Схема технологического процесса хромирования: Технологический процесс — хромирование — Большая Энциклопедия Нефти и Газа, статья, страница 1
Содержание
Технологический процесс — хромирование — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Технологический процесс хромирования состоит из трех этапов: подготовки детали ( механическая обработка, изоляция мест, не подлежащих покрытию, монтаж детали на подвеску, обезжиривание и промывка, декопирование), собственно хромирования и обработки после покрытия.
[1]
Технологический процесс хромирования и железнения деталей состоит из подготовительных операций, осаждения металла и заключительных операций.
[2]
Технологический процесс хромирования состоит из операций подготовки поверхности, собственно хромирования и обработки защитного слоя после операции хромирования.
[3]
Технологический процесс хромирования состоит из трех этапов: подготовки детали ( механическая обработка, изоляция мест, не подлежащих покрытию, монтаж детали на подвеску, обезжиривание и промывка, декопирование), собственно хромирования и обработки после покрытия. Процесс осталивания имеет много общего с хромированием.
Процесс осталивания имеет много общего с хромированием.
[4]
Технологический процесс хромирования, как и других гальванических процессов, охватывает группу операций подготовки деталей, операцию нанесения покрытия и обработку покрытых деталей. Особенностью технологического процесса износостойкого хромирования является применение комплекса мероприятий для повышения равномерности покрытия, что обусловлено сравнительно большой толщиной слоя и низкой рассеивающей способностью электролитов для хромирования. Специальные мероприятия предусматриваются для уменьшения отрицательного влияния хромирования на стали, особенно высокопрочные.
[5]
Технологический процесс хромирования состоит из трех этапов: подготовки детали ( механическая обработка, изоляция мест, не подлежащих покрытию, монтаж детали на подвеску, обезжиривание и промывка, декапирование), собственно хромирования и обработки после покрытия.
[6]
Ниже приводится технологический процесс хромирования.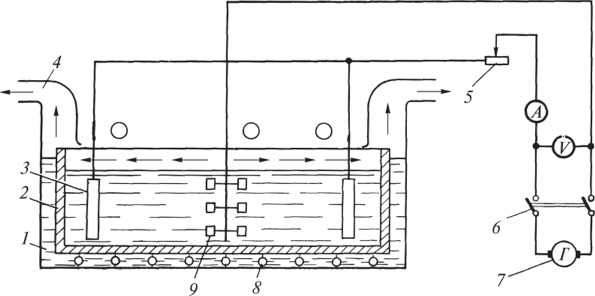
[7]
При выборе технологического процесса хромирования необходимо считаться с уловиями эксплуатации деталей. Если смазка трущихся поверхностей затруднена, а удельные нагрузки достаточно высоки, то следует применять покрытие пористым хромом.
[8]
Однако из-за сложности технологического процесса хромирования внедряется этот метод медленно. Он применяется главным образом для восстановления малогабаритных валов, так как увеличение габаритов деталей требует больших электрических ванн и расхода электролита.
[9]
Сообразно с назначением различаются и технологические процессы хромирования.
[10]
Сообразно с назначением различаются и технологические процессы хромирования.
[11]
Местное хромирование цилиндров двигателей осуществляется по схеме технологического процесса хромирования цилиндров, представленной выше. Исключение составляет операция шлифования перед хромированием, которая заменяется зачисткой поверхности наждачным полотном или местным шлифованием. Анод для местного хромирования имеет длину, соответствующую высоте хромируемой части цилиндра. Нижняя нехромируемая часть цилиндра отделяется от верхней текстолитовой перегородкой в виде диска с отверстиями для циркуляции электролита.
Анод для местного хромирования имеет длину, соответствующую высоте хромируемой части цилиндра. Нижняя нехромируемая часть цилиндра отделяется от верхней текстолитовой перегородкой в виде диска с отверстиями для циркуляции электролита.
[12]
Местное хромирование цилиндров двигателей осуществляется по приведенной схеме технологического процесса хромирования. Исключение составляет операция шлифования перед хромированием, которая заменяется зачисткой поверхности наждачным полотном или местным шлифованием.
[13]
Если хромированная деталь не может быть подвергаута высокотемпературному отпуску, то для наименьшего снижения усталостной прочности рекомендуется следующая схема технологического процесса хромирования: 1) дробеструйная обработка поверхности перед хромированием; 2) анодное декапирование в хромовом электролите при /) 0 60 а / дм2 и т 30 сек.
