200825
4. 9
9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Применение двухскоростного привода в этой модели позволяет штоку быстро достигать поверхности детали. Прочная возвратная пружина обеспечивает его перемещение в исходное положение.
Благодаря механической лебедке оператор имеет возможность установить рабочий стол в одной из девяти доступных позиций.
Габариты устройства — 1030х800х1877 мм, вес 298 кг. Для контроля прикладываемого усилия предусмотрен стрелочный указатель. Прочная и устойчивая конструкция гарантирует аккуратное проведение работ.
Достоинства:
- легкость обслуживания;
- устойчивость;
- широкий стол;
- прочная рама;
- контроль усилия.
Недостатки:
- пресс большой и тяжелый.
Trommelberg подойдет для снятия и установки зубчатых колес, ступичных подшипников, шкивов и иных деталей. Прекрасный выбор для работы с крупногабаритными элементами.
Nordberg N3620
4.9
★★★★★
оценка редакции
92%
покупателей рекомендуют этот товар
Возможность перемещения цилиндра по горизонтали способствует более точной и аккуратной работе. Автоматический возврат поршня облегчает эксплуатацию пресса в интенсивном режиме. Манометр диаметром 90 мм удобен для восприятия и виброустойчив благодаря заполнению глицерином.
Габариты машины — 826х560х1545 мм, усилие составляет 20 тонн. Защиту от чрезмерного давления обеспечивает предохранительный клапан.
Положение стола может быть отрегулировано в зависимости от текущих потребностей оператора. Сварная конструкция рамы не деформируется под воздействием большой нагрузки.
Достоинства:
- прочная рама;
- возврат поршня;
- долгий срок службы;
- широкий стол;
- удобство использования.
Недостатки:
- крупные габариты.
Nordberg N3620 будет полезен при монтаже деталей. Пресс подойдет для эксплуатации в гараже или автосервисе.
Пресс подойдет для эксплуатации в гараже или автосервисе.
AE&T Т61220М
4.7
★★★★★
оценка редакции
85%
покупателей рекомендуют этот товар
Модель обладает устойчивой и прочной конструкцией. Для визуального контроля давления предусмотрен манометр. Ширина стола 550 мм дает возможность размещать на нем крупноразмерные детали.
Усилие составляет 20 тонн, габариты — 1770х742х700 мм. В комплектацию включен насос. Рабочий цилиндр пресса способен смещаться вдоль рамы в обе стороны на 240 миллиметров. Относительно небольшой вес (85 кг) позволяет самостоятельно разместить оборудование в помещении.
Достоинства:
- малые габариты;
- широкий стол;
- удобный для восприятия манометр;
- прочная рама.
Недостатки:
- невысокая производительность.
AE&T Т61220М предназначен для прошивки, правки, листовой штамповки, калибровки. Рекомендован к использованию в ремонте или при установке деталей автомобиля.
ЧИТАТЬ ТАКЖЕ
10 лучших компакторов
П6324 Пресс гидравлический одностоечный. Назначение, область применения
Машина П6324 разработана в 1977 году. Разработчик ПО Гидропресс г. Оренбург.
Пресс гидравлический одностоечный без гидроподушки П6324 предназначен для выполнения широкого круга работ: запрессовки — выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6324, усилием 250кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка — при оснащении правильным инструментом и правильным столом;
- точная правка — при оснащении устройством для точной правки и, при необходимости, правильным столом.
Прессы могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6324, кроме того, имеют возможность встройки в автоматическую линию или комплекс. По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 — механизмом точной правки.
