Схема станка гибочного для арматуры: обзор оборудования, электросхема, технические характеристики, инструкция, марки масла
Содержание
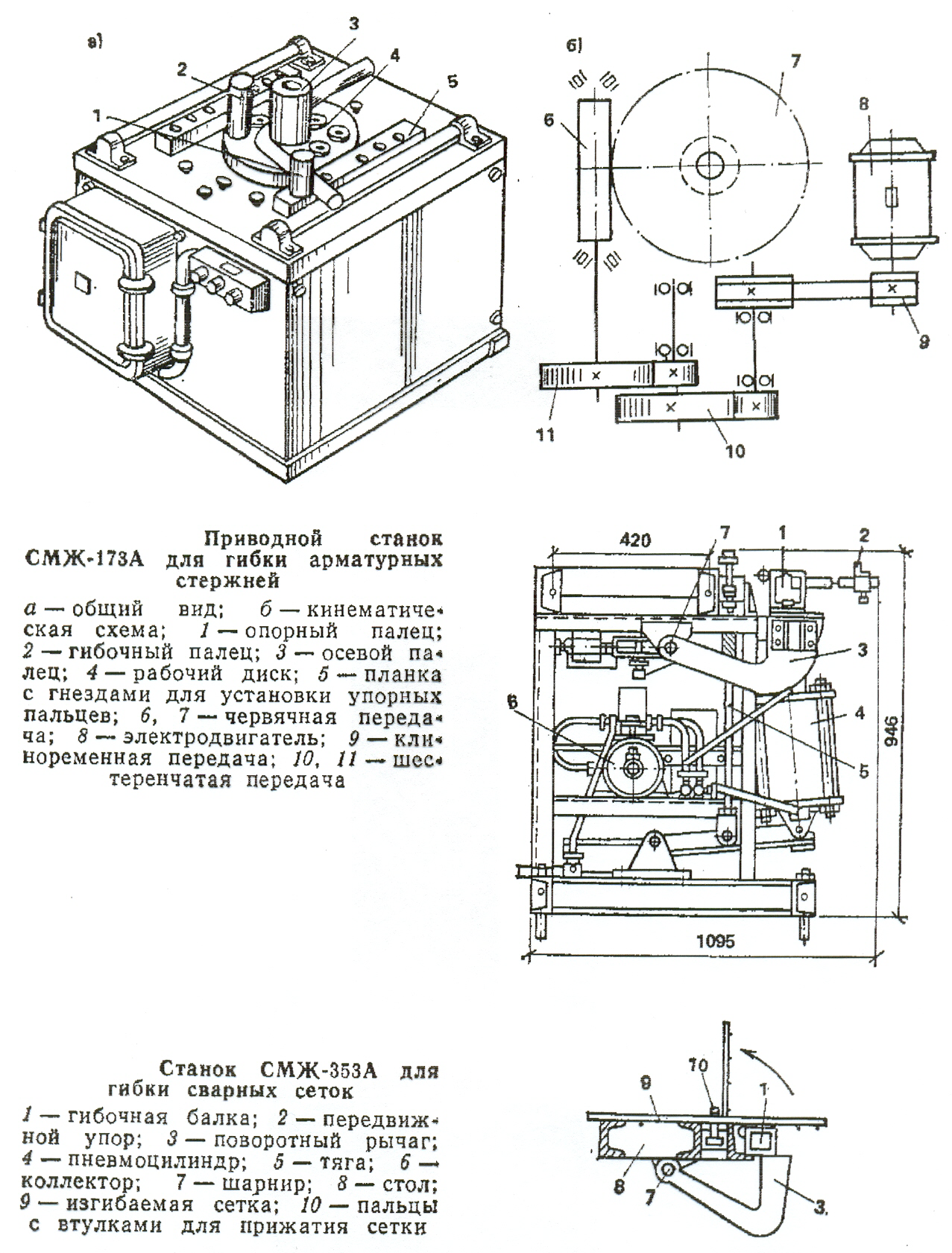
Станок для гибки арматуры ВПК Г-45 — цена, отзывы, характеристики с фото, инструкция, видео
Станок для гибки арматуры ВПК Г-45 применяется на заводах ЖБИ, домостроительных комбинатах, на строительных объектах, предназначены для гибки арматурной стали круглого, квадратного сечения. В отличие от модели ВПК Г-42 на станке для гибки ВПК Г-45 сокращено время настройки угла загиба на поворотном рабочем диске.
Принцип работы
Гибка арматуры на станке ВПК Г-45 происходит вокруг оси вращения поворотного диска. Поворотный диск приводится во вращение при помощи электромотора и редуктора. Гибка производится как в ручном, так и автоматическом режиме. Требуемый радиус, форма и углы изгиба арматуры достигаются путем выбора определенных втулок и углов поворота диска.
Как отличить гибочный станок ВПК Г-45 от подделки?
