Схема сварки: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Схема сварочного генератора
Сварочные генераторы используются в условиях, когда отсутствуют внешние источники питания. Данные устройства самостоятельно вырабатывают электроэнергию, достаточную для полноценного функционирования сварочного поста. В их конструкцию входит сам сварочный аппарат и генератор, вырабатывающий электроэнергию. Наиболее широкое распространение получили силовые установки, работающие на бензине.
Содержание
Физические свойства ручной дуговой сварки
Для выполнения ручной дуговой сварки используются электроды. Они подаются к месту сваривания постепенно, по мере расплавления, и перемещаются вдоль шва. В это время проявляется основное физическое свойство, когда между электродом и основным металлом загорается дуга. В этот момент стержень расплавляется и жидкий металл в виде капель стекает в так называемую сварочную ванну.
Одновременно со стержнем расплавляется и покрытие электрода, в затем, превращаясь в газ, защищает пространство около дуги и саму ванну на расплавленной поверхности, препятствует контакту атмосферного воздуха с расплавленным металлом. Постепенно дуга перемещается, сварочная ванна становится твердой, металл кристаллизуется, и в этом месте образуется соединительный шов, на поверхности которого появляется твердая корка из шлака.
Постепенно дуга перемещается, сварочная ванна становится твердой, металл кристаллизуется, и в этом месте образуется соединительный шов, на поверхности которого появляется твердая корка из шлака.
Сварочная дуга образуется и поддерживается с помощью переменного или постоянного тока, подведенного к электроду и самой металлической конструкции. На самом электроде и поверхности ванны образуются так называемые активные пятна. Расстояние между ними составляет длину дуги. Металл расплавляется на определенную глубину, размер которой зависит от нескольких факторов. Прежде всего, это рабочий режим сварки и ее расположение в пространстве. Существенное влияние оказывает скорость движения дуги, конструкция соединения, размеры и форма кромок, свариваемых между собой.
Как работают генераторные установки
Схема сварочного генератора часто применяется не только на производстве, но и в домашних условиях при выполнении ремонтных работ. Нередко они используются как автономные источники электроэнергии и являются незаменимым оборудованием, особенно на дачах и в загородных домах при регулярных отключениях электричества.
В целом, действия сварочных электрогенераторов происходят по одной и той же схеме.
- В якорной обмотке появляется ток с переменным значением. Он появляется там, где эти обмотки пересекают магнитные силовые линии, находящиеся на полюсах статора.
- Затем ток подводится к коллекторам и преобразуется из переменного в постоянный.
- На следующем этапе этот постоянный ток подается на угольные щетки, очень плотно контактирующие с коллекторами.
- В завершение процесса ток идет к зажимам, подключенным к этим щеткам, а уже от них – к сварочным проводам.
Точно также работает и бензиновый генератор для сварочного аппарата. В конструкции каждого агрегата имеется обмотка возбуждения со свойствами намагничивания. Для ее питания могут быть использованы разные способы:
- С помощью независимых внешних источников питания.
- Непосредственно от генератора, с обмотки якоря при помощи дополнительной щетки, соединенной с намагничивающей обмоткой возбуждения.

В первом случае в генераторе используется независимое возбуждение, а во втором – самовозбуждение. Работа каждого из них может происходить в разных режимах, которые при необходимости регулируются плавными изменениями намагничивающего тока.
Большое значение имеет последовательная обмотка возбуждения, входящая в конструкцию генератора. Ее основным отличием является малое число витков. Обмотка последовательно соединяется с дугой и подает к ней электрический ток. В результате, сила тока в ней будет одинакова с силой тока на сварочной дуге. Каждая обмотка разделяется на несколько секций и функционирует не только полностью, но и отдельными частями.
Сварка этого типа используется в основном для ручной работы с помощью единичных электродов. Именно для таких случаев предусмотрены генераторы с резко падающими внешними характеристиками, когда при повышении тока уменьшается напряжение. Такой ток требуется для поддержания постоянного стабильного горения дуги, которое может быть неровным из-за неравномерного движения руки сварщика.
Коллекторная схема генераторных установок
Одной из ведущих схем подобной аппаратуры являются сварочные генераторы коллекторного типа. Работы этих устройств осуществляется следующим образом.