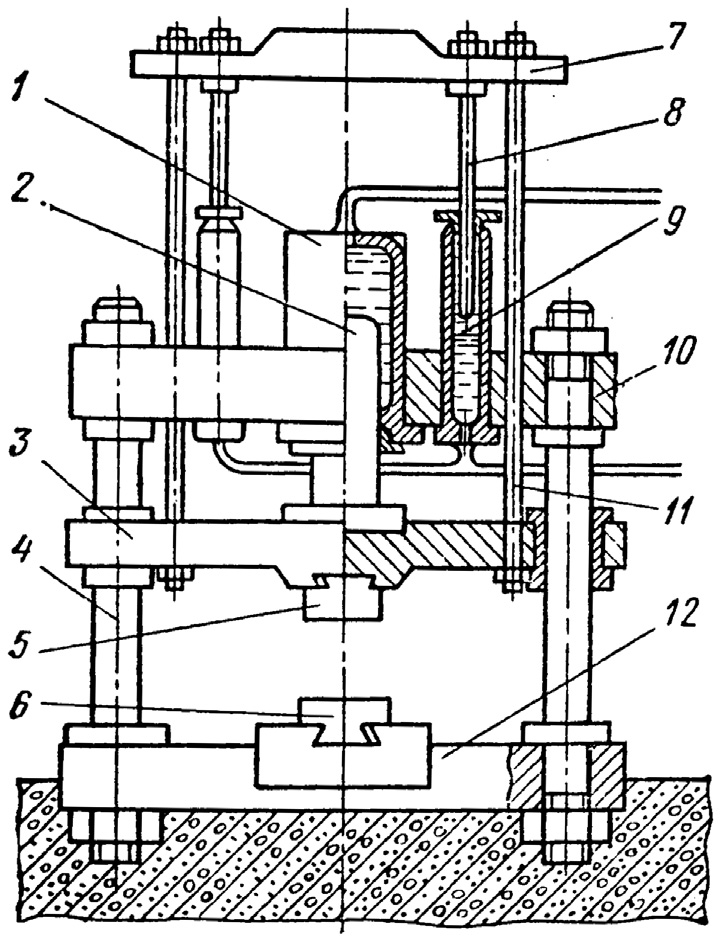
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр — поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.

Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
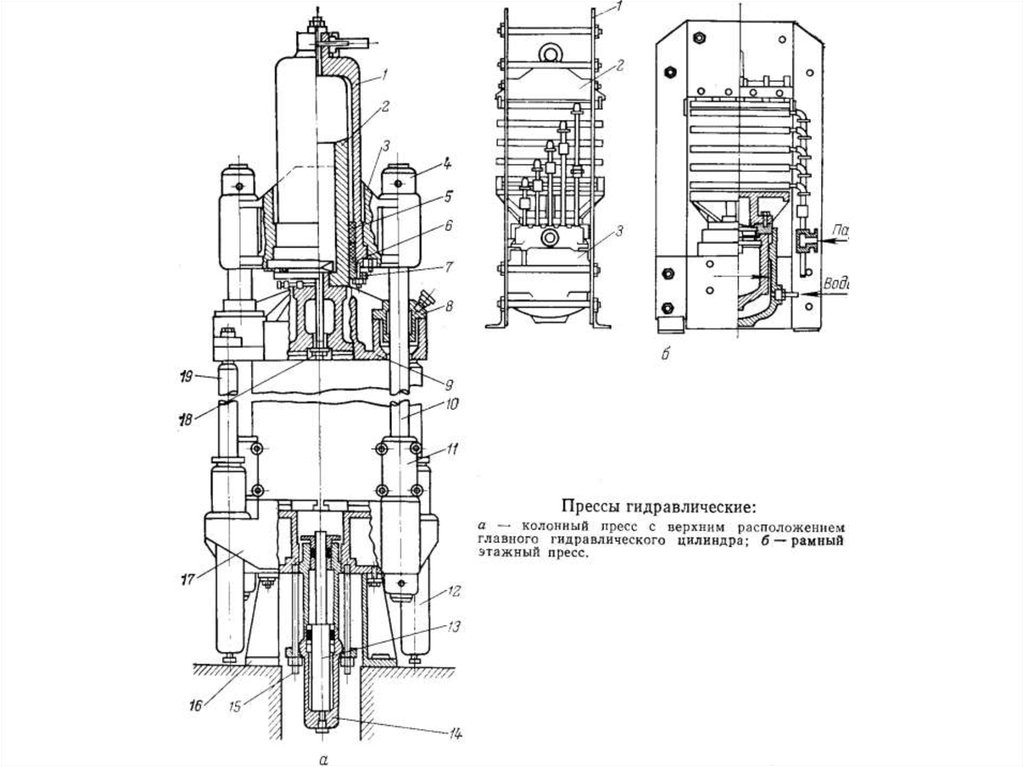
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Обозначение гидравлических прессов
Значения первых двух цифр в обозначениях гидравлических прессов:
- П32 — пресс листоштамповочный, отбортовочный
- П60, П61, П63 — пресс одностоечный правильно запрессовочный
- П31, П34 — пресс одностоечный простого действия
- П33 — пресс рамный двойного действия
За двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
| Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН |
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения гидравлических прессов:
- П6320Б — 100 кН, пресс одностоечный правильно запрессовочный
- П6328Б — 630 кН, пресс одностоечный правильно запрессовочный
- П6330 — 1000 кН, пресс одностоечный правильно запрессовочный
- П6334 — 2500 кН, пресс одностоечный правильно запрессовочный
Устройство гидравлического пресса
Гидравлический пресс — это устройство для воздействия на различные изделия большим давлением. Главным принципом пресса является закон Паскаля и принцип гидравлического рычага. Для понимания устройства гидравлического пресса рассмотрим подробнее формулы.
Главным принципом пресса является закон Паскаля и принцип гидравлического рычага. Для понимания устройства гидравлического пресса рассмотрим подробнее формулы.
Схема гидравлического рычага
Функционирует пресс на основе принципа гидравлического рычага, которой похож на принцип механического, то есть прикладывая меньшую силу мы получаем большую отдачу.
Берем 2 сообщающихся сосуда разного диаметра S1 и S2 как показано в схеме гидравлического пресса Рис. 127, и применить к ним силу которая оказывает давление. Мы делаем это при помощи 2 грузиков разной массы, чем больше масса грузика, тем больше сила, действующая на жидкость. У нас получилось 2 силы F1 и F2.
Формула описывает принцип работы гидравлического рычага:
Формула пресса гидравлического
