Схема сварочного инвертора самодельного: схема и сборка инверторной сварки
Содержание
Сварочный инвертор своими руками: схема сборки и описание
Сварочный инвертор, изготовленный своими руками, по функциональности и производительности ничуть не уступает своему заводскому аналогу. При этом, обойдется совсем недорого. Мы расскажем, как собрать самодельный аппарат пошагово.
Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.
Рисунок 5 — Схема инверторного сварочного аппарата
Оглавление
- 1 Как работает сварочный инвертор
- 2 Перечень необходимых материалов и инструментов
- 3 Простые схемы инверторной сварки
- 4 Процесс поэтапной сборки
- 4.
 1 Корпус сварочного инвертора
1 Корпус сварочного инвертора - 4.2 Где взять блок питания и как его подключить
- 4.3 Диодный мост
- 4.3.1 Намотка трансформатора
- 4.4 Подключение инверторного блока
- 4.5 Конструирование и подключение системы охлаждения
- 4.6 Механизм предотвращения залипания электрода
- 4.6.1 Основная схема
- 4.
- 5 Предпусковая диагностика аппарата
 1 Корпус сварочного инвертора
1 Корпус сварочного инвертораКак работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.
Рисунок 2 — Схематическое устройство инвертора
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.

Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Рисунок 4 — Принципиальная электрическая схема сварочного инвертора
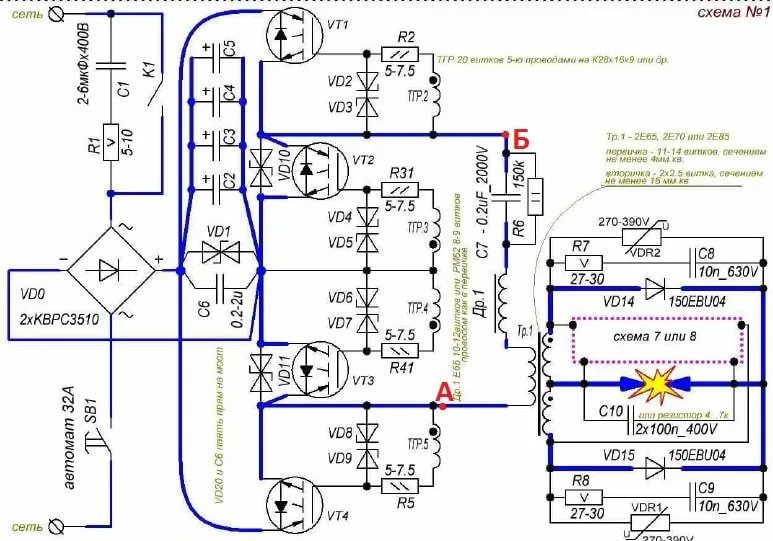
Схема инверторного сварочного аппарата:
Рисунок 5 — Схема инверторного сварочного аппарата
Процесс поэтапной сборки
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.
На плату припаиваются конденсаторы, количеством около 14 штук. Они выведут выбросы трансформатора в цепь питания. Нейтрализовать резонансные выбросы тока трансформатором помогут встроенные снабберы, содержащие конденсаторы С15 и С16. Снабберы выбирают хорошего качества и проверенных производителей, потому что у них в инверторе очень важная роль. Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Снабберы выбирают хорошего качества и проверенных производителей, потому что у них в инверторе очень важная роль. Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус сварочного инвертора
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.
Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Рисунок 8 — Схема сварочного резонансного инвертора
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный.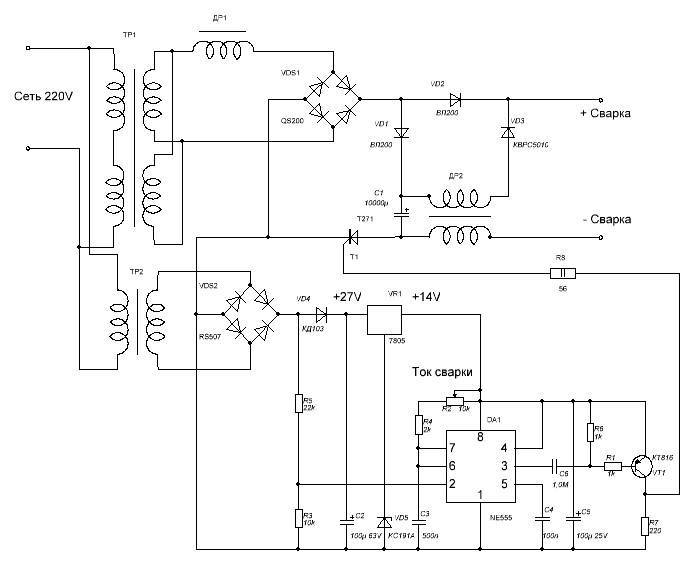 Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально.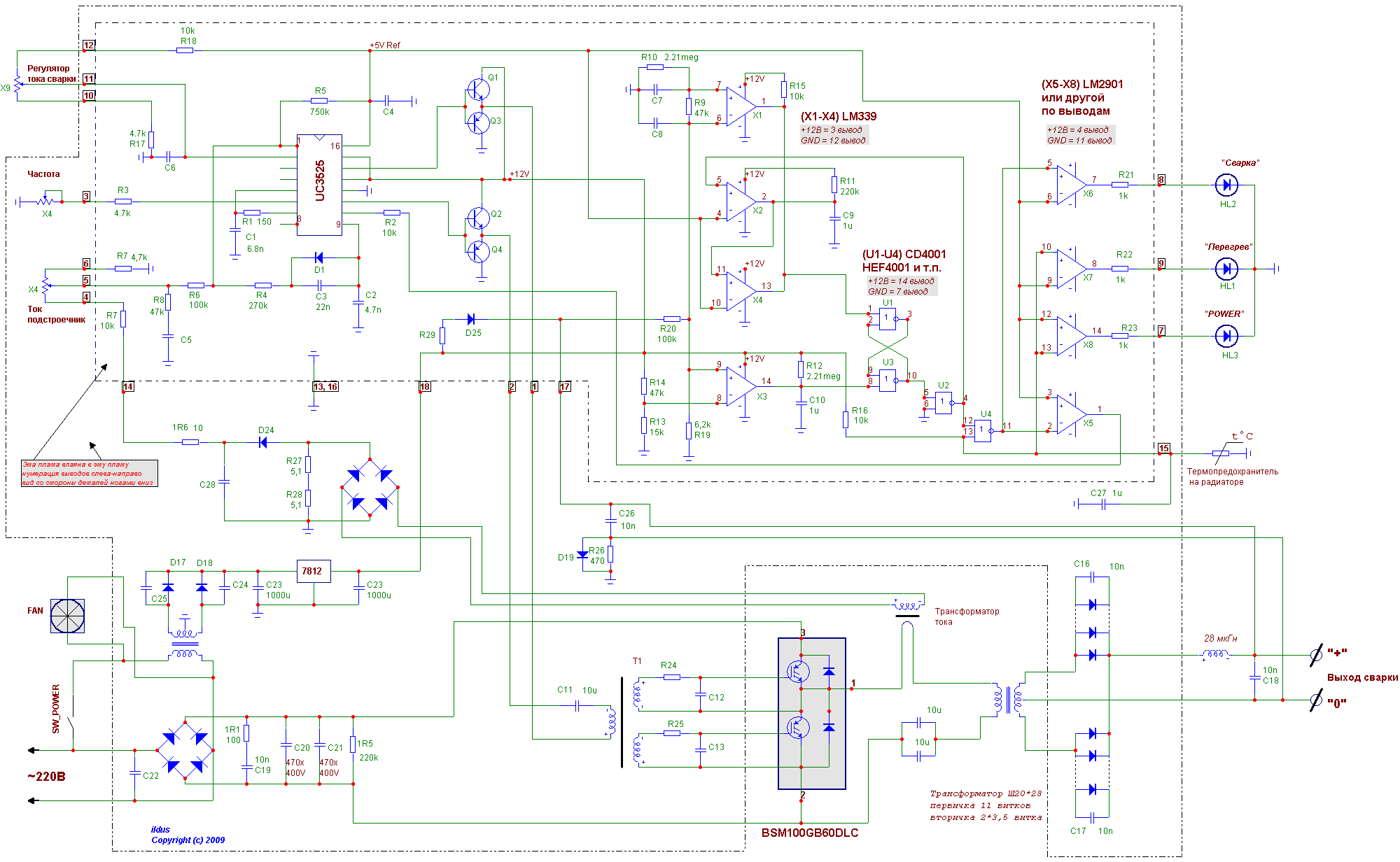 Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве.
Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Подключение инверторного блока
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.
Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.
Рисунок 10 — Подключение инверторного блока
Конструирование и подключение системы охлаждения
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.
Рисунок 11 — Система охлаждения
Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
Механизм предотвращения залипания электрода
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.
Рисунок 12 — Механизм предотвращения залипания электрода
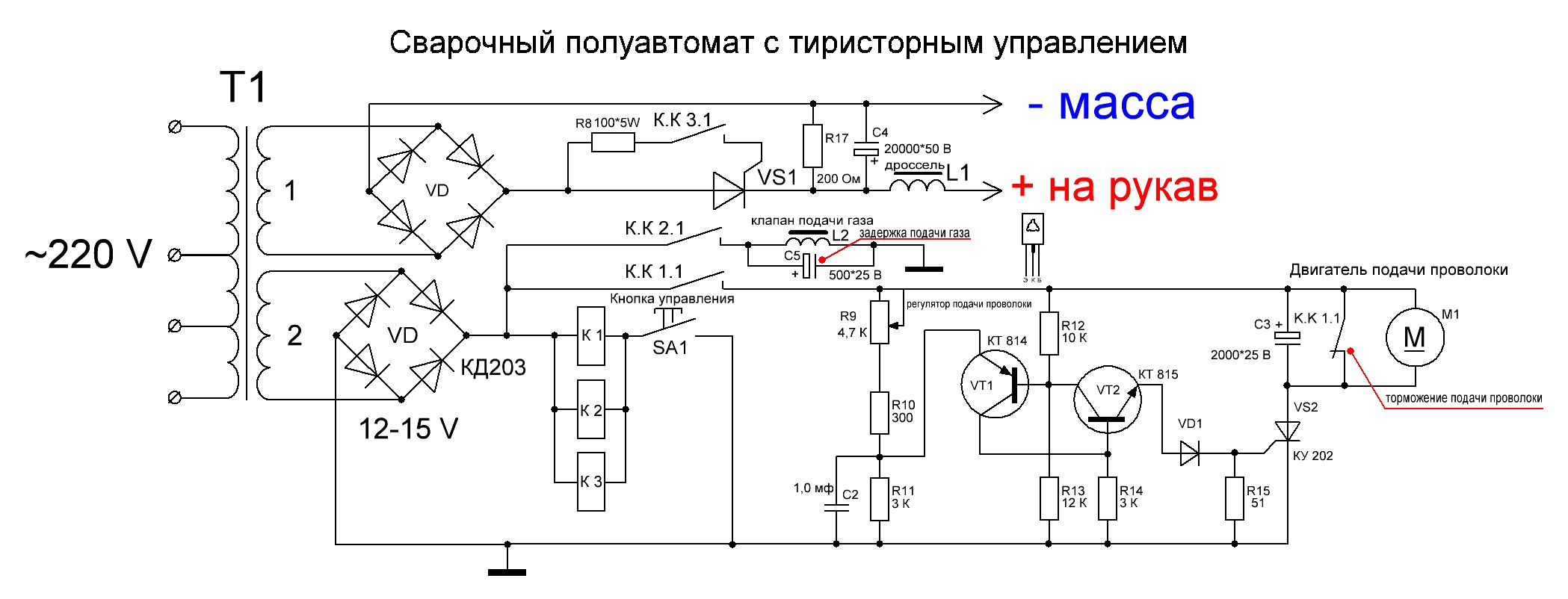
Основная схема
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3.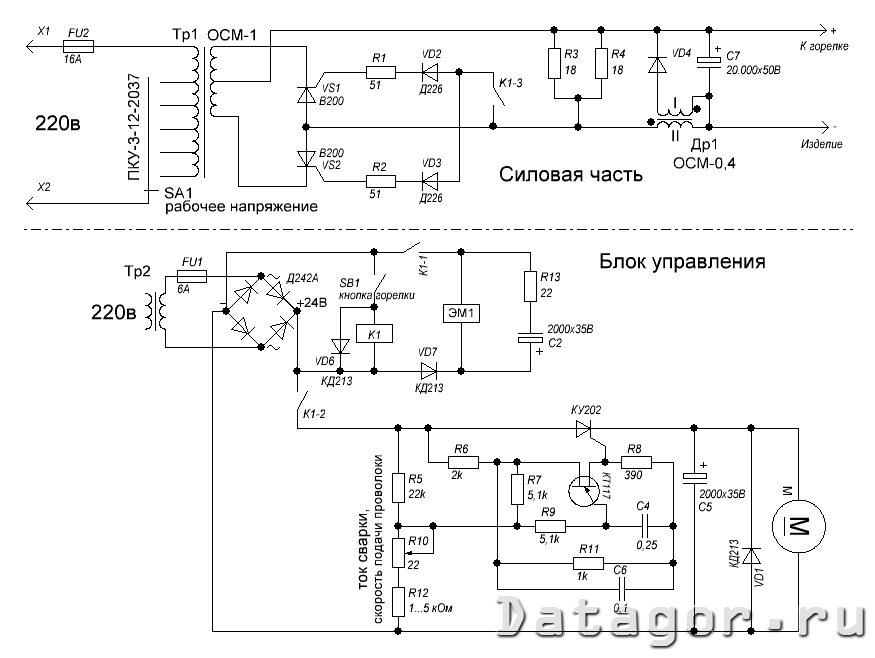 Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение. Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.
Рисунок 13 — Включение тиристоров в ключевом режиме
Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.
Рисунок 14 — Схема с возможностью регулировки выходного тока
Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.
Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ.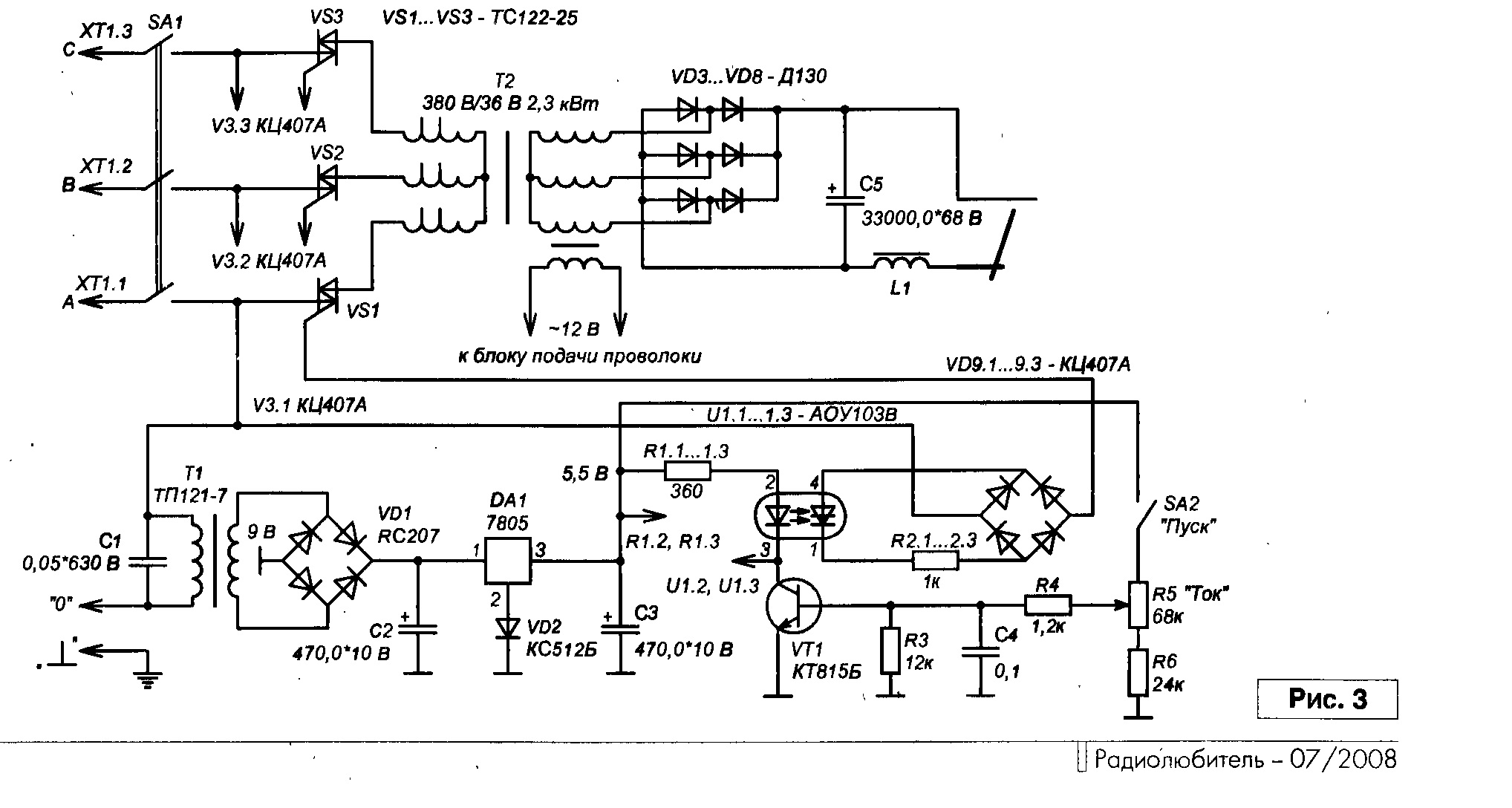 Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В. Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.
Самодельный или промышленный мини сварочный аппарат для дома
В домашнем хозяйстве мощный сварочный аппарат нужен не всегда.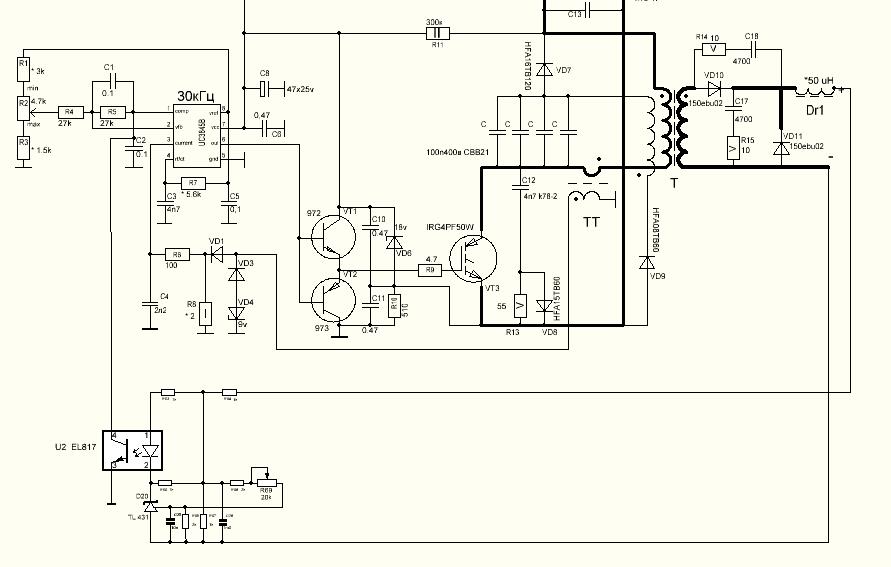 Для радиолюбителей, ювелирных дел мастеров и других представителей точных профессий вполне достаточно купить или сделать собственный мини сварочный аппарат. Да и сами нужды мастера очень часто требуют применения именно малых мощностей, токов и рабочих сварочных площадей.
Для радиолюбителей, ювелирных дел мастеров и других представителей точных профессий вполне достаточно купить или сделать собственный мини сварочный аппарат. Да и сами нужды мастера очень часто требуют применения именно малых мощностей, токов и рабочих сварочных площадей.
- Аппарат для сварки на маломощном трансформаторе
- Варианты аппаратов и мини-инверторов для сварки
Так как отечественная промышленность уделяет не очень много внимания этому вопросу, многие умельцы разрабатывают свои, порой уникальные устройства и приборы, позволяющие вести сварочные работы малыми токами, работать с тонкими и сверхтонкими материалами.
Аппарат для сварки на маломощном трансформаторе
Для маломощных сварочных работ можно воспользоваться обычным понижающим мини трансформатором с первичной обмоткой 220 В и с вторичной обмоткой 6-42 В, с током на II обмотке не меньше, чем 1А. В качестве электрода используется обычный графитовый стержень от простого карандаша или пальчиковой батарейки.
Для сварки служит графитовый стержень – в зависимости от площади свариваемых деталей. Рабочий конец стержня затачивается, а для держателя графитового электрода можно взять обычный щуп-крокодил. Таким электродом лучше всего сваривать медную или железную проволоку небольшого диаметра (0,8-2,5 мм).
В месте сварки провода скручиваются в жгут и соединяются с выводом II обмотки самодельного трансформатора. Графитовый сварочный электрод соединяется с другим выводом вторичной обмотки трансформатора, и при контакте металл плавится, тут же застывая в виде капли. При работе стержень будет уменьшаться, поэтому его необходимо постоянно затачивать.
к меню ↑
Варианты аппаратов и мини-инверторов для сварки
Самый популярный у домашних мастеров вариант мини аппарата – схема, собранная на обычных дросселях от люминесцентных ламп. Такой сварочный инвертор работает на постоянном токе и используется при сварочных работах малыми токами для тонколистовых деталей и конструкций, например, кровельные работы, ремонт автомобилей. Чем привлекателен инвертор на постоянном токе? Более стабильная дуга, устойчивый розжиг, можно работать током любой полярности.
Чем привлекателен инвертор на постоянном токе? Более стабильная дуга, устойчивый розжиг, можно работать током любой полярности.
Возможность сварки электродной проволокой без защитной обмазки и любыми электродами (постоянного или переменного тока). Особенность такого аппарата – повышенное напряжение Uxx на вторичной обмотке (70 — 85 В). Чтобы получить напряжение постоянного тока, не используются сложные транзисторно-тиристорные схемы – достаточно обычного диодного моста, диоды которого для увеличения мощности снабжаются охладительными радиаторами, обычно из алюминия.
В такой схеме дроссель служит для сглаживания пульсаций синусоидального напряжения. Дроссель может быть и самодельным, и содержать, например, 10-20 витков медного провода круглого или прямоугольного сечения S = 30-35 мм2. Намотать дроссель можно на любом подходящем по размеру сердечнике.
