Схема сварочного инвертора форсаж 160: Сварочный инвертор Форсаж 160\ 250
Содержание
Инверторный сварочный аппарат 160 А Форсаж-161
Отдел маркетинга
тел.: (4912) 298-453
факс: (4912) 254-375
e-mail: [email protected]
Отдел сбыта
тел.: (4912) 298-214,
298-737, 298-701, 298-785
факс: (4912) 298-333
e-mail: [email protected],
[email protected]
Технические вопросы
тел.: (4912) 298-474
|
|
Гарантированное качество |
|
|
Мощность и компактность |
|
|
Широкие функциональные возможности |
|
|
Стабильность работы |
|
|
Стоимость |
|
|
Проверенная надежность |
 Оборудование производится на предприятии оборонного комплекса, выпускающем сложнейшую авионику для истребителей пятого поколения. Некоторые технологии производства являются уникальными и не имеют аналогов в мире. Все выпускаемые аппараты проходят обязательную проверку на соответствие стандарта качества предприятия и ГОСТ. Гарантийный срок эксплуатации Форсаж-161 составляет 36 месяцев!
Оборудование производится на предприятии оборонного комплекса, выпускающем сложнейшую авионику для истребителей пятого поколения. Некоторые технологии производства являются уникальными и не имеют аналогов в мире. Все выпускаемые аппараты проходят обязательную проверку на соответствие стандарта качества предприятия и ГОСТ. Гарантийный срок эксплуатации Форсаж-161 составляет 36 месяцев! В алгоритмы управления заложены оптимальные настройки аппарата, вычисленные после многочисленных теоретических и практических исследований в ведущих научных центрах России. Реализованы функции, значительно облегчающие сварку: предотвращение залипания электрода, лёгкий поджиг дуги, автоматическое отключение при КЗ и перегреве.
В алгоритмы управления заложены оптимальные настройки аппарата, вычисленные после многочисленных теоретических и практических исследований в ведущих научных центрах России. Реализованы функции, значительно облегчающие сварку: предотвращение залипания электрода, лёгкий поджиг дуги, автоматическое отключение при КЗ и перегреве.
 Аппараты используются на крупнейших промышленных предприятиях во всех регионах России. За время производства сменилось несколько поколений аппаратов — менялись функциональные возможности, уменьшались вес и габариты… Но одно остаётся неизменным – надежность. До сих пор продолжают успешно работать аппараты, выпущенные ещё в 90х годах.
Аппараты используются на крупнейших промышленных предприятиях во всех регионах России. За время производства сменилось несколько поколений аппаратов — менялись функциональные возможности, уменьшались вес и габариты… Но одно остаётся неизменным – надежность. До сих пор продолжают успешно работать аппараты, выпущенные ещё в 90х годах.
Инверторное сварочное оборудование | Силовая электроника
В1993 году нами было начато производство
транзисторного аппарата для ручной дуговой
сварки АСПТ-60, потом АСПТ-90, АСПТ-120,
АСПТ-180. В последующем ГРПЗ выпускал аппараты под торговой маркой «Фора», на данном этапе —
под маркой «Форсаж». Сейчас выпускаются следующие сварочные инверторы:
- для ручной дуговой сварки (ММА): «Форсаж-125»,
«Форсаж-160», «Форсаж-160M», «Форсаж-250»,
«Форсаж-250Gaz»; - для аргонно-дуговой сварки неплавящимся электродом (TIG): «Форсаж-160АД»;
- для полуавтоматической сварки в среде защитных
газов (MIG/MAG): «Форсаж-315», «Форсаж-315М»,
«Форсаж-500»; - конвертор «Форсаж-250ЧБ» для работы от многопостового выпрямителя в режиме ММА и TIG;
- аппарат воздушно-плазменной резки «Форсаж120ПА».
Прежде чем перейти к рассмотрению функционального построения и схемотехники инверторных
источников сварочного тока, необходимо сформулировать требования, предъявляемые к современному сварочному оборудованию.