Из формулы видно, чтобы в сосудах сохранялось равновесие нам нужна сила F2 большая чем сила F1. Из этого следует что, имея меньшую силу на одном сосуде получаем прирост силы на другом сосуде и чем больше отношение площадей, тем больший прирост силы мы получаем. Для тех, кто не понял, чем меньше S1 а S2 больше, тем эффективнее пресс у нас получится.
Общий вид гидравлического пресса П6324
Как работает гидравлический пресс?
Гидравлический пресс – это сжимающее устройство, в котором используется сила, приложенная к жидкости, для создания результирующей силы в соответствии с законом Паскаля. На самом деле он был изобретен Джозефом Брамой, поэтому он также известен как Bramah Press.
На самом деле он был изобретен Джозефом Брамой, поэтому он также известен как Bramah Press.
Что такое закон Паскаля? Объяснение гидравлического принципа
Закон Паскаля — это теория, согласно которой давление (P) в замкнутой жидкости, вызванное силой (F1), на площадь (A1) передается без уменьшения, вызывая силу (F2), на площадь (A2 ). Этот закон можно применить, чтобы увеличить небольшую силу на отношение площадей, чтобы получить большую силу — F2 = F1 (А2/А1).
Как гидравлический пресс использует закон Паскаля?
В гидравлическом прессе небольшая механическая сила (F1) прикладывается к небольшой площади (A1). Когда жидкость перемещается в одном месте, она неизбежно перемещается в другое место внутри этого канала. Затем большая площадь (A2) создает увеличенную механическую силу (F2). Сила передается через гидравлическое давление, создаваемое начальным усилием F1.
Для чего используется гидравлический пресс?
Гидравлический пресс может иметь множество применений. Обычно лабораторный гидравлический пресс используется для подготовки образцов к анализу путем их прессования в гранулы или тонкие пленки. Частицы сжимаются вместе, создавая однородный образец, идеально подходящий для спектроскопического исследования.
Обычно лабораторный гидравлический пресс используется для подготовки образцов к анализу путем их прессования в гранулы или тонкие пленки. Частицы сжимаются вместе, создавая однородный образец, идеально подходящий для спектроскопического исследования.
