Схема точечной сварки: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
суть процесса, схема для аппарата
Содержание:
- Суть процесса
- Устройство аккумулятора
- Когда требуется сварка
- Изготовление устройства
- Сварка аккумуляторов
- Сварка литиевых аккумуляторов
- Аккумуляторы 18650 и их сварка
- Переделка шуруповерта на литиевые аккумуляторы
- Компоненты для точечной сварки
- Интересное видео
Современную жизнь трудно представить себе без использования аккумуляторов, являющихся неотъемлемой частью различных приборов и устройств. За ними необходим уход и своевременный ремонт, в число которых входит сварка аккумуляторов. Это бывает необходимо, если требуется замена одного или нескольких входящих в это устройство элементов.
Точечная сварка аккумуляторов может с полным правом быть отнесена к наилучшим способам соединения необходимых деталей. Эта работа не является сверхсложной, поэтому реальным решением проблемы служит точечная сварка для аккумуляторов своими руками. Для производства подобного вида деятельности в продаже имеется много приспособлений, часть из которых можно использовать из числа имеющихся в своем хозяйстве.
Суть процесса
Точечная сварка относится к популярному виду соединения металлических изделий контактным способом. Металлические изделия сваривают друг с другом не по сплошной линии, а в нескольких точках. Такой метод отличается относительной простотой исполнения и высокой производительностью, чем объясняется широкая сфера его применения. В частности этот метод используется, когда предстоит сварка аккумуляторов своими руками.
Суть работы точечной сваркой отличается крайней простотой. Она состоит в том, что свариваемые детали плотно прижимаются друг к другу, а затем на них подается электрический импульс большой мощности. После того, как разогрев деталей достигнет требуемой температуры, в точке соприкосновения произойдет образование ядра, состоящего из расплавленного металла.
После того, как разогрев деталей достигнет требуемой температуры, в точке соприкосновения произойдет образование ядра, состоящего из расплавленного металла.
Усиленное сжатие деталей приводит к началу взаимного проникновения молекул прижатых друг к другу металлов. После отключения тока в месте сварки начинает происходить медленное снижение температуры, а металл будет кристаллизоваться. Место сваривания получается настолько прочным, что при попытке разъединить полученное соединение треснет только металл, находящийся вблизи точечного места сварки.
Несложный принцип такого вида сварки включает в себя плотный прижим соединяемых деталей и происходящее вслед за этим генерирование импульса достаточной силы.
К преимуществам точечной сварки относится:
- Прочность соединения.
- Экологичность процесса.
- Технологичность.
- Быстрота.
- Невысокие значения тока и напряжения.
- Незначительность деформации.
- Простота выполнения.

- Удобство работы с аппаратом.
- Экономичность.
Осуществление этого процесса не потребует приобретения таких видов расходняков, как электроды, баллоны с газом, проволока и флюс.
Схема точечной сварки для аккумуляторов своими руками:
Осуществление соединения таким методом включает в себя три простых этапа выполнения:
- Сжатие деталей, вызывающее небольшую деформацию деталей в этой области.
- Подача тока в зону, где расположен контакт, вызывающую расплавление металла и образование ядра.
- Выключение тока. Остывание металла и его кристаллизация.
Во время воздействия тока ядро расширяется до достижения максимальных размеров. Вокруг жидкого ядра образуется пояс, имеющий плотную структуру. После выключения тока необходимо на некоторое время оставлять прижим деталей до снятия напряжения в месте сварки. Благодаря произошедшей ранее деформации металлов отсутствует разбрызгивание, точечный шов получается аккуратным и не требует последующей зачистки.
Точечная сварка аккумуляторов своими руками приводит к весьма существенному сокращению суммы денег, необходимой для приобретения дорогого оборудования. К одним из основных требований относится предварительная подготовка. В нее входит очищение поверхности от имеющихся загрязнений. Иначе при сварке снизится мощность, что приведет к износу применяемого аппарата.
Если после окончания сварки все же появятся наплывы вследствие выплесков металла, то их необходимо аккуратно зачистить. Выплески снижают надежность соединения. Также возможно появление такого дефекта, как прожог. Это может произойти при чересчур большой силе тока, большого времени действия импульса или чрезмерной силе сжатия деталей. В этом случае необходимо снижение силы тока и величины прижима.
Когда импульс будет слабым, то это может привести к непровару. Этот дефект также может возникнуть, если сила сжатия будет недостаточно сильной, или произойдет ослабление сжатия клещей уже во время процесса. Непровар может появиться при слишком близком расположении сварных точек.
Устройство аккумулятора
Под этим термином понимается устройство, способное вначале накапливать (аккумулировать) энергию, а затем ее расходовать для обеспечения различных видов работ. Такие циклы заряда и разряда могут совершаться по многу раз.