Сварочные инверторные схемы
Если мастер хочет организовать плавную регулировку сварочного тока, то здесь нужно использовать схему с мощными тиристорами (например, Т160, Т200). Такие схемы можно использовать не только в сварочных работах, но и для других бытовых целей. Так как диапазон регулирования Uxx составляет 10-90%, то таким сварочным мини аппаратом можно заряжать маломощные аккумуляторы, батарейки, подключать бытовые электроприборы, не требующие стабильного постоянного напряжения.
Такие схемы можно использовать не только в сварочных работах, но и для других бытовых целей. Так как диапазон регулирования Uxx составляет 10-90%, то таким сварочным мини аппаратом можно заряжать маломощные аккумуляторы, батарейки, подключать бытовые электроприборы, не требующие стабильного постоянного напряжения.
Самодельный сварочный инвертор постоянного тока
Такой инвертор собирается по несколько другому принципу – в его принципиальной схеме используются тиристоры и полевые транзисторы, обеспечивающие плавность регулировки тока и защиту от перегрузок напряжения. Самодельный инвертор, собранный по этой схеме, можно считать идеальным вариантом при самостоятельной сборке. Такой сварочный агрегат имеет следующие характеристики:
- Сварочный ток регулируется в диапазоне 40-130 А при сетевом напряжении 220 В с частотой 50 Гц.
- Uxx – 90 В, Imax – 20 А.
- Можно использовать электроды до 3 мм диаметром.
- Время нагрузки от общей работы инвертора (температура воздуха 25°С): Iвых 100A – 60%, Iвых 130 А – 40%.
- Размеры, мм – 350 х 180 х 105.
- Весит инвертор около 5 кг.
Инвертор работает на постоянном токе, тип регулировки – плавная (резистор R1). Самодельный инвертор может работать с металлом толщиной до 3 мм, при этом сварочный ток не будет превышать 10 А. Включается инвертор с ручки держателя электрода. Такой способ включения повышает электробезопасность работ и обеспечивает мгновенное повышение сварочного тока до рабочего значения. Этот прием позволяет стабилизировать розжиг дуги и обеспечить ее устойчивое горение. При работе на обратной полярности можно сваривать тонколистовой металл (0,8-1,2 мм).
Как собрать импульсный инвертор
Довольно мощный мини инвертор импульсного типа можно сделать на ферритовом трансформаторе тороидального сечения. Применение феррита значительно уменьшает размеры аппарата, так как в ферритовых сплавах потери тока, напряжения и индукции минимальны.
При изготовлении устройства обмотки дросселя необходимо наматывать на всю ширину каркаса – такое исполнение позволяет добиться более устойчивой работы при перепадах входного напряжения при любых наружных температурах. Для сборки основных узлов импульсного инвертора потребуются:
Для сборки основных узлов импульсного инвертора потребуются:
- Трансформатор тороидального сечения на 41 Гц.
- Ферритовый дроссель тороидального сечения.
- Медная пластина и изолента.
- Алюминиевый радиатор для охлаждения элементов конструкции.
Вторичная обмотка в импульсном аппарате для сварки наматывается равномерно, в несколько слоев, по всей площади железа. Дроссель на ферритовом сердечнике присоединяется к первичной и вторичной обмоткам трансформатора.
Охлаждается самодельный импульсный инвертор через обычный компьютерный радиатор от микропроцессора – его площадь охлаждения оптимальна по потреблению электроэнергии и мощности. Алюминиевый провод для импульсного трансформатора использовать нельзя – в нем происходят большие потери, и удельное сопротивление алюминия меньше, чем меди, поэтому потребуется больше витков обмотки.
Важно: стабильная и работа бесперебойная работа инвертора зависит от диаметра провода в обмотках. Например, при использовании провода диаметром больше 0,5 мм образуется скин-эффект, что отрицательно влияет на работу бытовой электротехники.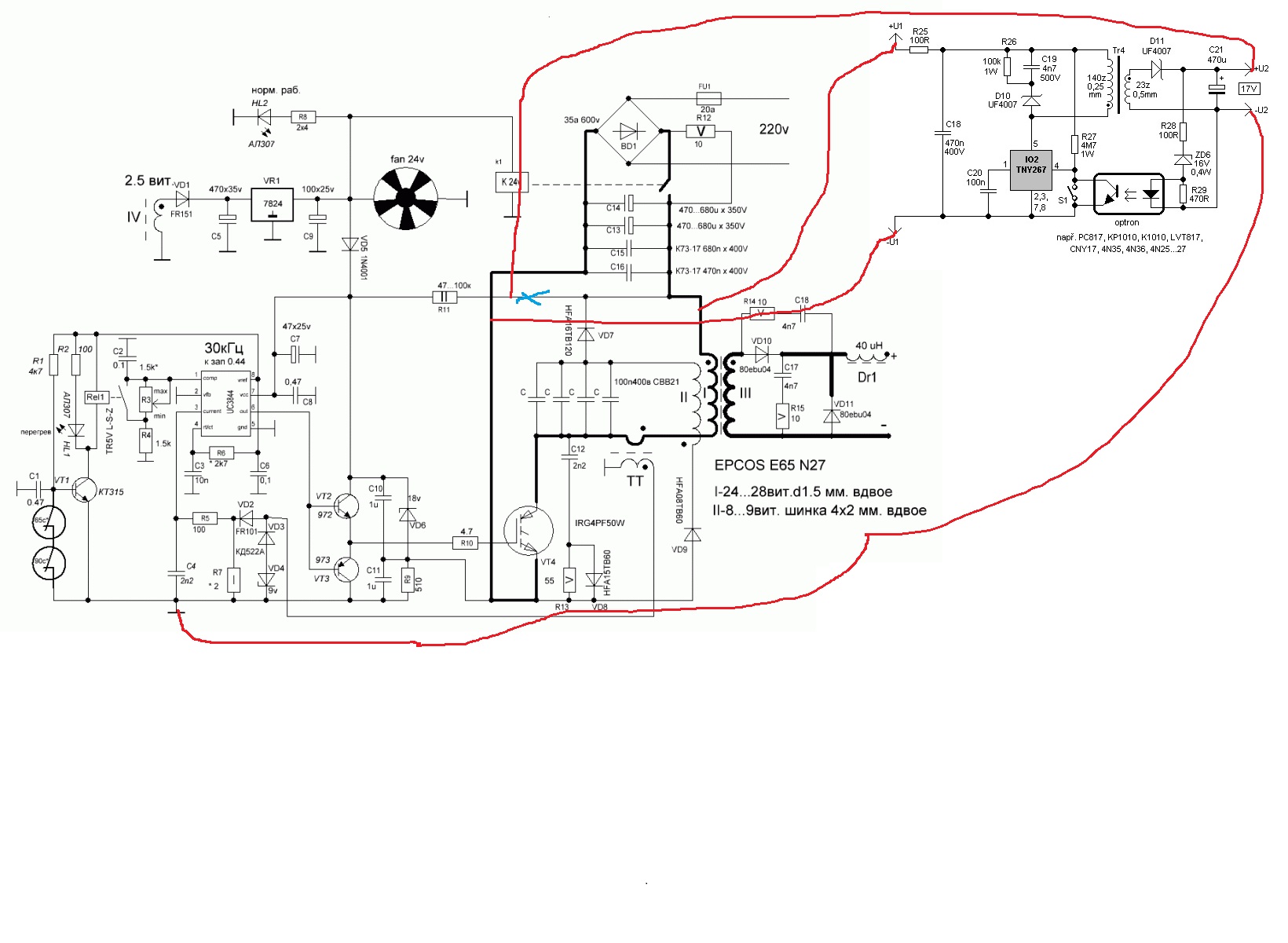 Масса импульсного инвертора – 5-10 кг, рабочий сварочный ток — 30-150 А.