Ручной гидравлический пресс Specac — классический пример пресса Bramah. Пользователь прикладывает давление вручную, используя ручку для подачи давления в систему гидравлической жидкости. Это давление передается на вторичную зону, и результирующая сила может достигать 25 тонн.
FTIR-спектроскопия является примером аналитического метода, в котором используются образцы, приготовленные с помощью гидравлического пресса. KBr (бромид калия) часто смешивают с измельченными образцами и прессуют в гранулы, которые затем используются для инфракрасного спектроскопического анализа. Подходящие смеси порошков также могут быть спрессованы с образованием гранул аналогичным образом для определения их композиционного состава.
Измельченные или тонкоизмельченные порошкообразные образцы помещают внутрь «таблетки».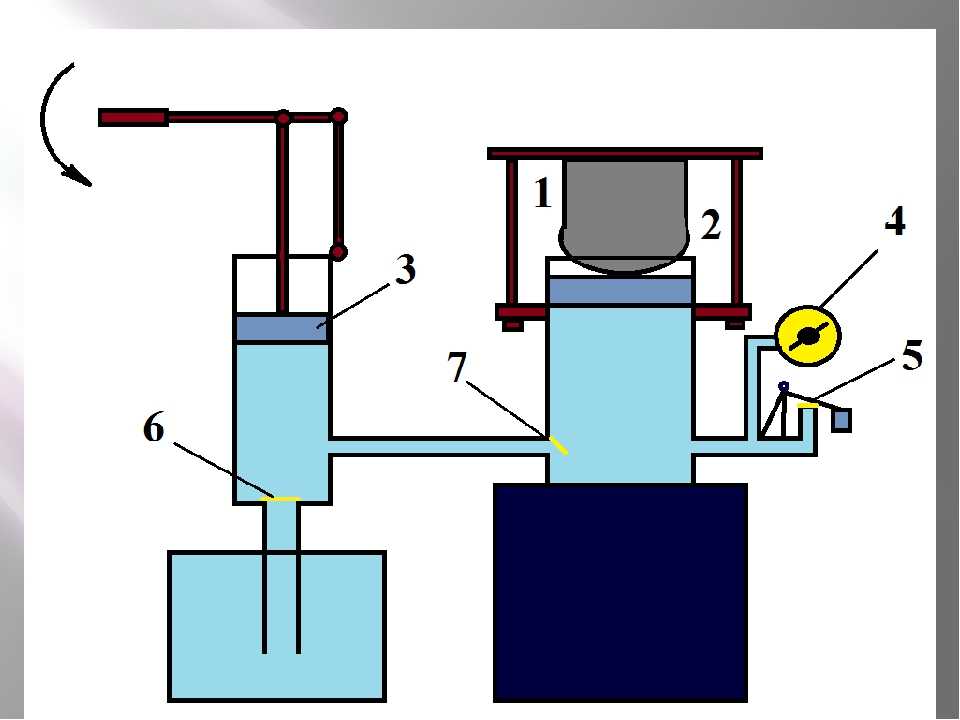 Это прочный контейнер для образца, в котором внутри пресса помещается матрица с образцом. Когда матрица сжимается внутри гидравлического пресса, внутренний поршень узла матрицы прижимается к находящемуся внутри образцу.
Это прочный контейнер для образца, в котором внутри пресса помещается матрица с образцом. Когда матрица сжимается внутри гидравлического пресса, внутренний поршень узла матрицы прижимается к находящемуся внутри образцу.
Другие области применения гидравлических прессов включают в себя разделение образцов для испытаний на растяжение. Компания Sun Chemical уже более 30 лет использует один и тот же ручной гидравлический пресс, занимаясь именно этим.
Различные типы гидравлических прессов
Компания Specac предлагает два типа механических (электрических) гидравлических прессов и два типа ручных гидравлических прессов. Доступные ручные прессы могут быть полноразмерными или ручными. Электрические прессы поставляются с сенсорными светодиодными экранами и программируемыми нагрузками или без них.