[14]
Бракованное или изношенное хромовое покрытие перед нанесением нового слоя хрома должно быть полностью удалено с детали.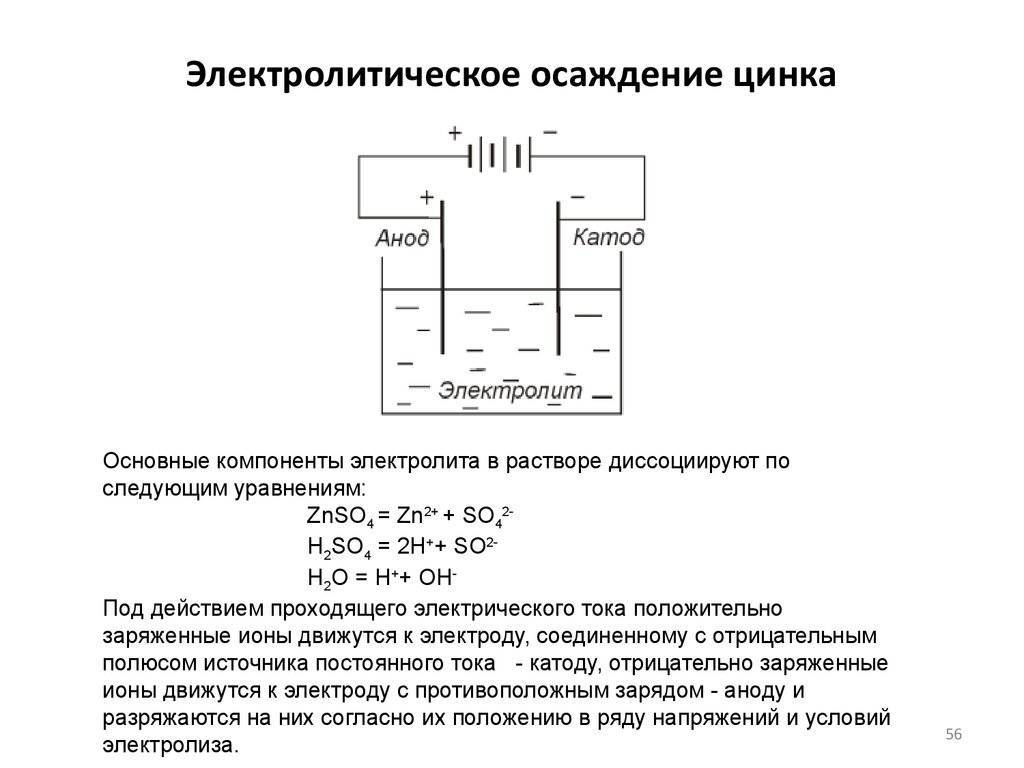 В качестве катодов применяют стальные пластины толщиной 2 — 3 мм. После снятия хрома детали вновь проходят все операции технологического процесса хромирования, начиная с промывки. Снять хром можно также в 5 — 20 % — ном растворе соляной кислоты.
В качестве катодов применяют стальные пластины толщиной 2 — 3 мм. После снятия хрома детали вновь проходят все операции технологического процесса хромирования, начиная с промывки. Снять хром можно также в 5 — 20 % — ном растворе соляной кислоты.