Масса импульсного инвертора – 5-10 кг, рабочий сварочный ток — 30-150 А.
Инвертор на IGBT транзисторах
Сварочный инвертор на IGBT полупроводниковых приборах работает на большей частоте (до 85 кГц), поэтому его КПД намного выше, а вес аппарата – намного ниже, чем у обычных устройств. Температурная защита от перегрева у IGBT-инверторов срабатывает при 90°С – у обычных устройства постоянного тока этот порог составляет н выше 60°С. Таким образом, увеличивается время непрерывной работы агрегата.
Многие сварщики и домашние умельцы полагают, что ремонтопригодность IGBT-инверторов намного выше, так как их принципиальная схема имеет меньше деталей, она намного компактнее и надежнее. Но многие компании-производители в погоне за компактностью делают такую сложную компоновку прибора, что при ремонте до некоторых деталей практически невозможно добраться.
Инвертор для сварки, работающий на базе IGBT транзисторов, может обеспечить практически любой режим сварки, поэтому его предпочитают профессиональные сварщики. Защита таких аппаратов очень надежная – в нее входят термодатчики, автоматические предохранители, схемы для отключения агрегата при колебаниях входного напряжения, и т.д.
Защита таких аппаратов очень надежная – в нее входят термодатчики, автоматические предохранители, схемы для отключения агрегата при колебаниях входного напряжения, и т.д.
Все аппараты на IGBT транзисторах стабильно работают при колебаниях напряжения в диапазоне 170-250 В. При скачке напряжения в большую сторону срабатывает варисторная защита – варистор просто рассыпается от перегрузки, и ремонт сварочного аппарата сводится только к замене самого варистора.
Похожие статьи
- Сварочное оборудование Днипро-М: каковы его достоинства
- Аппараты для сварки Aurora: что о них полезно знать?
- Мини автоген: в чем преимущество применения приспособления?
- Сварочный полуавтомат инверторного типа: что необходимо знать?
инвертор%20сварка%20машина%20схема%20схема%20информация о плате и примечания по применению
Лучшие результаты (1)
Toshiba Electronic Devices & Storage Corporation
инвертор%20сварка%20машина%20схема%20схема%20плата Листы данных Context Search
| MFG и тип | ПДФ | Теги документов | |
|---|---|---|---|
2002 — ИНВЕРТОР ШМИТТА ТРИГГЕР Реферат: Шестигранный триггер Шмитта ecl cmos 74C шестигранный инвертор DM74ALS05A | Оригинал | 74AC04 74ACT04 74ACTQ04 74F04 74LCX04 74LVQ04 74LVX04 74VHC04 74VHCT04A ДМ74АС34 ИНВЕРТОРНЫЙ ТРИГГЕР ШМИТТА Шестигранный триггер шмитта ecl смос 74С шестигранный инвертор DM74ALS05A | |
а698 Резюме: HOA0973-N51 HOA0973N51 2p51 3P55 HOA0971 HOA0961-N51 A697 HOA0963 A0973-N | OCR-сканирование | А0961-Л51 А0961-Л55 А0963-Л51 963-L55 А0971-Л51 А0971-Л55 НОА0973-L51 973-L55 НОА0961-N51 961-Н55 а698 НОА0973-N51 НОА0973N51 2р51 3П55 ТСЖ0971 А697 ТСЖ0963 А0973-Н | |
2014 — Трансформатор 2,5 МВА Резюме: нет абстрактного текста | Оригинал | L00410648-02 Трансформатор 2,5 МВА | |
2008 — Схема АВР Реферат: Схемы инвертора 800 кВА Схема синусоидального инвертора Принципиальная схема инвертора мощности 7,5 кВА Схема инвертора мощности 100 ВА Универсальный инвертор для ноутбука Инвертор для ноутбука Напряжение на основе микроконтроллера Инвертор электронный 40 кВА ИБП Схема инвертора мощности | Оригинал | CC408634265 CC408634273 CC408633283 CC408634281 CC408634224 CC408634422 ДС03-004 схема автоматического включения резерва Схемы инвертора 800 кВА схема синусоидального инвертора принципиальная схема инвертора мощности 7,5 кВА принципиальная схема инвертора мощности 100 ВА универсальный инвертор для ноутбука напряжение инвертора ноутбука инвертор на базе микроконтроллера электронные ИБП 40 кВА схема силового инвертора | |
2010 — CXA-0373 Аннотация: инвертор 1000 ватт | Оригинал | СЕ-1077 PS-LD0101-x-yyy PS-LD0301-x-yyy PS-LD0302-х PS-LD0304-х PS-LD0305-х PS-LD0602-x-yyy ПС-ДА0136-01 PS-DA0136-02 CXA-0323 CXA-0373 инвертор 1000 ватт | |
2008 — электрическая схема преобразователя мощности 7,5 кВА Аннотация: схема автоматического включения резерва инвертор 200 ва схема схема синусоидальный инвертор схема схема инвертора постоянного тока на переменный ток 400 Гц схема инвертора на 100 ВА инвертор постоянного тока на переменный ток схема инвертора схема инвертора схема инвертора постоянного тока на переменный ток 800 кВА схемы инвертора схема инвертора на 600 Вт диаграмма | Оригинал | CC408634265 CC408634273 CC408633283 CC408634281 CC408634224 CC408634422 ДС03-004 принципиальная схема инвертора мощности 7,5 кВА схема автоматического включения резерва Инвертор 200 ВА Принципиальная схема схема синусоидального инвертора инвертор постоянного тока в переменный 400 Гц принципиальная схема инвертора мощности 100 ВА схема инвертора постоянного тока в переменный схема инвертора постоянного тока в переменный Схемы инвертора 800 кВА Схема инвертора на 600 ватт | |
2004 — У20Н2К2С Реферат: U20N1K5S Vat20 u20x2k2 ВПЕРЕД НАЗАД 3-ФАЗНЫЙ ДВИГАТЕЛЬ 3 схема управления проводкой с пуском и толчком | Оригинал | НДС20 00В-240В 200/240В 380/460В НДС20, 89/336/ЕЭС) U20X1K5 U20X2K2 U20AF2K2 У20Н2К2С У20Н1К5С Ват20 у20х2к2 ВПЕРЕД НАЗАД 3-ФАЗНЫЙ ДВИГАТЕЛЬ 3 схема управления проводкой с работой и толчковым режимом U20X0K7S U20N0K7S инвертор частоты драйвер однофазного инвертора IGBT 50 кВА U20N0K4S ПРИВОД ПОСТОЯННОГО ТОКА GE 460 В ПРИВОД С РЕГУЛИРУЕМОЙ СКОРОСТЬЮ | |
2010 — схема инвертора Резюме: нет абстрактного текста | Оригинал | D-74360 DE234167965 HEISDE66 DE24620500000000798879 PS-INVC132 PS-INVC186 PS-INVC196 PS-INVC617 PS-INVC657 PS-INVC667 схема инвертора | |
2003 — схема инвертора ноутбука Реферат: принципиальная схема ЖК-ноутбук инвертор принципиальная схема онлайн ИБП принципиальная схема 5кВА онлайн ИБП инвертор ИБП печатная плата руководство по обслуживанию принципиальная схема мге ИБП модуль tyco igbt 25A aic 2565 принципиальная схема ИБП 5 кВА 5кВА принципиальная схема ИБП | Оригинал | ||
1995 — эрг вкл.