Электрические прессы поставляются с сенсорными светодиодными экранами и программируемыми нагрузками или без них.
Мини-гранулятор
Mini-Pellet Press — это ручной гидравлический пресс, идеально подходящий для прессования 7-миллиметровых таблеток KBr для инфракрасной спектроскопии. Он прочный и долговечный, как и более крупный ручной пресс, но легче и портативнее. Работает при двухтонной нагрузке.
Ручной гидравлический пресс
Ручной гидравлический пресс является популярным лабораторным и промышленным прессом, поскольку он экономичный, надежный, стабильный и мощный. Он работает с нагрузкой 15 или 25 тонн, но может быть переоборудован для более низкой нагрузки.
Силовой автоматический гидравлический пресс
Power Press — это надежный автоматический гидравлический пресс с усилием 8, 15 и 25 тонн, с низким уровнем шума и микропроцессорным управлением загрузкой и разблокировкой.
Автоматический пресс Autotouch очень похож на Power Press, но более совершенен. Он имеет светодиодный сенсорный экран, который можно использовать для программирования сложных нагрузок. Он поставляется в вариантах 8, 15, 25 или 40 тонн.
Надеемся, вы узнали что-то новое о гидравлическом прессе!
Подводя итоги нашего ассортимента лабораторных гидравлических прессов:
- Мини-пресс представляет собой портативное легкое устройство, обеспечивающее давление до 2 тонн, идеально подходящее для прессования гранул KBr.
- Ручной гидравлический пресс — это классический пресс Bramah, идеально подходящий для прессования гранул XRF, гранул KBr или других видов гранул. Он также используется для создания фильмов.
- Гидравлический пресс Power — это прочный гидравлический пресс с электронным управлением, рассчитанный на давление до 25 тонн.
- Гидравлический пресс Autotouch — это передовой ведущий в отрасли электронный пресс с усилием до 40 тонн, многоязычным светодиодным экраном и возможностью программирования и сохранения циклов прессования.
Поделиться
Быстрый четырехстоечный гидравлический пресс/Быстрый четырехстоечный гидравлический пресс
Производитель гидравлического пресса
Четырехстоечный гидравлический пресс представляет собой разновидность машины с жидкостью в качестве рабочей среды, которая использует статическое давление жидкости для передачи энергии для реализации различных процессов . Принцип основан на законе Паскаля . Гидравлический пресс с четырьмя стойками состоит из четырех колонн. Верхняя и нижняя балки образуют раму гидравлического пресса, который обычно используется для выполнения процессов прессования и прессования.
Получите мгновенное предложение
Гидравлический пресс может выполнять больше процессов
Он используется для штамповки, штамповки, формовки, поверхностного растяжения, формовки и сборки под давлением металлических или неметаллических деталей, штамповки пластиковых пластин, прессования порошковых продуктов и т.д.
上一个
下一个
Каждая машина была нарисована CAD и 3D чертежами профессиональными инженерами!
Нестандартная настройка конструкции: интеллектуальное оборудование, такое как многопозиционное устройство поворотного стола, устройство подъема цилиндра, устройство приема материала, устройство расширения бокового цилиндра с подвижным столом. Он может быть оснащен системой охлаждения, функцией поддержания давления, реле давления, дисплеем для измерения силы, человеко-машинным интерфейсом ПЛК и т. д.
консультационная служба
Справочник по параметрам общей конфигурации
Все параметры могут быть настроены, что делает гидравлический пресс более подходящим для необходимого вам процесса Цилиндр управляет ходом и положением цилиндра с помощью времени или бесконтактного переключателя
Safety grating
1 的 5
- « 上一个
- 下一个 »
Cylinder
2 的 5
- « 上一个
- 下一个 »
Hydraulic station
3 的 5
- « 上一个
- 下一个 »
Two hand start button
4 的 5
- «上 一 个
- 下 一 个»
Панель электрического управления
5 的 5
- «上 一
- 下 个 个»
 к тому факту, что мы можем настроить различные модели, которые будут гибко применимы к большему количеству сценариев
к тому факту, что мы можем настроить различные модели, которые будут гибко применимы к большему количеству сценариев4-стоечный гидравлический пресс
Он может выполнять штамповку, штамповку, формование, высечку, штамповку, вырубку металлических или неметаллических деталей и прессование порошковых продуктов.