[15]
Страницы:
1
Процесс нанесения гальванических покрытий. Оборудование для цинкования, фосфатирования и нанесения гальванических покрытий
ОБЩАЯ ИНФОРМАЦИЯ О ГАЛЬВАНИЧЕСКОМ ОБОРУДОВАНИИ
РОБОТИЗИРОВАННОЕ ОБОРУДОВАНИЕ ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ МЕТИЗОВ
ОБОРУДОВАНИЕ ДЛЯ ЦИНКОВАНИЯ И ПАССИВАЦИИ КРЕПЕЖА
ОБОРУДОВАНИЕ ДЛЯ ЦИНКОВАНИЯ И АНОДИРОВАНИЯ ДЕТАЛЕЙ
ГАЛЬВАНИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ МАЛОГО БИЗНЕСА
ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ВЫХЛОПОВ
ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ ГАЛЬВАНИЧЕСКИХ ЛИНИЙ
ХИМИЯ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ И ОЧИСТКИ СТОЧНЫХ ВОД
Технологическая схема процесса цинкования
| Наименование операции | Состав растворов, г/л | Температура, ºС | Плотность тока, напряжение | Продолжительность обработки, мин. | |
|---|---|---|---|---|---|
| 01 | Горячее обезжиривание (необходимо в случае сильных загрязнений) | Сода каустическая 20-40 Обезжиривающий реагент | 60 | 10 | |
| 02 | Промывка | 60 | 2 | ||
| 03 | Травление | Соляная (серная) кислота 80-100 Травильный реагент | 10 | ||
| 04 | Промывка | 2 | |||
| 05 | Электрохимическое обезжиривание | Сода каустическая 20-40 Сода калцинированная 20-40 Тринатрийфосфат 20-40 | 7-80 | 5 А/дм2 6-12В | 10 |
| 06 | Промывка (нейтрализация) | 2 | |||
| 07 | Цинкование | Цинк хлористый 80-100 Аммоний хлористый 180-230 Блескообразователь | 18-25 | 1-3 А/дм2 6-12В | 20-40 |
| 08 | Промывка | 2 | |||
| 09 | Осветление | Кислота азотная 18-25 | 1 | ||
| 10 | Промывка | 2 | |||
| 11 | Пассивация в хроматных растворах | Пассивирующая добавка | 18-25 | 0. 5 5 | |
| 12 | Промывка в холодной воде | 2 | |||
| 13 | Промывка в горячей воде | 5 | |||
| 14 | Сушка | 60 | 2 |
Технологическая схема процесса меднения
| 01 | Химическое обезжиривание (необходимо в случае сильных загрязнений) |
|---|---|
| 02 | Промывка |
| 03 | Электрохимическое обезжиривание |
| 04 | Промывка теплая проточная |
| 05 | Промывка холодная проточная |
| 06 | Травление |
| 07 | Промывка |
| 08 | Активирование |
| 09 | Промывка холодная проточная |
| 10 | Меднение |
| 11 | Промывка теплая проточная |
| 12 | Промывка холодная проточная двухкаскадная, перемешивание воздухом во втором каскаде |
| 13 | Сушка |
Технологическая схема процесса хромирования
| 01 | Химическое обезжиривание (необходимо в случае сильных загрязнений) |
|---|---|
| 02 | Промывка |
| 03 | Электрохимическое обезжиривание |
| 04 | Промывка теплая проточная |
| 05 | Промывка холодная проточная |
| 06 | Травление |
| 07 | Промывка |
| 08 | Активирование |
| 09 | Промывка горячая и выдержка массивных деталей для прогрева |
| 10 | Хромирование с предварительным анодным активированием стальных изделий |
| 11 | Промывка холодная непроточная (улавливание) |
| 12 | Промывка холодная проточная |
| 13 | Сушка |
Технологическая схема процесса никелирования
| 01 | Химическое обезжиривание (необходимо в случае сильных загрязнений) |
|---|---|
| 02 | Промывка |
| 03 | Электрохимическое обезжиривание |
| 04 | Промывка теплая проточная |
| 05 | Промывка холодная проточная |
| 06 | Травление |
| 07 | Промывка |
| 08 | Активирование |
| 09 | Промывка холодная проточная |
| 10 | Никелирование |
| 11 | Промывка теплая проточная |
| 12 | Промывка холодная проточная двухкаскадная, перемешивание воздухом во втором каскаде |
| 13 | Сушка |
Технологическая схема процесса анодирования
| 01 | Обезжиривание поверхности |
|---|---|
| 02 | Промывка в горячей воде |
| 03 | Промывка холодная проточная |
| 04 | Травление |
| 05 | Промывка холодная проточная |
| 06 | Облагораживание |
| 07 | Промывка холодная проточная |
| 08 | Анодирование |
| 09 | Промывка в горячей воде |
| 10 | Сушка |
Как запустить заводы по производству никелевых и хромированных покрытий в Индии
Настройка завода
29 ноября 2022 г.
