Шевингование зубчатых колес: Шевингование зубчатых колес: оборудование и особенности процесса
Содержание
Шевингование металла – обработка зубчатых колёс
Шевингование металла – вид чистовой обработки металла резкой, относящийся к отделочным операциям.
В процессе отделки заготовка, подлежащая доработке, подаётся на зубошевинговальный станок. За определённое количество проходов, движущимся заданным способом режущим инструментом, шевером, с металлической поверхности постепенно снимаются тонкие слои стружки.
Принятый разработчиками технологии термин «шевингование» получил название по аналогии от английского глагола shaving, от shave — брить, скоблить.
Содержание
- Область применения шевингования
- Необходимое оборудование
- Технологический процесс
- Червячные и облегающие шеверы
Область применения шевингования
Шевингование как эффективная технология широко используется современной промышленностью.
Шевингование колёс востребовано в автомобильном производстве, на основе калиброванных деталей выполнены редукторы и червячные передачи. Доработанные колёса используют при создании точных зубчатых передач в изготовлении надёжных машин и механизмов, измерительных приборов, востребованных в различных областях науки и техники.
Доработанные колёса используют при создании точных зубчатых передач в изготовлении надёжных машин и механизмов, измерительных приборов, востребованных в различных областях науки и техники.
Обточенная поверхность приобретает необходимую механическую прочность, упругость. Форма зубьев становится геометрически правильной, приобретает высокие эксплуатационные качества. Точность хода передачи повышается, снижается шумовой эффект зубчатых пар в работе.
Шевингование проходят заготовки из сплавов, не подлежащих к доработке шлифованием.
В частных случаях шевингование заменяет химическую обработку.
Окончательная обработка металла соскабливанием лишней стружки:
Чистовая обработка зубьев незакаленных цилиндрических зубчатых колес
- исправляет ошибки боковых граней прямозубых и косозубых зубчатых колёс;
- повышает класс точности деталей на 2–3 значения;
- придаёт краям необходимые эксплуатационные характеристики.
Помимо обработки колёс, шевингование применяется для окончательной отделки проволоки.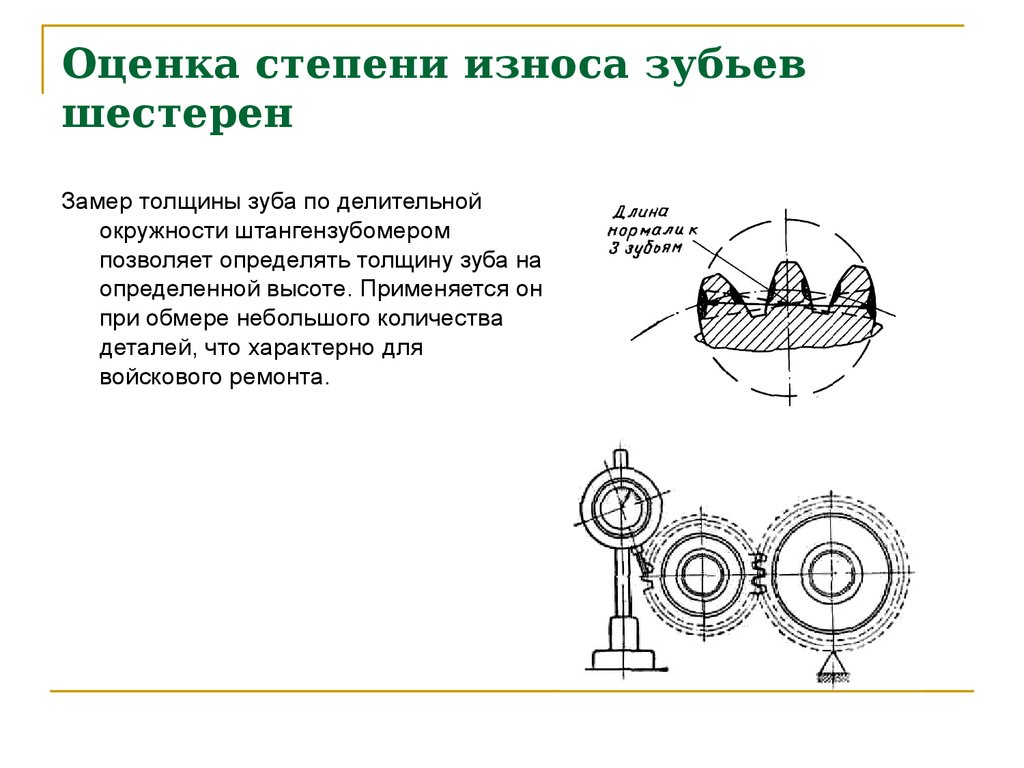 Соскабливание стружки с поверхности проволоки повышает упругость стали, подавляет лишние поверхностные примеси, улучшая качественный состав изделия.
Соскабливание стружки с поверхности проволоки повышает упругость стали, подавляет лишние поверхностные примеси, улучшая качественный состав изделия.
Технология изобретена в 30 годах прошлого века в Англии, с тех пор нашла широкое применение в массовом автомобилестроении. В СССР, впоследствии в России, способ отделки широко используют с 1936 года.
Шевингование поверхности проходят следующие сплавы:
- низкоуглеродистая, высокоуглеродистая, пружинная сталь;
- алюминий, алюминиевые сплавы;
- цинк, медь;
- латунь, бронза.
Шевингование – менее опасный, трудоёмкий и сложный процесс, чем химическое очищение металла.
Необходимое оборудование
Процесс окончательной отделки поверхностей зубьев проходит на полуавтоматическом оборудовании – зубошевинговальном станке.
Параметры оборудования
Подбор необходимого оборудования осуществляется согласно задачам производства, заданным параметрам мощности и производительности зубошевинговального станка. Основной привод двигателя полуавтоматического станка может быть гидравлическим, электромеханическим.
Основной привод двигателя полуавтоматического станка может быть гидравлическим, электромеханическим.
Промышленное заводское оборудование характеризуется следующими параметрами:
Зубошевинговальный станок — характеристика
- Скорость цикла обтачивания заготовки, производительность станка в заданную единицу времени.
- Максимальный размер диаметра детали, подлежащей обработке, разбег значения 125–4000 мм.
- Мощность главного привода двигателя, потребляемая мощность варьируется в пределах 1,0–14 кВт.
- Модуль зубчатого колеса. Величину модуля зубчатого колеса определяет толщина стенки зуба.
- Способ подачи рабочего инструмента относительно оси детали, проходящей доработку.
Например, распространённый промышленный станок модели 5702 предназначен для обтачивания зубцов колёс диаметром до 200 мм, модулем до 6 мм.
Скорость вращения маховика регулируется в диапазоне от 78 до 395 оборотов в минуту, мощность основного привода станка 2,8 кВт.
Зубошевинговальный станок модели 5702
Классификация формы шевера
В операции шевингования зубчатых колёс на станках используется следующий инструмент резки:
- зубчатая рейка с насечками, инструмент называется реечным;
- зубчатый диск с режущими кромками, или дисковый шевер;
- облегающий шевер, применяется в основном для шевингования бочкообразных зубьев;
- червячный шевер.
Цилиндрические заготовки обтачивают реечным и дисковым инструментом, червячный вид резца применяют для шевингования металла червячных зубчатых колёс.
Виды подачи инструмента
Двигатель станка придаёт рабочее движение резцу, который после зацепления передаёт движение обрабатываемой детали. От вида подачи зависит рабочий ход шевера, скорость и количество проходов обтачивания.
От вида подачи зависит рабочий ход шевера, скорость и количество проходов обтачивания.
Виды подачи режущего инструмента:
Определение основного времени на зубошевинговальных операциях
- поперечная подача — режущие кромки движутся перпендикулярно к оси заготовки;
- продольная подача резца — совпадает с направлением оси детали;
- тангенциальная подача — заготовка расположена перпендикулярно к оси шевера;
- диагональная подача инструмента — под углом к оси обрабатываемой детали.
При использовании продольной подачи величина шага хода шевера совпадает с размером зубьев обрабатываемой заготовки. В операции задействованы одни и те же режущие кромки, что приводит к неравномерному износу резца, увеличивает расходы на ремонт оборудования.
Поперечное направление, тангенциальные и диагональные подачи увеличивают ресурс резца, обеспечивают равномерный износ, сокращают ход движения. Время цикла обработки уменьшается, повышается производительность оборудования и общий экономический эффект. Минимальный ход движения инструмент производит при тангенциальной подаче.
Минимальный ход движения инструмент производит при тангенциальной подаче.
Технологический процесс
Схема шевингования
Удаление лишнего слоя металла при шевинговании зубчатых колёс происходит за счёт срезки тонкой стружки при сцеплении боковых граней зубьев шевера с зубцами обрабатываемых деталей. Уменьшается толщина стенки металла, грани калибруются. Оси заготовки и инструмента сходятся под заданным углом в 10–15 градусов.
Технологически в процессе операции шевингования зацеплением зубьями шевера и колеса образуется зубчатая винтовая пара. Движущийся инструмент вращает зубчатое колесо. В точке соприкосновения снимаются тонкие слои металлической стружки по линии контакта между режущими гранями шевера и зубьями заготовки.
Рабочая линия снятия стружки зависит от вида подачи инструмента.
Осциллирующее движение
Возможность добавления в процессе шевингования осциллирующего (колебательного) движения повышает точность, скорость и качество обработки зубцов. Сопряжённые поверхности перемещаются с небольшой амплитудой. Частота осциллирующего движения в пределах 20–100 Гц наиболее эффективна, улучшает процесс обработки по следующим показателям:
Сопряжённые поверхности перемещаются с небольшой амплитудой. Частота осциллирующего движения в пределах 20–100 Гц наиболее эффективна, улучшает процесс обработки по следующим показателям:
- Увеличивается производительность оборудования за счёт уменьшения времени операции шевингования. Качественную металлообработку достигают за один проход шевера.
- Получают гладкую, ровную поверхность кромок. Величина шероховатости стальной поверхности снижается до значения 0,32–0,63 мкм, что близко к значению показателей обработкой шлифованием.
Припуски
Кинематика шевингования
Качество шевингования также зависит от предварительной точности геометрической формы заготовки. На обработку шевингованием закладывают припуски. Недостаточный размер припусков делает недостатки зубьев неисправимыми, ошибки накапливаются, повышая процент выбраковки.
Чрезмерно большой размер припусков ведёт к увеличению времени обработки, снижает производительность работ. Припуски на шевингование производят в процессе изготовления детали, принимают от модуля и диаметра шестерни, желаемого качества точности изделия.
Червячные и облегающие шеверы
Металлические шестерни невысокого класса точности или оснащённые зубьями бочкообразной формы отделывают облегающим шевером.
Облегающие шеверы
Облегающий режущий инструмент отличается от обычного видом контакта зубьев элементов. В процессе обработки шевером сцепление с колесом носит линейный характер, происходит по всей поверхности. Пересечение осей в точке для получения результата не требуется, продольную подачу не применяют.
Облегающие шеверы используют:
Облегающие шеверы
- для сокращения машинного времени обработки;
- формирования бочкообразной поверхности зубьев.
Учитывают, что точность шевингования колёс, обработанных облегающим шевером, ниже точности, достигаемой на дисковом инструменте. Ошибки возникают вследствие формы шевера, боковая режущая поверхность которого вогнута. Эвольвентные (выпуклые) режущие поверхности дают большую точность калибровки.
Червячные шеверы
Принцип действия червячного шевера основан на физике червячной передачи.
Червяк, как режущий инструмент, оборудован редкими зубьями небольшого размера с помощью насечки на боковой поверхности.
Вращение червячного резца осуществляют:
Червячные шеверы — схема и описание
- Круговым направлением, при этом между винтовой боковой поверхностью режущего инструмента и обрабатываемой деталью образуется зазор.
- Радиальным направлением. В этом случае боковой зазор отсутствует, кромки заготовки и инструмента плотно прилегают друг к другу.
При вращении круговым способом межосевое расстояние червяка и колеса сохраняется постоянным торможением колеса. Размер витков червяка при этом зависит от припусков на обработку.
Рабочее движение радиальным направлением происходит сближением осей колеса и режущих граней. Размер витков насечки равен размеру впадин между зубами детали.
Видео по теме: Производство зубчатых колес для шевингования металла
Шевингование — РИНКОМ
Шевингование зубчатых колес – это процесс обработки боковой поверхности изделий с целью придания ей требуемых характеристик. Взаимодействие с зубцами предполагает использование подходящих шеверов и вспомогательной оснастки.
В материале:
- Параметры проведения работ
- Повышение эффективности и качества обработки
- Облегающие шеверы
- Червячные шеверы
- Используемая техника
- Применение шевингования
- С какими материалами возможна работа?
- Приобретение металлорежущего инструмента
Рис. 1 Процедура шевингования
1 Процедура шевингования
Параметры проведения работ
Ключевая задача шевингования – удалить избыточное количество материала, присутствующего на поверхности зубцов. С колес снимается тонкий слой стружки, что позволяет устранить имеющиеся дефекты и добиться высокой точности исполнения.
Шеверы изготавливаются в форме зубчатой рейки, червячных элементов или зубчатых колес. Рабочая поверхность инструмента имеет заточенные кромки. Последние срезают излишки металла в соответствии с профилем зубьев, обеспечивают получение изделий требуемого размера.
Рис. 2 Шевер-рейка
Рис. 3 Шевер-колесо
Шеверные элементы устанавливаются под определенным углом. Параметр рассчитывается индивидуально для каждого типа колес. Стандартный угловой интервал выдерживается в пределах 10 – 15 градусов.
Шевингование зубьев выполняется следующим образом:
- привод станка приводит в движение шевер;
- шевер срезает металл с поверхности заготовки, попутно вращая ее.
Заготовка зажата в центрах, что исключает ее смещение при обработке и гарантирует равномерное перемещение под действием шевера.
Продолжительность операции зависит от типа детали и требований к точности обработки.
Рис. 4 Схема выполнения операций по шевингованию
Для обеспечения высокого качества шевингования необходимо плавное перемещение заготовки по заданной линии. Отклонения в процессе работы приведут к недочетам, увеличат продолжительность выполнения операции.