- на ВПК Г-45 все внутренние части станка загрунтованы и обработаны антикоррозийным покрытием
- установлена система защиты электродвигателя с тепловым реле (КМИ), что значительно снижает вероятность выхода из строя электродвигателя
- скорость гибки 72 градусов в секунду
- рабочий диск и упорные рейки цельные (а не полые как у других), выполнены из заготовки, полученной методом ковки.
 Твердость диска составляет 16 HRC, а твердость рейки 30 HRC, твердость гибочных приспособлений достигает 40 HRC
Твердость диска составляет 16 HRC, а твердость рейки 30 HRC, твердость гибочных приспособлений достигает 40 HRC - только на ВПК Г-45 регулируемые упорные рейки
- толщина рабочего стола 12 мм. Рабочие узлы защищены кожухом, который значительно продлевает ресурс концевиков, надежно защищая их от непредвиденного механического воздействия, при этом , для регулировки угла загиба на станке демонтаж защитного кожуха не требуется
- при отгрузке ВПК Г-45РН полностью подготовлен к работе и заправлен маслом
 Твердость диска составляет 16 HRC, а твердость рейки 30 HRC, твердость гибочных приспособлений достигает 40 HRC
Твердость диска составляет 16 HRC, а твердость рейки 30 HRC, твердость гибочных приспособлений достигает 40 HRCОсобенности
- на станке установлена защита электродвигателя и аварийные «СТОПы»
- электромотор снабжён электротормозом в отличии от ВПК Г-42
- рабочий вращающийся диск может работать в обоих направлениях с большей скоростью
- упрощён порядок изменения угла гиба, применены переставляемые штифты
- в отличии от ВПК Г-42 увеличено количество отверстий под упорные штифты для большего количества вариантов гиба
- в отличии от ВПК Г-42 максимальный диаметр сгибаемой арматуры класса А-I составляет 45мм, класса А-III составляет 38мм
- замена масла 1 раз в год
- увеличилась толщина рабочего стола, усилены точки крепления высоконагруженных элементов станка
| Характеристика | Значение |
|---|---|
| Напряжение сети, В | 380 |
| Мощность, кВт | 3 |
| Скорость вращения рабочего диска, об/мин | 12 |
| Гибка арматуры класса А-I (А240) диаметром, мм | 45 |
| Гибка арматуры класса А-III (А400) диаметром, мм | 38 |
| Гибка арматуры класса А-500С диаметром, мм | 34 |
| Габариты в упаковке, мм | 950х860х950 |
| Вес ВПК Г-45 в упаковке, кг | 412 |
| Масло, л | 18 |
| Класс арматуры ГОСТ5781-82 и 10884-94 | ||||||||
|---|---|---|---|---|---|---|---|---|
| А-I (А240) | А-III (А400) | А-500С | ||||||
кол-во прутков при единовременной гибке, шт.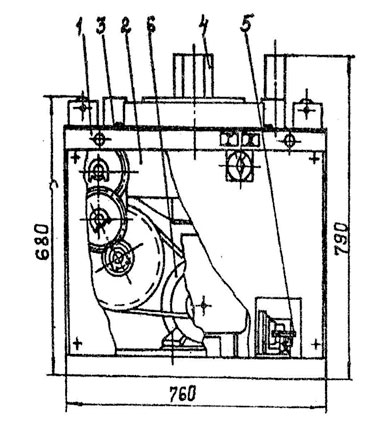 | ||||||||
| 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 |
| максимально допустимый ø арматуры, мм | ||||||||
| 45 | 24 | 16 | 38 | 22 | 16 | 34 | 20 | 14 |
Таблица рекомендуемых масел
| Марка | Температура воздуха ниже -10 С | Температура воздуха от +10-20 С | Температура воздуха выше +20 С |
|---|---|---|---|
| ROL OIL | EP 320 | EP 460 | EP 680 |
| MOBIL | MOBIL GEAR 632 | MOBIL GEAR 634 | MOBIL GEAR 636 |
| ESSO | SPARTAN EP 320 | SPARTAN EP 460 | SPARTAN EP 680 |
| SHELL | OMALA 320 | OMALA 460 | OMALA 680 |
| AGIB | BLAS1A 320 | BLAS1A 460 | BLAS1A 680 |
| ОТЕЧЕСТВЕННОЕ | ИТД 150 | ИТД 220 | ИТД 320 |
Комплектация
- ножная педаль
- набор ключей
- набор гибочных приспособлений
- упор
- квадратная втулка для упора и болт М20 для регулировки упора
- 2 штифта
- инструкция
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
СГА-1 станок для гибки арматурной стали. Паспорт, схемы, описание, характеристики
Сведения о производителе станка для гибки арматурных сталей модели СГА-1
Производитель станка для гибки арматурных сталей модели СГА-1 — предприятие Строительные машины г. Санкт-Петербург.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков для гибки арматуры, и множество иностранных фирм из Китая, Турции, Болгарии, Италии и т.д.
