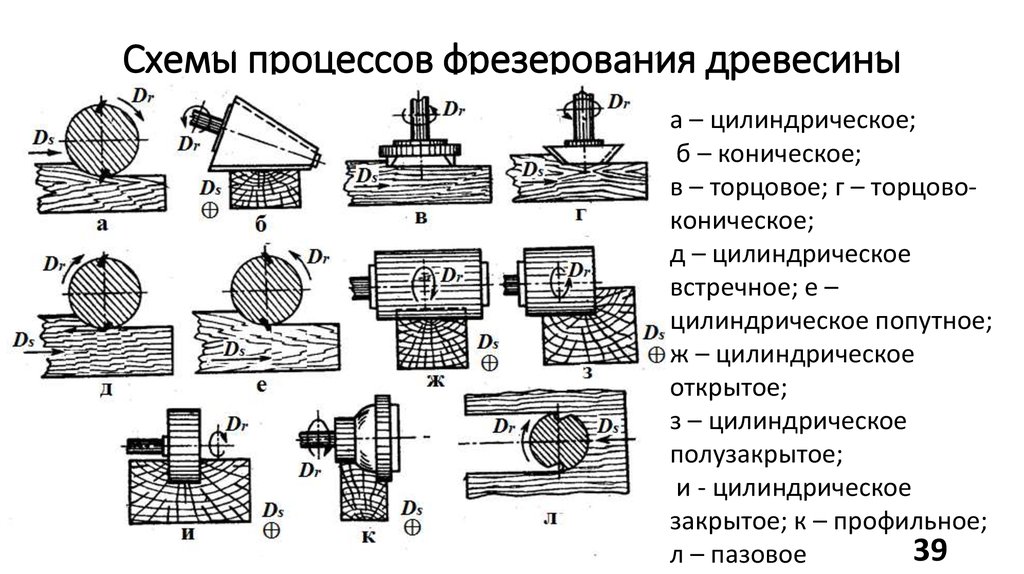
Схемы фрезерования: ОСНОВНЫЕ ВИДЫ И СХЕМЫ ФРЕЗЕРОВАНИЯ. КЛАССИФИКАЦИЯ И КОНСТРУКЦИЯ ФРЕЗ
Содержание
4. Схемы фрезерования поверхностей на горизонтально- и вертикально-фрезерных станках.
Движения,
участвующие в формообразовании
поверхностей в процессе резания, в
схемах указаны стрелками.
Горизонтальные
плоскости
фрезеруют на горизонтально-фрезерных
станках цилиндрическими фрезами
(рис.7,а) и на вертикально-фрезерных
осанках — торцовыми
фрезами (рис.8,а), цилиндрическими фрезами
целесообразно обрабатывать горизонтальные
плоскости шириной до 120
мм,
при этом длина фрезы должна быть немного
больше ширины обрабатываемой заготовки.
В большинстве случаев плоскости удобнее
обрабатывать торцовыми
фрезами вследствие большей жесткости
их крепления в шпинделе и более плавной
работы, так как число одновременно
работающих зубьев торцовой фрезы больше
числа зубьев цилиндрической фрезы.
Рис.7
Схемы фрезерования плоскостей на ГФС
Вертикальные
плоскости
фрезеруют на горизонтально-фрезерных
станках торцовыми
фрезами (рис. 7,б) и торцовыми
7,б) и торцовыми
фрезерными головками, а на
вертикально-фрезерных станках — концевыми
фрезами (рис.8,б).
Наклонные
плоскости и скосы
фрезеруют торцовыми (рис.8,в) концевыми
(рис.8,г) фрезами на вертикально-фрезерных
станках, у которых фрезерная головка
со шпинделем поворачивается в вертикальной
плоскости. Скосы фрезеруют на
горизонтально-фрезерном станке
одноугловой фрезой (рис.7,в).
Рис.8
Схемы фрезерования плоскостей на ВФС
Комбинированные
поверхности
фрезеруют набором фрез (рис.7,г) на
горизонтально-фрезерных станках.