Исключить перечисленные проблемы позволяет выбор подходящего способа подачи инструмента:
- поперечный;
- продольный;
- тангенциальный;
- диагональный.
Последний метод шевингования получил значительное распространение, представлен в 4 вариациях.
| Тип диагонального шевингования | Эскиз |
| Тип а |
|
| Тип б |
|
| Тип в |
|
| Тип г |
|
Наименьший износ зубьев шевера обеспечивает поперечная подача инструмента. Режущая часть располагается перпендикулярно детали, что способствует эффективной работе режущих кромок.
Режущая часть располагается перпендикулярно детали, что способствует эффективной работе режущих кромок.
Минимальная подвижность шевера обеспечивается при тангенциальной подаче. Такое решение подходит деталям с обилием мелких зубьев, ускоряет рабочий процесс.
Рис. 5 Схема обработки конических зубчатых колес
Повышение эффективности и качества обработки
Повысить качество шевингования зубчатых колес позволяет использование осциллирующих движений на частоте 20 – 100 Гц. Подобное решение имеет ряд преимуществ.
- Снижение уровня шероховатости до 0,32 – 0,63 мкм без проведения шлифовальных операций.
- Увеличение скорости процедуры за счет эффективного использования металлорежущего инструмента.
- Стабилизация и интенсификация сил трения. Рост производительности труда.
Обеспечить передачу осциллирующих движений может только профильное оборудование. Оператору предоставляется соответствующая опция с возможностью настройки частоты воздействия.
Оператору предоставляется соответствующая опция с возможностью настройки частоты воздействия.
Рис. 6 Станок для шевингования с возможностью передачи осциллирующих движений
Облегающие шеверы
Шеверы облегающего типа обеспечивают линейный контакт с заготовкой. Изделия работают с зубьями бочкообразной формы, существенно сокращают сроки выполнения операций. Единственный недостаток инструмента – малая точность.
Рис. 7 Облегающие шеверы
Облегающие модули обладает рядом особенностей.
- Режущие элементы сформированы вогнутыми линиями, имеют седлообразную форму.
- Эффективное зацепление с обрабатываемой деталью по всей поверхности.
- Минимальные требования к точности позиционирования инструмента.
Производители предлагают широкий спектр облегающих шеверов. Подобрать подходящие решения смогут предприятия любой направленности.
Рис. 8 Чертеж облегающего шевера
Червячные шеверы
Червячные шеверы предназначены для чистовой обработки зубчатых колес. Инструмент имеет соответствующую форму, на его винтовых фрагментах присутствуют заточенные насечки для взаимодействия с заготовкой.
Шевингование осуществляется в круговом и радиальном направлении. Способ обработки подбирается индивидуально, зависит от требований к конечному продукту и его геометрических параметров.
Рис. 9 Червячный шевер
Некоторые червячные шеверы имеют дополнительные зубчики. Они повышают эффективность инструмента, позволяют работать с заготовками из высокопрочных сталей.
Рис. 10 Дополнительные зубчики на рабочей плоскости червячного шевера
Используемая техника
Шевингование зубчатых колес осуществляется посредством профильного оборудования. Оно представлено станками отечественного и зарубежного производства.
Оно представлено станками отечественного и зарубежного производства.
Техника различается по следующим параметрам:
- специфика подачи металлорежущего инструмента;
- скорость обработки заготовки;
- точность выполнения операций;
- предельный диаметр обрабатываемых деталей;
- доступные типы колес;
- мощность штатного привода.
На крупных предприятиях используется несколько установок. Каждая из них предназначена для определенных изделий и метода шевингования.
Рис. 11 Полуавтоматический станок для шевингования 5702
Наибольшее распространение получили станки 57-й линейки: 5701, 5702, 5703 и др. Продукция обладает приемлемой ценой, достаточным функционалом и высокой ремонтопригодностью. Она применяется на многих отечественных производствах, регулярно подвергается модернизации.
Таблица 1 Сравнительные характеристики станков
Применение шевингования
Шевингование зубьев широко используется в промышленности. Операция востребована в автомобиле- и судостроении, с ее помощью изготавливаются компоненты для станков и сельскохозяйственной техники.
Операция востребована в автомобиле- и судостроении, с ее помощью изготавливаются компоненты для станков и сельскохозяйственной техники.
Рис. 12 Зубчатые колеса для трактора Т1, полученные посредством шевингования
Высокоточные станки для шевингования позволяют изготовить компоненты измерительных механизмов, автоматики и прочих сложных устройств. Они имеют программное управление, работают с минимальными допусками.
Рис. 13 Зубчатое колесо для измерительного инструмента
Шевингованию подвергаются заготовки, не подлежащие шлифованию или иной механической обработке. В ряде случаев процедура заменяет операции по химическому травлению.
Посредством шевингования достигаются следующие цели:
- увеличение класса точности изделия;
- устранение недостатков, присутствующих на зубьях колес;
- повышение эксплуатационных характеристик продукции.

Детали, прошедшие шевингование, выборочно проверяются сотрудниками ОТК.
С какими материалами возможна работа?
Шевингованию подвергаются детали из следующих материалов:
- стали любой степени легирования;
- конструкционные и углеродистые сплавы;
- цинк;
- медь;
- латунь;
- бронза.
Возможность точной настройки процесса помогает добиться высоких результатов при работе с заготовками любой сложности.
Рис. 14 Шевингование зубчатого колеса из бронзы
Приобретение металлорежущего инструмента
Обращение в магазин «РИНКОМ» позволит приобрести металлорежущий инструмент требуемой конфигурации. В наличии решения для частных нужд, крупного и мелкосерийного производства. Продукция изготавливается из качественного марочного сырья, соответствует требованиям отечественных и зарубежных норм.
Обращение в магазин «РИНКОМ» позволит приобрести металлорежущий инструмент требуемой конфигурации. В наличии решения для частных нужд, крупного и мелкосерийного производства. Продукция изготавливается из качественного марочного сырья, соответствует требованиям отечественных и зарубежных норм.
Для ознакомления с полным перечнем изделий воспользуйтесь функционалом каталога.
Шевингование — зубчатое колесо — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Циклическая точность обеспечивается, например, точностью червяка делительной передачи станка и точностью зуборезного инструмента. Плавность передачи значительно повышается после шевингования зубчатых колес или их притирки.
[31]
Зубошевинговальные станки производят с горизонтальным и вертикальным расположением оси шевера и колеса. Станки с горизонтальным расположением используют для шевингования зубчатых колес среднего модуля с диаметром до 320 мм, ведущим элементом является шевер.
[32]
Допуски 6ft и 65 даются в тело колеса. Уменьшение колебаний боковых зазоров и сведение их к минимуму там, где это необходимо, может быть обеспечено шевингованием зубчатых колес и другими отделочными технологическими процессами.
[33]
Допуски 6L и SSX даются в тело колеса. Уменьшение колебаний боковых зазоров и сведение их к практическому минимуму там, где это необходимо, может быть обеспечено шевингованием зубчатых колес.
[34]
Допуски 6L и fSx даются в тело колеса. Уменьшение колебаний боковых зазоров и сведение их к практическому минимуму там, где это необходимо, может быть обеспечено шевингованием зубчатых колес.
[35]
Шевингование зубьев шестерен и зубчатых колес модулем свыше 5 по 7 — й степени точности на шевинговальных станках. Шевингование особо сложных зубчатых колес с прямым и спиральным зубом по 6 — й степени точности на шевинговальных станках, налаженных для обработки определенных шестерен.
[36]
При шевинговании зубчатых колес с правой спиралью обычно используют шевер с левой спиралью, и наоборот. При шевинговании прямозубых колес направление спирали шевера не имеет значения. При шевинговании зубчатых колес с бортами необходимо проверить, не будет ли шевер в край нем положении врезаться своим торцом в борт. Эта проверка может проводиться графическим или аналитическим методом.
[37]
В массовом производстве целесообразно для каждого или ограниченной группы колес применять отдельный шевер и червячную фрезу. Для ремонтных работ шевер проектируют для колес разного размера, но одного модуля. При шевинговании зубчатых колес с малым числом зубьев следует выбирать наибольший диаметр шевера, зубья перед шевингованием нарезать с большей точностью и с меньшим припуском.
[38]
При шевинговании зубчатых колес с правой спиралью обычно используют шевер с левой спиралью, и наоборот. При шевинговании прямозубых колес направление спирали шевера не имеет значения. При шевинговании зубчатых колес с бортами необходимо проверить, не будет ли шевер в край нем положении врезаться своим торцом в борт. Эта проверка может проводиться графическим или аналитическим методом.
При шевинговании зубчатых колес с бортами необходимо проверить, не будет ли шевер в край нем положении врезаться своим торцом в борт. Эта проверка может проводиться графическим или аналитическим методом.
[39]
Шевингование зубьев шестерен различных диаметров модулем до 5 по 7 — й степени точности и модулем свыше 5 по 8 — й степени точности на однотипных шевинговальных станках. Установка и выверка обрабатываемых шестерен на универсальных приспособлениях. Шевингование сложных зубчатых колес с прямым и спиральным зубом по 7 — й степени точности на шевинговальных станках, налаженных для обработки определенных шестерен.
[40]
Наиболее совершенным и производительным способом чистовой обработки является шевингование. Сущность этого процесса состоит в том, что с поверхности зубьев обрабатываемых колес снимаются весьма тонкие ( 0 005 — 0 010 мм) волосообразные стружки с помощью режущего инструмента — шевера, находящегося в зацеплении с зубчатым колесом. Шевер представляет собой производящее зубчатое колесо с узкими канавками на поверхности зубьев. Для шевингования зубчатых колес отечественная промышленность выпускает высокопроизводительные шевинговальные станки различных моделей, позволяющих обрабатывать зубчатые колеса модулем от 1 5 до 16 мм и диаметром от 10 до 4000 мм.
Шевер представляет собой производящее зубчатое колесо с узкими канавками на поверхности зубьев. Для шевингования зубчатых колес отечественная промышленность выпускает высокопроизводительные шевинговальные станки различных моделей, позволяющих обрабатывать зубчатые колеса модулем от 1 5 до 16 мм и диаметром от 10 до 4000 мм.
[41]
| Схема обработки на зубострогальном станке.
[42] |
Для этого обрабатываемое зубчатое колесо обкатывается под нагрузкой с одним или несколькими закаленными эталонными колесами. Необходимое давление создается грузом или специальными устройствами. При обкатке термически необработанных колес может получиться искажение профиля зубьев. Наиболее распространенным методом чистовой обработки зубьев является шевингование зубчатых колес.
[43]
Всю поверхность зуба колеса обрабатывают одновременно, для чего зубья шевера в продольном направлении имеют вогнутость. Режущие зубцы расположены по винтовой линии. Этот метод применяют в массовом производстве для шевингования зубчатых колес с шириной венца до 40 мм и модулем до 5 мм.
Режущие зубцы расположены по винтовой линии. Этот метод применяют в массовом производстве для шевингования зубчатых колес с шириной венца до 40 мм и модулем до 5 мм.
[44]
В зависимости от различных условий эксплуатации зубчатых — передач различны требования к точности отдельных параметров колеса. В связи с этим могут различаться и технологические процессы изготовления колес. Повышение требования в отношении плавности передачи могут быть обеспечены при наличии червяка делительной передачи станка и зуборезного инструмента соответствующей точности, а также при применении шевингования зубчатых колес.
[45]
Страницы:
1
2
3
4
Инструмент для шевингования
Максимальная экономия
Являясь лидером на рынке шевинговальных технологий — Gleason имеет большой опыт в производстве и использовании шевинговальных станков под любую возможную задачу в производстве зубчатых колес. Эта компетенция гарантирует, что вы получите идеальную поддержку и результаты — от консультаций и конструкции до выбора материала и производства шевинговального инструмента, вплоть до оказания помощи на производстве.
Эта компетенция гарантирует, что вы получите идеальную поддержку и результаты — от консультаций и конструкции до выбора материала и производства шевинговального инструмента, вплоть до оказания помощи на производстве.
Диапазон шеверов
| Модуль, макс. | 18/10* мм |
| Диаметр, макс. | 350/250* мм |
| Материал | Высоколегированная HSS, Порошковые материалы (PM), Micro твердые спалвы |
| * Шевер внутреннего зацепления |
Opti-Edge для обработки режущей кромки
Opti-Edge® – особая технология прорезки канавок — обеспечивает долгий срок службы инструмента и продлевает срок службы режущей кромки при условии, что все остальные параметры обработки выдержаны. В зависимости от граничных условий дополнительная выгода может составлять от 40 до 100% увеличения продолжительности жизни инструмента, а в некоторых случаях и дольше.
Технология производства шеверов Gleason
Наши шеверы изготовлены с использованием собственной технологии, станки специально построены для изготовления высокоточного инструмента с максимальным сроком службы.
Технология использования
Обладая многолетним опытом в производстве шеверов, шевинговании, и проектировании станков, компания Gleason — идеальный партнер для решения любых задач в шевинговании. Обладая обширными знаниями, мы оказываем поддержку непосредственно на Вашем предприятии, а так же оптимизируем процесс, как для производство опытной продукции, так производства небольших серий или тестирования инструмента.
Точность на всю жизнь
В дополнение к новым шеверам, Gleason предлагает своим клиентам высококачественную услугу заточки для обновления любого типа шеверов, включая необходимую соответствующую документацию.
Технологии шевингования Gleason
Аксессуары
Please check this to prove you are human
Please leave this unchecked
Чтобы связаться с одним из наших сотрудников, заполните следующую форму. Все размеры должны быть в мм.
Все размеры должны быть в мм.
Поля отмеченные * обязательны для заполнения.