Все аппараты условно можно разбить на две группы: для бытового использования и аппараты промышленного применения. Оборудование первой
группы, как правило, используется для ручной дуговой сварки при питании от однофазной сети 220 В,
50 Гц. Выходная вольтамперная характеристика
(ВАХ) — крутопадающая без предъявления жестких
требований к ее наклону. Основным требованием
к таким аппаратам является минимальная стоимость.
Более подробно следует остановиться на требованиях, предъявляемых ко второй группе.
Современные аппараты, предназначенные для ручной дуговой сварки, должны обеспечивать: крутопадающую выходную ВАХ с возможностью регулирования наклона в зоне дуги в диапазоне 0,4–1,4 В/А
(участок 3–4 (рис. 1а)), номинальный выходной ток
не менее 250 А, напряжение холостого хода 70–100 В
с переходом на безопасный уровень (не более 12 В)
после обрыва дуги за время не более 0,6 с, функции
«горячий старт», то есть увеличение сварочного тока до 180% по отношению к заданному на время до
2 с с момента поджига дуги, «форсирование дуги» —
увеличение тока короткого замыкания от 1,2 до 2,2 значений тока дуги (участок 4–5 (рис. 1а)), «антиприлипание» — снижение тока до минимального значения
1а)), «антиприлипание» — снижение тока до минимального значения
при длительности короткого замыкания более 1 с,
дистанционное управление, цифровую индикацию
и предварительную установку параметров с высокой
точностью.
Рис. 1. Выходная ВАХ сварочного аппарата в режиме MMA (а) и TIG (б)
Для аппаратов постоянного тока, работающих в режиме TIG (рис. 1б), требуется более широкий диапазон токов (минимальное значение 5 А), контактное
и бесконтактное возбуждение дуги (наличие высоковольтного высокочастотного осциллятора), наклон
выходной ВАХ не менее 3 В/А. Необходимо обеспечивать автоматизацию сварочного процесса (плавное увеличение или плавное уменьшение тока дуги,
импульсное изменение тока дуги с заданной частотой и скважностью и т. п.).
Для аппаратов в режиме MIG/MAG необходимы
«жесткая» выходная ВАХ с наклоном 0,04 В/А и возможностью его регулирования, номинальный сва-
рочный ток не менее 300 А, диапазон регулирования
напряжения 14–35 В (рис. 2а), возможность регулирования динамических свойств аппарата (скорость
2а), возможность регулирования динамических свойств аппарата (скорость
нарастания и спада тока) (рис. 2б), работа в управляемом импульсном режиме.
Рис. 2. Выходная ВАХ (а) и динамическая характеристика (б) сварочного аппарата в режиме MIG/MAG
Эти требования определяют построение как силовой части сварочного инвертора, так и его системы
управления.
В общем объеме сварочных работ доля работ, производимых в режиме MIG/MAG, в Европе составляет около 70%. В России основным видом сварки
до сих пор является ручная дуговая, но доля автоматической и полуавтоматической сварки все время
увеличивается.
Первые разработанные нами сварочные аппараты предназначались для ручной дуговой
сварки и были выполнены на биполярных
и БСИТ силовых транзисторах (КТ847,
КП955). Силовой преобразователь выполнен
по мостовой схеме с дросселями в цепях как
переменного, так и постоянного токов (рис. 3).
Для обеспечения безопасной работы биполярных транзисторов и снижения динамических
потерь переключение силовых ключей осуществляется при нулевом напряжении (режим ZVS).
Рис. 3. Упрощенная схема силовой части сварочного инвертора
Амплитуда тока в диагонали такого преобразователя при одной и той же мощности незначительно превосходит амплитуду тока мостового преобразователя с жестким переключением (hard-switch). При этом отпирание
силового ключа происходит при открытом
возвратном диоде, включенном параллельно
ключу, что обеспечивает режим ZVS на этапе
включения. При запирании ключа происходит плавное нарастание его напряжения за счет
подключенного параллельно конденсатора (режим ZVS при выключении), что обеспечивает снижение динамических потерь выключения. Для обеспечения режима ZVS нужно обеспечить непрерывность тока диагонали
и достаточную его амплитуду, поэтому такой
режим возможен только с определенного значения тока нагрузки.