При нахождении сварочной цепи в разомкнутом виде, и отсутствии нагрузки, на зажимах аппарата появляется так называемое напряжение нулевой нагрузки. Его величина эквивалентна ЭДС, возникающей в якорной обмотке. При нахождении в рабочих режимах данное напряжение находится в полной зависимости от потока магнитной индукции, появляющегося в независимой обмотке возбуждения. Одновременно, магнитный поток зависит от тока возбуждения в обмотке и регулируется специальным реостатом.
В момент зажигания дуги запускается течение тока в якорной обмотке. Далее ток идет через витки в последовательной обмотке возбуждения. В ней создается магнитный поток, направленный против другого магнитного потока, который создается в намагничивающей обмотке ОВН. В связи с этим сварочный ток возрастает, а суммарный магнитный поток в воздушном зазоре генератора снижается.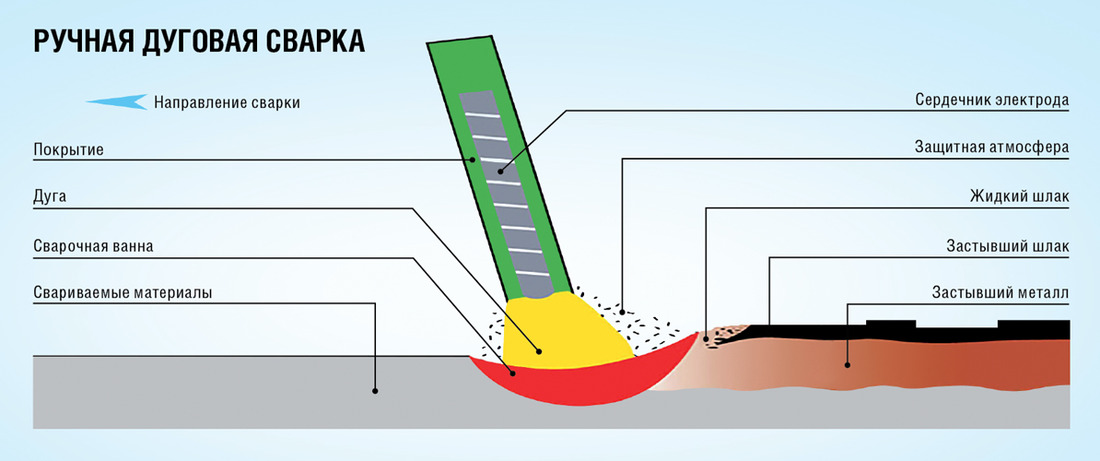 Соответственно происходит уменьшение ЭДС, наводимой в якорной обмотке, и снижение генерируемого напряжения на зажимах.
Соответственно происходит уменьшение ЭДС, наводимой в якорной обмотке, и снижение генерируемого напряжения на зажимах.
Таким образом, наблюдается образование крутопадающей внешней статической характеристики. В большинстве сварочных установок коллекторного типа имеется обмотка независимого возбуждения, питающаяся через дополнительную щетку, расположенную между основными. То есть, в этих генераторах присутствует функция самовозбуждения.
Схема генераторов вентильного типа
Бензогенераторы данного типа выполнены в виде индукторного трехфазного генератора переменного тока. Он отличается повышенной частотой, а в схеме имеется встроенный выпрямительный блок. Трехфазная якорная обмотка переменного тока установлена на статоре. Она соединяется по схеме «звезда» или «треугольник». Между двумя роторными пакетами, на статоре также расположена обмотка возбуждения.
Сам ротор изготовлен в виде двух пакетов, состоящих из зубчатых элементов, изготовленных из электротехнической стали. Он не имеет обмоток и вращается вокруг своей оси. В каждом пакете ротора имеется восемь зубцов, смещенных относительно друг друга на 180 градусов.
Он не имеет обмоток и вращается вокруг своей оси. В каждом пакете ротора имеется восемь зубцов, смещенных относительно друг друга на 180 градусов.
Когда по обмотке возбуждения проходит постоянный ток, в ней происходит возникновение переменного магнитного потока. Его распределение осуществляется таким образом, чтобы первый пакет создавал лишь северные полюсы, а второй – южные. При совмещении зубцов ротора и статора достигается максимальное значение магнитного потока, а величина сопротивления на пути этого потока будет минимальной. Магнитный поток становится минимальным, когда зубец статора совпадает с пазом ротора.