У распространенных в быту аккумуляторах между пластинами вырабатывается напряжение не более двух вольт. Для многих приборов это является недостаточным, поэтому осуществляется последовательное соединение однотипных видов аккумуляторов. Устанавливаться потом они могут в одном корпусе. Собранное из таких элементов сооружение уже будет батареей, сокращенное название которой носит аббревиатуру «АКБ».
Каждая из составных частей, называемых банками, содержит два блока с положительными и отрицательными пластинами. Пластины с прилагаемыми к ним решетками отделены друг от друга разделительной пластиной, которую называют сепаратор. Устройство помещено в прочный корпус, плотно закрытый крышкой.
Сфера использования аккумуляторных батарей в быту начинается с автомобилей и заканчивается игрушками. Поэтому контактная сварка аккумуляторов своими руками приводит к простому решению многих назревших проблем. Также увлеченные умельцы могут сами изготовить аппарат для контактной сварки аккумуляторов. Самодельная точечная сварка для аккумуляторов по своему результату может быть не хуже профессиональной.
Поэтому контактная сварка аккумуляторов своими руками приводит к простому решению многих назревших проблем. Также увлеченные умельцы могут сами изготовить аппарат для контактной сварки аккумуляторов. Самодельная точечная сварка для аккумуляторов по своему результату может быть не хуже профессиональной.
Когда требуется сварка
В источнике автономного питания в виде аккумулятора иногда появляется необходимость замены одного или сразу нескольких неисправных элементов. В процессе работы аккумулятор может попадать в невыгодные для себя условия. Например, при редких и непродолжительных поездках АКБ может разряжаться, а при тяжелых работах испытывать повышенные нагрузки, что приводит к разбалансировке. Частое заряжение может вызвать выкипание электролита. Нежелательное действие окажет неисправность генератора или стартера.
Такой метод, как пайка, является недопустимым, поскольку нельзя перегревать встроенный в схему контроллер. Поэтому находит применение точечная сварка аккумуляторных батарей.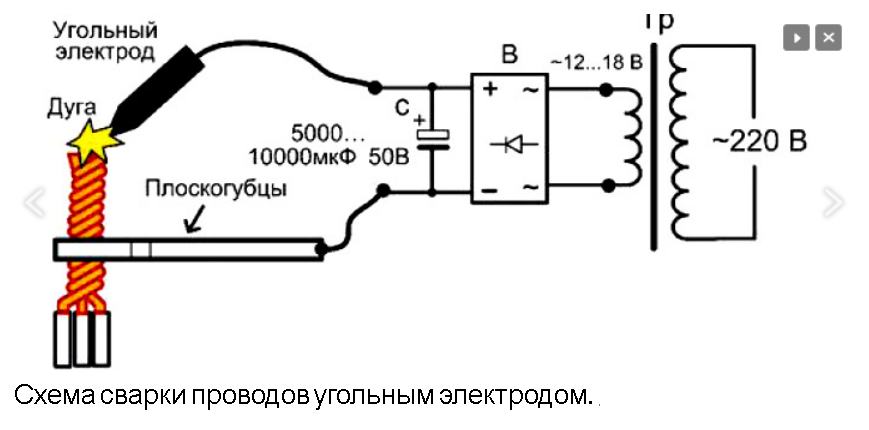 При замене вышедшего из строя аккумулятора новый элемент должен соответствовать по такой характеристике, как вольт-амперная.
При замене вышедшего из строя аккумулятора новый элемент должен соответствовать по такой характеристике, как вольт-амперная.
Контактная сварка аккумуляторов всего в нескольких точках обеспечивает нагрев металла, но на весьма ограниченном пространстве, исключая термическое воздействие на остальные области.
Изготовление устройства
Аппарат для сварки точечным способом, имеющий небольшие габариты, называют споттером. Сварочный аппарат для точечной сварки аккумуляторов можно с легкостью изготовить самим. Аппарат для точечной сварки аккумуляторов разделяется на механическую составляющую и электрическую. Механическая содержит электроды, проводящие ток, и элементы, необходимые для сжатия деталей. В электрической части главной составляющей является трансформатор.
Аппарат для точечной сварки для аккумуляторов может иметь в своем составе старый трансформатор. Распространено использование трансформатора, входящего ранее в конструкцию микроволновой печки, если она вышла из строя и не подлежит ремонту. Также можно использовать трансформатор неработающего телевизора.
Также можно использовать трансформатор неработающего телевизора.
Извлекать старый трансформатор необходимо осторожно, чтобы не повредить изоляцию. Вторичную обмотку следует полностью удалить. Можно вначале спилить верхнюю часть, а потом достать или выбить оставшуюся с помощью какого-нибудь инструмента, например, зубила. После этого следует очистить место произведенной работы.
Затем следует освобождение паза, в котором будет намотана новая обмотка. Ее нетрудно изготовить из сварочного кабеля, имеющего большую толщину. Хороший показатель дадут даже четыре витка приготовленной таким образом обмотки. Особенно длинным кабель делает не стоит, поскольку это снизит надежность такого устройства, каким является аппарат для сварки аккумуляторов.