Сегодня на рынке существует несколько способов придания коррозионной стойкости и отделки металла, среди которых гальваника, анодирование, пассивация и химическое покрытие мало популярных техник. Однако гальваническое покрытие с использованием хрома и никеля имеет дополнительные преимущества, которых нет у многих методов покрытия. Такие металлы, как хром и никель, наносятся на металлические поверхности для придания им коррозионной стойкости и блеска. Гальваническое покрытие включает химическую реакцию между анодом (материалом покрытия) и катодом (покрываемой поверхностью), взвешенными в ванне, заполненной водой. Добавляют небольшое количество щелочи или кислоты для улучшения проводимости, а раствор пропускают через электричество для проведения окислительно-восстановительной реакции. Спрос на никелирование и хромирование исходит от таких отраслей, как автомобилестроение, строительство и производство скобяных изделий, ювелирных изделий, инструментов и машиностроения и т. д. потребность в никелевых и хромовых заводах.
По некоторым данным, мировой рынок гальванических покрытий будет расти со среднегодовым темпом роста 4,3% до 2030 года. Аналогичная тенденция будет наблюдаться в Индии, где долговечные гальванические изделия пользуются огромным спросом. Тем не менее, никелевые и хромовые заводы, занимающиеся гальванопокрытием, должны соблюдать стандартные операционные процедуры Совета по загрязнению и правила обращения с отходами, а также следовать последующему соблюдению, указанному в сертификате Совета по загрязнению. Продолжайте читать, чтобы узнать, как открыть заводы по производству никеля и хромирования в Индии.
Гальваническая промышленность в Индии
Для большинства материалов из железа и стали характерно нанесение покрытия или гальванического покрытия для замедления коррозии. Никелирование и хромирование являются двумя наиболее распространенными процессами покрытия, используемыми промышленными предприятиями из-за их доступности и долговечности. Оба процесса очень эффективны для защиты и укрепления металлических поверхностей, обеспечивая при этом блестящую отделку. В Индии действуют тысячи таких небольших никелевых и хромовых заводов.
В Индии действуют тысячи таких небольших никелевых и хромовых заводов.
Преимущества запуска заводов по производству никеля и хромирования
Хотя никелирование и хромирование могут производиться на одном и том же заводе, их применение зависит от типа продукта, который требует покрытия. В следующих разделах освещаются преимущества двух процессов и критерии выбора конкретного метода в зависимости от поверхности и ее полезности.
Никелирование Бизнес
Процесс никелирования поглощает загрязнения с поверхности металла и обеспечивает однородный и блестящий слой никеля. Никелирование широко используется из-за его традиционного внешнего вида и более низкой цены, чем хромирование. Эти два преимущества сделали никелирование более распространенным в промышленных и жилых целях. Существует два типа никелирования: обычное никелирование и химическое никелирование. В то время как первый более доступен по цене и обеспечивает более высокую коррозионную стойкость в случае стальных материалов, он имеет определенные ограничения. Он имеет приглушенное покрытие, которое со временем изнашивается или тускнеет. Тем не менее, химическая обработка столь же устойчива к коррозии и долговечна, но имеет никель-фосфорное покрытие, которое оставляет прочную текстуру и более глянцевую поверхность.
Он имеет приглушенное покрытие, которое со временем изнашивается или тускнеет. Тем не менее, химическая обработка столь же устойчива к коррозии и долговечна, но имеет никель-фосфорное покрытие, которое оставляет прочную текстуру и более глянцевую поверхность.
Хромирование Business
Хромирование обычно выбирают из-за его долговечности и индивидуальной отделки. По сравнению с никелированием, хромирование не подвержено коррозии на стальных поверхностях, но оно более устойчиво к истиранию. Хромирование обычно можно увидеть на многих автомобильных деталях из-за его глянцевой поверхности. Хотя это, как правило, дороже, чем процесс никелирования, популярность хромирования среди многих клиентов растет из-за его привлекательного зеркального вида.
Лицензии и разрешение, необходимые для открытия заводов по производству никеля и хромирования
Гальванические установки регулируются Законом о воде (P&CP) 1974 года, Законом о воздухе (P&CP) 1981 года [1] и Правилами обращения с опасными отходами. . Гальванические подразделения имеют небольшие размеры и часто предпочитают не перерабатывать образующиеся отходы намеренно или из-за недостаточной осведомленности. Большинство установок выполняют методы грубой металлизации, в результате чего образуется большое количество отходов. Например, хромсодержащие материалы, растворы и потоки отходов, образующиеся после производства, требующие специальной обработки, часто сбрасываются без надлежащей обработки. Поэтому правительство и Совет по контролю за загрязнением окружающей среды регулярно проверяют такие отрасли, выдавая следующие лицензии и разрешения.
