Схема станка токарного 16к20: Схемы и чертежи | 16К20 Токарный станок
Кинематическая схема токарного станка мод. 16к20
Движение
подачи.
Механизм подачи сообщает движение
суппорту по четырем кинематическим
цепям: винторезной, продольной и
поперечной подачи, быстрого перемещения.
Вращение валу VIII
от шпинделя V
передается через зубчатые колеса 20-32,
а при нарезании резьбы с увеличенным
шагом от шпинделя V
через звено увеличения шага: колеса
22-26,
27-25, 23-16 или
24-17
и через колеса 16-33.
С
вала VIII
движение передается через реверсивный
механизм с колесами 30-35
или 31-34-35
на вал IX,
далее через сменные колеса a-b-d
или a-b-c-d
на входной вал X
коробки подач. Переключением муфт 116,
60. 43 и 50,
а также перестановкой блочных зубчатых
колес 57
и 58,
45 и 46,
47 и 48,
52 и 53
осуществляются различные комбинации
соединения колес 36. ..64
..64
коробки подач. От выходного вала XV
коробки подач вращения может быть
сообщено либо ходовому винту 61,
либо ходовому валу XVI.
В первом случае — через муфту 60,
во втором — через колеса 59-62, 63-66, муфту
обгона 67 и колеса 68-64.
Винторезная
цепь. При нарезании резьбы подача
суппорта осуществляется от ходового
винта 61
через маточную гайку, закрепленную в
фартуке. Необходимый шаг резьбы можно
получить переключением зубчатых колес
и муфт в коробке подач или установкой
сменных колес а,
b, с, d на
гитаре. В последнем случае муфтами 116
и 60
механизм коробки подач отключается.
Для предупреждения поломок при случайных
перегрузках служит муфта 117.
Продольная
и поперечная подачи суппорта.
Для передачи
движения механизму фартука служит
ходовой вал XVI.
По нему вдоль шпоночного паза скользит
зубчатое колесо 65,
передающее вращение через колеса 69,
70, 71 при
включенной муфте 72
и червячную пару 73-74
валу XVII.
Для
получения продольной подачи суппорта
и его реверсирования включают одну из
кулачковых муфт — 77
или 84.
Тогда вращение от вала XVII
передается зубчатыми колесами 75-83
— 76 и 79-92
или 85 — 92 валу XVIII
и далее реечному колесу 94,
которое, перекатываясь по неподвижно
связанной со станиной станка рейке 95,
осуществляет продольное перемещение
суппорта.
Поперечная
подача и ее реверсирование осуществляется
включением муфт 87
или 90.
В этом случае от вала XVII
через передачи 75-86
и 88-93-98-96
или 75-86-89
и 91-93-98-96
вращение передается винту 97,
который сообщает движение поперечной
каретке суппорта.
Установочные
перемещения суппорта, резцовых салазок
и пиноли задней бабки. Для осуществления
быстрого (установочного) перемещения
суппорта ходовому валу XVI
сообщается быстрое вращение от
электродвигателя 113
через клиноременную передачу 114-115.
Механизм подачи суппорта через коробку
подач при этом можно не включать, так
как в цепи привода ходового вала
установлена муфта обгона 67.
С помощью ходовых винтов 109
и 112
можно вручную через колеса 110-111
и непосредственно перемещать резцовые
салазки и пиноль задней бабки. Станок
может быть оснащен механическим приводом
салазок. В этом случае от ходового вала
XVI
через механизм фартука, колеса 65…98
подключается колесо 99
вала XIX,
а затем через колеса 100…108
движение передается винту 109
резцовых салазок.
Через
клиноременную передачу 118-119
от вала / подключен насос смазки 120.
Настройка
кинематических цепей станка для нарезания
резьб сводится к подбору передаточных
отношений передач коробок подач и других
механизмов, что осуществляется
переключением соответствующих рычагов.
