Схема сварочного аппарата вд 306: ВЫПРЯМИТЕЛЬ СВАРОЧНЫЙ ВД-306 И У3
| Файл | Краткое описание | Размер |
Страницы >>> [17] [16] | ||
| uvk.zip |
| 747 kb |
| YBK-7.djvu |
| 557 kb |
Osc_BK-7. jpg jpg |
| 210 kb |
| Sturm.jpg |
| 470 kb |
| 988342_I.pdf |
| 3.88 Mb |
| 988404_I.pdf |
| 3.10 Mb |
| WT-130S.pdf |
| 599 kb |
| vladimir30.png |
| 220 kb |
| samodel.djvu |
| |
| pst-161.djvu |
| |
| vd306ds4.djvu |
| |
| forsag_sch.pdf |
| |
| 05F7E883d01.pdf |
| |
645153BBd01. pdf pdf |
| |
| F4AF7DE0d01.pdf |
| |
| BestWeld.rar |
| 14.4 Mb |
| 687a6e199dc2.jpg |
| 2.96 Mb |
| WT-180S.rar |
| 22.6 Mb |
| Tecnica-114.pdf |
| 1.06 Mb |
| Invertec_STT.pdf |
| 4.98 Mb |
Страницы >>> [17] [16] | ||



ВД-306У3 не тянет — Ремонт и модернизация
#1
Pallas_Cat
Отправлено 08 May 2017 23:02
Доброго всем вечера! Подготовил знатную головомойку всем. Итак
Итак
Есть сварочный выпрямитель ВД-306у3, лмтовский,вот такой
https://static.baza….488234_bulletin ,это фото для примера, у меня состояние его похуже. Так вот,по паспорту должен он выдавать до 315 ампер в режиме сварки(а не при КЗ). А вот выдаёт всего 210-включён режим большого тока,катушки подняты до упора. 210 ампер замеряны амперметром,стоящим на аппарате,только он неродной с неродным шунтом. (в оригинале был вообще трансформатор тока).Дело это мне совсем не понравилось,и я решил разобраться.
Первое на что подумал- несостоятельность подводимой электросети,а подключен он длиннючим кабелем КГ 4х6. Сделал вот что-подключил к вилке аппарата тестер в режиме вольтметра- без нагрузки 405 вольт,под нагрузкой на полной мощности- около 390 вольт-таки теряется в кабеле напряжение, но не критично ,и вообще,эти вд-306 рассчитывались под 380 в номинального напряжения а не 400 как сейчас.
Дальше подумал на отказ 1 или нескольких диодов-но звук дуги и свойства вполне нормальные-зажигается и горит хорошо.
Внутри состояние аппарата так скажем не айс-есть коррозия на сердечнике трансформатора, некоторые диоды не родные. Может трансформатор виноват?
Сварочные кабля тоже из серии б*же упаси- общая длина около 50 м, из который 25- кабель 25 кв мм, остальные 25- кабель 50 и 70 кв мм. Для интереса замкнул держак с крокодилом массы,и включил аппарат- вот тут амперметр уже 300-310 ампер показал.
Какие будут идеи/предложения?
- Наверх
- Вставить ник
#2
Дед мазай
Отправлено 08 May 2017 23:06
,катушки подняты до упора.
А разве для увеличения тока катушки должны быть подняты,по моему наоборот.
- Наверх
- Вставить ник
#3
Pallas_Cat
Отправлено 08 May 2017 23:07
А разве для увеличения тока катушки должны быть подняты,по моему наоборот.

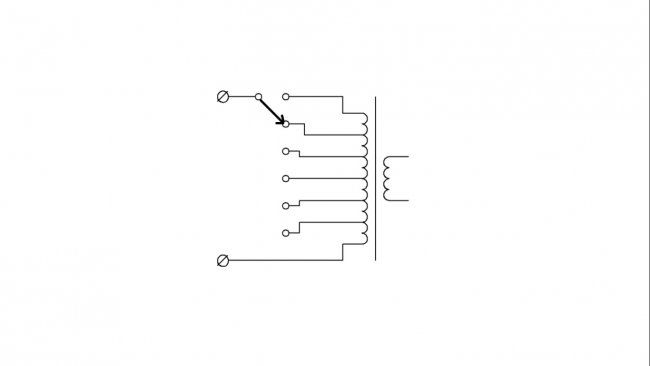
Подняты,чтобы были максимально близко катушкам первички и вторички. Вот как оно в таких аппаратах сделано
Прикрепленные изображения
Сообщение отредактировал Pallas_Cat: 08 May 2017 23:10
- Наверх
- Вставить ник
#4
Дед мазай
Отправлено 08 May 2017 23:13
Подняты,чтобы быть максимально близко к катушкам первички
Так то да,но во всех трансформаторов что я встречал,катушки первички находились внизу а вторичку к ним опускали.