Контакт
Компания *
Gender *
Выберите…FemaleMaleNon-binaryUnspecified
Обращение *
Выберите…Mrs.Mx.господингоспожа
Фамилия *
E-mail *
Телефон
Страна *
Выберите…Bonaire, Sint Eustatius and SabaCuraçaoFaroe IslandsFrench GuyanaMacaoNorfolk IslandsNorthern Mariana IslandsRussian FederationSaint MartinTrinidad and TobagСШАЧадКот-д’ИвуарШри-ЛанкаСан-МариноГанаГуамИракКипрЛаосМалиОманПеруСабаТогоЧилиСент-Китс и НевисСент-ЛюсияСант-КроиксСент-Винсент и ГренадиныАлжирАрубаБелизБенинБутанГабонГаитиДанияИндияЙеменКатарКенияКонгоЛиванЛивияЛитваНауруНепалНигерПалауСамоаТонгаТунисФиджиПапуа — Новая ГвинеяЮжная АфрикаНовая ЗеландияНовая КаледонияКорея, ЮгКитай, Народная РеспубликаКонго, Демократическая РеспубликаКоста-РикаАнголаБрунейГайанаГамбияГвинеяГернсиГрецияГрузияДжерсиЕгипетЗамбияИталияКанадаКувейтЛатвияЛесотоМалавиМальтаМонакоМьянмаПанамаПольшаРуандаСербияТувалуТурцияУгандаШвецияЯмайкаЯпонияБосния и ГерцеговинаОстров Кабо-ВердеПуэрто-РикоГвинея-БисауСьерра-ЛеонеАвстрияАлбанияАнгильяАндорраАрменияБахрейнБельгияБоливияБонайреБурундиВануатуВенгрияВьетнамГонконгГренадаДжибутиИзраильИспанияКамерунЛиберияМайоттаМароккоМексикаНамибияНигерияРеюньонРумынияСенегалСуринамТаиландТайваньУкраинаУругвайФранцияЭквадорЭритреяЭстонияЭфиопияАнтигуа и БарбудаОстрова КукаОстрова Теркс и КайкосОстрова Уоллис и ФутунаЧешская РеспубликаБуркина-ФасоБарбадосБолгарияБотсванаБразилияГерманияГондурасДоминикаЗимбабвеИорданияИсландияКирибатиКолумбияМаврикийМалайзияМальдивыМозамбикМолдавияМонголияНорвегияПакистанПарагвайСингапурСловакияСловенияТанзанияХорватияИрландия, РеспубликаАвстралияВенесуэлаГваделупаГватемалаГибралтарИндонезияКазахстанКамбоджиаМартиникаМонсерратНикарагуаСальвадорСвазилендФилиппиныФинляндияШвейцарияМакедония (БЮРМ)Восточный ТиморБагамские островаКаймановы островаКоморские островаАргенитинаБангладе́шБелоруссияГренландияКыргызстанЛюксембургМавританияМадагаскарНидерландыПортугалияУзбекистанЧерногорияСаудовская АравияБермудские островаМаршалловы островаСоломоновы островаВиргинские острова СШАБританские Виргинские островаМикронезия, Федеративные ШтатыЦентрально-Африканская РеспубликаАзербайджанЛихтенштейнТаджикистанГосударство ВатиканСейшельские островаФранцузская ПолинезияТуркменистанАмериканское СамоаОбъединенные Арабские ЭмиратыДоминиканская РеспубликаВеликобританияЭкваториальная Гвинея
Город *
Республика / Область *
Почтовый индекс *
Заготовка
Тип
Выберите. ..Пластиковые зубчатые колёсаКоническое зубчатое колесо и шестерня с круговой формой зубьевКоническое зубчатое колесо и шестерня с прямыми зубьямиКоническое зубчатое колесо и шестерня с круговой формой зубьев и гипоидным смещениемSuper Reduction Hypoid (SRH) колесо и шестерняКорончатая цилиндрическая шестерняТорцевые муфты Curvic®Муфты зубчатые шлицевыеHypoloid Gear SetZerol®ШестерняЗубчатое колесоВал с зубчатым венцом/шлицамиШлицыВодило планетарной передачиЗубчатое колесо внутреннего зацепленияЗубчатое колесо наружного зацепленияShoulder WorkШестерня рулевого механизмаРулевая рейкаРейкаЧервяк/винтЧервячное колесоОвальное зубчатое колесоАссиметричное зубчатое колесоРоторШевронное зубчатое колесоРазведенное шевронное зубчатое колесоЗвёздочка/цепное колесоПриводное зубчатое колесоЦиклоидальные передачиТорцевые шлицы Hirth
..Пластиковые зубчатые колёсаКоническое зубчатое колесо и шестерня с круговой формой зубьевКоническое зубчатое колесо и шестерня с прямыми зубьямиКоническое зубчатое колесо и шестерня с круговой формой зубьев и гипоидным смещениемSuper Reduction Hypoid (SRH) колесо и шестерняКорончатая цилиндрическая шестерняТорцевые муфты Curvic®Муфты зубчатые шлицевыеHypoloid Gear SetZerol®ШестерняЗубчатое колесоВал с зубчатым венцом/шлицамиШлицыВодило планетарной передачиЗубчатое колесо внутреннего зацепленияЗубчатое колесо наружного зацепленияShoulder WorkШестерня рулевого механизмаРулевая рейкаРейкаЧервяк/винтЧервячное колесоОвальное зубчатое колесоАссиметричное зубчатое колесоРоторШевронное зубчатое колесоРазведенное шевронное зубчатое колесоЗвёздочка/цепное колесоПриводное зубчатое колесоЦиклоидальные передачиТорцевые шлицы Hirth
Модули
Если деталь имеет более одного зубчатого венца, пожалуйста сообщите нам об этом.
Высота зуба
Длина заготовки
Диаметр заготовки
Интересующий продукт
Продукция
Автоматическая/Ручная-загрузка
Выберите. ..АвтоматизированныйРучная загрузкаДругое
..АвтоматизированныйРучная загрузкаДругое
Оснастка
Выберите…ОбычнаяБыстрое изменение
Базовый набор инструментов
Ваши технические требования
Установить Страну *
Выберите…Bonaire, Sint Eustatius and SabaCuraçaoFaroe IslandsFrench GuyanaMacaoNorfolk IslandsNorthern Mariana IslandsRussian FederationSaint MartinTrinidad and TobagСШАЧадКот-д’ИвуарШри-ЛанкаСан-МариноГанаГуамИракКипрЛаосМалиОманПеруСабаТогоЧилиСент-Китс и НевисСент-ЛюсияСант-КроиксСент-Винсент и ГренадиныАлжирАрубаБелизБенинБутанГабонГаитиДанияИндияЙеменКатарКенияКонгоЛиванЛивияЛитваНауруНепалНигерПалауСамоаТонгаТунисФиджиПапуа — Новая ГвинеяЮжная АфрикаНовая ЗеландияНовая КаледонияКорея, ЮгКитай, Народная РеспубликаКонго, Демократическая РеспубликаКоста-РикаАнголаБрунейГайанаГамбияГвинеяГернсиГрецияГрузияДжерсиЕгипетЗамбияИталияКанадаКувейтЛатвияЛесотоМалавиМальтаМонакоМьянмаПанамаПольшаРуандаСербияТувалуТурцияУгандаШвецияЯмайкаЯпонияБосния и ГерцеговинаОстров Кабо-ВердеПуэрто-РикоГвинея-БисауСьерра-ЛеонеАвстрияАлбанияАнгильяАндорраАрменияБахрейнБельгияБоливияБонайреБурундиВануатуВенгрияВьетнамГонконгГренадаДжибутиИзраильИспанияКамерунЛиберияМайоттаМароккоМексикаНамибияНигерияРеюньонРумынияСенегалСуринамТаиландТайваньУкраинаУругвайФранцияЭквадорЭритреяЭстонияЭфиопияАнтигуа и БарбудаОстрова КукаОстрова Теркс и КайкосОстрова Уоллис и ФутунаЧешская РеспубликаБуркина-ФасоБарбадосБолгарияБотсванаБразилияГерманияГондурасДоминикаЗимбабвеИорданияИсландияКирибатиКолумбияМаврикийМалайзияМальдивыМозамбикМолдавияМонголияНорвегияПакистанПарагвайСингапурСловакияСловенияТанзанияХорватияИрландия, РеспубликаАвстралияВенесуэлаГваделупаГватемалаГибралтарИндонезияКазахстанКамбоджиаМартиникаМонсерратНикарагуаСальвадорСвазилендФилиппиныФинляндияШвейцарияМакедония (БЮРМ)Восточный ТиморБагамские островаКаймановы островаКоморские островаАргенитинаБангладе́шБелоруссияГренландияКыргызстанЛюксембургМавританияМадагаскарНидерландыПортугалияУзбекистанЧерногорияСаудовская АравияБермудские островаМаршалловы островаСоломоновы островаВиргинские острова СШАБританские Виргинские островаМикронезия, Федеративные ШтатыЦентрально-Африканская РеспубликаАзербайджанЛихтенштейнТаджикистанГосударство ВатиканСейшельские островаФранцузская ПолинезияТуркменистанАмериканское СамоаОбъединенные Арабские ЭмиратыДоминиканская РеспубликаВеликобританияЭкваториальная Гвинея
Приложение
Пожалуйста загрузите файл вашего проекта (не более 10 Мб).
Сообщение
Заявление об ограничении ответственности *
Я согласен с политикой конфиденциальности и общими положениями и условиями этого веб-сайта.
Проверка безопасности *
Please check this to prove you are human
Please leave this unchecked
Шевингование за один проход
В
настоящее время в металлообработке все
большее распространение
получает способ шевингования зубчатых
колес средних модулей за
один проход шеверами специальной
конструкции. Зубья таких шеверов
имеют три группы зубчиков (рис. 174, б):
174, б):
заборные /, режущие //
и калибрующие ///. Боковые поверхности
правой и левой сторон заборной
и режущей частей зубьев шевера составляют
с соответствующими
боковыми поверхностями калибрующей
части углы В.
Такая
конструкция шевера позволяет снимать
весь припуск за один рабочий и один
обратный (калибрующий) ход стола,
осуществляемый при
постоянном расстоянии между осями
шевера и колеса.
По
второму
способу
шевингование производится при помощи
специального инструмента другого вида
— шевер-рей-к
и (рис. 177, а),
состоящей
из отдельных зубьев с канавками,
образующими
режущие кромки на стороне каждого зуба.
В процессе обработки
стол станка с закрепленной на нем
шевер-рейкой имеет возвратно-поступательное
движение. Так же как и обычный (дисковый)
шевер, шевер-рейка изготовляется с
наклонными зубьями для обработки
зубчатых
колес с прямым зубом; для случая обработки
зубчатых колес с косым
зубом (с углом наклона около 15°) шевер-рейка
имеет прямые зубья,
расположенные перпендикулярно оси; в
том и другом случае образуется
винтовое зубчатое зацепление с
обрабатываемым зубчатым колесом;
обработка одного зубчатого колеса
производится примерно за 15—20 двойных
ходов стола.
На
рис. 177, б
показана
схема, поясняющая осуществление
продольного скольжения зубьев
шевер-рейки по зубьям зубчатого колеса.
После
каждого хода стола зубчатое колесо
перемещается в вертикальном
направлении вниз; таким образом,
осуществляется вертикальная
подача в пределах 0,025—0,04 мм.
Шевингование
обычно производят со смазочно-охлаждающей
жидкостью
— сульфофрезолом или веретенным маслом.
По причине высокой
себестоимости инструмента, плохой
вымываемости стружки из
зубьев шевер-рейки, невозможности
обработки бочкообразных зубьев
шевингование шевер-рейки не имеет
широкого применения.
Шевингование
зубьев производится до термической
обработки. Одним из основных преимуществ
шевингования является возможность
ограничиваться только нарезанием зубьев
на зубофрезерных станках
(с последующим шевингованием), не прибегая
к чистовому нарезанию
на зубодолбежных станках.
На
рис. 177, в
177, в
показана
схема шевингования червячной шестерни
специальным
червяком-шевером
Новый
метод отделки зубьев цилиндрических
зубчатых колес
Рис.
178. Схема нового метода отделки зубьев
цилиндрических
зубчатых колес двумя косо-
з}быми
долбяками
О
тделка
зубьев данным методом в отличие от
обычного шевингования производится
на станках типа зубофрезерных с жесткой
кинематической цепью. Новый процесс
отделки зубьев производится двумя
режущими инструментами /и.2(рис. 178),
представляющими собой подобие косозубых
долбяков, имеющих режущую часть с боковым
задним углом 2°.
Каждый
инструмент предназначен для обработки
только одной стороны зуба. Зубья каждого
долбяка сошлифованы на кругло-шлифовальном
станке по кривой 4
для
образования последовательных точек
контакта режущих кромок с зубьями
обрабатываемого зубчатого колеса.
Отделка зубьев происходит следующим
образом. Зубчатое колесо 3
Зубчатое колесо 3
из
исходного положения А
быстро
подводится в положение Б
к
режущему инструменту. Затем включается
подача и зубчатое колесо перемещается
в положение В.
После
реверсирования вращения инструмента
и зубчатого колеса последнее из положения
В
быстро
подводится к инструменту в положение
Б,
снова
включается подача и отделывается вторая
сторона зубьев.
Качество
поверхности зубьев получается, как
после обычного шевингования, а
производительность этого метода выше.
Например, при скорости резания 46 м/мин,
подаче
s
= 0,26 мм/об
и
снимаемом припуске 0,1 мм
зубчатое
колесо диаметром 120 мм
с
длиной зуба 40 мм
после
накатывания без предварительного
зубонарезания отделывалось за 60 сек.
Применяемый
при этом методе режущий инструмент
проще по конструкции и значительно
дешевле обычных шеверов; заточка
инструментов выполняется на
круглошлифовальном станке.
Шлифование
зубьев зубчатых колес
Шлифование
зубьев с эвольвентным профилем
производится: 1) методом копирования
при помощи фасонного круга с эвольвентным
профилем; 2) методом обкатки.
Р
ис.
179. Зубошлифование:а
—
заправка тремя алмазами профиля
шлифовального круга, работающего
методом копирования, б—обработка
двумя тарельчатыми шлифовальными
кругами
Станки,
работающие по методу копирования,
производят шлифование кругом, профиль
которого соответствует впадине зубьев,
аналогично дисковой модульной фрезе.
Круг заправляется особым копировальным
механизмом при помощи трех алмазов
(рис. 179, а)Круг
шлифует две стороны двух соседних
зубьев. Для зубчатых колес с различными
модулями и количеством зубьев надо
иметь отдельные шаблоны для заправки
круга алмазами. Такие станки применяются
в массовом и крупносерийном, а иногда
и в среднесерийном производстве.