Управление выходными параметрами может осуществляться следующими способами:
- за счет изменения частоты работы преобразователя;
- широтно-импульсной модуляцией при
обеспечении закороченного состояния диагонали преобразователя (разновидностью
такого управления является фазоразностный способ).
В аппаратах «Форсаж» используется частотный способ регулирования [1]. При изменении частоты работы меняется реактивное сопротивление силового дросселя, включенного в диагональ преобразователя последовательно с силовым трансформатором, что позволяет регулировать выходную мощность.
В этом случае наименьшему значению выходной мощности соответствует наибольшая частота, а наибольшему значению — наименьшая частота. Коэффициент заполнения управляющих импульсов все время близок к
единице, и ток диагонали носит непрерывный
характер. Основным недостатком такого способа управления является большая кратность
изменения частоты для обеспечения широкого диапазона регулирования токов нагрузки.
На данный момент на биполярных транзисторах производится один сварочный аппарат
«Форсаж-125» с выходным током 140 А. В преобразователе организовано пропорционально-токовое управление транзисторами, обеспечивающее их надежное насыщение и минимизацию потерь управления. Низкое
напряжение насыщения и формирование траектории переключения позволяет получить
малые потери на силовых транзисторах.
В последнее время произошло резкое сокращение числа производителей биполярных транзисторов при одновременном увеличении номенклатуры IGBT- и МОП-транзисторов. Все
остальные модели сварочных аппаратов выполнены на IGBT-транзисторах, но с сохранением
частотного способа управления. Представляется целесообразным рассмотреть возможность
применения ESBT-транзисторов (биполярных
транзисторов с коммутацией по эмиттеру), развиваемых фирмой STMicroelectronics.
При использовании второго способа регулирования частота работы преобразователя
остается постоянной. Регулирование мощности осуществляется за счет широтно-импульсной модуляции, при этом в паузе импульсов
управления обеспечивается закорачивание диагонали преобразователя. Разновидностью построения мостового преобразователя с таким
управлением является преобразователь с фазоразностным регулированием (phase-shift
PWM), работа которого подробно рассмотрена в [2]. Режим ZVS при выключении силовых
ключей обеспечивается емкостями, подключенными параллельно ключам. В одной стойке преобразователя перезаряд этих емкостей
В одной стойке преобразователя перезаряд этих емкостей
идет за счет энергии, накопленной и в дросселе переменного тока L1 (рис. 3), и в выходном
дросселе преобразователя L2. В другой стойке перезаряд идет практически только за счет
энергии дросселя переменного тока L1. Энергия, накапливаемая в дросселе переменного
тока, значительно меньше энергии выходного дросселя. Поэтому при уменьшении тока
нагрузки наступает момент, когда этой энергии недостаточно для полного перезаряда емкостей на этапе запирания силового ключа.
В этом случае последующее открывание второго ключа этой стойки приводит к дозарядке конденсаторов через этот ключ, вызывая
динамические потери на включение. Это ограничивает минимальную мощность, при которой существует режим ZVS. В [3], [4] рассмотрены несколько разных вариантов, позволяющих существенно расширить диапазон
выходных мощностей при сохранении режима ZVS.
В настоящее время закончены разработки
транзисторных сварочных инверторов на токи
300 и 500 А (выходная мощность 10 и 20 кВт),
построенных с управлением по принципу
фазоразностной широтно-импульсной модуляции.
В силовом преобразователе применены оригинальные схемотехнические решения, позволившие сохранять режим ZVS во всем диапазоне нагрузок начиная с холостого хода.