- Наверх
- Вставить ник
#5
Pallas_Cat
Отправлено 08 May 2017 23:14
а теоретически,покоцанный сердечник трансформатора может быть причиной падения тока?
Так то да,но во всех трансформаторов что я встречал,катушки первички находились внизу а вторичку к ним опускали.

ну,тут первичка поднимается наоборот. есть соображения насчёт причины?
- Наверх
- Вставить ник
#6
Дед мазай
Отправлено 08 May 2017 23:18
есть соображения насчёт причины?
Ну тогда сварочные кабеля работают как сопротивление,тем более они по 50 метров.
- Наверх
- Вставить ник
#7
Pallas_Cat
Отправлено 08 May 2017 23:19
попробую накоротко замкнуть толстой перемычкой и посмотреть ток- если и тогда 300 а будет-что делать?
- Наверх
- Вставить ник
#8
gonta
Отправлено 09 May 2017 05:52
Я конечно дико извиняюсь, но что делать однопостовым на трехста амперах?
А так, причина скорее всего в 25 метрах 25 квадратного кабеля-он явно 300 А не пропустит.
Ко мне обращаться на ты.
- Наверх
- Вставить ник
#9
Глобул
Отправлено 09 May 2017 06:27
А где мы должны быть уверены что амперметр нам не врёт. Токовый трансформатор — это он по переменке показывает 210 ампер? То есть на одной фазе трёхфазного трансформатора?
- Наверх
- Вставить ник
#10
Кустарь
Отправлено 09 May 2017 08:10
Pallas_Cat, а на большой ток ручка поставлена, стрелочка на рукоятке туда показывает, или сама рукоятка? Кажись, там засада. На работе буду, на своем посмотрю.
- Наверх
- Вставить ник
#11
tehsvar
Отправлено 09 May 2017 12:09
Да там всё намного проще. вытянет он и 300 ампер при такой сети. Либо выходные диоды битые, в обрыве точнее. По звуку дуги можно и не определить. Либо коммутация больших и малых токов перещёлкивается неправильно. Проверьте тестером на каждой первичке и вторичке, одинаковы ли напряжения? Более там нет ничего, в этом аппарате.
- Наверх
- Вставить ник
#12
Pallas_Cat
Отправлено 09 May 2017 13:07
300 амперами что делать-строгать угольным электродом. Амперметр с шунтом стоит в цепи постоянного тока,его проверял на работе на других аппаратах-всё точно показывает.
Амперметр с шунтом стоит в цепи постоянного тока,его проверял на работе на других аппаратах-всё точно показывает.
Ручка на больший ток, на другом режиме выдаёт меньший ток.
Померяю диоды и всё остальное. А нету ли на него электросхемы? а то возможно,там напортачили до меня.
Кстати,при выбитом диоде или неправильной коммутации,будет ли различаться ток потребления из сети по разным фазам?
А насколько повреждённый сердечник трансформатора сможет такое вызвать?
Сообщение отредактировал Pallas_Cat: 09 May 2017 13:09
- Наверх
- Вставить ник
#13
Виктор 69
Отправлено 09 May 2017 15:56
Замеры лучше всего производить токоизмерительными клещями, в момент снятия параметров исключается фактор изменения напряжения на достаточно большую величину,
второе исключается погрешность измерение, так как прибор один и тот же и погрешности для всех измерение одинаковые
третье имеется вся картина целиком, т. е. напряжение — потребляемая сила тока, —— выдаваемая сила тока, — целостность диодов, —- измерение сопротивления, как в цепи на катушках, так и на переходном сопротивлении контактов, где концы под болтики зажаты.
е. напряжение — потребляемая сила тока, —— выдаваемая сила тока, — целостность диодов, —- измерение сопротивления, как в цепи на катушках, так и на переходном сопротивлении контактов, где концы под болтики зажаты.