. Гальванические подразделения имеют небольшие размеры и часто предпочитают не перерабатывать образующиеся отходы намеренно или из-за недостаточной осведомленности. Большинство установок выполняют методы грубой металлизации, в результате чего образуется большое количество отходов. Например, хромсодержащие материалы, растворы и потоки отходов, образующиеся после производства, требующие специальной обработки, часто сбрасываются без надлежащей обработки. Поэтому правительство и Совет по контролю за загрязнением окружающей среды регулярно проверяют такие отрасли, выдавая следующие лицензии и разрешения.
Загрязнение NOC от SPCB/PCC : Заводы по производству никелевых и хромовых покрытий подпадают под список отраслей с высоким уровнем загрязнения и относятся к красной категории промышленности. Предприниматели должны подать заявку в свой соответствующий Государственный совет по контролю за загрязнением окружающей среды / Комитет по контролю за загрязнением через онлайн-систему управления и мониторинга согласия (OCMMS) для получения этой лицензии. Документы, необходимые на данном этапе:
Документы, необходимые на данном этапе:
- Список имен адресов директоров и партнеров
- План компоновки
- Принципиальная схема работы
- Информация о потреблении воды и сточных водах
- документы на право собственности на землю
- Отчет о проекте от CA
- Плата за согласие
- Паспорта безопасности материалов
- Список установок и оборудования, установленных подразделением.
- Отчет о мониторинге загрязнения для различных источников выбросов или торговых стоков от лабораторий Государственного совета, признанный MoEF / CPCB.
- Отчет об анализе уровня шума (если применимо)
- Копия разрешения от NBWL (если применимо)
- Отчет о подтверждении соответствия в случае продления
- Авторизация набора DG
- Станция очистки сточных вод
FactoryLicence
Все фабрики по производству никеля и хромирования должны зарегистрировать свои помещения в местных органах власти в соответствии со статьей 6 Закона о фабриках 1948 года. сообщается заявителю в течение месяца. Документы, необходимые для получения заводской лицензии –
сообщается заявителю в течение месяца. Документы, необходимые для получения заводской лицензии –
- Заполненная заявка
- Плата за подачу заявления
- Существующий план здания
- Список партнеров/директоров и адрес их проживания
- NOC от партнеров или резолюция Совета директоров u / s 2 (n) и 7 Закона о фабриках, 1948 г.
- Доказательство того, что владелец, директор или партнер завода
- Подтверждение подключения к электричеству (копия счета за электроэнергию)
- Копия договора аренды/подтверждение права собственности
- Технологическая схема производственного процесса
- Список сырья, используемого в гальванике
- Список установленного оборудования
Прочие лицензии, необходимые для предприятий по производству никеля и хромирования
- Fire NOC
- Разрешение на обращение с опасными отходами / Связь с оператором TSDF.

- CGWA NOC (для забора воды)
Заключение
В связи с тем, что на предприятиях по производству никеля и хромирования образуются сточные воды с содержанием тяжелых металлов, предприятие должно в обязательном порядке получить сертификат Совета по охране окружающей среды. Кроме того, последующее соблюдение требований в отношении сброса промышленных отходов, а также годовая и квартальная отчетность, предусмотренная CPCB, являются двумя дополнительными обязанностями, о которых гальваническое подразделение никеля и хрома должно своевременно заботиться. Растущий спрос на гальванические изделия из различных отраслей конечного использования привлекает многих предпринимателей на рынок гальваники. Электротехническая и электронная промышленность, которая является огромной отраслью, также использует никелированные и хромированные компоненты для различных конечных применений для улучшения таких характеристик, как коррозионная стойкость, износостойкость и электропроводность. Помощь и руководство в организации никелевых и хромовых заводов не только обеспечат предпринимателям беспроблемную эксплуатацию предприятия в будущем, но и помогут им захватить более значительную долю этого рынка.