Наиболее известные российские производители станков для гибки арматурной стали:
- Астраханский станкостроительный завод — электромеханические гибочные станки СГА-40, СГА-55, СГА-55У
- Долина — Кувандыкский завод КПО — электромеханические гибочные станки МГА, МГА2
- ПромСтройМаш г. Барнаул — электромеханические гибочные станки УГА-40
- Строительные машины г.
 Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179
Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179 - Унитех г. Новочебоксарск — электромеханические правильно-гибочные станки СМЖ-173.03
СГА-1 станок электромеханический универсальный для гибки арматурной стали. Назначение, область применения
Гибочный станок СГА-1 предназначен для холодной гибки прутков арматуры железобетонных конструкций в цехах заводов и на строительных площадках под навесом.
Универсальный станок для гибки арматурных сталей СГА-1 придает арматурным стержням заданную форму путем отгибов крюков на концах стержней, которые служат для изготовления хомутов, монтажных петель и пр.
Общий вид станка для гибки арматуры СГА-1
Станок СГА-1 состоит из: сварной рамы, привода, червячного редуктора, плиты, установленной на раме, с закрепленным на ней гибочным диском.
На гибочном диске устанавливаются центральный и гибочный пальцы. Упорный палец с роликом устанавливается в отверстие планки, приваренной к плите (верхнему листу) рамы.
Упорный палец с роликом устанавливается в отверстие планки, приваренной к плите (верхнему листу) рамы.
Вращение от электродвигателя (привода) на входной вал червячного редуктора передается через клиноременную передачу и шестерни. Изменение частоты вращения гибочного диска производиться перестановкой шестерен. Для выполнения требований экологии предусмотрено удаление окалины с листа рамы через воронку, присоединяемую к цеховой вытяжной вентиляции.
Станок СГА-1 работает следующим образом: Пруток укладывается на гибочный диск между центральным пальцем с роликом, гибочным пальцем и упорным штырем с роликом. При вращении диска гибочный палец заклинивает пруток и изгибает его вокруг ролика на угол, задаваемый установкой кулачка. При возврате диска гибочный палец освобождает согнутый пруток и останавливается после нажатия вторым кулачком на второй конечный выключатель. Изделия из прутков арматуры радиусом гиба 55 мм изгибаются вокруг ролика, а радиусом 20 мм — непосредственно вокруг центрального пальца. Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)
Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Станок СГА-1. Плита и приспособления для гибки арматуры
СГА-1 Плита и приспособления для гибки арматуры. Комплект поставки
- Плита
- Диск
- Ролик СГА-1.06.006
- Палец центральный СГА-1.06.002
- Штырь СГА-1.06.008
- Ролик СГА-1.06.009
- Рольганг
- Кулачок останова
- Выключатель конечный останова
- Кулачок реверса
- Выключатель конечный реверса
- Палец СГА-1.06.007
- Вилка СГА-1.08.001
- Кронштейн для гнутья пакетом СГА-1.09.000
СГА-1 Запасные части для станка гибки арматуры
- Вал вертикальный СГА-1.02.004
- Вилка СГА-1.08.001
- Колесо червячное СГА-1.02.023
- Кронштейн СГА-1.
 09.010
09.010 - Палец СГА-1.06.007
- Палец центральный СГА-1.06.002
- Ролик СГА-1.06.006
- Ролик СГА-1.06.009
- Червяк СГА-1.02.011
- Шестерня СГА-1.02.012
- Шестерня СГА-1.02.013
- Шестерня СГА-1.02.019
- Шестерня СГА-1.02.021
- Штырь СГА-1.06.008
Расположение составных частей на станке для гибки арматуры СГА-1
- Рама станка сварная
- Редуктор
- Плита
- Приспособление для гибки арматуры
- Педаль
- Электропривод
Кинематическая схема станка для гибки арматуры СГА-1
- Электродвигатель
- Шкив d1 = 98 мм
- Ремень клиновый
- Шкив d2 = 260 мм
- Шарикоподшипник № 208
- Шестерня z = 19
- Шестерня z = 37
- Шестерня z = 16
- Шестерня z = 40
- Червяк z = 2
- Червячное колесо z = 60
- Роликоподшипник № 7310
- Шарикоподшипник № 118
Станок для гибки арматуры СГА-1 состоит из рамы, редуктора, плиты, приспособлений для гибки прутков, электрооборудования и педального управления. На верхней части сварной рамы установлены плита с редуктором и приспособление для гибки прутков, а в нижней части — подмоторная плита для крепления двигателя и его перемещения при натяжении ремней. Плита служит крышкой редуктора и рабочим столом станка. К плите приварены бруски с отверстиями под упорные штыри и приспособления для гибки и закреплены ролики для опоры на них арматурных прутков. Для удаления окалины на плите предусмотрена воронка с фланцевым креплением для присоединения к цеховой вытяжной вентиляции.