При
шлифовании зубьев по методу копирования
в случае зубчатых колес с большим числом
зубьев имеет место значительный износ
шлифовального круга; если зубья шлифуются
последовательно, то между первым и
последним зубьями будет получаться
наибольшая ошибка; для предотвращения
этого рекомендуется повертывать зубчатое
колесо не на один зуб, а на несколько;
тогда влияние изнашивания шлифовального
круга не будет давать большой ошибки
между соседними зубьями. Достигаемая
Достигаемая
этим методом точность 0,010—0,015 мм.
Станки,
работающие по методу копирования,
получили довольно широкое распространение
благодаря значительно большой
производительности по сравнению со
станками, работающими по методу обкатки;
однако эти станки дают меньшую точность.
Метод
обкатки осуществляется на зубошлифовальных
станках с двумя тарельчатыми кругами,
расположенными один по отношению к
другому под углом 30 и 40° или образующими
как бы профиль расчетного зуба, по
которому и происходит обкатка зубчатого
колеса (рис. 179, б). В процессе работы
шлифуемое зубчатое колесо перемещается
в направлении, перпендикулярном
своей оси, одновременно поворачиваясь
вокруг этой оси.
Помимо
этого, шлифуемое зубчатое колесо имеет
возвратно-поступательное движение
вдоль своей оси, что обеспечивает
шлифование профиля зуба по всей его
длине.
Для
шлифования одно или набор из нескольких
зубчатых колес закрепляется в оправке,
которая крепится в центрах бабок,
расположенных на столе станка; стол
имеет возвратно-поступательное движение
на величину, равную суммарной ширине
зубчатых колес, увеличенной на вход
и выход шлифовального круга.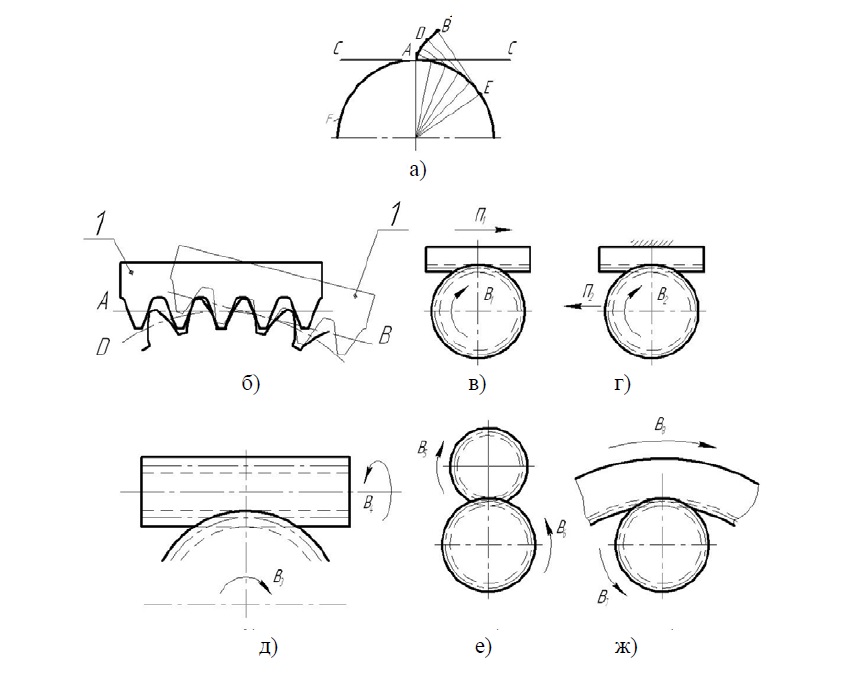 Автоматический
Автоматический
поворот зубчатого колеса на один зуб
происходит после одно-, двукратного
прохождения зубчатого колеса под
шлифовальным кругом. Припуск на шлифование
составляет 0,1—0,2 мм
на
толщину зуба и снимается за два прохода
или более.
Тарельчатые
круги шлифуют зубья узкой полоской в
2—3 мм,
поэтому
давление и нагрев незначительны, что
повышает точность шлифования. Для
предотвращения погрешностей, связанных
с изнашиванием шлифовальных кругов,
станки снабжаются специальными
приспособлениями для автоматической
регулировки их.
На
таких станках рекомендуется шлифовать
узкие зубчатые колеса, т. е. имеющие
зубья небольшой длины. Отсутствие
продольной подачи, а следовательно, и
потери времени на врезание кругов
значительно повышают производительность
этого метода по сравнению с предыдущим.
Применяется также шлифование зубьев
методом обкатки одним дисковым
кругом, представляющим как бы зуб рейки
(рис. 180, а).
Шлифуемое
зубчатое колесо имеет обкаточное
движение и продольную подачу вдоль
зуба. После обработки одного зуба
После обработки одного зуба
зубчатое колесо поворачивается для
обработки следующего зуба
Для
окончательной отделки поверхности
прямых, косых и криволинейных зубьев
цилиндрических зубчатых колес
начинают применять хонингование.
Хон изготовляют в виде геликоидального
зубчатого колеса из пластмассы,
пропитанной мелкозернистым абразивом.
Хонингуемое
зубчатое колесо, находясь в зацеплении
с хоном (без зазора), совершает реверсируемое
вращение (попеременно в обе стороны)
и возвратно-поступательное движение
вдоль своей оси.
Хонингование
всех зубьев зубчатых колес модулем 2—3
мм,
с
числом зубьев 30—40 производится за
30—40 сек
при
обильном охлаждении керосином.
Припуск
под хонингование составляет 0,02—0,05 мм
на
сторону зуба. Станки для хонингования
зубьев зубчатых колес во многом
аналогичны станкам для шевингования
без устройства для радиальной подачи.
Притирка
зубьев зубчатых колес
Притирка
широко применяется для чистовой,
окончательной отделки зубьев после их
термической обработки вместо шлифования,
которое является операцией сравнительно
малопроизводительной. Притирка
Притирка
получила большое распространение в тех
отраслях машиностроения, где требуется
изготовление точных зубчатых колес
(автомобилестроение и др.). Процесс
притирки заключается в том, что
обрабатываемое зубчатое колесо вращается
в зацеплении с чугунными шестернями-притирами,
приводимыми во вращение и смазываемыми
пастой, состоящей из смеси мелкого
абразивного порошка с маслом. Помимо
этого обрабатываемое зубчатое колесо
и притиры имеют в осевом направлении
возвратно-поступательное движение друг
относительно друга: такое движение
ускоряет процесс обработки и повышает
ее точность. Большей частью движение в
осевом направлении придается притираемому
зубчатому колесу.
Рис.
182. Схемы притирки зубьев цилиндрических
зубчатых колес а
—
с параллельными осями притирок,
б — со скрещивающимися осямипритирок
Притирочные станки изготовляются с
параллельными (рис. 182, а)
и-со
скрещивающимися (рис. 182, б) осями притиров.
Наибольшее распространение получили
притирочные станки, работающие со
скрещивающимися осями притиров,
устанавливаемых под разными углами;
один притир часто устанавливается
параллельно оси обрабатываемого
зубчатого колеса. При таком расположении
При таком расположении
притиров зубчатое колесо работает,
как в винтовой передаче, и путем
дополнительного осевого перемещения
притираемого зубчатого колеса притирка
происходит равномерно по всей боковой
поверхности зуба. Притираемое зубчатое
колесо получает вращение попеременно
в обе стороны для равномерной притирки
обеих сторон зуба, а необходимое давление
на боковой поверхности зубьев во время
притирки создается гидравлическими
тормозами, действующими на шпиндели
притиров.
Притирка
дает поверхности высокого качества,
она сглаживает неровности и шероховатости
и придает зеркальный блеск поверхности,
значительно уменьшая шум и увеличивая
плавность работы зубчатых колес. Притирка
дает лучшую по качеству поверхность
зубьев, чем шлифование, но при условии
правильного изготовления зубчатого
колеса, так как притиркой можно
исправить лишь незначительные
погрешности; при наличии же значительных
погрешностей зубчатые колеса
необходимо сначала шлифовать, а затем
притирать.
Поэтому
наиболее рациональным надо считать
следующий порядок обработки зубчатых
колес: 1) операции, предшествующие
нарезанию зубьев; 2) нарезание зубьев;
3) шевингование зубьев; 4) термическая
обработка; 5) притирка зубьев.
Шеверы
Это инструменты высокой точности, предназначенные для чистовой обработки зубчатых колес. Процесс шевингования заключается в том, что при сцеплении инструмента с обрабатываемым колесом из-за несовпадения углов наклона зубьев у шевера и колеса при взаимном обкате происходит их скольжение. На боковых сторонах зубьев шеверов имеются стружечные канавки, которые образуют режущие кромки и пространство для размещения стружки. В процессе скольжения с боковых сторон зубьев колеса режущие кромки канавок шевера срезают тонкие волосяные стружки (от англ. shave — строгать, скоблить).
Шевингование повышает точность колес примерно на одну степень. При этом исправляются профиль зубьев, шаг, частично погрешности направления зубьев, снижается биение зубчатого венца и особенно шероховатость боковых поверхностей (от Ra 3. ..2,5 до Ra 0,63…0,32). Шеверы применяются для обработки цилиндрических колес m = 0,2…8,0 мм с прямыми и винтовыми зубьями, с твердостью до 35 HRC3, главным образом с целью повышения плавности зубчатого зацепления.
..2,5 до Ra 0,63…0,32). Шеверы применяются для обработки цилиндрических колес m = 0,2…8,0 мм с прямыми и винтовыми зубьями, с твердостью до 35 HRC3, главным образом с целью повышения плавности зубчатого зацепления.
Типы шеверов и кинематика процесса шевингования. Шеверы бывают трех типов: червячные, реечные и дисковые.
Червячные шеверы (рис. 1.15, а) применяются для обработки червячных колес и представляют собой червяк, подобный по размерам рабочему червяку с нанесенными на боковых сторонах витков канавками. Канавки наносят в радиальном направлении или под углом 7… 10°. У основания витков червяка делается винтовая канавка для выхода долбежного резца, формирующего режущие кромки шевера. Кинематика движения шевера подобна работе рабочего червяка в зацеплении с червячным колесом. Стружки снимаются за счет проскальзывания витков червяка по боковым сторонам зубьев колеса.
Реечные шеверы (рис. 1.15, б) предназначены для обработки цилиндрических колес с прямыми и винтовыми зубьями. Они изготавливаются сборными из отдельных зубьев рейки, насаженных на штангу и закрепленных с торцов планками. Для обработки прямозубых колес применяют косозубые рейки, а для косозубых колес — прямозубые рейки. На боковых сторонах зубьев рейки наносят прямоугольные канавки, нормальные к направлению зубьев.
Они изготавливаются сборными из отдельных зубьев рейки, насаженных на штангу и закрепленных с торцов планками. Для обработки прямозубых колес применяют косозубые рейки, а для косозубых колес — прямозубые рейки. На боковых сторонах зубьев рейки наносят прямоугольные канавки, нормальные к направлению зубьев.
Следует отметить, что изготовление зубьев шевера-рейки и ее монтаж очень сложны и трудоемки, а при сборке неизбежны потери точности. Поэтому данный инструмент не получил широкого распространения. На практике шевингование цилиндрических колес производится преимущественно дисковыми шеверами.
Типы шеверов
Дисковый шевер (рис. 1.15, в) представляет собой колесо, изготовленное из инструментальных материалов с высокой степенью точности. На боковых сторонах его зубьев, как и у других типов шеверов, путем долбления сформированы стружечные канавки, которые образуют режущие кромки при пересечении с боковыми эвольвентными поверхностями зубьев и создают пространство для размещения стружки. Канавки несквозные, за исключением шеверов для мелкомодульных колес (m = 0,2…0,9 мм), у которых они перерезают зуб насквозь из-за малых размеров зубьев.
Канавки несквозные, за исключением шеверов для мелкомодульных колес (m = 0,2…0,9 мм), у которых они перерезают зуб насквозь из-за малых размеров зубьев.
Для осуществления процесса скольжения (резания) угол наклона зубьев шевера к оси делается отличающимся от угла наклона зубьев обрабатываемых колес. Таким образом, колесо и шевер в зацеплении представляют собой передачу со скрещивающимися осями в пространстве. Для обработки прямозубых колес обычно применяют шевер с винтовыми правозаходными зубьями, для обработки косозубых колес — или прямозубый щевер, если β 1 = 10… 15°, или же косозубый, но с углом наклона зубьев, отличающимся от угла наклона зубьев обрабатываемого колеса.
Контакт зубьев шевера и колеса теоретически точечный, а фактически имеет место зона (пятно) контакта вследствие упругих деформаций от нормального давления. Зона контакта в процессе обката перемещается по пространственной линии зацепления и именно по ней срезается стружка. Для возможности обработки профиля зубьев колеса по всей поверхности зуба необходимо задать шеверу продольную и радиальную подачи.
Для возможности обработки профиля зубьев колеса по всей поверхности зуба необходимо задать шеверу продольную и радиальную подачи.
Скорость скольжения при обработке прямозубых колес шевером, пропорциональна sin Σ — углу скрещивания их осей. Она же совпадает по величине со скоростью резания. С точки зрения повышения производительности угол 2 следовало бы брать по возможности большим. Однако при этом уменьшается пятно контакта, ухудшается качество обработанной поверхности и уменьшается исправляемость зубьев колеса по направлению. Поэтому обычно принимают Σ = 15°, а при обработке колес блочных или с фланцем снижают Σ до 5° для возможности прохода шевера по всей длине обрабатываемого зуба. Допустимые пределы изменения Σ = 3…20°.
При шевинговании инструмент и обрабатываемое колесо находятся в беззазорном зацеплении. Вращение сообщается шеверу от привода станка, а колесо свободно вращается в центрах. Продольная подача Sпр осуществляется столом станка, на котором установлено колесо. После каждого прохода колеса направление подачи изменяется на обратное. Направление вращения шевера может также изменяться, но иногда обработка ведется без реверсирования. Для обработки зуба по всей высоте после каждого двойного хода стола производится радиальная подача Sp в направлении сближения осей шевера и колеса. Например, при обработке стальных колес шевером из быстрорежущей стали скорость вращения шевера v0 = 100…120 м/мин, vpe3 = 35…45 м/мин, Sпр = 0,1…0,15 мм/об, SР = 0,02…0,04 мм/дв.ход. Припуск под шевингование δ = 0,035 m.