Исключение представляет нарезание
особо точных резьб или резьб с
ненормализованным шагом. Конечным
Конечным
звеном резьбонарезной цепи являются
ходовой винт 55
(см. рис. 69) и маточная гайка, поэтому
уравнение настройки можно написать в
следующем виде (имея в виду однозаходность
винта):
1об.шп.
i- tв
=
tн
(8.1)
где
tн
— шаг нарезаемой резьбы; tв
— шаг ходового винта; i
— передаточное
отношение кинематической цепи от
шпинделя до ходового винта.
Поскольку
для рассматриваемого случая валы X,
XV и ходовой
винт 61.
связанные муфтами 116
и 60 (см. рис. 69), представляют собой единое
звено, то передаточное отношение цепи
i=iп
iг
(8.2)
где
iп
-передаточное отношение постоянных
передач; iг
— передаточное отношение сменных колес
звена настройки (гитары).
На
основании уравнений (8.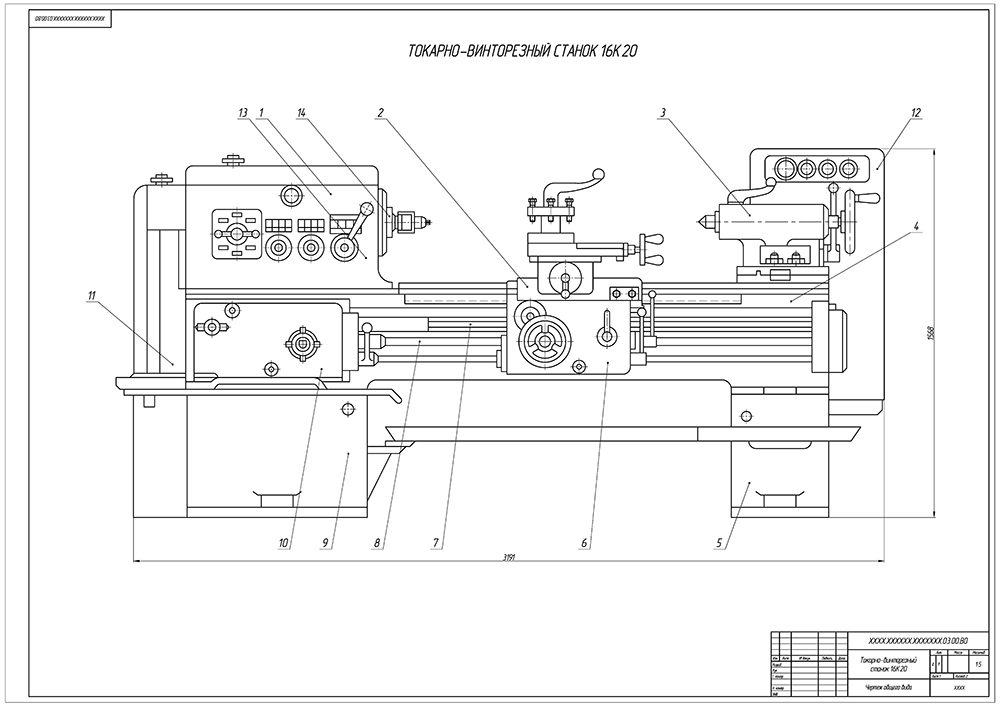 1) и (8.2)
1) и (8.2)
обозначив
1 /
iн
через С, получим
Передаточное
отношение iп
чаше всего равно 1:1 или 1:2. Применительно
к кинематической схеме, изображенной
на рис. 69, значение iн
может быть различным в зависимости от
положения блоков с зубчатыми колесами
21-22,
23-24 и 32
— 33. Если
колесо 20,
сидящее на шпинделе, сцеплено с колесом
32,
то вращение механизму подач сообщает
непосредственно шпиндель, и передаточное
отношение постоянных передач iп
от шпинделя к звену настройки (гитаре)
будет
(валы V,
V111
и IX).
При
нарезании резьбы с большим шагом (16-112
мм) передача движения осуществляется
через звено увеличения шага. В этом
случае блок колес 21-22
на шпинделе занимает правое положение,
и колесо 16
на валу IV
зацепляется с колесом 33
на валу VIII.