Аннотация: 12 вольт постоянного тока в 220 вольт переменного тока инвертор постоянного тока переменного тока инвертор 1000 Вт симисторный инвертор инвертор исходный код постоянного тока в переменный преобразователь схема однофазных инверторов принципиальная схема постоянного тока в переменный инвертор принципиальная схема 12 вольт постоянного тока в 220 вольт переменного тока инвертор 1000 Вт 220 вольт переменного тока в 12 инвертор постоянного тока | Оригинал | ||
2013 — Недоступно Резюме: нет абстрактного текста | Оригинал | 2013/10-МКТ 0097A0 | |
2012 — НЭК МИС 502 Реферат: NEC MYS FR-D700 FR-BLF NEC MYS microcontrols S-N10 Магнитный контактор РЕЛЕ УТЕЧКИ НА ЗЕМЛЮ mitsubishi | Оригинал | ФР-Д700 ФР-Д720-0 ФР-Д740-0 ФР-D720S-0 ФР-D710W-0 -0600438ENG-B 1А2-П34 НЭК МИС 502 НЭК МИС ФР-Д700 FR-BLF Микроконтроллеры NEC MYS Магнитный контактор S-N10 РЕЛЕ УТЕЧКИ НА ЗЕМЛЮ mitsubishi | |
Схема инвертора 1 кВА Реферат: ремонт инвертора инвертор постоянного тока РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Инвертор 1 кВА JST YNT 1614 Схема однофазных инверторов 1 кВА Пожарная сигнализация абстрактная дымовая сигнализация абстрактная инвертор 60 Гц 800 кВА схемы инвертора | Оригинал | DA10SRC0-100U DA10SR0PDB5DPMU UL60950 E203489 DA10SR0PDB5DPMU DA10SR0PDB5DPMU.  схема инвертора 1кВА ремонт инвертора Инвертор постоянного тока в переменный РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ инвертор 1 кВА JST YNT 1614 Схема однофазного инвертора 1 кВА аннотация пожарной сигнализации дымовая сигнализация аннотация инвертор 60 Гц Схемы инвертора 800 кВА | |
2013 — инвертор tripp lite РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Резюме: нет абстрактного текста | Оригинал | АПС2424 АПС2424 БП-260 инвертор tripp lite РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ | |
FR-BSF01 Реферат: Фильтр FR-D740-012 FR-ASF-H FR-D720S FR-D720 FR-D740-036-EC FR-D740-022 FR-BiF FR-D740-036 FR-D740-080 | Оригинал | ib0600352ENG ФР-Д700 ФР-Д740-012 160-ЕС ФР-D720S-008 100-ЭК FR-BSF01 фильтр FR-ASF-H ФР-D720S ФР-D720 FR-D740-036-EC ФР-Д740-022 ФР-БиФ ФР-Д740-036 ФР-Д740-080 | |
СХЕМА ГЕНЕРАТОРА АРН 150 кВА Реферат: принципиальная СХЕМА AVR 500 kva GENERATOR принципиальная схема igbt инвертор сварочный аппарат A143 PNP переключающий транзистор 007NFEF2 040HFEF2 005NFEF2 L200-011NFE 200V DC TO 240V AC инвертор принципиальная схема принципиальная схема ИБП 5 кВА | Оригинал | Л2002 NB675X СХЕМА ГЕНЕРАТОРА АРН 150 кВА СХЕМА ГЕНЕРАТОРА АРН 500 кВА принципиальная схема igbt инверторный сварочный аппарат Переключающий транзистор A143 PNP 007NFEF2 040HFEF2 005NFEF2 L200-011NFE Схема инвертора 200 В постоянного тока на 240 В переменного тока принципиальная схема ИБП 5 кВА | |
2014 — UL458 Резюме: нет абстрактного текста | Оригинал | RV1250ULHW UL458 RV1250ULHW БП-260 com/sku/RV1250ULHW. 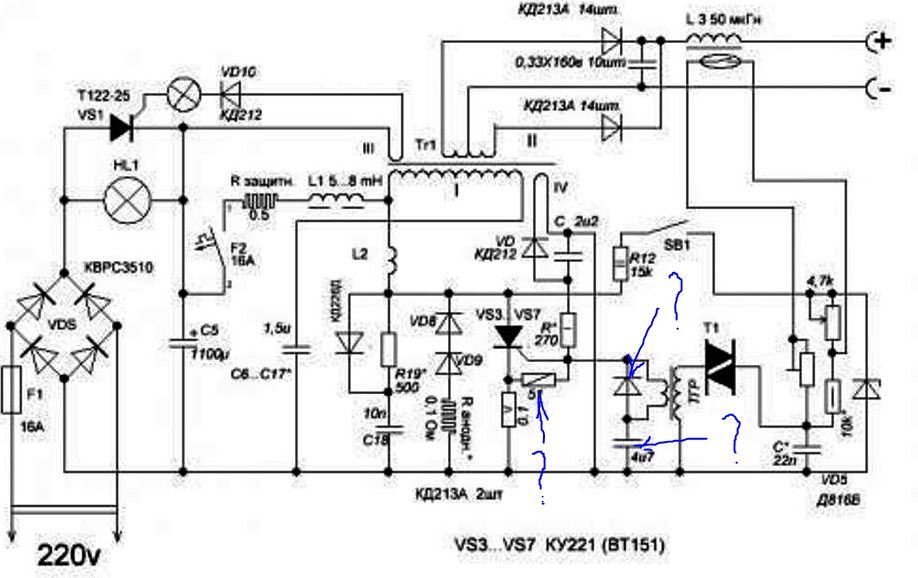 UL458 | |
2006 — Плата инверторного сварочного аппарата Реферат: CPF00 JVOP-160 yaskawa контакторы инвертора yaskawa A70P900 yaskawa блок динамического торможения схема MC 1200 плата управления двигателем h4 OMRON 2,5 кВА ссылки истории инвертора | Оригинал | Е2-01) АН-24 плата инверторного сварочного аппарата CPF00 СВОП-160 яскава инвертор контакторы yaskawa А70П900 схема блока динамического торможения yaskawa Плата управления двигателем MC 1200 h4 ОМРОН Ссылки на историю инвертора 2,5 кВА | |
2013 — Недоступно Резюме: нет абстрактного текста | Оригинал | АПС750 АПС750 БП-260 | |
2014 — Недоступно Резюме: нет абстрактного текста | Оригинал | АПС2012 АПС2012 БП-260 com/sku/APS2012. 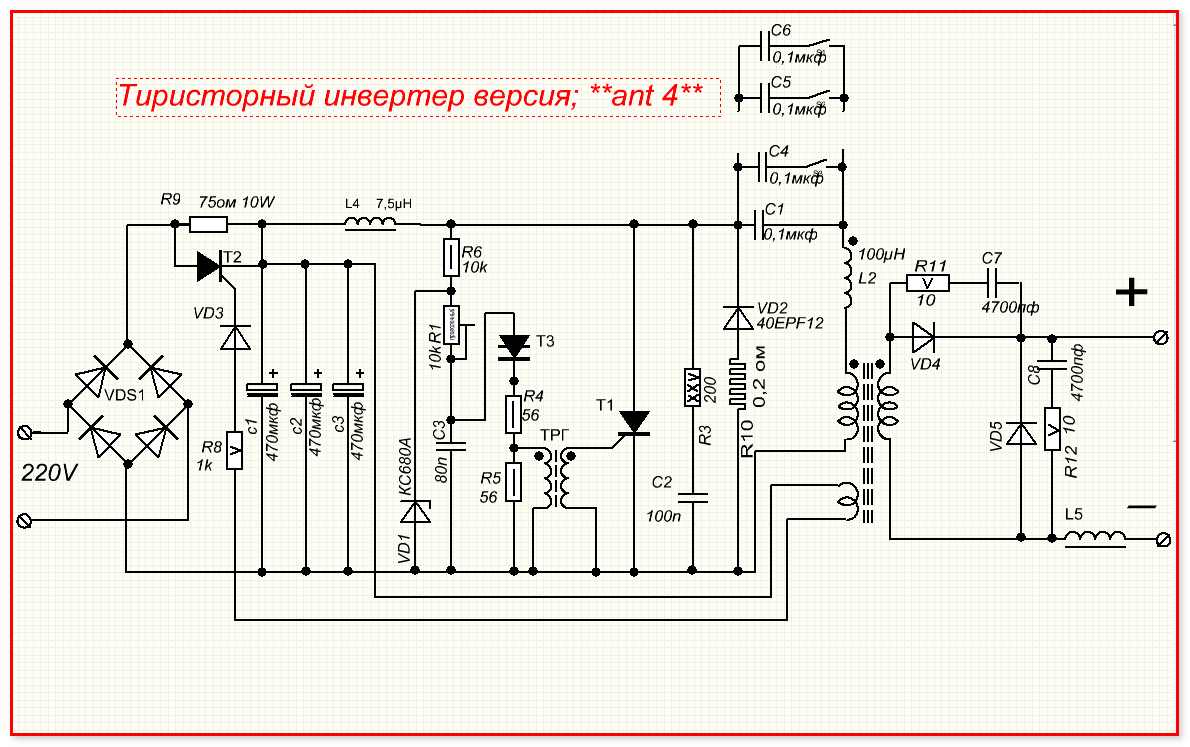 | |
2014 — Недоступно Резюме: нет абстрактного текста | Оригинал | АПС2448УЛ АПС2448УЛ БП-260 com/sku/APS2448UL. | |
2013 — Недоступно Резюме: нет абстрактного текста | Оригинал | АПС2448УЛ АПС2448УЛ БП-260 | |
OS 430 NR, ВАРИСТОР Резюме: FR-D740-120 FR-D740-012 Варистор NEC 039 06 fr-d740 e.oc3 Чувствительность прерывателя цепи утечки на землю, пример инвертора pid PWM 555 DC MOTOR CONTROL 500A Автоматический выключатель Mitsubishi | Оригинал | ФР-Д700 ФР-Д740-012 160-ЕС D-40880 OS 430 NR, ВАРИСТОР ФР-Д740-120 Варистор NEC 039 06 фр-д740 e.oc3 Чувствительный автоматический выключатель утечки на землю пример pid инвертора ШИМ 555 УПРАВЛЕНИЕ ДВИГАТЕЛЕМ ПОСТОЯННОГО ТОКА Автоматический выключатель 500А Митсубиси | |