Таким образом наглядно видно, что обмотка возбуждения принимает непосредственное участие в создании пульсирующего или переменного магнитного потока. Пронизывая трехфазную обмотку статора, этот поток вызывает наведение в ней переменной ЭДС с повышенной частотой. В свою очередь, переменная ЭДС с помощью выпрямительного блока преобразуется в постоянное напряжение вентильного генератора.
Название устройства связано с выпрямительным блоком, в котором используются кремниевые вентили, собранные по трехфазной схеме в виде моста. Питание обмотки возбуждения осуществляется через трехфазную силовую цепь генератора. Для этого существует специальный блок, в который входят трансформаторы тока и напряжения, а также выпрямители. После запуска генератор изначально самовозбуждается за счет остаточного магнитного потока.
По сравнению с коллекторными устройствами, схема для сварочного генератора вентильного типа обладает существенными преимуществами. У них отсутствуют ненадежные скользящие контакты, они обладают повышенным КПД, отличаются компактными размерами и небольшой массой. Вентильные аппараты зарекомендовали себя более надежными в эксплуатации, высокой стабильностью горения и эластичностью сварочной дуги.
Конструктивные особенности сварочных аппаратов
Все сварочные устройства изготавливаются в компактном виде, включают в себя саму сварку и генератор сварочного аппарата. Агрегаты могут работать на бензине или дизельном топливе и применяются в тех местах, где случаются частые перебои с подачей электроэнергии или электричества нет вообще.
Агрегаты могут работать на бензине или дизельном топливе и применяются в тех местах, где случаются частые перебои с подачей электроэнергии или электричества нет вообще.
В соответствии с конструктивным исполнением генераторы могут быть передвижными или стационарными, одно- или многопостовыми, с различными вольтамперными характеристиками. Наибольшее распространение получил бензиновый сварочный генератор, средняя мощность которого не превышает 100 кВт. Эти агрегаты просты и удобны в обслуживании, обладают незначительной массой, могут эксплуатироваться в сложных условиях, в том числе при низкой температуре.
Среди недостатков следует отметить пониженный рабочий ресурс, существенный расход топлива и невозможность работы свыше 6 часов в день. Тем не менее, они очень популярны у потребителей в качестве резервной или аварийной аппаратуры. Лучшим вариантом считаются инверторные устройства, способные выдавать постоянную частоту 50 Гц, и выполнять сварочные работы с высоким качеством швов.
Дизельный сварочный генератор хотя и не такой мобильный, но тем не менее, он отличается повышенной выносливостью и способностью непрерывно работать в течение длительного времени. Они создают мало шума и расходуют незначительное количество топлива. Дизельные генераторы очень удобны при больших объемах сварочных работ и в случае необходимости могут использоваться как электростанции круглосуточно обеспечивая бесперебойную подачу электроэнергии.
Взрыв-схема и запчасти для сварочного инвертора Elitech АИС 200 СА
Скачать
Скачать Каталог Elitech 2023
Скачать Каталог Elitech Promo 2022
Скачать Расходные материалы и оснастка 2022
Заявка на запчасти Осторожно, мошенники!