После каждого прохода колеса направление подачи изменяется на обратное. Направление вращения шевера может также изменяться, но иногда обработка ведется без реверсирования. Для обработки зуба по всей высоте после каждого двойного хода стола производится радиальная подача Sp в направлении сближения осей шевера и колеса. Например, при обработке стальных колес шевером из быстрорежущей стали скорость вращения шевера v0 = 100…120 м/мин, vpe3 = 35…45 м/мин, Sпр = 0,1…0,15 мм/об, SР = 0,02…0,04 мм/дв.ход. Припуск под шевингование δ = 0,035 m.
Дисковые шеверы проектируются или для обработки колес одного числа зубьев, или для колес одного модуля, но с разным числом зубьев. Для последнего случая шеверы общего назначения стандартизированы (ГОСТ 8570-80). Они обычно применяются в мелкосерийном или единичном производстве. Номинальные делительные диаметры и углы наклона зубьев:
- для m = 1…1,5 мм d 0 = 85 мм, β о = 10°;
- для m = =1,25…6,0 мм d Q = 180 мм, β 0 = 5° и 15°;
- для m = 2.
 ..8 мм d 0 = 240 мм, β 0 = 5° и 15°;
..8 мм d 0 = 240 мм, β 0 = 5° и 15°; - для мелкомодульных колес с m — 0,2…0,9 мм, d0 = 85 мм, β 0 = 10°.
В массовом производстве проектируются специальные шеверы, т.е. только для обработки колес определенного размера.
Шеверы обычно изготавливаются из быстрорежущих сталей марок Р6М5, Р6М5К5, Р18. Для обработки колес с твердостью 35…48 HRCэ и выше шеверы оснащают твердосплавными пластинами. Иногда применяют покрытия зубьев шевера композитами из кубического нитрида бора. Конструктивные параметры дисковых шеверов для обработки прямозубых колес. При сцеплении шевера с обрабатываемым колесом образуется пара колес со скрещивающимися в пространстве осями и с разными углами наклона зубьев относительно своей оси.
Для правильного сцепления таких колес, как следует из теории зацепления, они должны иметь правильное зацепление с одной и той же исходной рейкой. Поэтому у сопряженных колес должны быть равны модули, углы профиля и шаги в нормальном сечении, т. е. соответственно т n0 = m1; α n0 = α 1; Р n0 = Р1.
е. соответственно т n0 = m1; α n0 = α 1; Р n0 = Р1.
После затупления шевер перетачивается путем шлифования зубьев по боковым сторонам и наружному диаметру со снятием слоя толщиной 0,05…0,07 мм. Рекомендуется проводить не менее трех-четырех переточек.
Для создания припуска на переточку зубья шевера делаются корригированными, причем смещение профиля дается в «плюс» и «минус» от номинального (рис. 1.16). Припуск по толщине на сторону Δ = (а + b) принимается для шеверов m = 2…8 мм в зависимости от модуля в пределах Δ = 0,25…0,4 мм. Распределение припуска относительно номинального профиля может быть симметричным (т.е. а = b = Δ / 2 ), несимметричным или даже полностью смещенным в сторону положительной или отрицательной коррекции. В начале расчета он обычно задается симметричным, а затем как сама величина припуска, так и его распределение уточняются при расчете шевера.
Режущие кромки зубьев шевера образуются при пересечении стружечных канавок с боковыми эвольвентными поверхностями зубьев (рис. 1.17, а). У шеверов m = 2…8 мм канавки имеют следующие формы: прямоугольные со сторонами, параллельными торцу (рис. 1.17, б), или нормальными к направлению зуба (рис. 1.17, в) и трапецеидальные (рис. 1.17, г). У мелкомодульных шеверов (m = 0,3…2,0 мм) из-за малых размеров зубьев канавки делаются сквозными прямоугольными или трапецеидальными (рис. 1.17, д).
1.17, а). У шеверов m = 2…8 мм канавки имеют следующие формы: прямоугольные со сторонами, параллельными торцу (рис. 1.17, б), или нормальными к направлению зуба (рис. 1.17, в) и трапецеидальные (рис. 1.17, г). У мелкомодульных шеверов (m = 0,3…2,0 мм) из-за малых размеров зубьев канавки делаются сквозными прямоугольными или трапецеидальными (рис. 1.17, д).
Формы стружечных канавок шевера
Режущие кромки шевера в статике имеют нулевой задний угол, но в сцеплении шевера с колесом появляется кинематический угол.
Передний угол зависит от формы канавки и направления подачи. Если канавки прямоугольные, со сторонами, параллельными торцу, то передний угол имеет или положительное, или отрицательное значение в зависимости от направления подачи. У канавок, нормальных к направлению зуба, γ = 0° независимо от направления подачи.
Размеры канавок должны быть достаточными для размещения стружек как у новых, так и у переточенных шеверов. Для стандартных шеверов (m = 2…8 мм) шаг канавок РK = 1,8…2,4 мм, глубина hK = 0,6… 1,0 мм, ширина SK = 0,5РK.
Для стандартных шеверов (m = 2…8 мм) шаг канавок РK = 1,8…2,4 мм, глубина hK = 0,6… 1,0 мм, ширина SK = 0,5РK.
При нарезании колес под шевингование у инструментов (червячная фреза, долбяк) профиль зубьев делают таким, чтобы обеспечить благоприятные условия работы зубьев шевера. Скорость скольжения, а следовательно, и скорость резания по высоте зуба шевера неодинаковы. Так как на вершине зуба она практически равна нулю, то вершинную кромку, контактирующую с основанием зуба колеса, желательно разгрузить или вообще исключить из процесса резания. Процесс обработки боковых сторон зуба колеса также облегчается, если припуск на вершине зуба колеса будет равен нулю.
Инструменты для бритья
Максимальная экономия
Являясь лидером на рынке технологий бритья, компания Gleason обладает обширным опытом в производстве и использовании бритвенных инструментов для всех мыслимых вариантов производства зубчатых колес. Эта компетенция гарантирует, что вы получите идеальную поддержку и результаты — от консультаций и проектирования до выбора материала и изготовления бритвенных станков и вплоть до услуг по оказанию помощи в производстве.
Нож для бритья
| Модуль, макс. | 18/10* мм |
| Диаметр, макс. | 350/250* мм |
| Материал | Высоколегированная быстрорежущая сталь, порошковый металл (PM), микрокарбид |
| * Внутренняя насадка для бритья |
Opti-Edge для результатов режущей кромки
Opti-Edge ® – специальный процесс обработки канавок – способствует увеличению срока службы инструмента и продлевает срок службы режущей кромки при условии, что все остальные параметры обработки идентичны. В зависимости от граничных условий дополнительное преимущество может варьироваться от увеличения срока службы инструмента на 40–100 %, а в некоторых случаях даже дольше.
Технология производства бритвенных станков Сделано Gleason
Наши бритвенные станки изготавливаются с использованием запатентованной технологии, машины специально созданы для изготовления высокоточных инструментов с максимальным сроком службы.
Application Technology
Имея многолетний опыт в производстве бритвенных станков, процессов и проектирования машин, компания Gleason является идеальным партнером для удовлетворения всех требований, связанных с бритьем. Обладая обширными знаниями, мы оказываем поддержку на месте путем производственной поддержки и оптимизации процессов, а также собственными силами при производстве прототипов, мелкосерийном производстве или пробных версиях инструментов.
Качество на всю жизнь
Помимо новых лезвий, Gleason предлагает своим клиентам компетентную высококачественную услугу по заточке для ремонта бритвенных станков любого типа, включая соответствующую документацию.
Технология бритвенных станков Сделано Gleason
Принадлежности
Пожалуйста, проверьте это, чтобы доказать, что вы человек
Пожалуйста, не устанавливайте этот флажок
Чтобы связаться с одним из наших сотрудников, пожалуйста, заполните следующую форму.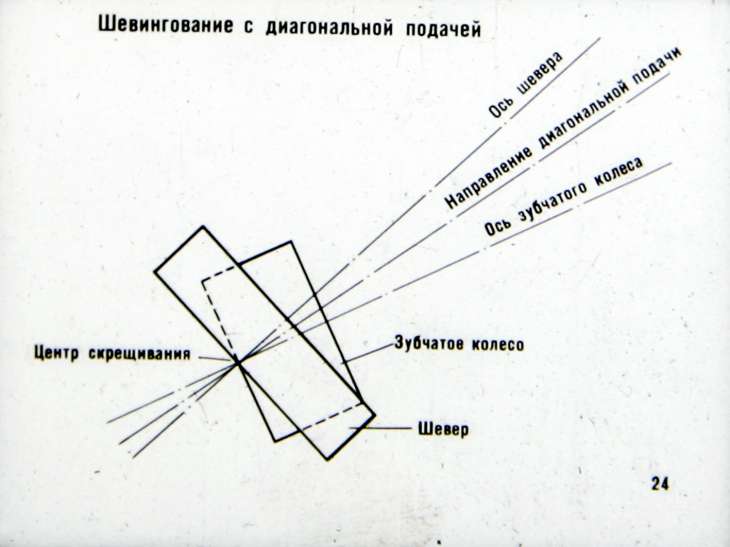 Все размеры должны быть в мм.
Все размеры должны быть в мм.
Поля, отмеченные звездочкой *, обязательны для заполнения.
Контакт
Компания *
Пол *
Выбрать…ЖенскийМужскойНебинарныйНеопределенный
Заголовок *
Выберите… Mr.Mrs.Ms.Mx.
Имя *
Фамилия *
Эл. адрес *
Страна *
Select…AlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape Verde IslandCayman IslandsCentral African RepublicChadChileChina, People’s Republic ofColombiaComorosCongoCongo, The Democratic Republic ofCook IslandsCosta RicaCroatiaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench GuyanaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIreland, Republic ofIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, СаутКув aitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia (FYROM)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorfolk IslandsNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSabaSaint MartinSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSpainSri LankaSt. Круа Св. Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамОстрова Уоллис и ФутунаЙеменЗамбияЗимбабве
Круа Св. Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамОстрова Уоллис и ФутунаЙеменЗамбияЗимбабве
Город *
Штат/провинция *
Почтовый Код *
Заготовка
Тип
Выберите…Пластиковое зубчатое колесоСпиральное коническое зубчатое колесо и шестерняПрямое коническое зубчатое колесо и шестерняГипоидное зубчатое колесо и шестерняГипоидное зубчатое колесо и шестерняГипоидное зубчатое колесо и шестерняСуперредукторное гипоидное (SRH) зубчатое колесо и шестерняПорцевое зубчатое колесо для цилиндрической шестерниCurvic® МуфтаConiflex® CouplingHypoloid GearSetZerol®ШестерняШестерняВал с шестернями/шлицамиШлицеводитель планетарной передачиВнутренний зубчатый венецВнешний зубчатый венецПлечо WorkРулевая шестерняРулевая рейкаСтойкаЧервяк/винтЧервячное колесоОвальная шестерняАсимметричная шестерняРоторШестерня в елочкуДвойная спиральная шестерняЗвездочка/ЦепочкаПриводная шестерняЦиклоидная шестерняHirth Gear
Модули
Если на заготовке несколько шестерен, укажите всю информацию.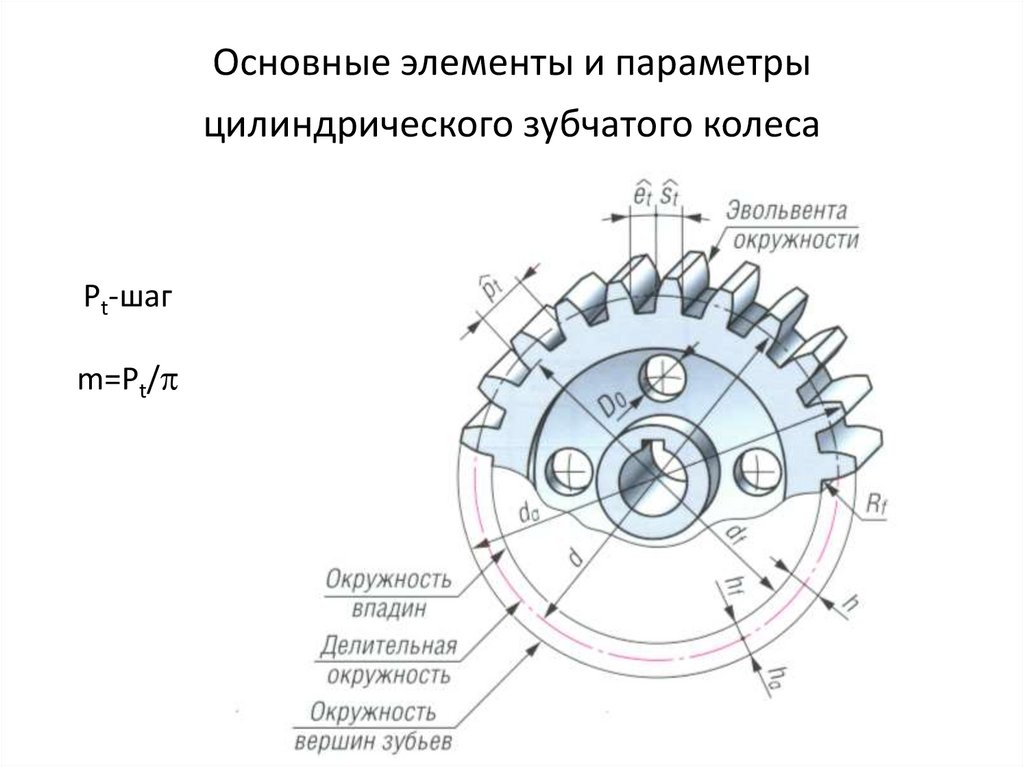
Ширина зуба
Длина заготовки
Диаметр заготовки
Интерес к продукту
Товар
Автоматизированная/ручная загрузка
Выбрать…АвтоматизированныйРучная загрузкаДругое
Работа
Выберите…ОбычныйБыстро-заменный
Базовый набор инструментов
Ваши характеристики
Страна установки *
Select…AlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape Verde IslandCayman IslandsCentral African RepublicChadChileChina, People’s Republic ofColombiaComorosCongoCongo, The Democratic Republic ofCook IslandsCosta RicaCroatiaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench GuyanaFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIraqIreland, Republic ofIsraelItalyIvory CoastJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, СаутКув aitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia (FYROM)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorfolk IslandsNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSabaSaint MartinSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSouth AfricaSpainSri LankaSt. Круа Св. Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамОстрова Уоллис и ФутунаЙеменЗамбияЗимбабве
Круа Св. Китс и НевисSt. Люсия Св. Винсент и ГренадиныСуринамСвазилендШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТонгаТринидад и ТобагТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамОстрова Уоллис и ФутунаЙеменЗамбияЗимбабве
Вложение
Пожалуйста, загрузите файл вашего проекта (макс. 10 МБ).