2011 — Недоступно Резюме: нет абстрактного текста | Оригинал | В23990-П700-Ф44 поток90PACK 200В/50А В23990-П700-Ф44-ПМ | |
2011 — ИНВЕРТОР IC Резюме: нет абстрактного текста | Оригинал | В23990-П709-Ф40-ПМ поток90PACK 200В/25А ИС ИНВЕРТОРА | |

. ..
..
Сборка аппарата для дуговой сварки на 70 А
В этом посте я хочу показать вам оригинальный учебник, который я использовал для сборки своего аппарата для дуговой сварки на 70 А (на фото слева). Я сделал его сам, используя трансформаторы для микроволновых печей. Я намерен построить еще один в этом году и снова воспользуюсь этими инструкциями. Поскольку исходный сайт, aaawelder.com, отключен, я воспользовался Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не является намеренным или желательным.
Обратите внимание, что эта машина может быть немного опасной. Если вы хотите сварить дешево, есть много других вариантов. У Amazon есть этот сварочный аппарат гораздо дешевле, чем вы ожидаете. Он получает отличные отзывы, и это гораздо более быстрый и простой способ сварки. Я купил на себя, а не строить еще один сварочный аппарат! Нажмите на картинку ниже, чтобы получить более подробную информацию об этом. Обязательно читайте отзывы!
Я опытный сварщик/слесарь с более чем 20-летним опытом развития и применения своих навыков. Я работал в мастерских от кукурузных полей Иллинойса до верфей глубокого юга, соревнуясь в своих навыках со сварщиками/слесарями мирового класса. Я построил дуговой сварочный аппарат на 70 ампер из трансформаторов микроволновой печи, чтобы выполнять свои небольшие сварочные работы, микросварщик, если хотите.
Я работал в мастерских от кукурузных полей Иллинойса до верфей глубокого юга, соревнуясь в своих навыках со сварщиками/слесарями мирового класса. Я построил дуговой сварочный аппарат на 70 ампер из трансформаторов микроволновой печи, чтобы выполнять свои небольшие сварочные работы, микросварщик, если хотите.
Я попытался купить в магазине сварочный аппарат на 110 вольт, но не смог заставить стержень проплавить соединения. Стержень расплавлялся в маленькие шарики и просто лежал на заготовке, совершенно не расплавляясь. Фирму называть не буду, скажу лишь, что разочаровалась.
Опыт сборки собственного сварочного аппарата был не только полезным, но и поучительным. Мало что может сравниться с созданием чего-то, что действительно работает, испытанием навыков и силы духа, в котором вы выходите победителем. Это не лучше, чем это. В AAAWelder я стремлюсь вдохновлять и пробуждать художника во всем, в AAAWelder я говорю: «Да, мы можем».
ВНИМАНИЕ!!!!!! Приступайте к постройке этого устройства на свой страх и риск! Если вы не уверены в правильной процедуре и мерах предосторожности, НЕ СТРОИТЕ! Энергия, производимая этим юнитом, может убить вас, если вы позволите.
 Быть умным. Быть безопасным. Будьте в курсе!
Быть умным. Быть безопасным. Будьте в курсе!
Как я собрал свой 70-амперный сварочный аппарат для дуговой сварки
Шаг 1: ПОЛУЧИТЕ ТРАНСФОРМАТОРЫ
Есть несколько способов сделать это. Метод, который я выбрал, состоял в том, чтобы позвонить в Департамент санитарии и попросить их отложить несколько микроволновок. Когда я рассказал им, что это за проект, я немного посмеялся и получил одобрение. Две недели спустя у меня было 6 микроволновых печей. Для дуговой сварки на 110 В требуется 2 трансформатора.
Шаг 2: РАЗБОРКА БЛОКОВ
Предостережение относительно трансформаторов: будьте осторожны при снятии разъемов с первичной обмотки (см. рис. 1). Иногда единственное, что удерживает концы катушки на месте, — это кусок ленты. Если потянуть или дернуть, они могут вырваться, что приведет к поломке или излому магнитопровода под напряжением. Потратьте время, чтобы сделать это правильно. Снимите трансформатор. Есть и другие вещи, которые я удаляю: вентилятор охлаждения (вам нужен 1 для сварочного аппарата 110 В), шнур питания, магниты от магнетрона (для использования в другом проекте) и жгут проводов (провод от жгута). может использоваться для подачи питания на трансформаторы, охлаждающий вентилятор и переключатель включения/выключения).
может использоваться для подачи питания на трансформаторы, охлаждающий вентилятор и переключатель включения/выключения).