Получить мгновенную смету
Прессы с С-образной рамой
Он может выполнять штамповку, штамповку, формование, высечку, штамповку, вырубку металлических или неметаллических деталей и прессование порошковых продуктов.
Уточнить цену
Напольный гидравлический пресс
Он может выполнять штамповку, штамповку, формование, высечку, штамповку, вырубку металлических или неметаллических деталей и прессование порошковых продуктов.
Получить мгновенную смету
Быстродействующий четырехстоечный гидравлический пресс
Он может выполнять штамповку, штамповку, формование, высечку, штамповку металлических и неметаллических деталей и прессование порошковых продуктов.
Получить мгновенную цитату
C рама
Пол тип
Hot Pres0003
Hot Press
Type Type
Численное управление
Горизонтальный тип
ПРЕССИЯ ПЛАТА какая модель вам нужна, пожалуйста, свяжитесь с нами, и мы предоставим вам наиболее подходящее решение
- Регулировка давления
- Регулировка времени
- Регулируемая позиция
- Размер таблицы может быть заказан
- Высококачественные электрические аксессуары
- Функции. и диапазон регулирования давления большой. Высокая эффективность и низкое энергопотребление значительно улучшают качество пресс-фитингов.
- Давление, ход и высоту закрытия можно регулировать в соответствии с требованиями процесса прессования.

- Высота открытия, ход и размер рабочего стола пресса могут быть настроены в соответствии с технологическими потребностями клиентов.
Воспроизвести видео о машинах yiqi
Dongguan Yiqi Machinery Co., Ltd
Это наша собственная фабрика. Нет посредников, которые зарабатывают разницу в цене!
上一个
下一个
Сертификат
Пришло время ожидать большего.
Вы можете заранее сообщить нам о сертификатах, требуемых местными машинами и оборудованием, и мы предоставим различные типы подлинных и действительных сертификатов в кратчайшие сроки. , Weiye Road, вторая промышленная зона, община Ляньху, город Танся, город Дунгуань
Телефон
+86 18002922652
Эл. дизайн для промышленности.
Имя
Эл.0003
Подтверждение параметров и функций машины
2-3 дня
Инженерные чертежи
После того, как наши инженеры реализуют схему машины, чертеж
5-7 дней
Ассортимент
3 Подготовка материалов
2 сырье машины после ознакомления со схемой чертежа
3-5 дней
Краска для запекания материала
Запекание краски из обрабатываемых материалов или другие технологические требования
3-5 дней
Установка
Машина будет установлена на семинаре
1-2 дня
Отладка
Функции.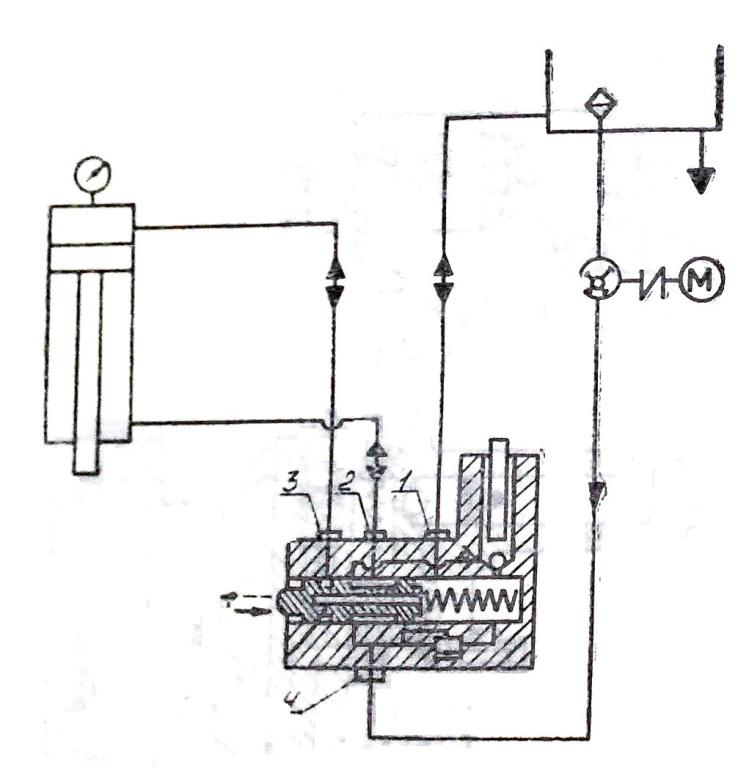
упаковка
Машина будет упакована вспененной и водонепроницаемой стрейч-пленкой, а затем снаружи прибита деревянными ящиками, предназначенными для экспорта
Доставка обычно осуществляется в течение 15-25 рабочих дней
отзыв
наши услуги были проверены многими клиентами.