На верхней части сварной рамы установлены плита с редуктором и приспособление для гибки прутков, а в нижней части — подмоторная плита для крепления двигателя и его перемещения при натяжении ремней. Плита служит крышкой редуктора и рабочим столом станка. К плите приварены бруски с отверстиями под упорные штыри и приспособления для гибки и закреплены ролики для опоры на них арматурных прутков. Для удаления окалины на плите предусмотрена воронка с фланцевым креплением для присоединения к цеховой вытяжной вентиляции.
Приспособление для гибки прутков состоит из гибочного диска, закрепленного на нем гибочного пальца, центрального пальца с роликоми упорного пальца (штыря) с роликом. На гибочном диске имеются отверстия с втулками для установки гибочного пальца, а также расположенные по окружностиотверстия для установки кулачков останова и реверса, воздействующих на соответствующие конечные выключатели. Привод гибочного диска осуществляется от двигателя через клиноременную передачу, две открытые зубчатые передачи и червячный редуктор. Скорость вращения гибочного диска можно изменить перестановкой шестерен.
Скорость вращения гибочного диска можно изменить перестановкой шестерен.
Схема электрическая станка для гибки арматуры СГА-1
Перечень электрооборудования станка для гибки арматуры СГА-1:
- Электродвигатель — М
- Магнитный пускатель — КМ-1.КМ-2
- Автоматический выключатель — SA1
- Конечный выключатель педали — SQ1
- Конечный выключатель реверса — SQ2
- Конечный выключатель останова — SQ3
- Тепловое реле — РТ1
- Кнопка останова — К1
При включении автоматического выключателя (SA1) происходит подключение питания к станку.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично.
Вилка СГА-1.08.001 для гибки арматуры на станке СГА-1
Кронштей СГА-1.09.000 для гибки пакетом на станке СГА-1
Читайте также: Производители кузнечно-прессового оборудования в России
Видео — работа на станке для гибки арматуры СГА-1
Технические характеристики станка для гибки арматуры СГА-1
| Наименование параметра | СГА-1 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр изгибаемой арматурной стали по ГОСТ 5781-82, мм | ||
| Для класса арматуры А-I, мм | 40 | |
| Для класса арматуры А-II, мм | 36 | |
| Для класса арматуры А-III, мм | 32 | |
| Допускаемый радиус изгиба прутка по внутреннему контуру, мм | 20. .55 .55 | |
| Скорость вращения гибочного диска, об/мин | 3,4; 14 | |
| Электродвигатель, кВт | 3,0 | |
| Габарит и масса пресс-ножниц | ||
| Габарит пресс-ножниц (длна х ширина х высота), мм | 760 х 790 х 680 | |
| Масса пресс-ножниц, кг | 380 |
Примечание:
Допускается разрезка нескольких прутков арматуры одновременно, при условии, что пучок не превышает по диаметру показателей, указанных в таблице 1.
Связанные ссылки. Дополнительная информация
Изгиб труб 101: расстояние между изгибами имеет значение
от James Dickie , Чт, 04 августа 2022 г., 13:08
Гибка труб является важной повседневной операцией на всех видах промышленных объектов. Несмотря на свою важность, трубопроводные системы часто строятся методом проб и ошибок с минимальным планированием или вообще без него, что неизбежно приводит к напрасной трате времени и материалов и может даже повлиять на их эффективность и безопасность.
К счастью, не требуется специальной подготовки или сложных математических расчетов, чтобы спроектировать и построить систему трубок, оптимизированную для космоса. Тем не менее, при гибке труб любого типа следует учитывать некоторые важные моменты:
- расстояние между изгибами
- длина шланга
- количество фитингов
- расположение изгибов и фитингов
Все это необходимо включить в дизайн до того, как вы начнете.
В этом посте мы обсудим некоторые передовые методы планирования компоновки трубопроводной системы, в том числе способы определения расстояния между изгибами.
Спланируйте расположение трубок перед изгибом
Прежде чем приступить к изгибу трубок, важно спланировать, как система будет проложена. Не пропускайте этот шаг — предварительное планирование может сэкономить много времени, усилий и денег.
Создайте схему с указанием всех необходимых изменений направления, принимая во внимание любые препятствия в пространстве и любые компоненты, которые необходимо установить. Это может быть выполнено либо с помощью изгибов, либо путем соединения отдельных отрезков труб с фитингами, в зависимости от ситуации. Система должна быть как можно более простой, но при этом избегать препятствий и оставаться доступной для обслуживания. Логичная и эффективная компоновка облегчит обслуживание системы и сведет к минимуму риск потенциальных проблем.