Точность взаиморасположения обработанных
поверхностей зависит от жесткости
крепления фрез по длине оправки. С этой
целью применяют дополнительные опоры
(подвески), избегают использования
несоразмерных по диаметру фрез
(рекомендуемое отношение диаметров
фрез не более 1,5).
Уступы
и прямоугольные пазы
фрезеруют дисковыми (рис. 7,д) и концевыми
7,д) и концевыми
(рис.8,д) фрезами на горизонтально- и
вертикально- фрезерных станках.
Уступы
и пазы целесообразнее фрезеровать
дисковыми фрезами, так как они имеют
большее число зубьев и допускают работу
с большими скоростями резания.
Угловые
пазы
фрезеруют
одноугловой и двухугловой (рис.7,е)
фрезами на горизонтально -фрезерных
станках.
Паз
типа «ласточкин хвост»
фрезеруют на вертикально-фрезерном
станке за
два прохода:
прямоугольный паз — концевой фрезой,
затем скосы паза концевой одноугловой
фрезой (рис.8,е).
Т-образные
пазы
(рис.8,ж), которые широко применяют в
машиностроении как станочные пазы,
например, на столах фрезерных станков,
фрезеруют обычно за два прохода: вначале
паз прямоугольного профиля концевой,
реже дисковой фрезой, затем нижнюю часть
паза — фрезой для Т-образных пазов.
Закрытые
шпоночные пазы
фрезеруют концевыми фрезами (рис.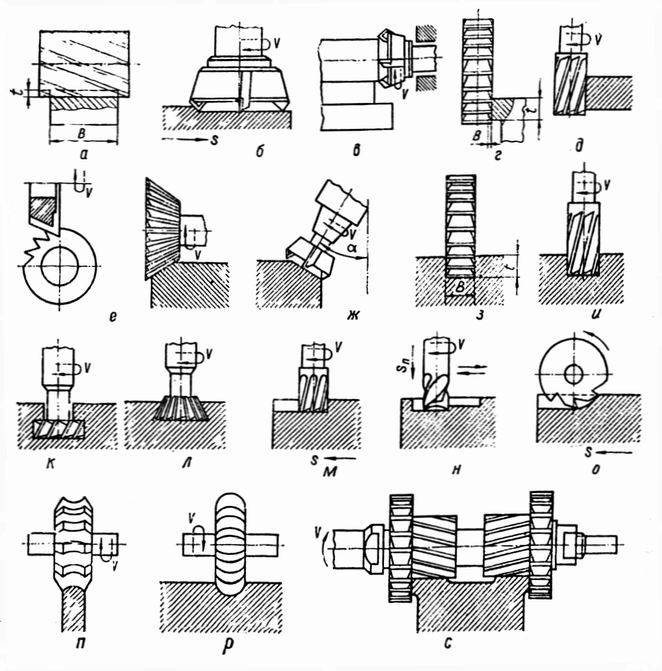 8,з), а
8,з), а
открытые — концевыми фрезами или
шпоночными на вертикально-фрезерных
станках. Точность получения шпоночного
паза является важным условием при
фрезеровании, т.к. от нее зависит характер
посадки на шпонку сопрягаемых с валом
деталей. Фрезерование шпоночной фрезой
обеспечивает получение более точного
паза; при переточке по торцовым
зубьям диаметр шпоночной фрезы практически
не изменяется.
Схемы фрезерования
При
фрезеровании движение резания сообщается
фрезе, а движение подачи – заготовке.
При этом при одном и том же прямолинейном
перемещении заготовки, направление
движения инструмента может с движением
подачи, может быть направлено встречно.
Попутное
фрезерование
– это вид фрезерования, при котором
направления движения резания и движения
подачи совпадают. К недостаткам этой
схемы относится то, что при касании зуба
фрезы о заготовку при максимальном
значении толщины стружки amax
происходит удар. Условия фрезерования
могут усложняться, если заготовка имеет
литейную корку. К достоинствам попутного
К достоинствам попутного
фрезерования относится тот факт, что
результирующая усилия резания Р прижимает
заготовку к приспособлению, что не
требует дополнительных усилий на её
закрепление. Изменение толщины стружки
от максимального значения до нуля
обеспечивает высокое качество
обрабатываемой поверхности, то есть
низкую шероховатость.