фото с меня.
- Наверх
- Вставить ник
#14
tehsvar
Отправлено 09 May 2017 16:22
Замеры лучше всего производить токоизмерительными клещями, в момент снятия параметров исключается фактор изменения напряжения на достаточно большую величину
Сами то поняли что написали ?
Нафига токоизмерительные клещи для измерения напряжения ?
А нету ли на него электросхемы? а то возможно,там напортачили до меня.
Кстати,при выбитом диоде или неправильной коммутации,будет ли различаться ток потребления из сети по разным фазам? А насколько повреждённый сердечник трансформатора сможет такое вызвать?
Куда….? Зачем эти дебри ????
Тут три фазы на входе и три фазы на выходе транса !!!!
Плюс мост 3-х фазный!
Нет тут никакой схемы !!!
Подключение либо звезда, либо треугольник.
Вот и измерьте, что на катушках первичных и вторичных будет.
Напруга примерно на всех трёх по первичке будет одинакова при правильной коммутации. На вторичке так же, только напруга ниже.
Сердечник лишь греться сильнее будет и то навряд ли.
Всё!
- Наверх
- Вставить ник
#15
Виктор 69
Отправлено 09 May 2017 16:40
Сами то поняли что написали ?
Нафига токоизмерительные клещи для измерения напряжения ?
Куда.
…? Зачем эти дебри ????
Тут три фазы на входе и три фазы на выходе транса !!!!
Плюс мост 3-х фазный!
Нет тут никакой схемы !!!
Подключение либо звезда, либо треугольник.
Вот и измерьте, что на катушках первичных и вторичных будет.
Напруга примерно на всех трёх по первичке будет одинакова при правильной коммутации. На вторичке так же, только напруга ниже.
Сердечник лишь греться сильнее будет и то навряд ли.
Всё!
я то понял что написал, когда делаются замеры, по напряжению на трёх фазах , то три показания напряжения должно быть, для исключения перекоса фаз, три катушки — на каждой своё сопротивление, (оно может отличаться с хорошей величиной, подгорело пару витков у бывшего хозяина, он катушку перемотал, работает и ладно продал, а сопротивление разное на катушках)
отсюда и разное потребление по фазам,
перекос по напряжению со стороны питания
разные диоды соответственно с разным сопротивлением
плюс окисление на контактах под болтиками
в совокупности набегает не корректная работа аппарата.![]()
в электронике я профан, а трансов на продажу помотал дай бог, и ремонтировал данные типы аппаратов кучами, пока инверторы не появились,
снимаются все показания разом, при включенном аппарате, (напряжение, потребление, и то что он выдают на вторичке по фазно без диодного моста) потом отключают и снимают сопротивление обмоток, диодов, контактов
а потом доктор ставить диагноз.
Сообщение отредактировал Виктор 69: 09 May 2017 16:44
- Наверх
- Вставить ник
#16
tehsvar
Отправлено 09 May 2017 18:05
Ну если правильно написали, то ещё раз — зачем токовые клещи для измерения напряжения ? Прочитайте ещё раз то, что Вы написали.
Трансов я тоже немало поперематывал. И эти аппараты в том числе. Потому и говорю, что не нужны дебри. При витканутой катушке, в зависимости от глубины замыкания, в короткое время из неё дым повалит. Потому как замкнутые витки будут работать как вторичная обмотка и сами на себя. И сваривать там вообще не получится длительное время. Да и гул будет стоять такой, что сразу ясно будет, что что-то не так.
Потому и говорю, что не нужны дебри. При витканутой катушке, в зависимости от глубины замыкания, в короткое время из неё дым повалит. Потому как замкнутые витки будут работать как вторичная обмотка и сами на себя. И сваривать там вообще не получится длительное время. Да и гул будет стоять такой, что сразу ясно будет, что что-то не так.
- Наверх
- Вставить ник
#17
Виктор 69
Отправлено 09 May 2017 19:17
Ну если правильно написали, то ещё раз — зачем токовые клещи для измерения напряжения ? Прочитайте ещё раз то, что Вы написали.