Это может быть выполнено либо с помощью изгибов, либо путем соединения отдельных отрезков труб с фитингами, в зависимости от ситуации. Система должна быть как можно более простой, но при этом избегать препятствий и оставаться доступной для обслуживания. Логичная и эффективная компоновка облегчит обслуживание системы и сведет к минимуму риск потенциальных проблем.
Заблаговременное планирование эффективной конструкции не только снижает затраты на материалы и создает более привлекательный дизайн, но и может повысить производительность и срок службы системы. Слишком много многорадиусных изгибов создают турбулентный поток, который может нарушить поток и вызвать вибрации, которые могут привести к преждевременному выходу из строя.
Передовой опыт проектирования системы трубок
При планировании компоновки системы трубок необходимо учитывать несколько факторов. Вот несколько рекомендаций, о которых следует помнить:
- Определите необходимое количество фитингов и длину трубок, прежде чем приступать к изгибу или установке.
 Убедитесь, что достаточное количество трубок полностью входит в любые фитинги.
Убедитесь, что достаточное количество трубок полностью входит в любые фитинги. - Расположите соединения в легкодоступном месте для облегчения обслуживания.
- Убедитесь, что трубки не загораживают другое оборудование или приборные панели, что может затруднить доступ к ним и вызвать потенциальные проблемы с безопасностью.
- Избегайте прокладки трубок на высоте поручней или поручней, чтобы предотвратить непреднамеренный контакт с персоналом предприятия.
- Обеспечьте опору для более длинных участков трубопровода, чтобы уменьшить вибрацию и увеличить срок службы системы.
Рекомендуемое расстояние для опор
| Общества по стандартизации производителей (MSS) отрасли клапанов и фитингов Диаметр трубки | Диаметр трубки | Расстояние между зажимами (футы) | Расстояние между зажимами (м) |
3/16 до 3/8 | от 4 до 10 | 3 | 0,9 |
от 1/2 до 7/8 | от 15 до 22 | 5 | 1,5 |
от 1 до 1 1/4 | от 25 до 30 | 7 | 2. |
 1
1Максимальное расстояние между горизонтальными подвесками и опорами
Номинальный размер трубы или трубы (дюймы) 9 0005 | Номинальный размер трубы или трубы (мм) | Стандарт Вес. Стальная труба | Медная трубка | ||||||
Служба водоснабжения (фут) | Водоснабжение (м) | Работа с парами (футы) | Работа с парами (м) | Водоснабжение (футы) | Водоснабжение (м) | Работа с парами (футы) | Работа с парами (м) | ||
1/4 | 6 | 7 | 2. | 8 | 2,4 | 5 | 1,5 | 5 | 1,5 |
3/8 | 10 | 7 | 2.1 | 8 | 2,4 | 5 | 1,5 | 6 | 1,8 |
1/2 | 15 | 7 | 2.1 | 8 | 2,4 | 5 | 1,5 | 6 | 1,8 |
3/4 | 20 | 7 | 2.1 | 9 | 2,7 | 5 | 1,5 | 7 | 2.1 |
1 | 25 | 7 | 2. | 9 | 2,7 | 6 | 1,8 | 8 | 2,4 |
1 1/4 | 32 | 7 | 2.1 | 9 | 2,7 | 7 | 2.1 | 9 | 2,7 |
1 1/2 | 40 | 9 | 2,7 | 12 | 3,6 | 8 | 2,4 | 10 | 3,0 |
2 | 50 | 10 | 3,0 | 13 | 3,9 | 8 | 2,4 | 11 | 3,3 |
 1
1 1
1 Для получения дополнительных рекомендаций по поддержке трубок загрузите Руководство Swagelok для трубомонтажников. Если у вас возникнут какие-либо проблемы во время планирования, лучше всего обратиться к специалисту
Если у вас возникнут какие-либо проблемы во время планирования, лучше всего обратиться к специалисту
Изгиб труб: расстояние между изгибами
Другим важным фактором при гибке труб является расстояние между изгибами или количество прямых труб между изгибами. Почему важно расстояние между изгибами? Для трубогибочных станков требуется прямой участок трубы, чтобы надежно зажать заготовку во время операции гибки. Должно быть достаточное количество материала трубки для захвата инструмента, чтобы предотвратить соскальзывание трубки во время операции. Наличие достаточного расстояния между изгибами также позволяет выполнять гибку с меньшим давлением, продлевая срок службы инструмента.
Изгибы со смещением
Создание изгибов со смещением является обычной операцией при гибке труб. Здесь важно расстояние между поворотами, чтобы гарантировать, что смещение обеспечивает зазор, необходимый для обхода препятствия.
Чтобы определить требуемое расстояние между изгибами со смещением, сначала используйте угол смещения (E), чтобы определить допуск на изгиб со смещением (A), используя приведенную ниже таблицу. Затем умножьте размер смещения (O) на допуск смещения на изгиб (A), чтобы получить расстояние смещения (L).