При
встречном
фрезеровании
толщина срезаемого слоя меняется от
нуля до amax,
поэтому в начальный момент резания
фреза может проскальзывать относительно
обрабатываемой поверхности, что не
позволяет обеспечить высокое качество
последней. К тому же результирующая
усилия резания Р стремится оторвать
заготовку от приспособления, что требует
дополнительных усилий для закрепления
заготовки. Достоинством метода является
возможность работы из-под корки.
Фрезерование
проводится на горизонтальных или
вертикальных фрезерных станках.
Износ фрез и скорость фрезерования
Основной
износ зуба фрезы происходит по задней
поверхности, на которой образуется
площадочка с задним углом =0.
Допустимый
износ f
зуба фрезы при черновой обработке f=0,6
мм, при чистовой f=0,25
мм.
Экономическая
скорость резания рассчитывается по
формуле.
Данная
формула позволяет определять экономическую
скорость резания с учётом заданной
стойкости фрезы.
ω
– угол наклона винтовых канавок
В
– ширина
z
– количество зубьев
Анализ
этой формулы показывает, что увеличение
диаметра благоприятно сказывается на
условиях работы, то есть при том же
количестве зубьев, каждый из них большее
время охлаждается за один оборот фрезы,
что позволяет увеличить скорость резания
при прочих неизменных условиях.
Обработка абразивным инструментом
Все
методы обработки абразивным (abrasio
– соскабливание) инструментом основаны
на соскабливании материала заготовки
абразивными зёрнами, входящими в состав
инструмента.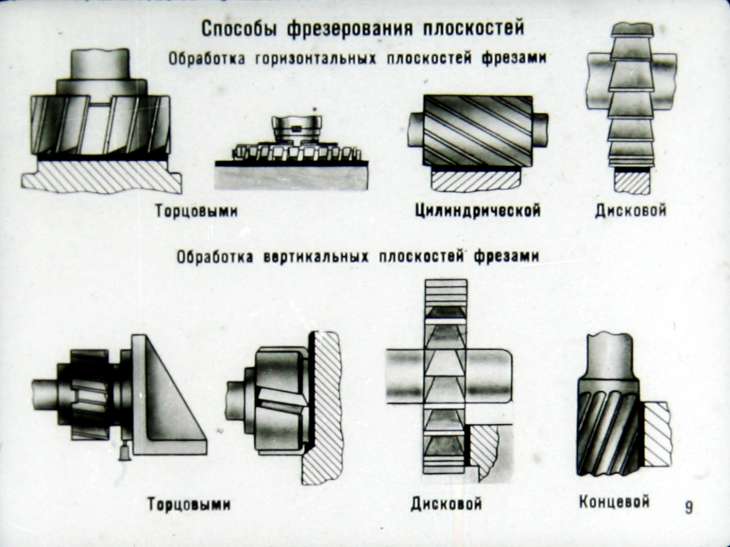 Каждое воздействие такого
Каждое воздействие такого
зерна приводит к удалению микрообъёма
материала заготовки, то есть происходит
процесс микрорезания.
В общем случае,
абразивный диск (инструмент) можно
представить в виде фрезы, на цилиндрической
наружной поверхности которой расположены
микрозубья различной геометрии.
Обрабатываемая
поверхностьОбработанная
поверхностьП
оверхность
резанияУсловная
наружная поверхность инструментаУ
словная
поверхность связки
Г
еометрия
каждого зерна характеризуется
отрицательными передними углами.