Передаточное отношение цепи от шпинделя
до вала IX
при сцеплении колес в такой последовательности
будет иметь два варианта
Таким
образом, включение звена увеличения
шага из двух вариантов крепления колес
дает увеличение передаточного отношения
от шпинделя вала VIII
в 8 и 32 раза, что соответственно увеличивает
шаг нарезной резьбы во столько же раз.
Коробка подач станка 16К20.070.000 | Запчасти, комплектующие и узлы к станкам
Проблемы с перемещением суппорта токарно-винторезного станка 16К20 в автоматическом режиме? Такие симптомы зачастую возникают в случае, если отказывает важный элемент в кинематической схеме станка – коробка подач 16К20. Наше предприятие поможет вернуть работоспособность Вашему станку, привести скорости металлообработки в соответствие и избавит технологическое оборудование от простоев.
Мы производим узлы и детали к этим и многим другим станкам, в том числе выпущенным свыше полувека назад. Наши комплектующие изготавливаются на заводском оборудовании со строгим соблюдением технологических особенностей производителя и в соответствии с действующими стандартами. Собственное производство позволяет нам удерживать уровень цен на приемлемом, конкурентоспособном уровне.
Наши комплектующие изготавливаются на заводском оборудовании со строгим соблюдением технологических особенностей производителя и в соответствии с действующими стандартами. Собственное производство позволяет нам удерживать уровень цен на приемлемом, конкурентоспособном уровне.
В случае необходимости мы сможем провести капитальный ремонт любому узлу Вашего станка, только организуйте его доставку на завод. Кроме того у нас можно приобрести коробку подач в сборе 16К20, что существенно продлит ресурс производственного оборудования.
Хит!
Коробка подач 16К20
Коробка подач 16К20 в сборе 16Б20П.070.000. Валы и шестерни. Винты ходовые и поп…
Важный узел токарно-винторезного, да и большинства других металлорежущих станков – коробка подач призвана согласовывать движения шпинделя и суппорта в автоматическом режиме. Фактически она управляет скоростью перемещения режущего инструмента и оптимизирует работу станка. Коробка подач обеспечивает перемещение суппорта согласно четырех кинематических цепей, обеспечивая:
Фактически она управляет скоростью перемещения режущего инструмента и оптимизирует работу станка. Коробка подач обеспечивает перемещение суппорта согласно четырех кинематических цепей, обеспечивая:
- винторезную;
- продольную и поперечную подачу;
- быстрое перемещение.
Физически механизм коробки подач токарного станка 16К20 представлен набором: валов, валов-шестерен, зубчатых колес, муфт, подшипников, иных деталей. Все они находятся в сложном взаимодействии, формируя заданный алгоритм работы универсального станка в автоматическом режиме.
Со временем напряженные режимы работы и силы трения приводят к неизбежному износу, истираются трущиеся поверхности, разбиваются подшипники. Увеличивающиеся зазоры и появление люфтов приводит к ускорению деструктивных процессов, как результат ремонт неизбежен. Ускоряют приближение ремонта и ряд иных факторов объективного и субъективного характера, в частности:
- так называемая поверхностная усталость металла, ослабляющая прочностные характеристики шестерен, валов и т.
 д.;
д.; - дефицит смазочных материалов, усугубляющий действие сил трения и ускоряющий износ комплектующих;
- пресловутый человеческий фактор, выражающийся в отсутствии должного ухода за станком (игнорирование ТО).
 д.;
д.; Ремонт коробки подач 16К20 – сложная процедура, проводимая в несколько этапов. Его выполнение следует доверять специалистам, имеющим опыт выполнения таких работ, который требуется уже при дефектовке деталей. Связано это с тем, что при использовании новых запчастей в паре с деталями, имеющими частичный износ, качественного ремонта не получится и ресурс такого узла крайне ограничен.
Наиболее эффективным можно считать капитальный ремонт коробки подач станка 16К20, в ходе которого производится одновременная замена всех комплектующих. В случае необходимости производится реставрация корпуса, например восстановление посадочных мест подшипников. Разумеется, наиболее качественный ремонт возможен в заводских условиях.