Трансов я тоже немало поперематывал. И эти аппараты в том числе. Потому и говорю, что не нужны дебри. При витканутой катушке, в зависимости от глубины замыкания, в короткое время из неё дым повалит.Потому как замкнутые витки будут работать как вторичная обмотка и сами на себя. И сваривать там вообще не получится длительное время. Да и гул будет стоять такой, что сразу ясно будет, что что-то не так.
сейчас и тестер и токовые клещи в одном приборе если это принципиально, то да соглашусь с вами токовые клещи для замера нагрузки, но они так же могут мерять, сопротивление, напряжение, постоянное напряжение и +/-, как не крути прибор имеет название токовые клещи., так спор ни о чем…
- Наверх
- Вставить ник
#18
copich
Отправлено 10 May 2017 12:20
ейчас и тестер и токовые клещи в одном приборе
вы рекламируете свои токовые клещи-тестер?
Для ремонта сварочного, вот этого, токовые клещи точно не нужны. .. Ну если так, баловаться и циферки смотреть.
.. Ну если так, баловаться и циферки смотреть.
Вы понимаете что такое КЗ хотя бы одного витка? И как работает трансформатор?
И того, что вы написали, лучше не подходить к аппарату.
tehsvar, вам Виктор 69, все правильно повторно описал. И схема не нужна и замеры делать достаточно ВОЛЬТМЕТРОМ. Сопротивление, точнее прозвонку диодов, ну это как хотите можно и осциллографом
нимаются все показания разом, при включенном аппарате, (напряжение, потребление, и то что он выдают на вторичке по фазно без диодного моста) потом отключают и снимают сопротивление обмоток, диодов, контактов
Извините, но на каких лекарствах вы сидите??? Вы может в лаборатории работали, где стенд есть?! Тут все сразу не получится. Лично у меня нет столько ПОКАЗОМЕТРОВ. Простите, что грубо. Но ремонт, по вашим комментариям, не ваша стезя.
Pallas_Cat, не лезьте в дебри. Проверьте по методе как написал tehsvar. Я думаю все встанет на свои места.
Сообщение отредактировал copich: 10 May 2017 12:21
- Наверх
- Вставить ник
#19
Виктор 69
Отправлено 10 May 2017 23:15
вы рекламируете свои токовые клещи-тестер?
Для ремонта сварочного, вот этого, токовые клещи точно не нужны… Ну если так, баловаться и циферки смотреть.
Вы понимаете что такое КЗ хотя бы одного витка? И как работает трансформатор?
И того, что вы написали, лучше не подходить к аппарату.
tehsvar, вам Виктор 69, все правильно повторно описал.
И схема не нужна и замеры делать достаточно ВОЛЬТМЕТРОМ. Сопротивление, точнее прозвонку диодов, ну это как хотите можно и осциллографом
Извините, но на каких лекарствах вы сидите??? Вы может в лаборатории работали, где стенд есть?! Тут все сразу не получится. Лично у меня нет столько ПОКАЗОМЕТРОВ. Простите, что грубо. Но ремонт, по вашим комментариям, не ваша стезя.
Pallas_Cat, не лезьте в дебри. Проверьте по методе как написал tehsvar. Я думаю все встанет на свои места.