> Взрыв-схемы и запчасти > Взрыв-схемы и запчасти для сварочных инверторов > Взрыв-схема и запчасти для сварочного инвертора Elitech АИС 200 СА
Отправить заявку на заказ запчастей
Заказ запчастей Elitech
Ваше имя*
Имя контактного лица
Ваш телефон*
Телефон для связи
Перечень запчастей*
Список запчастей для заказа, через запятую
Ваш Email*
Адрес электронной почты
Город*
Информация об адресе заказа
Список взрыв схем и запчастей
N поз. | Код Elitech | Наименование | Description | Кол-во |
| 4 | 0600.055700 | Индикатор | LED | 2 |
| 3 | 0600.056200 | Ручка ругулятора | Knob | 2 |
| 1 | 0600.058300 | корпус | Cover | 1 |
| 2 | 0600.058400 | Медные контакты | Copper connective parts | 2 |
| 5 | 0600.058500 | Каркас горизонтальный | Beam | 2 |
| 6 | 0600.058600 | Каркас вертикальный | Frame | 4 |
| 7 | 0600.058700 | Радиатор | Heatsink | 4 |
| 8 | 0600.058800, | Плата BM-61-A0 2009.09.11 Плата BM-61-A1 2010.01.05 Плата BM-61-A2 ??? Плата BM-61-A3 ??? Плата BM-61-A4 ??? упр-ния верх. B51306?: АИС200СА | Top plate | 1 |
| 9 | 0600.058900 | Задняя панель | Back panel | 1 |
| 10 | 0600. 059000 059000 | Выключатель | Power switch | 1 |
| 11 | 0600.059100 | Держатель кабеля | Cable Locker | 1 |
| 12 | 0600.059200 | Вентилятор | Fan | 1 |
| 13 | 0600.049100, 0600.059300, | Плата BZ-98-A0 ??? Плата BZ-98-A1 2009.12.09 Плата BZ-98-A2 2011.06.13 питания (ниж) В53-102070225 В53-122050108: АИС200СА | Bottom board | 1 |
| 14 | 0600.059400 | Изоляция | Insulation plate | 1 |
| 15 | 0600.049000, 0600.050300, 0600.059500, | Плата BD-64-A0 ??? Плата BD-64-A1 2009-09-15 Плата BD-64-A2 ??? Плата BD-64-A3 2010.05.19 Плата BD-64-A4 2010.07.11 индук-й ф. B52-120930108: АИС200СА.АИС200АДИ-AC/DC | Center board | 1 |
| 16 | 0600.059600 | Основание | Chassis | 1 |
| 17 | 0600.059700 | Передняя панель | Front panel | 1 |
| 18 | 0600. 059800 059800 | Крепление провода питания | Power cable sapport | 1 |
| 19 | 0600.059900 | Соединитель | Heatsink connector | 2 |
| 20 | 0600.060000 | Соединительная пластина | Fasten connector | 2 |
| 21 | 0600.060100 | Резиновая опора | Rubbor foot | 4 |
| 22 | 0600.060200 | Решетка вентилятора | Fan cover | 1 |
| 23 | 0600.060300 | Ручка | Handle | 1 |
| 29 | 0600.060400 | Крышка соединения | Cover Heatsink connector | 2 |
| 30 | 0600.056500, 0600.060500, M560600, | Выключатель ЯU.MTS-1 250V/3A c Кабелем | Exchange switch C17001 | 1 |
Airgas приглашает школы к сварочной схеме
Опубликовано Сарой Симпер,
Ассистент редактора
Мировые Трубопроводы,
Airgas, компания Air Liquide, рада сообщить, что Инициатива компании по обучению сварке в средней школе продолжает расширяться и помогает учащимся в США подготовиться к карьере сварщика. На 2023 учебный год для участия в программе были выбраны 14 вернувшихся школ и 41 новая школа из 22 штатов.
Эти программы были выбраны на основе четырех ключевых факторов: высокая неудовлетворенная потребность в школе; продуктивная программа сварки с возможностью выпуска сварщиков, готовых к работе; страстные учителя; и восторженные местные чемпионы Airgas. Участвующие программы получают индивидуальный набор практических курсов повышения квалификации или повышения квалификации для преподавателей сварки в тесном сотрудничестве с сотрудниками Airgas. Кроме того, Airgas жертвует расходные материалы или оборудование для сварки, защитные средства индивидуальной защиты и другие ресурсы, чтобы помочь поддержать развитие программы сварки в этих школах.
Американское общество сварщиков (AWS) прогнозирует, что к 2026 году потребуется 336 000 новых специалистов по сварке, при этом в период с 2022 по 2025 год в среднем будет заполняться 84 000 сварочных рабочих мест. С 2018 года Airgas оказала помощь 72 школам, 4200 сварщиков. студентов и около 450 инструкторов по всей стране. В общей сложности за последние два года более 250 учащихся получили работу сварщика сразу после окончания школьной программы, поддерживаемой пожертвованиями Airgas.
Эта программа Airgas установила долгосрочные отношения между местными преподавателями и экспертами по сварке и безопасности Airgas. Образовательная инициатива старшей школы Airgas по сварке входит в программу Airgas «Гражданин за работой», которая дает возможность всем сотрудникам участвовать в волонтерской деятельности и помогать своим сообществам. В рамках программы сварки для старших классов, в рамках более широкой инициативы «Гражданин за работой», сотрудники Airgas добровольно посвятили сотни часов работе в десятках населенных пунктов, чтобы сотрудничать с инструкторами и учениками каждой школы.