Обновленный трансформатор следует закрепить на основании саморезами. Друг напротив друга устанавливаются электроды, которые будут спаяны вместе. Спаянные электроды соединяются с проводами. К одним из важных обстоятельств можно отнести место положения выключателя. Его располагают так, чтобы он находился невдалеке от клещей на корпусе с его левой стороны.
Его располагают так, чтобы он находился невдалеке от клещей на корпусе с его левой стороны.
В том случае, если аппарат для точечной сварки аккумуляторов своими руками включает в составе автомобильный аккумулятор, то такая переделка трансформатора не понадобится. В качестве источника тока будет использоваться заряженный машинный аккумулятор. Он должен иметь значительную мощность, чтобы исключить расправление при нагреве металла.
Оба электрода в изоляционном покрытии по всей своей длине фиксируются в колодке. Чтобы выдержать расстояние между ними закрепляют соединитель. Провода, идущие от АКБ, фиксируют в клеммнике. Аппарат точечной сварки аккумуляторов удобно подключать с помощью ножной педали. Подойдет педаль от швейной машины, но желательно приобрести новую.
Для подключения ножной педали должен иметься специальный разъем. Важной частью является подготовка электродов. В их роли могут выступать стержни паяльников, заточенные на конус. Также можно использовать обычный провод из меди диаметром 2-5 миллиметра.
Электроды к деталям должны прижиматься с помощью прижимного устройства. Прижимное устройство должно иметь возможность регулировки. Это расширяет поле деятельности, используя его для сваривания деталей разной толщины.
Аппарат для сварки аккумуляторов своими руками, конечно, не может сравниться с заводским исполнением, но проверка его работы после сборки приблизит его к этим характеристикам. Для тестирования следует выбрать какую-нибудь ненужную деталь. Контрольная контактная сварка для аккумуляторов должна быть вначале осуществлена на маленькой мощности. При нормальном результате следующую проверку уже можно проводить на максимальной мощности.
Правильно подобранный режим обеспечит отсутствие следов сварки. В то же время крепко соединенные детали должны успешно сопротивляться разрыву.
Сварка аккумуляторов
Сварка батареек, находящихся в бытовых и компьютерных технических приборах, предполагает их извлечение, ремонт и установку на прежнее место исправленного варианта. При этом необходимо восстановить все надежные контакты.
При этом необходимо восстановить все надежные контакты.
Точечная сварка для батареек потребует использование для этой цели аппарата, который будет гораздо экономичнее изготовить самостоятельно. Многие составляющие будущего прибора умельцы могут найти в своем хозяйстве. Так, например, в качестве корпуса можно использовать корпус устаревшего системного блока компьютера или уже переставшего работать старого зарядного устройства. Провода наверняка найдутся у запасливых любителей все делать собственными руками.
Для запуска устройства допустимо использовать выключатель от электродрели. Необходимо позаботиться о наличии крепежных деталей в виде винтов, гаек, саморезов. Некоторые составные части придется все же прикупить, но следует постараться сделать это подешевле, например, воспользовавшись интернет-магазинами.
Простейший вариант, которым может быть осуществлена контактная точечная сварка для аккумуляторов своими руками, — соединение при использовании непосредственно самой батареи. Для этого будет нужно следующее:
Для этого будет нужно следующее:
- аккумулятор от автомобиля или какого-нибудь бытового прибора;
- одножильный провод из меди;
- реле на пятьсот-тысячу Ампер;
- переключатель;
- переменный резистор;
- конденсатор;
- многожильный провод из меди.
Из одного провода следует сделать два электрода. Концы их необходимо зачистить и зафиксировать между собой с помощью изоленты, предварительно выровняв по длине. Торцы импровизированных электродов должны находиться в параллельных плоскостях на расстоянии пары миллиметров.
К противоположным концам провода подсоединяют кабели, предназначенные для зарядки, используя специальные зажимы. Предварительно зарядный кабель следует присоединить к клеммам аккумулятора. Полярность в этом случае роли не играет.
Точечная сварка для аккумуляторов начинается с того, что после установки никелевой пластины на аккумулятор, к ней прижимаются металлические стержни, выполняющие роль электродов , находящиеся под напряжением и подается ток. Металл расплавляется в точке соприкосновения с поверхностью аккумулятора.
Металл расплавляется в точке соприкосновения с поверхностью аккумулятора.
Когда контактная сварка для аккумуляторов своими руками происходит в условиях домашнего производства, то можно использовать другие дополнительные элементы. Многожильный провод подсоединяется к аккумулятору с помощью особых зажимов. Другие его концы соединяются к реле и жалу от паяльника, выполняющему роль электрода. К другому электроду должен быть подсоединен оставшийся контакт реле.