Сообщение
Проверка безопасности *
Пожалуйста, проверьте это, чтобы доказать, что вы человек
Пожалуйста, не устанавливайте этот флажок
MC Shave Gear — Мастер своего бритья дня #SOTD
MC Shave Gear — Мастер своего бритья дня #SOTD
перейти к содержанию
Поздравляем! Ваш заказ имеет право на бесплатную доставку
Доставка по фиксированной цене 5$! Или добавить
50 долларов
больше для бесплатной доставки!
Наши избранные коллекции
Борода
Просмотр продуктов
Кожа и волосы
Просмотр продуктов
Бритье
Просмотр продуктов
Вещи и аксессуары
Просмотр продуктов
Шампунь-батончики «все в одном»
Bay Rum All-In-One Шампунь-бар для волос, лица и тела
8,00 $
Imperial All-In-One Шампунь-бар для волос, лица и тела
8,00 $
Journeyman Универсальный шампунь-бар для волос, лица и тела
8,00 $
Универсальный шампунь для волос, лица и тела с сандаловым деревом
8,00 $
Брить или не брить
Масло для бороды с лавровым ромом
19,00 $
Journeyman, полностью натуральное масло для бороды
19,00 $
Полностью натуральное масло для бороды Renegade
19,00 $
Сандаловое масло для бороды
19,00 $
Полностью натуральное масло для бороды Urban Forest
19,00 $
Натуральное масло для бороды Lodestar
19,00 $
Imperial полностью натуральное масло для бороды
19,00 $
Сандаловое дерево Алоэ Вера после бритья
14,00 $
Journeyman Полностью натуральное масло до бритья
14,00 $
Imperial полностью натуральное масло до бритья
14,00 $
Journeyman Алоэ Вера после бритья
14,00 $
Бритвы, сделанные специально для вас
Изготовленный вручную набор бритв премиум-класса с помазком для бритья Badger цвета Antler
От
$199. 00
00
Набор бритв ручной работы из рога оленя
139,00 $
Сменная головка для Gillette Razor
10,00 $
Набор ручных бритв из техасского мескитового дерева
119,00 $
Набор бритв премиум-класса ручной работы из техасского мескитового дерева
От
$169,00
Набор бритв премиум-класса ручной работы из палисандра Patagonia
От
$169,00
Набор бритв и подставок Patagonia Rosewood ручной работы
119,00 $
Набор бритвенных станков ручной работы цвета African Black Limba
119,00 $
Каждое изделие, которое мы изготавливаем вручную, создано с мыслью о вас. multipleSellingPlan}}
multipleSellingPlan}}
{{{singleSellingPlanDisplayText}}}
{{/multipleSellingPlan}}
Сведения о подписке
{{{toolTipDescription}}}
{{Название компании}}
{% выводить %}`,
«пучок»: {},
«labels»: «{\»appstle.subscription.wg.oneTimePurchaseTextV2\»:\»Единоразовая покупка\»}»,
«CSS»: {
«appstle_subscription_widget»: {
«маржа-верх»: «» ,
«нижнее поле»: «»,
},
«appstle_subscription_wrapper»: {
«ширина рамки»: «»,
«цвет границы»: «»,
},
«appstle_circle»: {
«цвет границы»: «»,
},
«appstle_dot»: {
«фоновый цвет»: «»,
},
«appstle_select»: {
«отступы»: «»,
«нижняя часть»: «»,
«отступ слева»: «»,
«отступы справа»: «»,
«ширина рамки»: «»,
«бордюрный стиль»: «»,
«цвет границы»: «»,
«граница-радиус»: «»,
},
«tooltip_subscription_svg»: {
«наполнять»: «»,
},
«appstle_tooltip»: {
«цвет»: «»,
«фоновый цвет»: «»,
},
«appstle_tooltip_border_top_color»: {
«граница-верхний цвет»: «»,
},
«appstle_subscription_final_price»: {
«цвет»: «»,
},
«appstle_widget_text_color»: {
«цвет»: «»,
},
«appstle_selected_background»: {
«фон»: «прозрачный»,
},
«customCSS»: «. product__subs__wrap {\n margin-bottom: 59px;\n отображение: нет;\n}»,
product__subs__wrap {\n margin-bottom: 59px;\n отображение: нет;\n}»,
«customerPortalCss»: «»,
}
};
переменная _RSConfig = _RSConfig || {};
_RSConfig.shop = ‘mc-shave-gear.myshopify.com’;
_RSConfig.shopMoneyFormat = ‘${{сумма}}’;
_RSConfig.shopMoneyFormatWithCurrencyFormat = ‘${{сумма}} долларов США’;
}
Логотип 4cast
%PDF-1.6
%
3 0 объект
>
эндообъект
4 0 объект
>
эндообъект
7 0 объект
>
эндообъект
8 1 объект
>
ручей
2006-07-17T08:59:59-05:002004-01-07T10:43:54-05:00Библиотека Adobe PDF 5.00Adobe Illustrator 10.04cast logo2004-01-07T16:43:50Z2000-02-16T13:53:53Z
Adobe Illustrator 10.02006-07-17T08:59:59-05:004приведение логотипа
конечный поток
эндообъект
210 0 объект
>
эндообъект
211 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [ /PDF /текст /ImageC ]
/Свойства >
/ExtGState >
>>
эндообъект
212 0 объект
>
эндообъект
213 0 объект
>
эндообъект
214 0 объект
>
эндообъект
215 0 объект
>
эндообъект
216 0 объект
>
ручей
2005-03-07T23:16:32Z2005-03-08T16:10:08ZИллюстратор
AQBIAAAAAQAB/+4ADkFkb2JlAGTAAAAAAAf/bAIQABgQEBAUEBgUFBgkGBQYJCwgGBggLDAoKCwoK
DBAMDAwMDAwQDA4PEA8ODBMTFBQTExwbGxscHx8fHx8fHx8fHwEHBwcNDA0YEBAYGHURFRofHx8f
Hx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8f/8AAEQgAgAEAAWER
AAIRAQMRAf/EAaIAAAAHAQEBAQEAAAAAAAAAAAQFAwIGAQAHCAkKCwEAAgIDAQEBAQEAAAAAAAAA
AQACAwQFBgcICQoLEAACAQMDagQCBgcDBAIGAnMBAgMRBAAFIRIxQVEGE2EicYEUMpGhBxWxQiPB
UtHhMxZi8CRygvElQzRTkqKyY3PCNUQnk6OzNhdUZHTD0uIIJoMJChgZhJRFRqS0VtNVKBry4/PE
1OT0ZXWFlaW1xdXl9WZ2hpamtsbW5vY3R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo+Ck5SVlpeYmZ
qbnJ2en5KjpKWmp6ipqqusra6voRAAICAQIDBQUEBQYECAMDbQEAAhEDBCESMUEFURNhIgZxgZEy
obHwFMHR4SNCFVJicvEzJDRDghaSUyWiY7LCB3PSNeJEgxdUkwgJChgZJjZFGidkdFU38qOzwygp
0+PzhJSktMTU5PRldYWVpbXF1eX1RlZmdoaWprbG1ub2R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo
+DlJWWl5iZmpucnZ6fkqOkpaanqKmqq6ytrq+v/aAAwDAQACEQMRAD8A9U4q7FXYq7FXmvnr/nID
yB5UkltFuDq+qx1VrOxIdUcfsyzE+mu/UCrDwzYabszLl3rhj5tc8sYvDvM//OUn5g6mzx6Olvod
sahfSQTz0P8ANJKCv0qgzc4ex8UfquRceWoJ5POdV89+ddXJ/SWu392pr+7kuZSgrsaJy4j6Bmwh
psceUQPg1HJI9UjZmZizEsx3JO5Jy9ivguLiBxJBK8Ug6OjFTtv1GAgHmoNMn0b81vzH0ZkNh5iv
lSONCGWVp4hT/iqb1E/DMbJosM+cQzGWQ6vUPKn/ADll5itWSHzNpkOowDZrq1/0ef3YoeUbn2HD
Nbm7EgfoNe9tjqO97v5I/NLyT50iH6E1BTdgcpNOn/dXKAdf3ZPxAd2QsPfNLqNHkw/UNu/o5EZi
XJlmYrN2KuxV2KpN5o85+V/K1l9c1/UYbCE19NZCTI9OojiUNI/+xU5dhwTyGoC0SkBzeH+a/wDn
La3jdofKujmah3vNRJVT8oIjyI+cg+WbjD2Iec5fL9bjy1A6PLdb/P8A/NbVmPLW3sojuIbFEtwK
/wCWo9X73zZ4+zMEf4b97Uc0iw++80+ZtQJa/wBXvbst9oz3EshO9d+bHMqOGEeUQPg18Z70PBq+
rQPzgvZ4n/mSV1Pj1ByRxxPMBeI97ItJ/Nv8zNKZWs/Ml/RPsxzym5QU/wAif1Ep9GUT0OGXOI+7
7mQyyHV6N5Z/5yw83WbJH5g0621WAbPNDW1n+dRziNPAIPnmvzdi4z9BMftbY6g9Xt/kf87PIHnB
o7eyvvqepyEKum3oEMzMe0ZqUk+SsT7ZptR2flxbkWO8N8ckZcmeZhNjsVdirsVeT/8AORP5j6j5
P8r2lvo1ybXWtUnpDMoVmjggo0rDkCKklF3HQnNp2XpBlmTIXENWafCNnzt/yvf82/8AqY5/+RcH
/VPN9/JuD+b97i+NLvd/yvf82/8AqY5/+RcH/VPH+TcH83718aXennkf8z/zj80+bdL0CDzHcA30
6pK6xwVSFfjlf+7/AGI1Zsp1Gj0+LGZGI297OGSZNW+xc5NzHYqlnmTzNoflrSJtW1q7S0sYRu79
WahIRFG7u1NlG+WYsMskuGIsoJAFl8mfml/zkF5l83STafpLSaP5eNU9CNqTzr0rPIvQEfsKadjy
zqNh3ZDFvL1S+5w8mYnlyeT5tGh6B5P/ACK/MjzQkc9tp31CwkoVvb8mCMqdwyqQZXB8VQjMDP2l
hx7E2fJtjhkXq+if84h6eqo+ueYJZWNPUhsYVjA33AllMlfnwGazJ24f4Y/NuGmHUsng/wCcWPyw
jWjtqEx/mkuFB/4SNBmMe2cx7vkz8CKlef8AOKf5azK3oXGpWrEfCUniYA07h5mr9+GPbOYc+Eqc
EWGeYP8AnEXUI0Mnl/Xorht6W99EYf8AkrGZK1/1BmZi7cH8cfk1y03cXj/m78tvO3lF/wDc7pUt