Затем умножьте размер смещения (O) на допуск смещения на изгиб (A), чтобы получить расстояние смещения (L).
Д = О × А
Угол изгиба со смещением (E) | Припуск на изгиб со смещением (A) |
22,5 ° | 2,613 |
30 ° | 2.000 |
45 ° | 1.414 |
60 ° | 1,154 |
Качественные трубопроводные системы Начните с качественного поставщика
Хорошая гибка труб требует многого — расстояние между изгибами — это лишь один из факторов, которые необходимо учитывать при планировании и установке трубопроводной системы. Edmonton Valve & Fitting поставляет как трубогибочные станки, так и высококачественные трубы, которые помогут вам каждый раз получать идеальный изгиб. Нужна помощь в определении точных углов изгиба или обнаружении дефектов? Наш сертифицированный Swagelok курс обучения гибке труб может помочь вашей команде усовершенствовать свою технику, а также спроектировать, установить и обслуживать даже самые сложные системы трубок.
Нужна помощь в определении точных углов изгиба или обнаружении дефектов? Наш сертифицированный Swagelok курс обучения гибке труб может помочь вашей команде усовершенствовать свою технику, а также спроектировать, установить и обслуживать даже самые сложные системы трубок.
Чтобы узнать больше о том, как Edmonton Valve & Fitting может предоставить инструменты, материалы и поддержку для гибки труб, свяжитесь с нами через наш веб-сайт или по телефону 780-437-0640.
Трубогибы: типы, советы по использованию и меры безопасности
Джейн Уильямс
/ 27 июня 2019 г. / Автомобильный и местный транспорт
Использование любых инструментов или оборудования потребует некоторого времени для обучения, и это относится ко всем людям, независимо от того, используют ли они это оборудование профессионально или в личных целях, таких как хобби или для улучшения дома. В конце концов, по данным Управления по охране труда и здоровья (OSHA), опасности, связанные с машинами, являются одной из самых распространенных ошибок, причиняющих вред.
Одна машина, о которой я хочу поговорить, это трубогиб. Трубогиб может сделать гибку труб и труб проще и проще. Но прежде чем вы сможете его использовать, важно знать, как пользоваться трубогибом, какие типы труб вы можете использовать и какие виды трубогибов вы можете встретить, независимо от того, используете ли вы его для работы или для личного использования дома.
Знание этого не только облегчит вашу работу в следующий раз, но и сделает вас более уверенным и безопасным при использовании, а также улучшит качество ваших гнутых труб. Однако, если вы все еще не совсем понимаете, как это работает, всегда полезно обратиться за советом к экспертам или попросить кого-то более опытного помочь вам, особенно если вы используете его впервые.
Что такое трубогиб?
Трубогибы — это инструменты, используемые в процессе, широко известном как гибка труб или гибка труб. Это постоянный процесс, поэтому попытка вернуть трубе первоначальную форму может привести к ее поломке или повреждению, а также к снижению ее качества. Для гибки труб не требуются трубогибы, но они могут значительно помочь с точки зрения простоты и удобства. Вот как выглядит гибка труб без помощи трубогиба.
Для гибки труб не требуются трубогибы, но они могут значительно помочь с точки зрения простоты и удобства. Вот как выглядит гибка труб без помощи трубогиба.
Трубогибы — это инструменты, используемые для гибки труб и трубок, изготовленных из различных материалов. Он может работать с различными металлами, такими как сталь, алюминий и медь, а затем формировать различные кривые и углы.
Существует четыре типа трубогибов: двухтрубные, мини-трубогибочные, эргономичные, отдельно стоящие, с храповым механизмом и трубчатые. Каждый из этих типов трубогибов служит разным целям и дает разные результаты гибки труб.
Двойной трубогиб
Это ручной трубогиб с двумя рукоятками, который может сгибать трубы под разными углами, хотя для этого инструмента обычно используется изгиб на 90 градусов. Труба вставлена, и две ручки сдвинуты вместе, в результате чего труба изгибается.
Труба вставлена, и две ручки сдвинуты вместе, в результате чего труба изгибается.
Поскольку этот тип трубогиба является ручным, способность сгибать определенные типы труб может зависеть от вашей силы. Алюминиевые и пластиковые трубы относительно легче сгибать с помощью двойных трубогибов, но с такими материалами, как сталь и чугун, это может быть сложнее.
Эргономичный трубогиб
Этот ручной инструмент имеет более длинную и изогнутую рукоятку, что упрощает гибку труб с меньшим усилием, но его применение гораздо более ограничено. Он предназначен для формовки труб диаметром от 10 до 15 миллиметров (0,6 дюйма) и может работать под углом до 180 градусов.
Мини- и микротрубогиб
Источник: Wonkee Donkee Tools
Мини-трубогиб используется для труб, которые слишком малы для двойного трубогиба. Его формирователи постоянно прикреплены к трубогибу, поэтому вы не можете его заменить, в отличие от других более крупных трубогибов.