При соблюдении подобной схемы в случае замыкания контактов реле в аккумуляторе возникнет напряжение. Чтобы управлять реле, будет нужен конденсатор, обладающий значительной емкостью. Кроме этого понадобятся резистор и переключатель, соединенные между собой последовательным способом.
Контактная сварка для АКБ своими руками предусматривает, что вывод конденсатора должен быть подсоединен к батарее аккумуляторов, а к резистору подключается вывод переключателя. Сварка для аккумуляторов своими руками начинается с того, что на торец аккумулятора помещают кусок ленты или пластинку из никеля, а сверху с силой прижимают ее электродами. После этого уже можно приводить в действие переключатель. На электродах появится напряжение вследствие того, что контакты на реле замкнутся.
После этого уже можно приводить в действие переключатель. На электродах появится напряжение вследствие того, что контакты на реле замкнутся.
Поскольку электроды замкнуты через наложенную пластинку, через эту пластину начнет проходить ток короткого замыкания. Это мгновенно вызывает расплавление той части металла, которая расположена между электродами.
Точечная сварка батареек своими руками производится с помощью трансформатора и это является обязательным условием. Большая мощность трансформатору не понадобится. Вполне достаточно 300-500 Ватт для того, чтобы было можно перемотать обмотку.
Для изготовления устройства, с помощью которого можно будет осуществлять точечную сварку, необходимо произвести такого рода действия:
- разрезать оргстекло для корпуса на части согласно предварительно составленному чертежу, и проделать в них необходимые отверстия;
- смонтировать из этих деталей корпус для будущего устройства;
- демонтировать вторичную обмотку в трансформаторе;
- намотать необходимое количество витков на первичную обмотку;
- зачистить свободные концы кабеля и припаять к ним наконечники;
- к первичной обмотке подсоединить жилы сетевого провода;
- на сетевом шнуре закрепить вилку для подключения в сеть;
- закрепить трансформатор в корпусе с помощью винтов;
- на боковой стороне корпуса установить микровыключатель и резистор;
- в необходимых местах просверлить монтажные отверстия.

Важным является расположение выключателя. Он должен быть располагать слева в непосредственной близости от клещей. Чтобы создать более совершенную модель, обладающую лучшими характеристиками, следует использовать конденсаторы и тиристор. Благодаря этому ток будет подаваться более импульсивно, а необходимые временные интервалы будут сохранены.
Перед тем, как начать использовать кабели, следует произвести их внешний осмотр. Они должны быть чистыми. К сварке можно приступать только после того, как будут осмотрены и проверены все составляющие устройства. Для удобства собранное устройство необходимо расположить на столе или верстаке.
Сварка литиевых аккумуляторов
Особенность широко распространенных в технических устройствах литиевых аккумуляторов заключается в том, что они очень чувствительны к перегреву. Особенно боится этого плюсовой вывод. Сварка литиевых аккумуляторов может быть успешно произведена путем приваривания к ним никелевых пластин.
Чтобы была осуществлена сварка литиевых аккумуляторов в домашних условиях, необходимо соорудить для этого достаточно простое устройство. Оно состоит из трансформатора и системы его управлением. Управление не должно заключаться в простом нажатии кнопки, поскольку реакция человека не позволяет делать это достаточно быстро. При замедлении возникнет прожог, как пластины, так и самой контактной площадки аккумулятора.
Оно состоит из трансформатора и системы его управлением. Управление не должно заключаться в простом нажатии кнопки, поскольку реакция человека не позволяет делать это достаточно быстро. При замедлении возникнет прожог, как пластины, так и самой контактной площадки аккумулятора.
На устройстве должен иметься регулятор с возможностью выставления на нем времени в миллисекундах. Он должен иметь градуировку, в которой каждый интервал соответствует десяти миллисекундам. Пределом является установка 120 миллисекунд. Наиболее оптимально выставление времени в 30 или 40 миллисекунд. Все зависит от толщины пластины и качества контакта между пластиной и элементом.
Встроенный контролер управляет симистром, который необходим для включения и выключения подачи тока. С другой стороны расположен блок питания контроллера и фильтр. Точечная сварка своими руками для литиевых аккумуляторов начинается с включения устройства в розетку. Под электроды подставляется пластинка, установленная на аккумуляторе. После нажатия на кнопку мгновенно происходит прихватывание. Попытка оторвать ее не получится. Для уверенности следует поставить еще пару точек.
После нажатия на кнопку мгновенно происходит прихватывание. Попытка оторвать ее не получится. Для уверенности следует поставить еще пару точек.
Сварка li ion аккумуляторов может осуществляться различными способами. Для сборки в единый блок такого рода аккумуляторов подходящим вариантом является мини контактная сварка для сварки li ion аккумуляторов.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.

- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Переделка шуруповерта на литиевые аккумуляторы
Шуруповерт относится к весьма востребованным строительным инструментам. Со временем кадмиевые аккумуляторы в нем могут начать изнашиваться. Не помогает даже их полная зарядка. Чтобы дать шуруповерту вторую жизнь, следует перевести его на аккумуляторы литиевого вида, совершив при этом сваривание аккумуляторов в батарею. Схема точечной сварки для аккумуляторов шуруповерта поможет выполнить это быстро и качественно.
Первым делом необходимо разобрать аккумулятор шуруповерта и извлечь из него старые банки. Пригодится только клеммная часть. Также потребуется плата, рассчитанная на три аккумулятора. Желательно выбирать аккумуляторы с большой емкостью. Паять можно пластинками, снятыми с батареи шуруповерта.
Необходимо установить максимальную мощность. После обработки кислотой можно включить паяльник. Поверхности необходимо залудить с помощью паяльника. Затем приложить пластину и припаять ее к поверхности аккумуляторов с максимальной скоростью.
Компоненты для точечной сварки
Педаль для сварочного аппарата служит для удобства осуществления этого процесса. Такие небольшие устройства имеются в продаже, но также их можно изготовить самим из подручных материалов. Для этого понадобятся две деревянные дощечки, соединенные между собой подвижным механизмом.
Если трансформатор настоятельно рекомендуется использовать, изъяв его из старой микроволновки, то на приобретение некоторых элементов неизбежно придется потратиться. Чтобы особо не заморачиваться, можно приобрести сразу весь комплект. Существуют полностью собранные комплекты. Это, конечно, облегает работу, но вводит в дополнительный расход и лишает радости творчества. Отдельно можно приобрести компактный контроллер. Фишка состоит в наличии дисплея. Также существуют платы с дисплеем. Не введут в сильный расход, но обеспечат удобство при осуществлении контактной сварки ручки-держатели.
Фишка состоит в наличии дисплея. Также существуют платы с дисплеем. Не введут в сильный расход, но обеспечат удобство при осуществлении контактной сварки ручки-держатели.
Вместо того, чтобы тратить время на оттачивание металлических стержней, которые будут в дальнейшем играть роль электродов, можно приобрести уже готовые. Они представляют собой уже заточенные стержни из меди, которые будут зажаты в держателях. Обычно в комплекте их содержится десять штук. По мере их износа можно осуществлять замену, поэтому количество предлагаемых в комплекте медных отточенных стержней не будет чрезмерным.
Можно приобрести моток никелевых пластин для сваривания аккумуляторов точечным способом. Интересным моментом является наличие в ленте прорезей. Существует вариант, когда лента продается уже нарубленными кусками. Величина тока при точечной сварке аккумуляторов потребует выбор пластинок определенной толщины.
При отсутствии вышедших из строя старых микроволновок и нежелании разбирать еще вполне исправные, можно приобрести новый трансформатор. По крайней мере, это даст гарантию более хорошей работы самодельного аппарата для сварки аккумуляторных батарей. Также существует полный комплект из необходимых элементов, которые останется только собрать в единое целое.
По крайней мере, это даст гарантию более хорошей работы самодельного аппарата для сварки аккумуляторных батарей. Также существует полный комплект из необходимых элементов, которые останется только собрать в единое целое.
Интересное видео
Точечная сварка в домашней мастерской
Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
Рисунок 1. Схема аппарата для точечной сварки
Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится.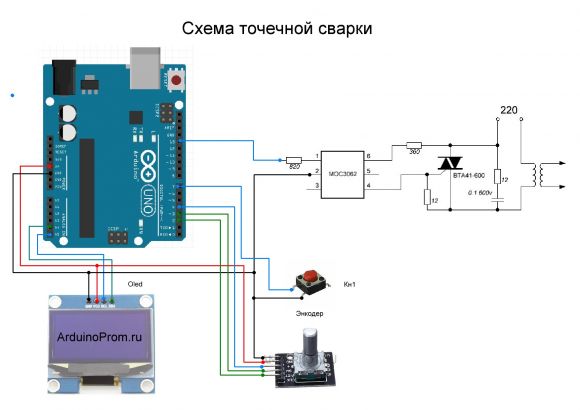 Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Борис Аладышкин, http://electrik.info/
Точечная сварка 101: процесс, области применения, основные преимущества
Нынешний индустриальный век требует инноваций и эффективности в каждом процессе. Производственный сектор находится в авангарде всего, и одним из наиболее важных процессов обработки металлов является сварка. Существует несколько способов сварки двух металлических деталей, и точечная сварка является одним из наиболее эффективных вариантов, несмотря на то, что она относительно старая.
Итак, как именно работает точечная работа и каковы ее преимущества? В следующем тексте будет кратко рассмотрен этот эффективный метод производства и его широкое промышленное применение.