Разнообразие величин углов, определяемое
формой каждого абразивного зерна,
приводит к тому, что при сильном увеличении
обработанная поверхность не будет
казаться гладкой, но, учитывая поперечные
размеры зерна, не превышающие 0,5 мм и
глубины резания (десятые доли мм), можно
предположить, что каждое отдельное
зерно (зуб фрезы) удаляет микрочастицу
материала.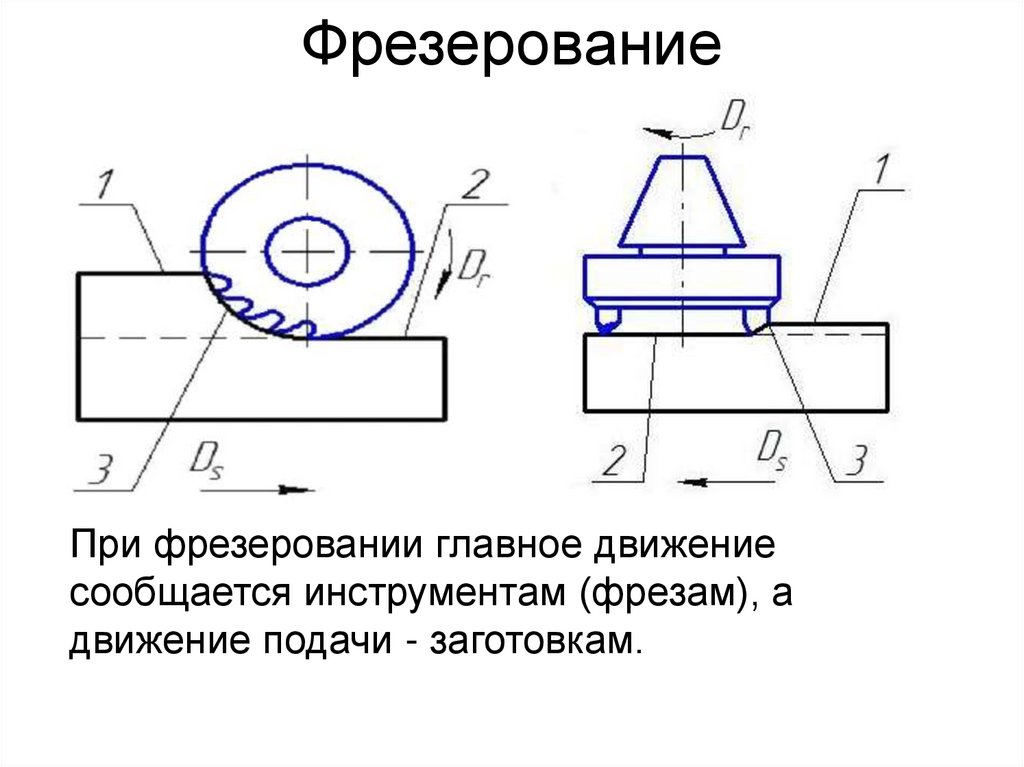 При этом образующаяся
При этом образующаяся
шероховатость будет измеряться
микровеличинами, то есть минимальными
размерами впадин и выступов.
Н
еодинаковость
размеров зёрен приводит к тому, что в
контакт с материалом заготовки вступают
наиболее выступающие зёрна. Учитывая
отрицательные значения передних углов,
а также износ в процессе соскабливания
(что увеличивает силы резания) можно
предположить, что в определённый момент
времени силы резания будут превышать
силы, с которыми связка удерживает
абразивное зерно. Оно выкрашивается. В
этот момент в контакт с материалом
заготовки вступает следующее, наиболее
выступающее абразивное зерно. Этот
процесс называется самозатачиванием,
то есть происходит обновление режущих
зубьев.
═══════════════════════════════════
Программное обеспечение ЧПУ
| Программы фрезерования — Программное обеспечение для гравировки
Программное обеспечение для фрезерной обработки — Программное обеспечение для гравировки — Программы CAD CAM
На этой странице вы найдете все подходящее программное обеспечение для фрезерной и гравировальной обработки для вашего станка с ЧПУ: программы CAD CAM, программное обеспечение для гравировки, программное обеспечение для 3D-CAD. Мы предоставить любую программу, которая вам нужна для ваших приложений, независимо от того, что вы хотели бы производить. Мы будем рады подробно проинформировать вас о программах или программных компонентах, которые подходят для вашего приложения.
Мы предоставить любую программу, которая вам нужна для ваших приложений, независимо от того, что вы хотели бы производить. Мы будем рады подробно проинформировать вас о программах или программных компонентах, которые подходят для вашего приложения.