таблетками не балуюсь
кто разбирается в электрике тот меня понял
специально для вас по этапно
при КЗ вы не чего не сможете включить, значить КЗ нет, со слов хозяина сварочника он включается
далее включили
1 замер напряжения между фазами на в ходе сам сварочник,(три показания)
2 замер напряжения на ВХОДЕ автомата с которого питается сварочник (три показания)
3 сравниваем показания, если одинаковые всё нормально, если разница то 9 контактов на ревизию(6 на автомате и три на катушках первички)+ кабель соединительный
4 замер токовыми клещами силы тока на холостом ходу каждой катушки(три показания) первичные катушки
5 замер напряжения на вторичных катушках до диодного моста (три показания) раз катушки одинаковые, напряжение на них приходит одинаковое, сопротивление будет считать должно быть тоже одинаковое, то и выдавать они должны тоже одинаковое напряжение всё логично
6 отключили аппарат
7 анализ п.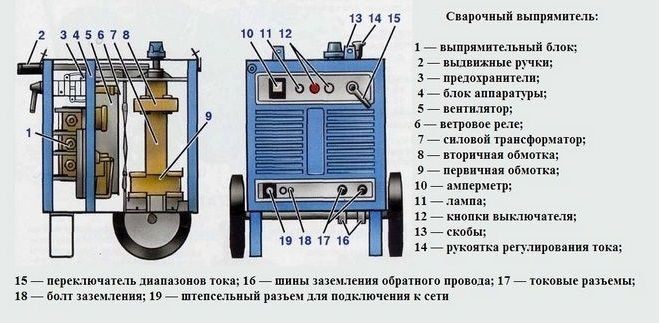 4 если сила тока на холостом ходу одинаковая то всё в порядке(при этом значит сопротивление катушек первички должно быть одинаковым), а если разная, то либо разное сопротивление катушек, или есть утечка напряжения (ведь на этом аппарате двигаются катушки первички, что более опасно, сердечник может легко протереть изоляцию)
4 если сила тока на холостом ходу одинаковая то всё в порядке(при этом значит сопротивление катушек первички должно быть одинаковым), а если разная, то либо разное сопротивление катушек, или есть утечка напряжения (ведь на этом аппарате двигаются катушки первички, что более опасно, сердечник может легко протереть изоляцию)
8 замер сопротивления катушек, если одинаковое всё в порядке(при этом потребление на холостом ходу должно быть одинаковым) в этом надо убеждаться с двух сторон и по сопротивлению и по потреблению на холостом ходу , если разница либо катушки перемотаны, либо идёт коррозия межвитковое замыкания
природа межвиткового замыкания: поясню допустим на катушке 400 витков значит между соседними витками разница в 1-1,5 вольта, изоляция оказалась в этом месте чуть тоньше, вибраця, окалина горячая, трение катушки о сердечник, старость изоляции это факторы , а следствие в этом месте происходит нагрев захватывает ещё виток ещё и когда захватывает не соседний виток, а соседний слой где разница по напряжению уже не 1-1,5 вольта а больше вот тут и КЗ,
это процесс может быть быстрым а может и полгода длиться, факторы везде разные
9 замер переходного сопротивления на всех болтовых соединениях, на выключателях, «рубильничках, пакетничках» внутри аппарата
10 ревизия диодного моста с замером сопротивлении как на болтовых соединениях так и самих диодов
11 при замерах не забывайте сразу замерять пробой на корпус
при проведении замеров на месте, одним прибором исключает фактор разности показателей приборов(сварочник дома, амперметр сносил на работу, напряжение замерял там где было удобно ну и так далее, немного утрирую что б понятнее было)
для вас поясню с трансформаторами 14 лет отработал , видел что такое КЗ на 10000 Вольт и на 110 000 Вольт , и трансформаторы на моих глазах сгорали и взрывались, про 0,4кВ промолчу,
клещи токоизмерительные не рекламирую, что дома под рукой было то и показал самые простенькие
- Наверх
- Вставить ник
#20
Глобул
Отправлено 11 May 2017 06:54
А нету ли на него электросхемы?
http://industriya-v.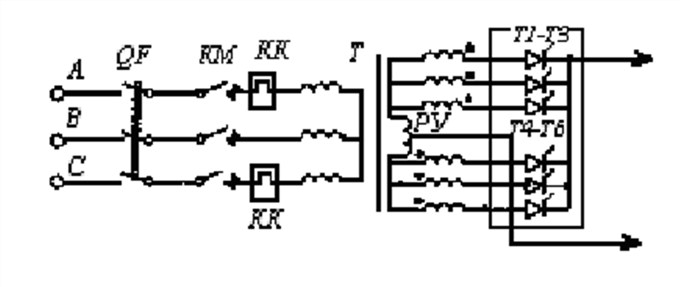 …arka/VD_306.pdf
…arka/VD_306.pdf
- Наверх
- Вставить ник
Символы сварки: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от проектировщика рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного обозначения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод используется преимущественно в США.
Соединение является основой для обозначения сварки.
Базовая линия символа сварки (рис. 3-2) используется для обозначения типа сварного шва, его расположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону, указанную стрелкой, и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения положения сварного шва относительно соединения.
Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения положения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также спецификаций, процедур или дополнительной информации, которые будут использоваться при выполнении сварного шва.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва. Процесс, идентификация присадочного металла, который должен использоваться, независимо от того, требуется ли проклевка или удаление корней, и другие соответствующие данные должны быть связаны со сварщиком.
Обозначение, помещаемое в конце символа, указывающего на эти данные, устанавливается каждым пользователем. Если примечания не используются, хвост символа может быть опущен.