По мере того, как Инициатива по обучению сварке в старших классах продолжает расти, также наблюдается повышенный интерес и поддержка со стороны всех аспектов бизнеса Airgas, включая сотрудников, клиентов, поставщиков, государственных чиновников и коллег Air Liquide, у которых есть общие интересы. в воспитании следующего поколения сварщиков для развития отрасли в ближайшие годы.
Джей Уорли, главный операционный директор Airgas, прокомментировал: «Поскольку мы приветствуем рекордное количество школ в рамках Инициативы по обучению сварке в старших классах 2023 года, мы надеемся, что наш постоянный и растущий вклад в образование в области сварки вдохновляет учащихся на раскрытие своего потенциала в карьере сварщика, а также поддерживает преподавателей сварки и школы по всей территории США, которые готовят выпускников к работе в области сварки, инженерии и техники. Рост этой программы возможен благодаря нашим многочисленным увлеченным сотрудникам, которые активизируются, чтобы поделиться своим опытом в сообществах, где они живут и работают, а также нашим клиентам, коллегам и сотрудникам, которые продолжают отстаивать важность образования в области сварки».
Прочтите статью в Интернете по адресу: https://www.worldpipelines.com/business-news/31032023/airgas-welcomes-schools-into-welding-scheme/
Вам также может понравиться
Intercontinental Exchange, Inc. объявляет о рекордном уровне ликвидности на своих рынках природного газа в США, поскольку клиенты управляют ценовым риском.
- Вставить
- Теги
Эта статья отмечена следующими тегами:
Новости трубопровода США
Обучение и сертификация
Национальная схема сертификации инспекторов по сварке (NWICS) – IIW India
Перейти к содержимому
Введение: Цель проверки сварки – определить, соответствует ли сварное изделие требованиям приемки свода правил, стандарта или другого документа. Инспектор по сварке должен быть знаком со сварочными процессами, процедурами сварки, квалификацией сварщика, материалами, неразрушающим и разрушающим контролем сварных швов, уметь читать чертежи, составлять и вести записи, составлять и составлять отчеты и принимать ответственные суждения и решения.
Инспектор по сварке должен быть знаком со сварочными процессами, процедурами сварки, квалификацией сварщика, материалами, неразрушающим и разрушающим контролем сварных швов, уметь читать чертежи, составлять и вести записи, составлять и составлять отчеты и принимать ответственные суждения и решения.
Национальная схема сертификации инспекторов по сварке (NWICS) Индии IIW представляет собой комплексную схему, которая предусматривает проверку и сертификацию персонала, стремящегося продемонстрировать свою компетентность и знания в области контроля сварки. Эта схема находится в ведении Управляющего совета Уполномоченного уполномоченного органа IIW Индии (ANB-Индия) по обучению, квалификации и сертификации персонала. IIW India находится в процессе передачи аккредитации от NABET в NABCB (оба подразделения QCI) в качестве органа по оценке соответствия (CAB) согласно ISO/IEC: 17024-2012 для сертификации персонала. ANB IIW India понимает важность беспристрастности, управления конфликтом интересов, обеспечения безопасности и конфиденциальности во всей своей деятельности в соответствии со стандартом ISO/IEC: 17024.
Область сертификации: Настоящая спецификация устанавливает требования к подразделению IIW India-ANB для сертификации инспекторов по сварке, супервайзеров, инженеров, координаторов по контролю качества и экзаменаторов в отношении его / ее компетентности в выполнении функций контроля сварки в производство и строительство, включая:
- Безопасность труда
- Обзор и подготовка необходимой документации
- Контроль сварных соединений до, во время и после сварки
- Оценка и приемка сварных соединений на основе результатов/отчетов разрушающих и неразрушающих испытаний
Уровни сертификации: Программа IIW India NWICS предусматривает 3 (три) уровня сертификации
- Базовый уровень (NWIC – Basic)
- Стандартный уровень (NWIC – Standard)
- Продвинутый уровень (NWIC — Advanced)
Роль и функции инспекторов по сварке: Кандидат должен уметь выполнять следующие виды деятельности на разных уровнях сертификации.