ConstrucCAM-3D, универсальное программное обеспечение для всех приложений
Наше программное обеспечение ConstruCAM-3D охватывает 90 % всех приложений. Мы поставляем это программное обеспечение бесплатно со всеми нашими фрезерными станками, начиная с High-Z S-720! ConstruCAM-3D генерирует G-код из вашего проекта и подходит для всех фрезерных станков с ЧПУ.
Программное обеспечение KinetiC-NC Network CNC Controller Plug&Play
Для всех фрезерных станков с ЧПУ.
Узнать больше…
WinPC-NC / Простое в использовании программное обеспечение контроллера для фрезерных и гравировальных станков.
Узнать больше о WINPC NC…
WINPC-NC USB: ПО PLUG & PLAY CAM для управления станком
Узнать больше…
Советы по программному обеспечению CAD CAM и управляющему ПО CNC-EPST
5 станков, существует два вида программного обеспечения, которые являются обязательными:
- Программа для рисования, например, Construcam-3D, 3D-PhotoFormer, Filou-CNC, Target 3001
- Программа управления, например, Kinetic-NC, WinPC-NC
Программа для рисования / программа CAD
Используя программу для рисования, вы можете делать наброски, которые вы хотите фрезеровать, сверлить, резать. Пользователь также может импортировать существующие файлы в программу САПР, обрабатывать их или напрямую фрезеровать. Прежде чем можно будет начать процесс фрезерования, функция CAM программы рисования должна рассчитать команды управления и передать их в программу управления (программу CAM).
Пользователь также может импортировать существующие файлы в программу САПР, обрабатывать их или напрямую фрезеровать. Прежде чем можно будет начать процесс фрезерования, функция CAM программы рисования должна рассчитать команды управления и передать их в программу управления (программу CAM).
Подходящая программа САПР зависит от вашего приложения. Фотогравюры в виде 3D-рельефов можно делать с помощью 3D-PhotoFormer или PhotoVCarve. Для изготовления печатных плат вам понадобится только конструкторское программное обеспечение Target 3001. Программы для рисования 3D-Photoformer, PhotoVCarve и Target 3001 недороги, но имеют ограниченные функции.
Рекомендация для неограниченной обработки с ЧПУ: ConstruCAM-3D
Для широкого спектра функций мы рекомендуем программу для черчения ContruCam-3D, которая имеет все необходимые вам функции CAD и CAM. Независимо от того, хотите ли вы фрезеровать в 2D или 3D, гравировать, сверлить или резать. Construcam-3D можно использовать почти для 90 процентов всех приложений.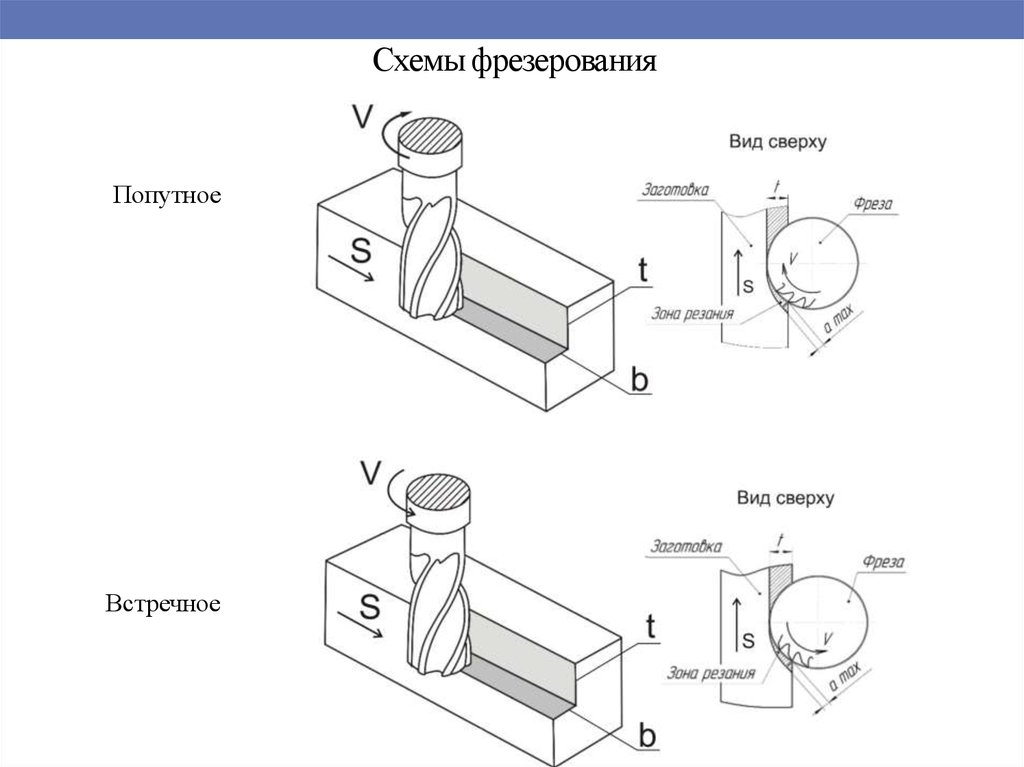 Программа CAD-CAM входит в комплект поставки каждой машины (кроме High-Z S-400).