Мини-трубогибы имеют три паза, которые могут удерживать трубы диаметром 6 мм, 8 мм и 10 мм. Если у вас есть трубы, которые все еще слишком велики, вам, возможно, придется приобрести еще меньший трубогиб, известный как микротрубогиб. Его можно использовать одной рукой, и он часто используется для электрических систем, для которых требуются меньшие и более тонкие трубы размером от 3 до 6 миллиметров.
Если у вас есть трубы, которые все еще слишком велики, вам, возможно, придется приобрести еще меньший трубогиб, известный как микротрубогиб. Его можно использовать одной рукой, и он часто используется для электрических систем, для которых требуются меньшие и более тонкие трубы размером от 3 до 6 миллиметров.
Трубогиб для кабелепроводов
Трубогиб для кабелепроводов специально разработан для кабелепроводов, которые используются для электрических проводов. В отличие от других трубогибов, у этого есть только одна ручка, и для его гибки необходимо использовать пол или любую плоскую поверхность в качестве рычага.
Перед прокладкой проводов или кабелей вставьте трубу в трубогиб и положите ее на землю. Используя ноги и пол в качестве рычага, вы будете использовать ручку, чтобы согнуть трубу. Для стальных труб рекомендуется использовать трубогибы с более длинными рукоятками, так как длина может дать вам больший рычаг.
Не используйте трубогиб для кабелепровода, если внутри трубы есть провода или кабели, так как этот процесс может повредить провода внутри.
Трубогиб с храповым механизмом
Трубогиб с храповым механизмом позволяет не использовать собственную силу для сгибания труб и оснащен рычагом, который толкает трубогиб в трубу, чтобы согнуть ее внутрь. Из-за этого его конструкция отличается от других трубогибов и может сгибаться только до 90 градусов.
Подходит для проектов с ограниченным пространством, а трубогибы других типов могут оказаться неподходящими или непригодными для использования. Трубогибы с храповым механизмом могут работать с трубами диаметром от 10 до 32 миллиметров.
Отдельно стоящий трубогиб
Самый большой трубогиб из группы, отдельно стоящие трубогибы имеют две ножки, которые позволяют легко сгибать большие и толстые трубы обеими руками. Увеличение давления со стороны пользователя может помочь согнуть трубы, изготовленные из более прочных материалов.
Как пользоваться трубогибом
Вот несколько советов по использованию трубогиба, чтобы у вас было достаточно знаний и навыков для будущих проектов по гибке.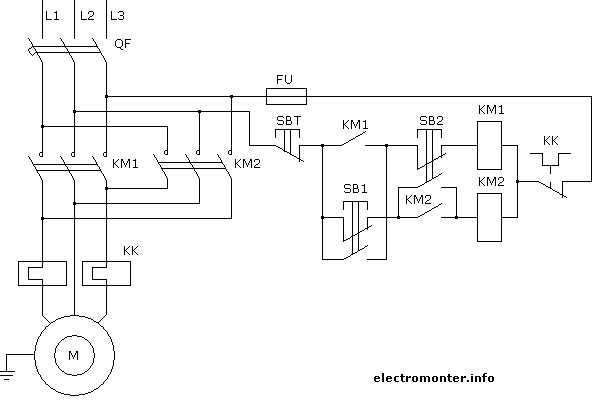
1. Изучите правильную технику измерения.
При измерении изгибаемых труб важно определить центр и использовать его в качестве базовой точки. Это также поможет определить точную область трубы, которая будет согнута, и гарантировать, что процедура гибки выполняется с одинаковыми размерами.
2. Практика на сгибание.
Сначала попробуйте согнуть тренировочные трубы и попытайтесь согнуть их под разными углами. Убедитесь, что вы научились сгибать их, не напрягая и даже не причиняя себе вреда на работе. Гибка труб должна выполняться быстро и плавно.
3. Избегайте перекручивания трубок.
Обжим обычно происходит на более легких материалах, таких как алюминий. Такие материалы имеют тенденцию сгибаться при изгибе. Чтобы этого избежать, заполните его водой и песком. Постукивающими движениями аккуратно перемещайте песок. Затем он образует пузырьки воздуха и облегчит процедуру гибки труб.