Силовой преобразователь 500А аппарата выполнен на IGBT-модулях. При макетировании
были испробованы как полномостовые, так
и полумостовые модули различных производителей (Eupec, Semikron, Microsemi (APT),
Mitsubishi). Проведены исследования уменьшения потерь выключения для режима ZVS
при использовании разных типов IGBT-транзисторов для различных значений токов и номиналов емкостей, подключенных параллельно транзистору. Для управления силовыми
модулями применены готовые драйверы
управления фирм Concept и Infineon. IGBT,
выполненные по разным технологиям (PT,
NPT, LPT и т. д.) и разными производителями, имеют разную эффективность при использовании режима ZVS при выключении транзистора [5]. Особенностью выключения IGBT
является наличие «хвостового» тока (“tail” current),
на который может приходиться значительная доля потерь выключения (Eoff). У некоторых IGBT наблюдается увеличение времени протекания хвостового тока при
У некоторых IGBT наблюдается увеличение времени протекания хвостового тока при
уменьшении скорости нарастания напряжения коллектор – эмиттер. Это приводит практически к невозможности точного аналитического расчета потерь выключения и требует прямых измерений мгновенных значений
напряжений и токов транзистора. В [6] приведены графики зависимости энергии потерь
выключения IGBT-модуля APTLGF75U120T
для жесткого режима и режима ZVS при величине емкостей, подключенных между коллектором и эмиттером, в 10 нФ. При токе выключения 80 А, напряжении питания 600 В и температуре кристалла 125 °С энергия потерь выключения вжестком режиме составляет 6,7 мДж,
в режиме ZVS — 1,4 мДж. Проведенные нами
измерения показывают, что наибольший выигрыш получается при использовании быстрых IGBT, выполненных по PT-технологии.
На рис. 4а, б приведены графики мгновенных
значений напряжения коллектор – эмиттер,
тока коллектора и мощности для жесткого переключения, на рис. 5а, б — для режима ZVS,
снятые для силового модуля APTGF150h220G
при величине емкости формирования переключения 20 нФ.
Рис. 4. Графики мгновенных значений тока, напряжения (а)
и мощности (б) силового ключа в режиме жесткого переключения
Рис. 5. Графики мгновенных значений тока, напряжения (а)
и мощности (б) силового ключа в режиме жесткого переключения
Как видно из графиков, при использовании