Что такое точечная сварка
Точечная сварка — это метод электросварки, в котором для соединения двух металлических деталей используется сочетание давления и тепла с помощью электрического тока. Этот метод является лучшим выбором только для листового металла, так как концентрированный ток устраняет сопротивление на месте и облегчает процесс сплавления.
Когда дело доходит до наиболее распространенных применений процесса точечной сварки, автомобильная конструкция занимает наибольшую долю, поскольку она требует большей гибкости и долговечности сварного шва. Медные электроды являются наиболее распространенным выбором для сварочного процесса, поскольку они обладают лучшей теплопроводностью и электрическим сопротивлением.
Сегодня промышленность продолжает внедрять инновации в процесс сварки, добавляя роботов на сборочную линию. Это приводит к еще более значительному увеличению общей эффективности и скорости процесса сварки, что еще больше увеличивает широкую популярность и применение контактной точечной сварки.
Как работает точечная сварка?
Процесс точечной сварки прост. Он работает за счет подачи тока высокого напряжения, сосредоточенного на небольшом участке, находящемся под давлением. Электрический ток достаточно мощный, чтобы мгновенно расплавить металл и начать процесс плавления. В этом случае крайне важно, чтобы заготовки были правильно выровнены. Несоблюдение этого требования может привести к выходу изделия из строя и потере материала.
Несоблюдение этого требования может привести к выходу изделия из строя и потере материала.
Другим важным элементом, определяющим качество сварного шва, является давление. Оно должно быть идеальным, так как слишком малое давление приведет к ухудшению качества сварного шва, а слишком большое может повредить основной материал.
По своей сути процесс для этих продуктов требует трех основных этапов. Все остальное, распространенное сегодня в отрасли, является дополнительным шагом к поддержанию постоянного качества и стандартов в процессе. Вот три основных этапа точечной сварки.
Шаг 1. Выравнивание заготовок
Повторим еще раз, после завершения процесса сварки вернуться к предыдущему состоянию невозможно. Поэтому крайне важно максимально точно выровнять заготовки между собой. Это сэкономит время и ресурсы и обеспечит согласованность результатов.
Этап 2: Применение давления
Второй этап – приложение давления. Точечная сварка работает за счет сочетания давления и тепла от электрического тока. Как правило, электроды из чистой тугоплавкой меди являются идеальным выбором для этого, потому что они устойчивы к нагреву и не окисляются даже под огромным давлением. Таким образом гарантируется отсутствие дефектов материала, таких как нежелательная реакция или расслоение в заготовке.
Как правило, электроды из чистой тугоплавкой меди являются идеальным выбором для этого, потому что они устойчивы к нагреву и не окисляются даже под огромным давлением. Таким образом гарантируется отсутствие дефектов материала, таких как нежелательная реакция или расслоение в заготовке.
Шаг 3: Подача тока
Последним шагом после выбора давления и положения электродов является запуск тока. Как правило, ножная педаль инициирует цепь и позволяет течь току, который концентрируется в одной точке и вызывает ее плавление.
Время и сила тока зависят от общей толщины двух заготовок. После сплавления ток прекращается, но давление остается прежним, чтобы заготовки могли правильно соединяться.
Советы по обеспечению высокого качества точечной сварки
Качество и стабильность любого изделия для контактной точечной сварки зависит от множества факторов, начиная со следующих, но не ограничиваясь ими. Приведенные ниже параметры являются самыми основными, которые являются общими для любой ситуации. Однако настоящие важные факторы определяются тонкостями и требованиями конкретного проекта.
Однако настоящие важные факторы определяются тонкостями и требованиями конкретного проекта.
1 – Подходящие силы электродов
Силы электродов – это энергетические потребности конкретного металлического сплава для сплавления друг с другом. Чем сильнее сила, тем больше тока и тепловой энергии она рассеет. Слишком большая тепловая энергия может оказать существенное негативное влияние на качество сварного шва, поэтому важно соблюдать осторожность.
Другим важным моментом, касающимся электродных усилий, является образование брызг. Поскольку ток является наиболее важным фактором этих сил и в первую очередь отвечает за образование брызг, важно обеспечить использование правильной комбинации тока и давления , которые непосредственно влияют на силы электрода. Обратите внимание, что правильная комбинация зависит от инженера или людей, работающих на сварке. В некоторых случаях, когда вам нужны быстрые результаты без учета качества, идеальной комбинацией будет высокий ток и низкое давление. Точно так же для приложений, где вам нужно очень высокое качество, вы можете попытаться уменьшить ток и увеличить давление/время удержания.
Точно так же для приложений, где вам нужно очень высокое качество, вы можете попытаться уменьшить ток и увеличить давление/время удержания.
2 – Увеличить время сжатия
Время удержания или сжатия относится к общему времени, в течение которого заготовка остается под давлением до подачи тока. Увеличение этого времени может значительно повысить общее качество сварного шва, так как у заготовки будет больше времени для стабилизации. Кроме того, начальное давление также вызывает постоянную деформацию кончиков заготовок без нагрева, что является наиболее эффективным способом обеспечения качества и прочности.