Советы по обслуживанию трубогиба
Вот несколько советов, которые помогут обеспечить оптимальное состояние и производительность вашего трубогиба.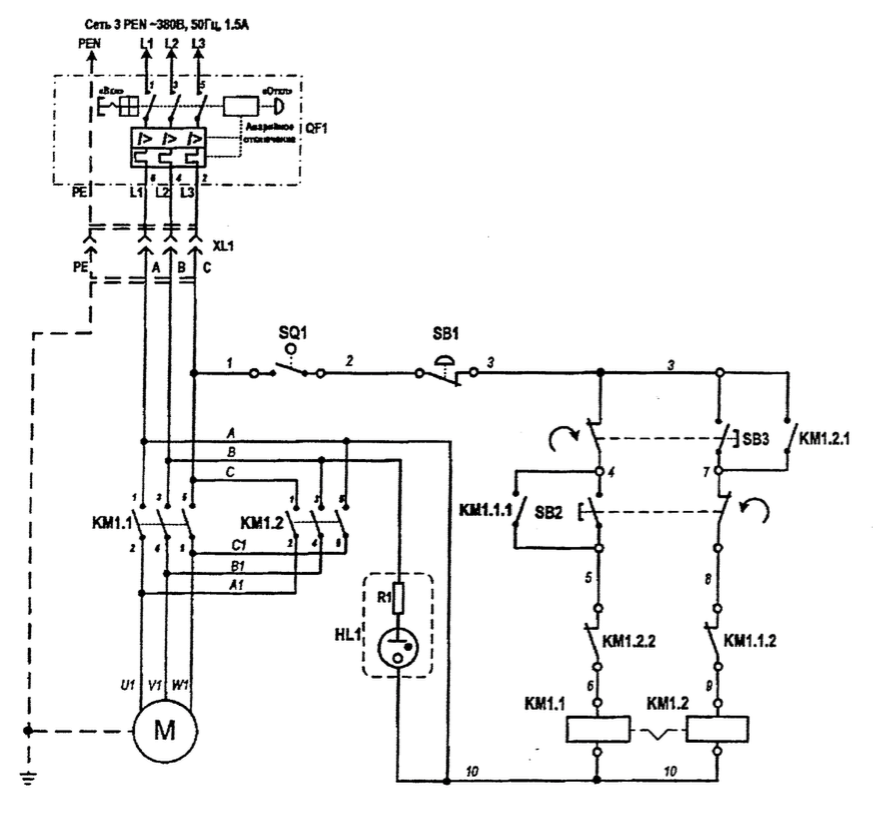
- Нанесите смазку на соединения трубогиба, особенно на соединения рукоятки и ролик. Это поможет ослабить оборудование и облегчить работу по гибке.
- Избегайте использования поврежденного трубогиба или отсутствия каких-либо его частей. Обязательно отремонтируйте инструмент, прежде чем использовать его снова.
- Когда он не используется, тщательно очищайте его и храните в сухом и чистом месте. Держите его в недоступном для детей и других посторонних лиц месте.
Советы по технике безопасности при работе с трубогибом
Как и любой другой инструмент или оборудование, трубогибы представляют опасность при использовании. При использовании трубогибов важно соблюдать осторожность, поэтому обязательно следуйте этим советам по безопасности.
- При работе используйте средства индивидуальной защиты. Всегда существует риск разрыва труб, если вы не будете осторожны, поэтому при работе над проектом лучше носить соответствующую одежду.
 К ним относятся брюки, обувь с закрытым носком, толстые рубашки с длинными рукавами, защитные очки и утепленные перчатки.
К ним относятся брюки, обувь с закрытым носком, толстые рубашки с длинными рукавами, защитные очки и утепленные перчатки. - Проверяйте свои трубогибы перед каждым использованием. Никогда не используйте трубогибы с явными повреждениями или дефектами.
- Держите руки подальше от первого, особенно во время его использования.
- Не превышайте производительность или размер трубы, указанные производителем вашего трубогиба.
- Не используйте трубогиб ни для каких иных целей, кроме тех, для которых он предназначен.
- Перед использованием трубогиба прочтите и усвойте руководство пользователя. Если вы не уверены, попросите кого-нибудь более опытного показать вам, как его использовать.
- Регулярно очищайте трубу и хорошо смазывайте ее.
- После использования очистите трубогиб и храните его в чистом и не влажном месте, например в гараже. Если вы планируете использовать его снова, полезно повторно смазать трубогиб и проверить его на наличие повреждений.

Заключение
Трубогибы не нужны для процесса гибки труб. Однако, если вы посмотрите на различные способы, сделанные своими руками, вы поймете, почему они настоятельно рекомендуются к использованию.
Трубогибы облегчают и упрощают работу, а трубогибы предназначены для того, чтобы помочь вам сгибать трубы под нужным углом. Если вы пытаетесь согнуть трубу без трубогиба, вы будете только смотреть и оценивать. И если вы неправильно оцените, это может быть дорогостоящим и трудоемким, особенно если вам нужно купить больше труб, чтобы переделать трубы, которые вы слишком сильно согнули и которые больше не могут использоваться для вашего проекта.
В общем, трубогибы — полезный инструмент для всех, кто работает профессионально, занимается ремонтом дома или даже для тех, кто занимается рукоделием в качестве хобби. Трубогибы могут быть дополнительными затратами с вашей стороны, но вы можете сделать их инвестициями, которые окупятся с точки зрения точности, скорости, простоты и удобства.