Помощь и руководство в организации никелевых и хромовых заводов не только обеспечат предпринимателям беспроблемную эксплуатацию предприятия в будущем, но и помогут им захватить более значительную долю этого рынка.
Просмотры сообщений:
294
Распространяйте любовь
Металлопокрытие: процессы и методы
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Процесс металлизации включает создание внешнего покрытия из никеля, меди, хрома или другого металла для предотвращения коррозии или улучшения внешнего вида основного металла.
Обычно это делается путем погружения металла в раствор кислоты с анодным электрическим током и катодом.
Покрываемый материал представляет собой катод (отрицательный электрод) электролизера, через который пропускают постоянный электрический ток.
Раствор или ванна содержат требуемый металл в окисленной форме (в виде комплексного иона или водного катиона).
Анод обычно представляет собой стержень металла, на который наносится покрытие.
В процессе электролиза металл осаждается на изделии, а металл из прутка растворяется. Процесс подчиняется закону электролиза Фарадея.
В процессе гальванического покрытия материал покрытия осаждается на основной металл.
Гальваническое покрытие используется для:
- Внешний вид или для украшения
- Защита
- Специальные свойства поверхности
- Технические или механические свойства
Вы можете покрыть почти любой тип металла. Цинковое или кадмиевое покрытие предотвращает ржавление, а никель и хром защищают от износа. Цинк, хром и никель являются наиболее распространенными металлами для промышленных покрытий.
Видео процесса металлизации
История
В 1805 году итальянский химик Луиджи Бруньятелли успешно гальванизировал серебряные медали золотом. Изобретения держались в секрете Французской академией наук. Спустя 35 лет гальваническое покрытие было «открыто заново» российскими и английскими учеными, работавшими независимо друг от друга.
В 1940 году был получен первый патент на гальваническое покрытие. Фабрики в Англии начали массовое производство предметов с покрытием из солвера, таких как посуда, щетки и чайники.
Компоненты процесса металлизации
Очистка и подготовка поверхности металла:
- Удаление оксидов
- электрополировка
- щелочная очистка
Металлическое покрытие (описание см. ниже):
- Химическое покрытие (автокаталитическое)
- гальваническое покрытие
- Иммерсионное покрытие
Финишная и защитная обработка:
- фосфатирование
- конверсия хромата
- анодирование
Типичные этапы процесса гальваники
Показанный ниже процесс занимает около 90 минут. Это процесс покрытия стальных аэрокосмических деталей кадмием.
Это процесс покрытия стальных аэрокосмических деталей кадмием.
- Очистка : поверхность должна быть очищена от загрязнений для того, чтобы произошло склеивание.
Подвесные детали в чане с кипящими химическими растворителями. Горячий пар вступает в контакт с холодным металлом и конденсируется, капая вниз в ванну вместе с любыми загрязнениями, оставляя детали чистыми и сухими.
- Промывка и сушка (при необходимости)
- Кислотная очистка и травление : Пескоструйная обработка оксидом алюминия сделает поверхность шероховатой, чтобы металл покрытия лучше сцеплялся.
Пескоструйная обработка деталей порошком оксида алюминия для травления поверхности и улучшения сцепления металлического покрытия
- Промывка (при необходимости)
- Конверсионное покрытие или металлизация
Подвесная часть должна быть гальванизирована на медной раме. Медная проволока подвешивает деталь сверху и продолжается вниз, создавая электрическую цепь через свариваемую деталь.
Бак для гальванического покрытия наполнен водой и химическими веществами, которые помогают проводить электричество. Борта резервуара облицованы мешками или шариками из гальванического металла. Опорная рама, удерживающая деталь, подключается к отрицательной клемме источника электрического тока. Покрываемый металл подключается к плюсовой клемме. Постоянный ток напряжением до 6 вольт растворяет металл покрытия, который проходит через воду, прикрепляясь к отрицательно заряженной детали, подлежащей покрытию. Процесс может занять от нескольких минут для тонкого покрытия до нескольких часов для толстого покрытия.
- Промывка водой (1 минута)
- Химическая промывка для повышения устойчивости деталей к ржавчине
- Промыть горячей водой
Типы гальванических покрытий
Гальваническое покрытие (гальванопокрытие)
Процесс, в котором электрический ток используется для запуска химической реакции путем восстановления ионов металлов. Позволяет контролировать процесс нанесения покрытия.