Время сжатия, несомненно, может улучшить качество сварки. Однако есть загвоздка! Увеличение времени сжатия может привести к резкому увеличению затрат, поскольку операционная настройка приведет к созданию меньшего количества деталей в заданный период времени. Как и любой другой параметр, время сжатия должно идеально соответствовать общим требованиям проекта и обеспечивать идеальное сочетание качества и эффективности производства.
3 — Краткая продолжительность сварки
Время сварки — это общее время, в течение которого заготовка остается под действием тока. В процессе точечной сварки существует только одно правило. Время сварки должно быть как можно меньше и это обеспечит наилучшее качество.
Однако обратите внимание, что слишком сильное сокращение продолжительности сварки приведет к преждевременному сварному шву, который не проплавится должным образом и впоследствии вызовет проблемы. Несмотря на то, что не существует общепринятой минимальной продолжительности, согласно общему соглашению Руководящих принципов AHSS, типичное время составляет около 1/5 секунды.0057-й -й секунды. Тем не менее, это не высечено на камне, поскольку другие факторы, такие как расстояние между сварными швами, требуемая прочность и свойства материала, могут изменить подходящее время.
4 – Правое время удержания
Время удержания – это общая продолжительность, в течение которой заготовка остается под давлением посредством контакта с электродами. Сюда входит время после подачи тока, необходимое для затвердевания зоны сварки. Увеличение этого времени удержания позволяет давлению удерживать заготовку стабильной, что может повысить общее качество соединения.
Сюда входит время после подачи тока, необходимое для затвердевания зоны сварки. Увеличение этого времени удержания позволяет давлению удерживать заготовку стабильной, что может повысить общее качество соединения.
Однако слишком большое увеличение времени удержания также может создать множество проблем. Тепло может отводиться к электродам, что может привести к их износу. Точно так же материал также играет роль. Хрупкий выбор, такой как некоторые углеродистые стали , также может привести к образованию трещин, которые могут снизить качество сварного шва.
Стандартные материалы для точечной сварки
Существует множество типов материалов, которые отлично подходят для точечной сварки . Материал не ограничивается только чистыми металлами. Сплавы также отлично подходят для этого. На самом деле 9Сталь 0065 имеет самый широкий уровень использования точечной сварки из-за ее использования в автомобильном секторе. Как правило, отличным выбором может быть любой металлический сплав с высоким электрическим сопротивлением.
Когда дело доходит до материалов, которые плохо работают в процессе, наиболее заметными являются Алюминий и оцинкованная сталь . Оба материала требуют значительной силы токов, что может затруднить формирование сварного шва.
Помимо типа материала, также важно обеспечить надлежащее толщина листа металл . Как правило, наиболее подходящая толщина составляет около 3 мм, что обеспечивает наилучшее качество сварного шва. Кроме того, два сплавляемых листа должны быть одинакового размера или иметь соотношение размеров 3:1 для достижения наилучших результатов.
Точечная сварка для различных отраслей промышленности
Процесс точечной сварки имеет множество применений в различных отраслях промышленности. Тем не менее, следующие 4 промышленные области больше всего полагаются на эту технику для получения продукции самого высокого качества.
1 — Электронная промышленность
Печатные платы, газовые датчики и солнечные панели являются одними из наиболее распространенных компонентов, для обеспечения качества и эффективности производства которых используется точечная сварка. Кроме того, этот процесс сварки также идеально подходит для самых сложных электрических компонентов со сложными деталями, поскольку сварка остается сосредоточенной в одной точке и оставляет достаточно места для других возможностей и процессов.
Кроме того, этот процесс сварки также идеально подходит для самых сложных электрических компонентов со сложными деталями, поскольку сварка остается сосредоточенной в одной точке и оставляет достаточно места для других возможностей и процессов.
2 – Автомобильная промышленность
Естественно, в автомобильном секторе наиболее распространена точечная сварка, потому что основная часть кузова любого автомобиля состоит из листового металла. Этот процесс сварки является экономичным, эффективным и не требует сложной настройки. В результате его можно интегрировать в любую сборочную линию, что делает его одним из наиболее подходящих процессов для автоматизации.
3 – Соединение рулонов гвоздей
Точечная сварка отлично подходит для создания гвоздей. Процесс сварки создает более быстрые гвозди с автоматизацией по сравнению с пневматическим пистолетом для гвоздей.
4 — Производство аккумуляторов
Как уже говорилось ранее, точечная сварка — идеальный выбор для производства аккумуляторов. Аккумуляторы имеют несколько соединенных между собой клемм, которые используют листовой металл для разделения.
Аккумуляторы имеют несколько соединенных между собой клемм, которые используют листовой металл для разделения.