Программа CAD-CAM входит в комплект поставки каждой машины (кроме High-Z S-400).
Программа управления/программа CAM
Программа управления обрабатывает команды управления и передает направление движения станку. Самый простой способ начать фрезерование — это иметь блок управления plug-and-play, на котором управляющее программное обеспечение уже настроено с параметрами станка. Тогда вам не придется настраивать управляющее ПО и заниматься трудоемкой настройкой параметров. Мы предлагаем блок управления plug-and-play с KinetiC-NC и USB-версию Win-PC-NC.
Рекомендация для программы управления
Скорость движения, плавность хода машины и устойчивость к помехам зависят от программы управления. Очень раздражает, когда машина непреднамеренно останавливается во время фрезерования. По сравнению с USB-подключением наше управляющее программное обеспечение KinetiC-NC позволяет избежать любых помех через сетевое подключение. Программа управления впечатляет плавностью хода, максимальной скоростью движения и современным интерфейсом. Предоставленный блок управления уже настроен полностью для каждой машины. Пользователю нужно только выбрать тип машины.
Предоставленный блок управления уже настроен полностью для каждой машины. Пользователю нужно только выбрать тип машины.
Контакт
. с назначением!
Телефон
Телефон-обмен:
+49 (0) 2831 91021-20
Факс:
+49 (0) 2831 91021-99
MAIL: [email protected]
.0005
Ausgezeichnet.org
➣ Подпишитесь на нашу рассылку
Воспользуйтесь скидкой 20%, никогда не пропустите событие и будьте в курсе.
Анализ схем профильного фрезерования длинномерных и нетехнологичных заготовок
Открытый доступ
| Проблема | Веб-конференция MATEC. Том 224, 2018 Международная конференция «Современные тенденции в производственных технологиях и оборудовании» (ICMTMTE 2018) | |
|---|---|---|
| Номер статьи | 01016 | |
| Количество страниц) | 7 | |
| Раздел | Производственные технологии, инструменты и оборудование | |
| DOI | https://doi. | |
| Опубликовано онлайн | 30 октября 2018 г. | |
 org/10.1051/matecconf/201822401016
org/10.1051/matecconf/201822401016Matec Web of Conferences 224 , 01016 (2018)
Vladimir G. Gusev 1 , Anatoly A. Fomin 1 * и VLADIMIR .