После получения оборудования его можно использовать после включения. Он безопасен и удобен в использовании, а эффективность штамповки оборудования значительно повышена.
Томас
Гидравлический пресс, настроенный в соответствии с нашими требованиями, использовался более трех месяцев, и результаты реакции мастерской показывают, что штампованные подшипники могут соответствовать требованиям
Брайант Уокер
Доступная цена. Поиск производителя экономит деньги и усилия
Jon Voight
Температура горячего пресса стабильна, а давление в оборудовании можно регулировать, что значительно повышает эффективность использования
Susanna
| ||||||||
Премия и конкурс A’ Design Award and Competition направлены на то, чтобы подчеркнуть превосходную квалификацию лучших дизайнеров, дизайнерских концепций и ориентированных на дизайн продуктов во всем мире во всех творческих дисциплинах и отраслях.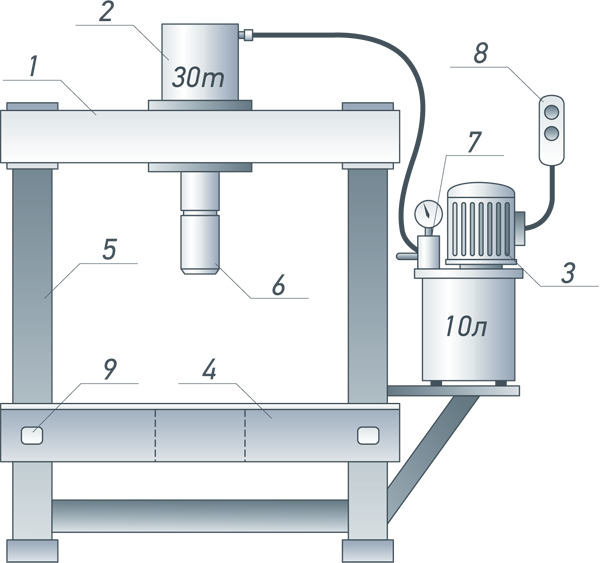 | ||||||||
Зарегистрируйтесь и отправьте свой дизайн сейчас, чтобы получить бесплатную предварительную оценку вашего дизайна.
| ||||||||
Основная цель премии — создать рекламу, PR и рекламные возможности для лауреатов премии в области дизайна, одновременно поддерживая глобальную культуру дизайна, создавая стимулы для участников, чтобы они придумывали превосходные проекты для лучшего будущего. Премия и конкурсы A’ Design Award и конкурсы организуются и присуждаются ежегодно и на международном уровне в самых разных категориях. Каждый год проекты, ориентированные на инновации, технологии, дизайн и креативность, награждаются премией A’ Award. В то время как реализованные проекты находят возможности для публикации, выхода на новые рынки и встречи с широким кругом покупателей для своих существующих продуктов, организация также помогает творческим умам и стартапам встречаться с деловыми людьми для реализации своих идей продукта. Премия и конкурс A’ Design Award и конкурс имеют очень хорошо разработанную методологию выбора лучших проектов с использованием строгих критериев оценки, процессов слепого оценивания, нормализации оценок, перекрестного сопоставления и многого другого, чтобы награждать только лучших дизайнеров и фирмы, которые действительно заслуживают особого признания. Логотип A’ Design Award & Competition, присуждаемый международными экспертами, пользуется доверием во всем мире и обозначает проверенное временем качество дизайна. Компании и дизайн-студии используют свою победу в конкурсе A’ Design Award как видимый символ в своих коммуникациях. Для потенциальных клиентов логотип лауреата премии A’ Design Award является ориентиром при поиске лучших дизайнов и креативных услуг на рынке. Узнайте о преимуществах здесь. Участие в конкурсе A’ Design Award & Competition демонстрирует стремление к инновациям, перепроектированию, переосмыслению и мужество сравнивать себя с другими в соревнованиях. Целью A’ Design Award является выделение, реклама и защита хорошего дизайна, а также предоставление победителям широкой и интенсивной рекламы, славы и престижа.