- Инспектор по сварке – базовый уровень
- Самостоятельно проводить до, во время и после сварки визуальный контроль и контроль размеров сварных соединений по техническим требованиям и чертежам.
- Для выполнения следующих функций под руководством инспектора по сварке — стандартный уровень или инспектора по сварке — продвинутый уровень
- Понимание применения различных стандартов, норм, спецификаций, сварочных обозначений, чертежей, WPS и законодательных/нормативных требований.
- Проверка соответствия сырья и расходных материалов, сертификатов применимым стандартам, нормам и спецификациям.
- Убедитесь, что размеры шва, подготовка кромок, подгонка, сварочное оборудование и подготовка к сварке соответствуют чертежам, стандартам и технологическим требованиям.
- Проверьте соответствие процедур предварительного нагрева применимым стандартам.
- Осуществлять контроль в процессе сварки для проверки соблюдения указанной процедуры, включая предварительный нагрев, параметры сварки, контроль температуры между проходами и любые требования к последующему нагреву.

- Понимать и обеспечивать соблюдение применимых требований безопасности
- Инспектор по сварке – стандартный уровень
- Надзор за деятельностью инспекторов по сварке – Базовый уровень, как указано в A, b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень, как указано в A, b) с 1 по 6 выше
- Разработка, комментирование и проверка планов контроля качества и планов проверок и испытаний на основе стандартов на продукцию, кодов, спецификаций, чертежей и законодательных/нормативных требований.
- Проверка процедур сварки (WPS) на соответствие нормам и требованиям контракта и проверка соответствия квалификационным требованиям процедур сварки (WPQR).
- Квалификационное испытание процедуры в присутствии, включая испытание образца и проверку соответствия WPQR, WPS и квалификации сварщиков применимым стандартам для обычных процессов сварки.
 (например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.)
(например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.) - Проверка соответствия процедур PWHT применимым стандартам.
- Проверка соблюдения процедуры неразрушающего контроля
- Принятие решений о приемке документов по качеству, связанных со сварными изделиями (например, неразрушающий контроль, испытания материалов, производственные испытания и т. д.)
- Принимать решения на основе документов по качеству (например, неразрушающий контроль, испытания материалов, производственные испытания и т. д.) в соответствии с требованиями, установленными для конструкции
- Внедрение планов обеспечения качества контроля сварных швов
- Оценка и приемка сварных изделий на основании протоколов испытаний DT и NDT.
- Проводить надзор и аудит поставщиков и продавцов
- Отчет о всех вышеперечисленных действиях.
- Обучение и оценка инспекторов по сварке – базовый уровень
- Инспектор по сварке – продвинутый уровень
- Надзор за деятельностью инспекторов по сварке – Базовый и Стандартный уровни, как указано в A, b) выше и B b) выше
- Самостоятельно выполнять следующие функции
- Все функции, выполняемые инспектором по сварке – базовый уровень согласно A, b) с 1 по 6 выше и инспектор по сварке – стандартный уровень согласно B b) с 1 по 13 выше
- Проверка совместимости основного материала и наполнителя
- Квалификационное испытание процедуры в присутствии, включая испытание образца и проверку соответствия WPQR, WPS.

- Проведение квалификационных испытаний сварщиков и их квалификация в соответствии с применимыми стандартами для обычных процессов сварки. (например, процессы дуговой сварки, стали, алюминиевых сплавов и т. д.)
- Написание спецификаций процедур сварки и квалификации сварщика
- Подготовка требований к визуальному осмотру, неразрушающему контролю и разрушающим испытаниям
- Идентификация дефектов сварки и определение их приемлемости, включая радиографическую интерпретацию пленки для углеродистых, низколегированных и нержавеющих сталей.
- Окончательная приемка и сертификация выполнения всех требований, предъявляемых к сварке
- Подготовьте планы обеспечения качества контроля сварки, планы аудита и надзора, а также требования к документации и контролю.
- Ведение комплексных отчетов об инспекциях
- Обучение и оценка инспекторов по сварке – стандартный уровень
- Обеспечивать техническое руководство и руководство группой инспекторов по сварке
Требуемая компетентность и экзамен: IIW India Процесс сертификации ANB для инспекторов по сварке требует, чтобы ANB India провела экзамен, включающий теорию, практику и живой голос, чтобы определить знания и компетентность кандидата в технологии сварки, контроле сварки и смежных технических областях. соответствует уровню сертификации.