режима ZVS происходит не только уменьшение
общей энергии потерь выключения, но и существенное уменьшение пиковой мгновенной
мощности (почти в 5 раз), что повышает надежность работы силового транзистора.
Вопрос построения системы управления сварочным инвертором целесообразно рассматривать отдельно.
Положение рабочей точки дуги на ВАХ
по ГОСТ Р МЭК 60974–1–2004 определяется
выражениями (рис. 1 и 2 — штрихпунктирная линия):
UД= 0,04IД + 20 В— для ручной дуговой сварки;
UД = 0,05IД + 14 В— для сварки MIG/MAG;
Uвых = 0,04Iвых + 10 — для сварки TIG.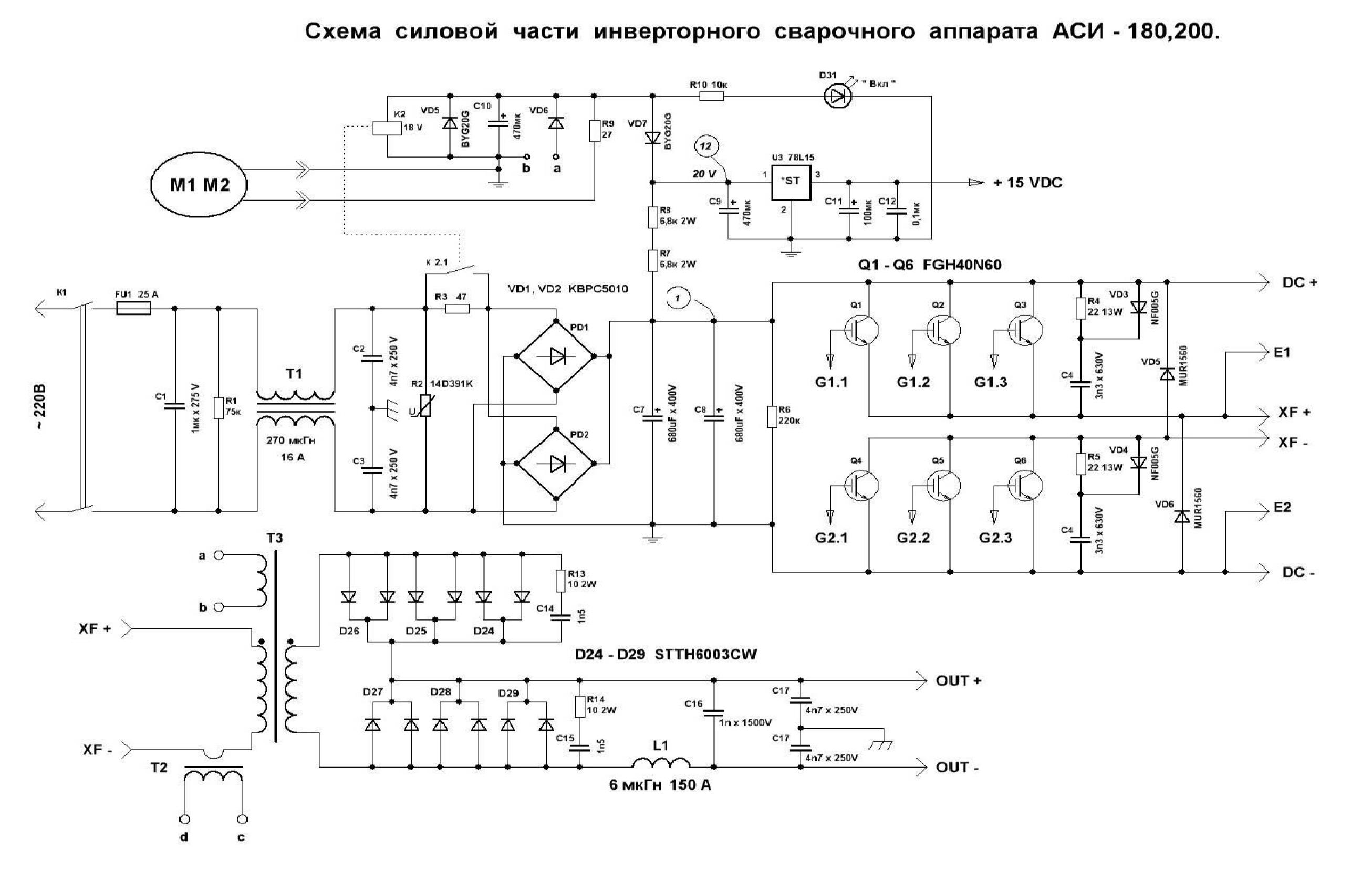
Предельная (участок 2–3 рис. 1) ВАХ аппарата должна лежать выше этой линии дуги
во всем диапазоне токов нагрузок при минимальном напряжении питания преобразователя. Этот участок определяет значение коэффициента трансформации для основной вторичной обмотки силового трансформатора Т1
и максимальное значение дросселя переменного тока L1 (рис. 3) и описывается приближенным выражением:
где n — коэффициент трансформации.
Для получения напряжения холостого хода
уровнем не менее 70 В целесообразно введение
дополнительной обмотки (вольтодобавки)
с дросселем ограничения тока (участок 1–2 ВАХ).
В простейших аппаратах для ручной дуговой сварки формирование участка 3–4 ВАХ
с возможностью его управления достаточно
просто реализуется сравнением мгновенного
тока на первичной стороне преобразователя
с регулируемым пороговым значением (рис. 6).
Изменение наклона ВАХ можно получать
за счет суммирования мгновенного тока с пилообразным напряжением. В этом случае увеличение амплитуды пилообразного напряжения снижает общий коэффициент усиления
В этом случае увеличение амплитуды пилообразного напряжения снижает общий коэффициент усиления
системы и уменьшает наклон ВАХ.
Рис. 6. Функциональная схема управления
аппарата с регулированием по мгновенному
значению первичного тока преобразователя
Для режима MIG/MAG и получения «жесткой» характеристики (рис. 2а) в простейшем
случае используется обратная связь только
по выходному напряжению (рис. 7). При этом
уменьшение коэффициента усиления усилителя рассогласования будет приводить к увеличению наклона (уменьшению «жесткости»)
ВАХ. По такому принципу сделан сварочный
инвертор для полуавтоматической сварки
«Форсаж-315».