Позволяет контролировать процесс нанесения покрытия.
Автокаталитическое (химическое покрытие)
В автокаталитическом процессе химическая реакция вызывает восстановление атомов металла. Он использует непроводящие подложки, и процесс не требует электричества. Сложно контролировать параметры гальванического покрытия, а срок службы гальванической ванны ограничен.
Это называется процессом нанесения конверсионного покрытия. Примеры конверсионных покрытий:
- Иридит на алюминии
- черный оксид
- хромат
- фосфат
Процесс нанесения конверсионного покрытия увеличивает толщину, но не создает прямой связи, поскольку в процессе расходуется часть металла подложки.
Пример конверсионного покрытия из черного оксида на стали
Иммерсионное покрытие (реакция смещения)
В этом процессе ион металла восстанавливается из раствора путем обмена с атомом металла из подложки. Осажденный металл должен иметь большую электродвижущую силу, чем растворенный металл.
Области применения
- Защита поверхности (также называемая анодными покрытиями или защитными покрытиями): для защиты основного металла, в основном используемого поверх железа и стали.
- Декоративные покрытия: делают металл более привлекательным и обеспечивают определенный уровень защиты.
- Инженерные покрытия: используются для придания поверхности определенных свойств. Примеры включают поверхности для повышения паяемости, проводимости, отражательной способности и других.
- Небольшое металлическое покрытие: ограниченное количество металлов, которые не имеют большого применения.
- Необычные металлы: металлы, на которые наносят гальваническое покрытие в особых условиях.
- Покрытие металлическим сплавом: также для специальных применений.
Методы покрытия
Метод покрытия стеллажей
Нанесение покрытия на стойку — это наиболее часто используемый метод, при котором металл, подлежащий покрытию, подвешивается на раме или стойке. Это универсальный метод, обеспечивающий контроль над водой для ополаскивания и скоростью вымывания.
Это универсальный метод, обеспечивающий контроль над водой для ополаскивания и скоростью вымывания.
Покрытие ствола
Покрытие ствола происходит в закрытом стволе. Этот процесс используется при гальванике небольших деталей или при более низком уровне требований/стандартов обработки. Потребление промывочной воды велико, а скорость уноса также высока.
Ручное покрытие
При ручной металлизации все работы выполняются обученным техником. Это для мелкосерийного покрытия.
Автоматическое нанесение покрытия
Нанесение покрытия может быть полуавтоматическим или полностью автоматизированным. В автоматизированных операциях сотрудникам нужно только складывать и снимать стеллажи во время операции металлизации. Полуавтоматические процессы требуют ручного управления рельсами и подъемниками. Он используется для более крупных деталей и более низкой производительности.
Основные химические вещества
Кислоты и основания:
- HCL
- Каустик
Покрытия:
- Цианид
- Хром
- Кадмий
- Серебро
- Золото
- Латунь и бронза
- Цинк
Растворители:
- Бензол
- ТЗЭ
- Трихлорэтилен
- Метиленхлорид
- Тетрахлорэтилен (перхлорэтилен)
Испытания на коррозию окружающей среды
Металлы испытывают в окружающей среде, чтобы определить, защитит ли метод гальванического покрытия от коррозии. Задача состоит в том, чтобы смоделировать время, необходимое для возникновения коррозии, поэтому было разработано несколько типов испытаний, имитирующих течение времени.
Задача состоит в том, чтобы смоделировать время, необходимое для возникновения коррозии, поэтому было разработано несколько типов испытаний, имитирующих течение времени.
В некоторых случаях организация устанавливает внутренние или наружные станции облучения. Другие подходы заключаются в нанесении тестовых металлов на поверхности, которые подвергаются воздействию элементов, например, грузовики, которые передвигаются по холодным погодным условиям. Специальные тесты включают:
- Испытание на распыление соли уксусной кислоты (также называемое испытанием тумана): Для испытания используется туман, который содержит уксусную кислоту для ускорения коррозионного действия.
- Испытание на распыление соли уксусной кислоты с медным ускорением (Cass): То же, что и выше, с добавлением солей меди.
- Corrodkote Test: Покройте гальванизированную деталь каолином, веществом, содержащим хлорид алюминия, нитрат меди и хлорид железа. После сушки материал помещают во влажную камеру.