Преимущества точечной сварки
Точечная сварка является распространенным выбором для автомобильной промышленности, где чрезвычайно важны как функциональность, так и эстетика. Этот баланс является одним из наиболее важных преимуществ процесса сварки, которое отличает его от других процессов, таких как Сварка TIG и MIG .
Вот несколько преимуществ решения о соединении листового металла с помощью точечной сварки:
- Быстрый, чистый и эффективный процесс практически без требований к последующей обработке.
- Простой и понятный процесс, не требующий особой подготовки.
- Работает без открытого огня, при этом является опасным и неэффективным.
- Роботы на сборочной линии могут выполнять точечную сварку, поскольку этот процесс относительно прост.
- Может одновременно соединять несколько металлических листов.

- Не требует наполнителя.
- Экономичный и несложный, поскольку не требует инертных газов или присадочных металлов.
Недостатки точечной сварки
Несмотря на то, что точечная сварка имеет ряд преимуществ, есть и некоторые недостатки. Вот несколько недостатков, которые противоречат процессу точечной сварки.
- Даже малейшее смещение заготовок может вызвать серьезные проблемы.
- Процесс может вызвать необратимую деформацию основного металла, что повлияет на эстетику.
- Этот процесс не работает с более толстыми металлическими деталями толщиной более 3 мм.
- Точечные сварные швы локализованы и могут быть менее прочными, чем другие сварные соединения.
- Окончательное качество зависит от давления. Любая изменчивость давления может значительно снизить качество.
- Через некоторое время может потребоваться замена электродов из-за термического растрескивания.
Получите правильный вид производственных услуг в RapidDirect
Точечная сварка является одним из наиболее эффективных способов сплавления листового металла, но важно использовать их правильно, чтобы обеспечить максимальную согласованность и качество. Ищете идеального партнера для решения вопросов, связанных со сваркой или изготовлением листового металла? Тогда RapidDirect — ваш идеальный выбор благодаря нашему многостороннему опыту и преданной команде.
Ищете идеального партнера для решения вопросов, связанных со сваркой или изготовлением листового металла? Тогда RapidDirect — ваш идеальный выбор благодаря нашему многостороннему опыту и преданной команде.
Компания RapidDirect имеет опыт работы в сфере сварочных услуг и многочисленные Производство листового металла процессов с клиентами по всему миру. Мощные возможности позволяют нам создавать наиболее эффективные решения общих производственных задач. Более того, доступ к этому качеству и опыту даже не требует больших капиталовложений, поскольку наши услуги являются одними из самых конкурентоспособных на рынке с точки зрения стоимости.
Кроме того, RapidDirect выделяется быстрыми сроками выполнения заказов и полностью онлайн-опытом. Наша производственная онлайн-платформа — это все, что вам когда-либо понадобится для выполнения требований вашего проекта и получения коммерческого предложения. Просто загрузите свои проекты, требования к материалам, ожидаемое время выполнения заказа и другие связанные параметры, и подождите, пока наш представитель свяжется с вами и предложит индивидуальный план, разработанный в соответствии с вашими потребностями. Легче не бывает!
Легче не бывает!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Часто задаваемые вопросы
Простая ли точечная сварка?
Если коротко, то да! Точечная сварка существует уже некоторое время, поэтому она относительно проста. Однако это означает, что в отрасли преобладают более строгие стандарты качества.
Какова прочность точечных сварных швов?
Высококачественный сварной шов достаточно прочный, так как этот метод используется во многих автомобилях и других устройствах с высокой нагрузкой.
Какая толщина рекомендуется для точечной сварки?
Рекомендуемая толщина до 3 мм, предпочтение отдается листу того же размера. Однако в случае разных размеров соотношение 3:1 дает наилучшие результаты.
SCIRP Открытый доступ
Издательство научных исследований
Журналы от A до Z
Журналы по темам
- Биомедицинские и биологические науки.

- Бизнес и экономика
- Химия и материаловедение.
- Информатика. и общ.
- Науки о Земле и окружающей среде.
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные науки. и гуманитарные науки
Журналы по тематике
- Биомедицина и науки о жизни
- Бизнес и экономика
- Химия и материаловедение
- Информатика и связь
- Науки о Земле и окружающей среде
- Машиностроение
- Медицина и здравоохранение
- Физика и математика
- Социальные и гуманитарные науки
Публикация у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Публикуйте у нас
- Представление статьи
- Информация для авторов
- Ресурсы для экспертной оценки
- Открытые специальные выпуски
- Заявление об открытом доступе
- Часто задаваемые вопросы
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp. org org | |
| +86 18163351462 (WhatsApp) | |
| 1655362766 | |
| Публикация бумаги WeChat |
| Недавно опубликованные статьи |
| Недавно опубликованные статьи |
Подпишитесь на SCIRP
Свяжитесь с нами
клиент@scirp.  |