tATxW7WktuxPQCaMslT4E19s2uDV48v0n9bTLGY82O21zc2s8dxbSvBcRMHimjYo6sOjKy0IIzII
BFFgC+hfym/5yZnjkh0bzy/qRMQkGuAUZOwFyo+0P8sbjuD1Gh2vZA+rF8v1OVjz9C+koZoZ4Y54
JFlhlUPFKhDKysKqysNiCOhznyK2LkryQoLMaAbknoBgV4D+a/8AzkxbabJNo3kkpd3q1SfWGAeC
NhsRAp2lYfzh5f8AWzeaLsgy9WTYd363HyZ62D5q1bWNV1i/l1DVLuW9vZjWS4ncu59qnsOwzoYY
4wFRFBxSSeaceUvy785+bZeOg6XNdxA8XuiBHAh8Gmcqlfatcqz6rHi+o0mOMy5PYfL3/OI2qSos
nmDXYrUmhNtZRtMd+oMshiAI9lOanL24P4I372+On7yzKD/nFD8uEiCy3mqSyftOZoVqe9AIdhmI
e2s3dH8fFn+Xisuv+cTfy8kU+hqGqQP2PqwOvXuDDX8cI7ay9RH7f1qdPFimtf8AOId8qFtE8wxT
PvSG9gaIe37yJpf+IZk4+3B/FH5MDpu4vJ/N/wCUf5geU1ebV9Jk+pJub+3pPbgVpVnjrw/2dM2m
DXYsv0nfuaZYpBh5JBqNiOhzLYPZfyt/5yO8weXHh0zzI0mr6HUIszHld269Pgc/3ij+Vt/Ajpmo
1nZUMnqh6ZfYW/HnI5vqvQ9d0jXdLg1XSLpLywuV5QzxmoPYgjqrA7EHcHrnM5McoS4ZCiHLBtHZ
BLsVfE35+ecR5n/Me/eF+dhpf+4+zINQRCT6jimx5SlqHwpnYdmYPDwi+ct3BzSuTzrNg0uxV9ЧАС/
APOJnkz/AI6nm+5T/tX6cTT2edx/виг/6wzn+29Ryxj3n9Dl6ePV9H5z7kpX5n8y6R5a0O61rV5v
RsbROTnqzE7KiDarMdlGWYcUskhGPMoJAFl8Tfmb+Zuu+fNde9vXaHToWYabpoYmOCMnbbo0jD7b
9/lQDsdHo44I0OfUuBkyGRSvyb5J8xecNYTStDtjPORymlPwxQx1oZJX/ZX8T2qcs1GohijxSKIQ
Mjs+s/y0/IPyj5OjhvLqNdX19aM19OoKRN/xREahafzGre46Zy+r7SyZdh6Y9363MhiEfe9OzXNr
sVdirsVdiqy4t4LiB4LiNJoJVKyRSKGRlOxDKagg4QSDYV4P+aX/ADjLpmoRzar5KVbDUBV5NIJp
bSnrSEn+6Y9h9j/VzdaPteUfTk3Hf1/a4+TADyfMeoaffadezWN/A9teW7mOe3lUq6MOoYHOjjIS
FjcOIRT178iPzuuPK17F5f1+dpPLVwwWGVzyNnIxoGBJ/uT+2vb7Q711XaXZ4yDjh9f3/tb8OWtj
yTX8/vzzk1Wa58peWLimkxkxanqMTf70sNmijYf7qB2Yj7f+r9qrszs7hrJMeroO79rLNl6B4Zp+
n32o3sNjYQPc3lw4jgt4lLO7HoFazdSkIizsHGAt9N/ld/zjHplhHDqvnULfX5AdNIU1t4j1pMw/
vWHgPh/1s5zWdryl6cew7+v7HLx4AOb3e1tbW0t47a1hS3t4lCxQxKERVHQKqgAD5ZpSSTZchVwK
7FXYq7FXEAih4B6jFXkH5mf845eV/MyTX+gqmia4at+7WlrM3WkkS/YJP7afSGza6TtWePaXqj9r
TPCJe98qeZfLOueWtXm0nWrV7S+gPxI24ZT0dGGzKexGdNhzRyR4omw4cokGiyj8pvzX1jyFrSyK
z3Gh4LAalp1ahh09WME0WVR0PfofbG1uijnj/S6FnjyGJ8n2rous6brWlWuq6ZOtxYXkYlgmXoVP
j4EHYjsds5DJjMJGJ5hzgbY7+bPnEeUfIWq6uj8Lz0/q+n77m5m+CMjx4V5n2U5fosHi5RHp19zG
cuEW+ECSTU7k9TnbOvdihVtLS4vLuG0tozLc3EixQRKKszuQqqB4knBKQAs8kgW+/PIvla38q+Ut
L0GCh+owKkzqKB5m+KV/9lIzHOG1GY5MhkersYxoUnuUsnxz/wA5BfmlJ5u8ytpOnzV8vaPI0cHA
/DPOPhknNNiBuqe24+1nWdmaPwocR+qX2OFmyWa6ME8k+TdY84eYrbQ9KQGec1lmavpwxL9uWQj9
lfxO3U5m6jURxQMpNcIGRp9v+Q/Ieg+StBi0jSIqAUa6umA9WeWlDJIR+A6AbDOO1OplmlxSc+MR
EUGRZjsnYq7FXYq7FXYq7FXYq8u/Ov8AJqx88aY+oaeiweaLSP8A0abZRcIu/oSn/iDdj7Zsuz9e
cMqP0H7PNqy4+Ieb42ura4tbmW1uY2huIHaOaFwVdHQ0ZWB3BBGdaCCLDgkOtra4uriK2t42muJn
WOGJAWZnY0VVA6knEkaWVAfZP5Jfk1ZeSNLTUdRjWbzReR/6TNswt0bf0Ij/AMTYdT7ZyXaGvOaV
D6B9vm52LHwjzeo5rW12KuxV2KuxV2KuxV2KsO/M/wDLLRPPuhNZXiiHUYAzabqAHxwyEdD/ADRt
+0v8aHMvR6uWCVjl1DCcBIPiPzF5e1Xy7rV3o2qwmC+spDHKnY9wynurDdT3GdjiyxyREo8i4Eok
Gi9n/wCcWPPep2vmGTydKr3Gm6gslxb03FtNEhZ29kkVaH/Kp4nNR2zpomHidR9rfp570v8A+cr/
ADl9c16w8qW71h0tPrV6o/5aJ1/dqf8AUi3H+vg7FwVE5D12h5/HJdRLo8EzeOM7FXr/APzjJ5LG
uefP0xcR8rHQEFxuNjcyVWAf7GjP81GantfUcGLhHOX3dXIwRs33Pr/OVcx5r/zkB56k8qeQLhbS
X09V1cmxs2U0dFcEzSr3+GPYHsxGbDszTeLlF/THdryz4YvivOwde+0PyD/LSPyd5RjuryHjr+rq
s98zD4okIrFB7cQat/lE+AzkO0tX4uSh9MeX63PxQ4R5vTs1za7FVssscUbSsuI40BZ3YgKANyST
0wEgblMYkmhuXnXmL8/PIOku0NtNLq1wuxFmoMQPvK5RSPdOWYGXtLHHl6nqtD7G67OLkBjj/S5/
IWfnSRWH57+Ztbcjy/5LuL2NWo0yyu6j2YrDxU/NsoHaU5/TC/t/Q7LN7H6fTj9/qYwPdQ/4qz8k
/sPzB/MU3dtFqXkSeG3uJUR7mK5EnpI5Cl2jWNj8NancZdHV5euMuszdi6DhkceqiZRB2Mavyu3o
ubF5V2KuxV2KvmX/AJyn/LqO1urfzrp8XGK7ZbbV1UbCYD91Mf8AXVeDe4Hds6LsbVWDjPTk4uoh
1W/84tflxHEXk/nXUYg0NmzW+kI42M9P3k1D/Ip4qfEnuuHtnV0PDHXmunh2ew+fvzp8jeSZTaal
cvdaoAGOm2aiSZQwqDISVSOvWjNWm4GanTaDLm3AqPeW6eQR5vOz/wA5eaBXby9d0/4zR/0zP/kO
f84Nf5gO/wChvNA/6l66/wCR8f8AzTj/ACHP+cF/MB3/AEN5oH/UvXX/ACPj/wCacf5Dn/OC/mA7
/obzQP8AqXrr/kfH/wA04/yHP+cF/MB3/Q3mgf8AUvXX/I+P/mnH+Q5/zgv5gPYY/NtvH5JHmzUY
GsbYWP6RmtnYGREMfqBCdhzIoKeO2ao4D4nAN96b72t49/0N5oH/AFL11/yPj/5pza/yHP8AnBo/
MB3/AEN5oH/UvXX/ACPj/wCacf5Dn/OC/mA2v/OXehMwVfLt2WJoAJoyST/scf5Dl/OC/mB3I7/n
Ij8vH8y+TYPN9tZm217S7dZb622ZzalecsbEUq1uSWr4cvbIdl6rw8nhk+mR29/7U5oWL6pp/wA4
u+WI9J8uaz56vYnYypJBZrGpeQ29t+8nKKPtF5FCgDuuW9sZuKccQ/BKNPGhbxTzJpHn3X9f1DWr
zQtR+sahPJcOotZyF5sSEHwdFHwj2zcYcmKEBESjt5hx5RkTdJb/AIL84/8AVh2H/pEn/wCaMs/M
Y/50fmECEu53+C/OP/Vh2H/pEn/5ox/MY/50fmF4Jdz7A/ITyS/lX8vLOO5iMWp6mTfXysKMplA9
OMg7jhEFqD0aucp2lqPFymuQ2Dm4o8MXouYDY+RP+cpPM7an+YKaPG9bbQ7dIuINR684Esjf8CUU
/LOp7Hw8OLi6yLh6iVmmOfkV5PTzT+Y+nW06epYWBOoXqkAgx25BVWB6h5Sin2OZHaWfw8JI5nZh
hjcn29nHOe7FUNqep2Gl6fcahfzLb2dqhknmboqj5bk+AHXITmIgk8g3afTzzTGOA4pyNAPlX8yv
zX1rzhdvbxs9noKN/o9ipoXAOzz0+03enRe3iec1WrllPdHufZ+wfZvDoYiR9WbrLu8o9w+0/YzD
8ofyUg1G2h8xeZ4ibKQCSx05qr6q9pZuh5Hqq9+p265Oi0HGOOf093e6L2m9rDikcGmPrh2S7vKP
n3np72YD8/vy106thawXSW9sxiiFtbxrDxUkVjAdfhPbbModpYo7AGvcP1uh/wBBnaGX1yMeKW/q
kb+O3N6JoOs2+t6PaatbRyxW14glhSdQsnAn4SQCw+IbjfpmfiyCcRIdXltZpZafLLFIgygaNcrR
+WOM7FXYq7FUn84eW7XzN5X1PQbmnp6hA8SsdwknWN/9hIFb6MtwZTjmJDoiQsUxbW54vys/JqQW
RUzaNZJBbsRVXu5mCepxPWs0pcjMnGPzOo3/AIj9n9jA+iPufE93d3V5dS3d3K891O7STzyMWd3Y
1ZmY7kk52MYgChycAm1LChmv5a/lN5k/MCa9XSZbe2gsAn1m4umZVDS8uCqEV2JPA9qZh6vWwwVx
Xu248Zkz3/oUjzx/1d9M/wCCuP8AqlmD/LeP+bL7Gz8se93/AEKR54/6u+mf8Fcf9Usf5bx/zZfY
v5Y96O0T/nE3zJFrFlLq2p2EumRzxvexQmYyPCrAui8o1WrDbfIZO2oGJ4QbSNPvuyr/AJyq84jT
fK1l5XtXCz6u/q3SLTa1tyCFI7c5eNP9U5jdjYOKZmf4fvLPUSoV3vlXOmcJ2KvTf+cevJH+J/zC
tpriPnpuigX11UVVnQ/uIz/rSb07hTmt7U1Hh5iBzlt+tuwRuXufYevajp2m6Jf6hqRH6PtLeWa6
DComSISwoetRtTvnKY4GUgBzJc0mnyT5f/5yU86eX9Lg0nS9N0tNNtF9O0hkinYogJO7LOnImtST
1OdTk7JxzlxSMrPu/U4Yzkcnqv5Jfn1rfnfzNc6Hr1tZW0htjPYvZpKnJo2HNG9SSavwtyFKdDms
7Q7NjhgJRJO+9t2LKZGi9vzTN7sVdirsVfn9571U6v5113Uq1W7v7mSPetEMrcBUeC0GdzpocOOI
7gHXZDci96/5xD0RV0/zBrjpVpZYbGGSh3EamWUA+/qJX5ZpO3Mm8Y/FyNMNiX0Pmhcl2Kvnn/nI
nz091qUflSyk/wBFsuMuolTs87CqRmnaNTX5n/JzRdpajilwDkPvfUvYfscQxnVTHqntHyj1Px+4
ebEPyf8AJC+a/N0UV1Hz0qwAub8H7LAh5Ij/AMZG6/5NcxdHg8TIAeQ5u99qO1vyWlJif3k/TH9J
+A+2noX5z/mF590LU5tMtIU0/QruFra1mZY2kmogE0kdGLJx9QKNvfMzXanJGRiNo8nlvZXsTRan
GMkyZ5oy4iN6G/pB235WXi2geXNb8wXxsdHtGvbpUMrRIQKIPALESVFKsB1zWQxymaiLL6Brddh0
SOPLLgjdX5voDzL+ampeRvKWj6ffW8M/m64thJJagBILaOpCc1Q78QOAVTvQmvjuMmslhxxifrr5
PmOg9ncfaOqyZISI0sZVfOUj1q+/nZ7xsxTy55j/AD787JLd6RepbWMTFfW9OCGHn14IzI7ufvp3
zGx5dTl+k7fAO612h7E7PIhliZTPS5E13ncAJVbfnV+ZvlrXJrDW5k1A2crQ3dnOkYNVNG4SwhT8
juPbIR12bHKibroXNyeynZ2rwieEGHELjIE/aJfsL6M07XLC90G31xX9KxuLZbzm5A4RsnqHl4cR
1zfRygw4+lW+VZ9JPHmOGrnGXD7zdbPnvUv+cjvObahcnT4bNLEyP9VSSJ2cRVPDmeYq3Hrtmjl2
nkvaqfUMHsLpOCPiGfHW9EVfWtkxvf8AnJHzBPHbWmj6VC14yRxyzz83Mk7KAxjhRl4gvXiCzZOX
ak6AADi4vYTBEynlyS4LJoUKj5yPPbnsGV/nxaa1P+R94b8JJqUIs5r/ANAEIGEyepwFW+FS3j03
zq+xSRljxfVX6HzHX+HxT8K/Dv03zq+r45zsnUuxV67/AM40eeP0B56Gj3DhdP8AMIW2avRblKm3
b/ZFjH/sh5Zqu1tPx4uIc4/d1b8E6Nd77BzlHNdirsVfDH5z+cf8WfmHqmoRvzsbd/qenkGq+hAS
oZfaR+T/AOyzs+z8HhYgOvMuBllcmEZmtTsVfZv/ADjr5J/w3+X1vd3EfHUdcIvrivURMKW6fRH8
XzY5yPamo8TKQOUdv1ufhjUWPf8AOVXnT9HeVrTyxbSUutZk9W6AO4tYCDQ/8ZJeP/AkZf2Np+KZ