90 071
Шаг 3: Модификация трансформаторов: Фаза 1
Это решающая фаза этого процесса. То, как и что вы будете делать с этого момента, будет определять результаты ваших усилий. Программисты используют термин, который говорит сам за себя: МУСОР ВНУТРИ, МУСОР ВНЕ! Не торопись. Сделай это правильно. Если вы чувствуете, что злитесь или расстраиваетесь, остановитесь, бросьте все, идите и возьмите что-нибудь холодное, вернитесь позже.
Вторичная обмотка обоих трансформаторов должна быть удалена. Я объясню свой способ, у вас может быть лучше.
Для выполнения этого шага я использовал обычный молоток и очень острое долото. Ширина долота была меньше ширины паза керна. Закрепите трансформатор на стационарном объекте (столе, скамье и т. д.), как показано на рис. 2. Поместите стамеску в начальную точку реза № 1 (рис. 3). Разрежьте катушку, ударяя молотком по долоту, пока не достигнете точки упора, которая должна полностью пройти через толщину катушки. Отрежьте все оставшиеся пряди, оставшиеся после первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (срез № 2 теперь должен быть вверху). Повторяйте разрезы в разрезе № 2, пока этот участок катушки не будет свободен. Снимите секцию (рис. 3). Если вы врежетесь в первичную обмотку, купите другой трансформатор, это уже история. Пристегнитесь, теперь начинается настоящее веселье.
д.), как показано на рис. 2. Поместите стамеску в начальную точку реза № 1 (рис. 3). Разрежьте катушку, ударяя молотком по долоту, пока не достигнете точки упора, которая должна полностью пройти через толщину катушки. Отрежьте все оставшиеся пряди, оставшиеся после первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (срез № 2 теперь должен быть вверху). Повторяйте разрезы в разрезе № 2, пока этот участок катушки не будет свободен. Снимите секцию (рис. 3). Если вы врежетесь в первичную обмотку, купите другой трансформатор, это уже история. Пристегнитесь, теперь начинается настоящее веселье.
Как видно из рис. 4 и рис. 5, остальные вторичные катушки должны быть полностью удалены, включая 3-витковую накальную обмотку. Я решил эту проблему, найдя стальной стержень, который можно было бы вставить в пазы сердечника без заклинивания и иметь достаточную площадь на лицевой стороне, чтобы вытолкнуть катушки одним куском, а не тысячами прядей.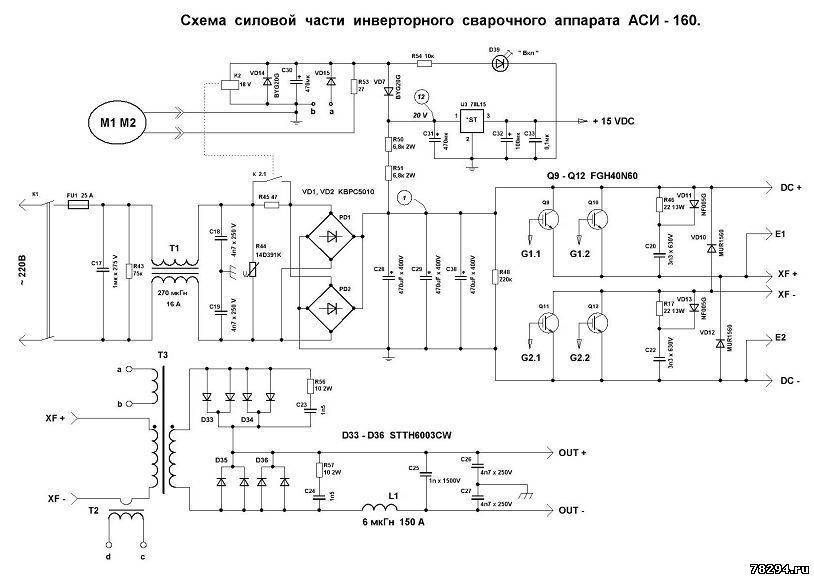 Удачи!
Удачи!
Модификация трансформатора: Фаза 2
Если вам понравилась фаза 1, не пристегивайте ремень, вам понравится фаза 2. Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах из моих собственных экспериментов. Я связываю поток электронов с потоком воды, потому что они имеют одинаковые характеристики. Все, что вы делаете для обеспечения беспрепятственного протекания тока, обеспечит вам максимальную производительность этих трансформаторов. Имея это в виду, давайте продолжим.
Вам необходимо как можно лучше определить направление наматывания первичных катушек. Поверните трансформаторы так, чтобы разъемы на первичках были обращены к вам. Один будет входить в ядро (назовем это входом для ясности), а другой выходит (выходит). Вторичные обмотки обоих трансформаторов будут намотаны относительно их первичной обмотки. Это попытка удержать трансформаторы в фазе друг с другом.
Если вы обнаружите, что первичная обмотка намотана по часовой стрелке, просто выполните процедуру, показанную на рис. 7, в обратном порядке. Четвертый может выбить из вас несколько отборных слов. Я использовал отвертку с обмотанной лентой лопаткой, чтобы поддеть зазоры между проводом и сердечником. Ваша цель — 20 витков многожильного медного провода №10 AWG, изолированного, длиной 25 футов для каждого трансформатора. Я достиг 18 витков, и мой сварочный аппарат работает нормально. Еще раз, удачи!
К тому времени, когда вы закончите перематывать вторичную обмотку, вы по-новому оцените искусство перемотчиков. Ваша работа может быть некрасивой на данном этапе, но держу пари, что они бегут как «ошпаренные собаки».
Шаг 4: Технические характеристики и испытания
Соедините трансформаторы в соответствии с этой простой схемой. Вы можете жестко подключить этот блок после того, как дуговой сварщик заработает должным образом.
Пока не подавайте питание на цепь. Найдите концы бирки обмотки накала и крышки, так как может вытечь до 13 ампер. Не включайте себя в эту цепь; взрыв в вашем сердце может убить вас. Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему стационарному объекту на расстоянии не менее 4 дюймов друг от друга.
Если вы следовали порядку сборки, все, что здесь нужно сделать, это проверить выходное напряжение. Установив вольтметр на 50 В переменного тока, включите сварочный аппарат, снимите показания напряжения, выключите сварочный аппарат. Если ваши огни все еще горят, вы прошли первый тест; без шорт. Если вывод не соответствует спецификации и показывает прибл. половина, поменять местами вторичные обмотки. Если вы попали в точку, поздравляю, друг, теперь у вас есть сварочный аппарат. Закрепите ваш блок. Здесь не дается инструкция по размещению устройства, это вопрос выбора, вкуса и индивидуальности. Я использовал корпус от старого радиопередатчика, который нашел на свалке. Корпус от микроволновки можно вырезать и вылепить под этот микросварщик. Возможности безграничны.
половина, поменять местами вторичные обмотки. Если вы попали в точку, поздравляю, друг, теперь у вас есть сварочный аппарат. Закрепите ваш блок. Здесь не дается инструкция по размещению устройства, это вопрос выбора, вкуса и индивидуальности. Я использовал корпус от старого радиопередатчика, который нашел на свалке. Корпус от микроволновки можно вырезать и вылепить под этот микросварщик. Возможности безграничны.
Сварка с помощью аппарата для дуговой сварки на 70 А:
Этот сварочный аппарат с легкостью прожигает электрод 6013 диаметром 1/16″. Электрод 3/32″ 6013 горит слегка холодным, потому что я не сделал полных 20 витков каждый. Так что стремитесь достичь цели 20/20. Я наношу горячий блестящий валик с помощью электрода 1/16″ 6013, и если я хочу получить наплавленный шов, я использую 2-шаговый электрод с электродом 3/32″ 6013. Чтобы получить более подробное руководство по сварке с помощью вашего нового сварочного аппарата, ознакомьтесь с некоторыми из имеющихся замечательных книг по сварке.