Символы сварки
Стандартное расположение элементов символа сварки — Рисунок 3-2
Элементы символа сварки
Различают термины «символ сварки» и «символ сварки».
- Символ сварки (рис. 3-3) указывает на желаемый тип сварки.
- Символ сварки (рис. 3-2) представляет собой символ сварки на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любого из этих элементов при необходимости:
- Справочная линия
- Стрелка
- Основные символы сварки
- Размеры и другие данные
- Дополнительные символы
- Символы отделки,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные символы сварки
Основные символы сварки
Символы сварки используются для обозначения процессов сварки, используемых при операциях соединения металлов, независимо от того, является ли сварка локализованной или «все вокруг», является ли она заводской или монтажной сваркой, а также контура сварных швов .
Эти основные обозначения сварки (обозначения дуговой и газовой сварки, обозначения контактной сварки, пайки твердым припоем, кузнечно-термитной, индукционной и проточной сварки) приведены ниже и проиллюстрированы на рис. 3-3.
Дополнительные символы
Эти символы используются во многих процессах сварки вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы дуговой и газовой сварки
Основные и дополнительные символы дуговой и газовой сварки – рис. 3-3
Эти сварные швы обозначаются ссылкой на процесс или спецификацию в хвостовой части символа сварки, как показано на рис. 3-4.
Рисунок 3-4
Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Определенная ссылка на процесс – Рисунок 3-5
Обозначение сварочных процессов буквами
Буквенные обозначения не были присвоены точечной сварке, контактной точечной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварки являются адекватными.
Обозначение процессов резания буквами
При отсутствии спецификации, процесса или другого символа хвост может быть опущен (рис. 3-6).
рис. 3-6
Другие распространенные обозначения сварных швов
На рисунках 3-7 и 3-8 показаны обозначения сварки по периметру и монтажной сварки, а также контактной точечной и контактной шовной сварки.
Символы сварки по всему периметру и полевой сварки
Точечная и контактная шовная сварка
Подробнее: Символы шва и контактной точечной сварки
Расположение Значение стрелки
Для символов угловой сварки, сварки с канавкой, фланца, оплавлением и сварки с осадкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, а с этой стороны следует считать сторону соединения со стрелкой (рис. 3-9).
Символ угловой сварки со стороны стрелки
Сторона, противоположная стороне стрелки, считается другой стороной соединения (рис. 3-10).
3-10).
Угловая сварка с другой стороны Символ
Обозначения выступающей сварки, точечной сварки, сварки сопротивлением, дугового шва, дуговой точечной сварки и сварки штекерным соединением
Для этих обозначений стрелка соединяет контрольную линию символа сварки с наружной поверхностью одного элемента соединения на осевой линии нужный сварной шов.
Элемент, на который указывает стрелка, считается боковым элементом стрелки.
Второй соединительный элемент считается другим лонжероном (рис. 3-11).
Символы сварки штекеров и пазов
Узнайте больше о символах сварки штекерным и пазовым соединением здесь.
Ближний элемент
Когда стык изображается на чертеже в виде области, параллельной плоскости проекции, и стрелка символа сварки направлена в эту область, стрелочный боковой элемент стыка рассматривается как ближний член сустава, следуя обычным правилам черчения (рис. 3-11).
Символ сварки ближней стороны
Когда стык изображен на чертеже одной линией и стрелка символа сварки направлена на эту линию, сторона стыка, указанная стрелкой, рассматривается как ближняя сторона стыка, следуя обычные правила черчения (рис. 3-12 и 3-13).
3-12 и 3-13).
Обозначение сварки с V-образной канавкой со стороны стрелки
Обозначение сварки с V-образной канавкой с другой стороны
Расположение сварного шва относительно стыка
Сторона со стрелкой поместив символ сварки сбоку от контрольной линии по направлению к считывателю (рис. 3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы с другой стороны стыка показан путем размещения символа сварки сбоку от контрольной линии вдали от считывателя (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах стыка показаны путем размещения символов сварки по обеим сторонам контрольной линии, по направлению к считывателю и от него (рис. 3-16).
Без обозначения стороны
Символы пятна сопротивления, шва сопротивления, заусенца, сварки не имеют значения стороны стрелки или другой стороны, хотя дополнительные символы, используемые в сочетании с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется в сочетании с символами точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности соединения должен быть заподлицо.