1
Институт машиностроения и автомобильного транспорта Владимирского государственного университета, ул. Горького, 87, г. Владимир, 600000, Российская Федерация
2
Научный центр перспективных энергетических технологий Казанского государственного энергетического университета, ул. Красносельская, 51, г. Казань, 420066, Российская Федерация,
* Автор, ответственный за переписку: [email protected]
Реферат
В статье рассмотрены альтернативные схемы профильного фрезерования длинномерных нетехнологичных заготовок – периферийных сегментов, образующихся при продольном раскрое бревен.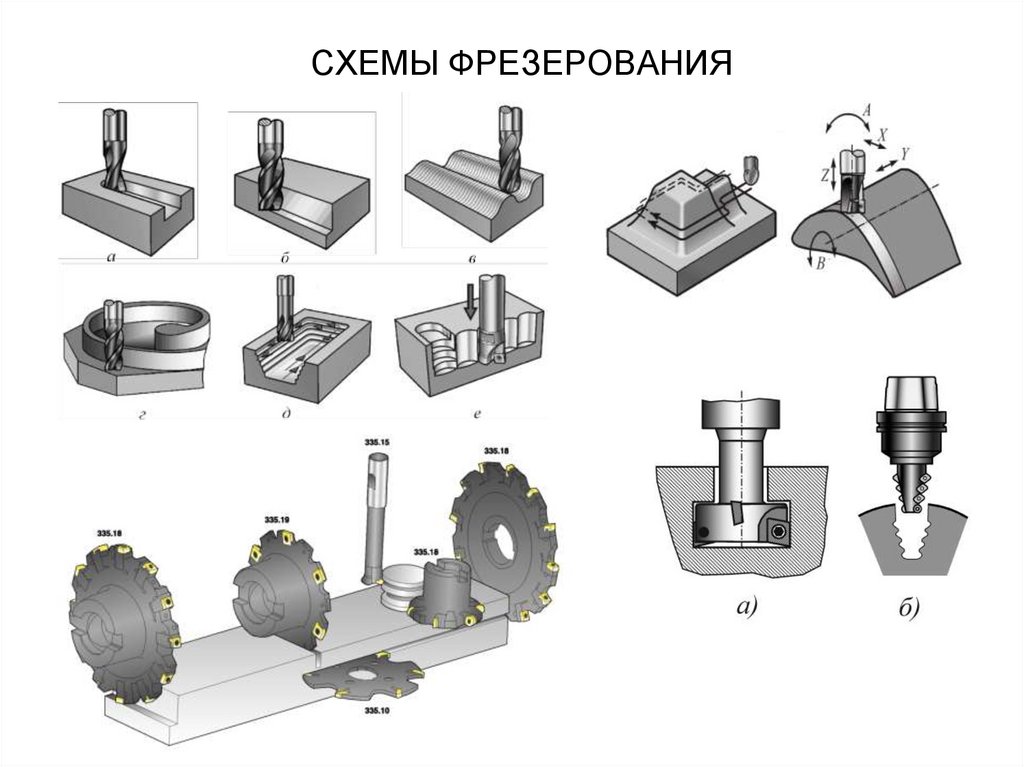 Периферийные сегменты являются крупным отходом производства и содержат древесные волокна с высокими физико-механическими и эксплуатационными свойствами. Поэтому изготовление качественных изделий из древесины из периферийных сегментов является особенно актуальной задачей. Однако названные заготовки характеризуются низкой технологичностью, поэтому необходимы разработка и анализ схем механической обработки, исключающих резонанс в технологической системе. Схема безрезонансной обработки использована в конструкции фрезерного станка ПФП-100 для профильного фрезерования крупных древесных отходов.
Периферийные сегменты являются крупным отходом производства и содержат древесные волокна с высокими физико-механическими и эксплуатационными свойствами. Поэтому изготовление качественных изделий из древесины из периферийных сегментов является особенно актуальной задачей. Однако названные заготовки характеризуются низкой технологичностью, поэтому необходимы разработка и анализ схем механической обработки, исключающих резонанс в технологической системе. Схема безрезонансной обработки использована в конструкции фрезерного станка ПФП-100 для профильного фрезерования крупных древесных отходов.
© The Authors, опубликовано EDP Sciences, 2018
Это статья в открытом доступе, распространяемая в соответствии с условиями лицензии Creative Commons Attribution License 4.0 (http://creativecommons.org/licenses/by/4.0), которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Показатели текущего использования показывают совокупное количество просмотров статей (просмотры полнотекстовых статей, включая просмотры HTML, загрузки PDF и ePub, согласно имеющимся данным) и просмотров рефератов на платформе Vision4Press.