соответствует уровню сертификации.
Кандидат должен быть в состоянии продемонстрировать соответствующий уровень знаний и навыков в области контроля сварки, охватывающий следующее:
- Нормы и стандарты
- Сырье, контроль и отслеживаемость
- Знание материалов и их поведения при сварке
- Обычные процессы и оборудование для сварки и резки
- Правила техники безопасности при сварке и резке
- Традиционные методы DT и NDT, включая проверку целостности.
- Типы соединений, положения сварки и символы сварки.
- Аттестация сварщика – процедура и выполнение
- Обнаружение и интерпретация разрывов с помощью VT и PT.
- Интерпретация и оценка отчетов RT и UT.
- Прокомментируйте и просмотрите документы по контролю качества, а именно. QAP, WPS, PQR, WPQ, MTC, отчеты DT и NDT
- Проведение контроля сварных конструкций до, во время и после сварки, включая контроль размеров PMI и PWHT в соответствии с требованиями соответствующих стандартов.
- Эффективно общаться устно и письменно и готовить отчеты
Подробная информация о требованиях к теоретическим и практическим знаниям и компетентности, а также о процедуре экзамена и требованиях для каждого из трех уровней приведены в Приложении 1 к данной схеме сертификации.
ANB Индии предлагает кандидатам пройти программу обучения в одобренном ANB Индии учебном центре на соответствующем уровне в качестве подготовки к сдаче экзаменов.
Предварительные требования : Требования к квалификации, опыту и остроте зрения для кандидатов на доступ к различным уровням сертификации приведены ниже.
- Квалификация и опыт
Базовый уровень: Кандидат должен обладать любой из следующих комбинаций образования и опыта, как указано в таблице ниже:
| Sl No | Образовательная квалификация | Опыт |
| 1 | Класс VIII | 5 лет. Промышленный опыт, из них 3 года в области сварки/инспекции/НК сварных швов Промышленный опыт, из них 3 года в области сварки/инспекции/НК сварных швов |
| 2 | Класс X (с естествознанием и математикой) / ITI (механика) | 3 года. Промышленный опыт, из которых 2 года в области сварки/инспекции/НК сварных швов |
| 3 | Диплом класса XII / IWS/IWIP(B) или любой другой 9Эквивалент 0002 Курс инспекторов по сварке | 2 года. Промышленный опыт, из них 1 год в области технологии сварки / контроля / неразрушающего контроля сварных швов |
| 4 | MSc/BE/IWE/BSc/Diploma in Engg. / Диплом IWT, IWIP (S) или эквивалентный курс для инспекторов по сварке | 6 месяцев Опыт работы в области сварочных технологий / инспекции / неразрушающего контроля сварных швов желателен, но не обязателен |
Стандартный уровень: Кандидат должен обладать любой из следующих комбинаций образовательной квалификации и опыта, как указано в таблице ниже:
 Опыт работы на производстве из них 5 лет
Опыт работы на производстве из них 5 летучасток сварки/контроль/НК сварных швов
участок сварки/ осмотр/ неразрушающий контроль сварных швов
Диплом
или эквивалент Сварка
Курс инспекторов
технология сварки/контроль/НК сварных швов
Продвинутый уровень: Кандидат должен иметь сертификат стандартного уровня NWICS или эквивалентный, а также любую из следующих комбинаций образовательной квалификации и опыта, как указано в таблице ниже:
 Опыт работы на производстве из них 5 лет
Опыт работы на производстве из них 5 летучасток сварки/контроль/НК сварных швов
Класс XII (с естествознанием и математикой)
технология сварки/контроль/НК сварных швов
технология сварки/контроль/НК сварных швов
технология сварки/контроль/НК сварных швов
- Кандидат также должен обладать следующим минимальным стандартом остроты зрения, подтвержденным зарегистрированным офтальмологом / оптометристом / глазным специалистом:
- Near Vision- Jaeger J2 или лучше с коррекцией (не старше 12 месяцев)
- Color Vision — согласно таблице ISHARAS (не старше 12 месяцев).