Символы точки сопротивления, шва сопротивления, оплавление и сварка внахлест должны располагаться по центру контрольной линии (рис. 3-17).
Обозначения точечного шва и сварки оплавлением или сваркой с осадкой
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используются с символом сварки, ссылка помещается в конце (рис. 3-4).
Символы без ссылок
Символы могут использоваться без спецификаций, процессов или других ссылок, когда:
- На чертеже имеется примечание, подобное следующему: «Если не указано иное, все сварные швы должны быть выполнены в соответствии со спецификацией нет….»
- Используемая процедура сварки описана в других источниках, например, в заводских инструкциях и технологических картах.

Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для получения подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые сварные швы имеют размер 5/16 дюйма (0,80 см)».
- «Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма (0,48 см)».
Обозначение процесса
Когда требуется использование определенного процесса, этот процесс может быть обозначен буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если с символом сварки не используется спецификация, процесс или другая ссылка, хвост можно опустить (рис. 3-6).
Символы сварки по всему периметру и монтажной сварки
Сварные швы, охватывающие весь стык, обозначаются символом сварки по всему периметру (рис. 3-7). Сварные швы, расположенные полностью вокруг соединения, включающего более одного типа сварного шва, обозначаемые символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Символ сварки по всему периметру также указывает на сварные швы полностью вокруг соединения, в котором пересечения металлов в точках сварки находятся более чем в одной плоскости.
3-7). Сварные швы, расположенные полностью вокруг соединения, включающего более одного типа сварного шва, обозначаемые символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Символ сварки по всему периметру также указывает на сварные швы полностью вокруг соединения, в котором пересечения металлов в точках сварки находятся более чем в одной плоскости.
Монтажные швы – это швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом монтажного шва (рис. 3-7).
Протяженность сварки, обозначенная символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случаев, когда символ сварки по всему периметру (рис. 3- 3) используется.
Скрытые стыки
Сварка скрытых стыков может быть покрыта, если сварка такая же, как и сварка видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, должна быть предоставлена конкретная информация для сварки обоих.
Если сварка скрытого стыка отличается от сварки видимого стыка, должна быть предоставлена конкретная информация для сварки обоих.
Расположение символов сварки
Символы сварки, за исключением пятна сопротивления и шва сопротивления, должны быть показаны только на контрольной линии обозначения сварки, а не на линиях чертежа.
б. Символы контактных точек и контактных швов можно размещать непосредственно в местах желаемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
Знаки в дюймах используются для обозначения диаметра дугового пятна, контактного пятна и круговой проекции, а также ширины дугового шва и шва контактного шва, когда такие сварные швы указаны в десятичных размерах.
Как правило, знаки в дюймах, градусах и фунтах могут использоваться или не использоваться на символах сварки по желанию.
Конструкция символов
Символы скругления, фаски, J-образной канавки, канавки со скошенной кромкой и углового фланца всегда должны отображаться перпендикулярной стороной влево (рис.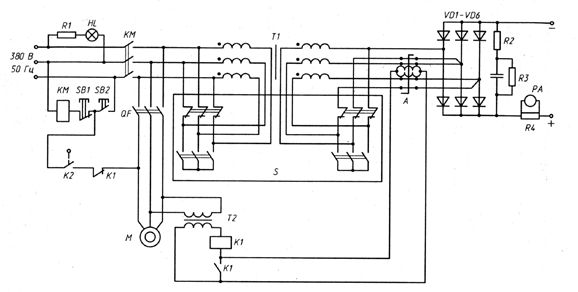 3-18).
3-18).
В обозначении сварного шва с фаской или J-образной канавкой стрелка должна указывать с определенным разрывом на элемент, на котором должна быть снята фаска (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки может быть опущен.
Информация о символах сварки должна быть размещена слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис. 3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в конце стрелки обозначают сварной шов с полным проплавлением (CJP) независимо от типа сварного шва или подготовки стыка (рис. 3-22).
Если основные символы сварки не соответствуют требуемому сварному шву, сварной шов должен быть показан поперечным сечением, деталью или другими данными со ссылкой на символ сварки в соответствии со спецификациями местоположения, указанными в параграфе 3-7 (рис.