Рис. 7. Функциональная схема управления
аппарата с обратной связью по выходному
напряжению
В этом случае наклон ВАХ находится в обратно-пропорциональной зависимости от коэффициента усиления Kусил усилителя сигнала рассогласования. Оперативная регулировка наклона ВАХ приводит к одновременному
изменению установленного значения Uвых.
Основной недостаток такого способа заключается в том, что приходится очень тщательно проектировать тракт передачи напряжения
ошибки, исходя из повторяемости и долговременной стабильности Kусил. Например, применять гальваническую развязку при помощи
оптопар нельзя, поскольку их коэффициент
передачи может уменьшаться до двух раз в течение первого года эксплуатации.
Для аппаратов профессионального класса,
требующих организации таких функций, как
«горячий старт», «форсирование дуги», установка заданного и индикация текущего значений сварочного тока, регулирование наклона
ВАХ и т. п., необходимо использовать двумерную систему обратных связей и производить
непосредственное измерение выходного тока
и напряжения с формированием требуемого
управляющего напряжения (рис. 8).
Рис. 8. Функциональная схема управления
аппарата с обратной связью по выходным
напряжению и току
Для такой системы напряжение ошибки будет составлять:
где R0 — коэффициент передачи датчика выходного тока.
При достаточно большом коэффициенте передачи системы можно считать, что ε→0, тогда в установившемся режиме Uопор = К0Uвых +
+ R0Iвых и, следовательно, наклон выходной характеристики Rнакл = R0 /К0.
К сожалению, и в этой системе регулировка заданного тока или напряжения и наклона
ВАХ не получается независимой, поэтому при
оперативной регулировке параметров приходится менять все коэффициенты, рассчитывая их, например, при помощи микроконтроллера. Если использовать в многомерной
системе звенья с насыщением, можно получить ВАХ с изломами, например, для организации такой функции, как «форсирование дуги». По такому принципу работают все современные инверторы серии «Форсаж».
Качественное формирование динамических
характеристик сварочного инвертора предполагает знание точных регулировочных характеристик преобразователя, которые различны
для разных способов управления, поэтому
общие рекомендации сформулировать сложно.
Однако следует заметить, что большинство
современных прогрессивных методов электродуговой сварки предполагают управление
переносом металла и при проектировании
аппаратов промышленного применения разработчик должен обеспечивать управляемость динамических характеристик инвертора. В связи с этим на современном этапе
развития цифровой микросхемотехники
представляется разумным построение систем управления преобразователем, а возможно, и сварочного инвертора полностью на основе специализированных цифровых сигнальных контроллеров.
Следует отметить, что задача создания современного сварочного оборудования для
электродуговой сварки требует знаний
не только в области силовой электроники
и микропроцессорной техники, но и знания
физических процессов, протекающих в электрической дуге. Это требует обязательного
привлечения специалистов в области технологии сварки.
Литература
- Бардин А. И., Мишачев А. П., Романов А. В.
Патент РФ №2018424. Источник питания сварочной дуги постоянного тока. БИ № 16. 1994.
Источник питания сварочной дуги постоянного тока. БИ № 16. 1994. - Improving the Full-bridge Phase-shift ZVT
Converter for Failure-free Operation
Under Extreme Conditions in Welding and Similar
Applications. Hubert Aigner – Fronius
Schweissmaschinen KG A-4600 Wels-Thalheim,
Austria, Kenneth – Dierberger Advanced Power
Technology Inc Bend, Oregon 97702 USA,
Denis Grafham – Advanced Power Technology
Inc, B-1330 Rixensart, Belgium, 1998 г. АРТ. - A New ZVS-PWM Full-Bridge Converter
Yungtaek Jang and Milan M. Jovanovic´: Delta
Products Corporation, Power Electronics
Laboratory, Research Triangle Park, NC 27709,
U.S.A., 2004. - A New PWM ZVS Full-Bridge Converter
Yungtaek Jang and Milan M. Jovanovic´, Power
Electronics Laboratory, Delta Products
Corporation, P. O. Box 12173, 5101 Davis Drive,
Research Triangle Park, NC 27709, 2006. - Рекомендации по применению силовых полупроводниковых приборов. Приложение
на сайте www.