| ||||||||
| ||||||||
 . Зарегистрировавшись, вы также получите некоторые преимущества, такие как включение вашего имени в список World Design Index.
. Зарегистрировавшись, вы также получите некоторые преимущества, такие как включение вашего имени в список World Design Index. A’ Design Awards — это главный ежегодный конкурс дизайна с участием жюри, который награждает лучших дизайнеров, архитекторов, инженеров, дизайн-студий, бренды и компании, ориентированные на дизайн, со всего мира, чтобы обеспечить им известность, известность и признание.
A’ Design Awards — это главный ежегодный конкурс дизайна с участием жюри, который награждает лучших дизайнеров, архитекторов, инженеров, дизайн-студий, бренды и компании, ориентированные на дизайн, со всего мира, чтобы обеспечить им известность, известность и признание. Жюри премии A’ Design состоит из академиков, профессионалов, представителей предприятий и фокус-групп и следует строгим правилам, чтобы обеспечить справедливую и этичную оценку.
Жюри премии A’ Design состоит из академиков, профессионалов, представителей предприятий и фокус-групп и следует строгим правилам, чтобы обеспечить справедливую и этичную оценку.
 Награда за дизайн. Ниже приведен список предметов, которые получают награду «A’ Design Prize». Нажмите на ссылку, чтобы узнать больше.
Награда за дизайн. Ниже приведен список предметов, которые получают награду «A’ Design Prize». Нажмите на ссылку, чтобы узнать больше.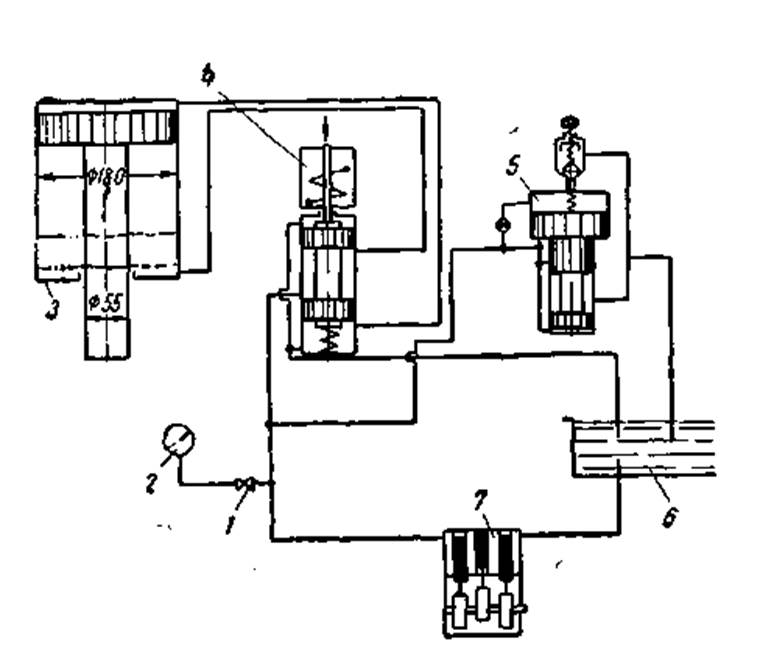
 также :
также :