meUfvY55UK73ynnTuEzX8l9Uk0z80/LVwhoZb1LVvdboG3I/5KZh9oQ4sEh5X8t23Eakh4TnFue7
FXYq7FX5xMzMxZjVmNST1JOegOsfXv8AzixAsf5YM46zahcSN8wsafqTOU7ZN5vgHNwfS9gzVNyV
+aNet/L/AJe1DWbjeOyhaQL/ADP0RP8AZOQuVZ8vhwMu5zOz9HLU54YY85mv1n4Dd8WX97c397cX
t05lubqR5p5D1Z3Ysx+85yhJJsv0DhwxxwEIioxFD3B9PfkJ5W/Q3keO+mTjeay31pyevogcYF+X
Grj/AFs6Ds3Dw47POT4/7Zdo+PrDAH04vT8f4vt2+DxP85vNn+IvPN40L87HT/8AQrSnQiIn1HH+
tIWofCmajW5vEyE9BsH0h3V7N/K6ONj1z9UvjyHwFfG3rn/OPHlD9GeWZdeuEpd6w37kkfEttGSF
6/ztVvccc2fZmGo8Z6/c8P7b9p+NqBgifTi5/wBY/qG3zTjzzJ+TNvqbXHmw2b6myqrq/qTTBQKL
yjh5sop7ZZqPy3Fc/q+P6HB7Ij2tLHw6Xj8P4CPzNBA/8rm/KnQ9Ae20C6V/qsTfUdOhtrmJWc1I
Xk8aqKsasScj+ewwhUOnIbuR/oV7T1GcSzx+o+qRlE7fCXdyfOQGqeY/MP8Av/U9Wuv+Cmnf8Byb
NFvOXeSX1f8Ad6TB3Y8UfsiHvv51a5H5U/L3T/KljJ+/vIY7MEfaFpbIqyE+HP4V9wWzc6/J4eIY
x+AHzL2U0Z1uvnqpj0xJl/nSJr5bn5PNvyb/ACxi846jNd6kXTRdPKiZU2M0jbiIN2AG7Eb0p41G
DotL4st/pD1ntT7QHQ4xDH/fT5f0R3/q/Y+gLT8sPINnd2t5a6Jbw3Vm6y20qcgVdDVW6/EQfHN1
HRYgQQNx73zHJ7Qa6cZQllkYyFEeRT7VdMs9V0u70y9T1LS+hkt7hPGOVSjfgczITMZCQ5h05D8/
vM+gXnl7zDqOiXgpcafO8DHoGCn4XHs60YexzucOUZICQ6utlGjSWZaxXwTSwTRzwuY5omDxyKaF
WU1BB8QcBFiikF98fl35sh82eTNK11CPVuoQLpB+xcR/BMtO3xqae1M4jVYPCyGPc7GErFsjzHZM
E/O3zj/hX8utTvYn4X12v1GwIND61wCvIHxSMM4+WZvZ+DxcoHQblhklwxt8OZ2brnYqy78qPJj+
cPPWmaMyFrIv6+osP2bah5pKkdOeyA+LDMTW6jwsRl16e9sxR4pPu9EREVEUKigBVAoABsAAM4p2
D4W/OHzmfN3n/U9Tjk52ET/VNO8Pq8BKqw/12q/+yztNBp/CxCPXmfe4GWVyYmlhdvp82oLGTZwS
xW8svYSTLI8a/SsLn6MyuIXXVrra0y8kO6edNAdGKuupWhVgaEEToQQRleo/u5f1T9zKh2B+gmcK
7F2KuxV2KvzluIHguJYJBSSJ2Rx03U0PXO/BsW6win1r/wA4p3izflrcQcgWtdSnQrtUBoonB+nk
c5btmNZr74ubgPpey5qW54d/zkp5rEdrYeWLd/jmP12+A/kWqwqf9ZuTU9хмм7VzcoD3l9F9g+zr
lPUyHL0x9/8AF9lD4l5F5C8qT+afNVjpEYPoyOHvJF/Yt0NZGr8th7kZrMGI5JiIe57Z7Rjo9NLK
eYHp85Hl+O59P/mV5li8o+RLu6taQziNbPTUXbjLIOKcf+Magt/sc6HV5fCxbe4PjvYOgOu1sYy3
F8U/cOfzO3xfLXk7y3c+ZfM1ho0Na3UoE0g/YiX4pX/2KAn55zuHGZyER1fZu1NfHSaeeY/wjbzP
QfN71+cv5if4P0i18teX2FvqU0KqsidbW1T4F4/5TceK+AFfDNxrtT4URjhzr5B809luw/z2WWoz
+rGJf6aXP5Dme/5sC/Jf8rrfzbPc65rweXSoJCiRFmU3M5+Jyzg8uK1FaHcnrscw9DpBlJlL6R9r
0vtV7Qy0UY4cFDIRz/mx6UOVn7B8EN+fGmeUdh2+y0nQLCKznggMt+0RbcykemhUkgFVXl/shkdf
DHCfDAV3t3sdqNVnwSy55mQMqjflzP6PgmX/ADjn5SF7rtz5kuU/0XSlMVszDY3Eq7kdv3cfX/WG
Wdm4eKfEeUfvcT257S8PDHTxPqybn+qP1n7iw380fNjeavOl7fQsZLKJvqungVIMMRIDD/XYl/pz
F1WbxMhl06e533s92b+T0cYHaZ9Uvef1cvg+mfy18rDyx5N0/TGULd8PXvT4zy/E4P8Aq7J8hm/0
eHw8YHXmXyLt7tH85q55B9N1H+qOXz5/Fk+ZTp3Yq+Yv+csPJX1bVNP8320dIr4Cy1Agf7viUmFj
7vGCv+wzo+xdRcTjPTcOLqI9Xz9m9cV2Kvor/nEzzjwuNU8o3D/DMP0hYAn9taJOo+a8Gp7HNB23
g2GQe4/ocvTy6PpTOecl8of85U+cf0l5vtfLlu9bbRIuVwAdjdXADEe/CPh8iTnT9jYOHGZnnL7g
4molvTxDNy4zsVfVX/OKvkoaf5au/NNzHS61hzDZk9RawtQkf8ZJQa/6ozme2dRxTEByj97m4I0L
Zh+fPnP/AAv+XN/JDJw1DU/9x9lQ0YNMD6jjuOEQYg+NMxOzdP4mYdw3LPLKoviXOxde9i86+Vk8
r/kB5ct54wuqa7qiarck05BPqsqxJ4/DHIhI7MTmp0+bxNVIjlGNfa5E41APOPIsUk3nfy9ФГОУк
mp2aIuwqWuEAG+bDUmscv6p+5qh9QfoHnCuxdirsVdir4M/NbRm0b8x/MVgU9NFvpZYUpSkU7etF
/wAJIM7bRZOPDE+Tr8oqRet/84i+YEj1DXvL8h+K4iivrcV/3yTHL86+on3Zq+3MW0Z/Bu00uYe9
ec/Omi+UtHk1HUpRzoRa2oIEk8gGyIN/pboM5bUaiOKNn5O97K7Kza3KMeMe89IjvP43fIev63qn
mXX7jU7us19fy/DGgLUrRY40G5oooqjOYyTM5GR5l9y0WkxaTAMcdoQH9pP3l9Kfkv8Als3lPRnv
dRQDXNRVTOuxMEQ3WEHxru/vQdq5vtBpfDjxH6j9j5L7Vdvfnc3BjP7nHy/pH+d+r9rzf/nJDzLL
d+ZLTQYyRb6bEJpR2aecV/4WPjT5nMDtPLeTh/m/pes9hNAIaeWc/VkND3R/Wb+QZF/zjd5Q9Cwv
PNNylJLsm1sCR0iQ1lcf6zgL/sTl/ZeDnM+4Oq9u+0+KcdNE7R9UveeQ+A3+Lxnzvr1xr3mzVNUn
Ykz3DiIH9mJDwjX/AGKKBmqzZDORker33ZGjjptLjxx6RF+87n7X1T5et9K8k/l5a/WHEdpptmJr
qTb4pGHqSEdKl5GPEFIZ0WHhw4QT0FvjGtnl7Q10uEXLJOh7uQ+Q5vk7X9YvvMXmG81SdS93qE5c
RrViORoka9zxWijOcyTM5GR5l9t0WlhpcEcY+mEf7T8eb3bzVJH+Wv5N2+iQME1nU1MEjKQG9WYc
rmTbqEX4FP8Aq5t837jTiP8AFL8H9T5t2dE9rdrHNL+6×7/AfQPidz8Xmf5J+VP8QeebV5U5WOl0
vbmoqpMZHpIe3xSUNO4BzA0OHjyDuG713tZ2l+W0UgD68npHx5n5faQ+sM6Z8UdirsVY7+YPlC38
3eT9S0Caivdxf6NKw/u50POJ/kHArTtUZfpc5xZBIdGMo2KfA00MsMzwyqUljYpIh6hlNCD9OdwD
e7riFmFDIvy68wT+XvPOiavC3H6vdxibelYZG9OVa1h3o2YZj6rEJ4pR8meM1IPvzOHdi/PTzRql
xqvmXVdTuDWa9u553r4ySFqD2FaDO7wwEYCI6B1szZKWZaxVrK2N1eQWwYIZ5EiDt0HNgtT8q5GR
oEpAsv0M0XSLLRtIstJsU4WljDHbwL34RqFBPuaVJzhMkzORkeZdkBT5P/5ye85/prz0ui28nKx0
CP0SB0N1LR5j/sQFT5qc6fsfT8GLiPOX3OJqJWaYX+U/k4+bvPul6O6lrMyevfnsLah55AfDnTgP
c5l63P4WIy69Pe14o8UnqX/OXGuRya1oOgxEf6Fby3UqrTY3DBEBHaggJ+nNb2Jj9Mpd5pu1J5B5
z+R+jSat+anl6FRVbe5F7I1KgLagzVPzZAPmc2HaOThwS91fNqwi5B9yZxjnuxV2KuxV8/f85A/k
t5q80eaLXXfLFkl201sIdQjMsUJEkLUR/wB6yV5IwXb+XN52b2hDFAxmeuzRlxGR2ec6T+Wv5y/l
5dnzeunpp8emRyNPdPc2cirE6FH/AHfqPzNG+FeJNaU3zI1esx6nGcUCeOX07dejdoscMeaMsvqx
g+oC/p6s+T8kvzD82XUer6/rds63Kq63Jke5Yxt8SmNEVY+FDUAMBnnx7OzSlczR831KPth3fpcf
Bpscq9wiPibJ+NF6h5E/KDyt5RdbuJWv9WAI+v3AFUrsfSQfCnz3b3pmw02hhi35yeR7Y9p9Trhw
n0Yv5o6+89fu8mc5mvOPHvzU/JLV/NPmM63o97bxPPGiXMF2ZEAaNeIZGjSTqoGxGarV9nyyT4ok
b973fs57WYtHp/ByxkQCaMa699kM8/L3Rtf0Tyza6PrK2fqWCCGCWxeRldB3dZI4+LeNK167ZmaX
HKEOGVbdzzfbeqwajUSy4uOpmyJAbHyonb7nk/nb/nHbWJ9Xu9Q8u3cEltcyPN9TuC0bxs5LFEYK
ystelafT1zWZ+zJWTDk9r2T7cYo4o49RGXFEAcUdwa6nu+1Cr+TX5v6xHHYazrQTTYgqiOe7lnQK
v2eMS1UkU70yA0OeW0jt5luPtT2VgJnhxfvD3QjE/NE+XP8AnH7zbo3mnT9Ua6027srG7jn4O86O
8cb1B4+iyh6CtORFe+WY+zckZA3HY+f6mrX+2ml1GmnjEckZzgRyjQJH9bl8OSf/AJr/AJVeePOn
mFLu1vLCHS7WIRWcM0kyuCfikdgsLrVm22PQDLtXo8mWdgiujrPZv2j0egwGMo5DkkbkQI15D6h/
ASYT8o/y6m8laLcw30kM2qXs3O4mgLMnpoKRIC6odqsfs98yNFpTiBvmXU+0vbg7QzRMARjgNged
nmdifLr0Z3ma82p3Nzb2tvLc3Eiw28CNJNK5CqiIOTMxPQACpwgEmgr5t1r/AJy31GPVruPSNGt5
tMSRltJp3kEjxrsHYLQDl1p2zoMfYg4RxSNuMdRvsEsvP+ctvOEtpNFbaRZW1w6FYriskhjYigYK
x4kjtXbLY9iYwd5EsTqT3PC5JHkkaR2LO5LMx6kncnNyA47WFDIPy+8vXXmHzro2kW6FzcXUfq0B
PGFGDyuadlRScx9VlGPHKR7meMXIPv7OHdi+BvzH8rXflfztq2j3CMiRXDvasw/vLeRi0Ljr1Qj6
ds7fSZhkxiQ7vtdfkjUixrMlrdir2zSP+cqvOdl5d/R1zY299qUcfpW+rSM4bYUDzR7iR/eq175p
59jYzOwSB3OSNQaeMXd3c3l3Nd3UhmubiRpZ5W3Z5HJZmPuSa5t4xAFDk45Nvp7/AJxf8iyaJoV/
5y1ZfqzalHwsjL8PGyjPN5TXosjKCK9lr0Oc32xqeOQxx6fe5eCFC3gX5lebX82+d9W12p9C5mK2
inbjbxARwinY8FBPvXN5pMHhYxH8W4+SXFK3s3/OJHlRzNrHmuZaIqjTbMkdSSss5HypGPpOantv
N9MPj+pv08er6SznnJdirsVdirsVeB/85Yec/qmiaf5TtpKTak31u+UdRbwtSNT7PKK/7DN52Lp7
kch6bD3/AI+9x9RKhTf/ADjL+aaahpi+StWmA1CwUnSJHO8tsNzDv+1D+z/kf6uDtfR8MvEjyPP3
/tXBksU97zSOQ7FXYq7FXYq7FXYq7FXYq7FXzf8A85NfmwjBvI2izhtwddnjOwINVtQR3qOUn0L/
ADDOg7I0X+Vl8P1uNnydA+dbWET3MUBlSESuqGaUkRpyNOTkBiFHfbN/I0LcUB62n/OLX5mOiukm
msjAFWFyxBB3BBEear+WcP8AS+Tf+Xk3/wBCsfmf/Pp3/SQ//VPH+WcP9L5L+Xkr2X/OKX5jS3CJ
c3WnW0BP7yb1ZJCB7Kse5+kfPBLtrEBsJKNOXvP5W/k55c8gW7yWzG+1m4XhdanKoVuNa+nEgJ9N
KipFST3PSmk1mvnnO+0e5yMeMRZ9mC2MO/MX8qvKvnyzSPVomivoFK2mpQELPGDvx3BDpX9lh8qH
fMvS6yeE+nl3MJwEubwjU/8AnEfzjHcsumazp1za/syXPr28lPdEjuB/w2bqHbeOvVE38D+pxzpz
0KXT/wDOKf5lxsAlzpcwIrySeYAe3xwocsHbWHul8v2o/LyUv+hWPzP/AJ9O/wCkh/8Aqnh/lnD/
AEvkv5eT0D8vP+cWLHTruLUfON3HqUkRDJpduG+rch09WRwrSD/J4genNRtmDqu2TIVjFefVshgA5
qn/OS35nW+kaP/gfRpFW+vY1Gp+lQCC0I+GGg+y0o7fyf6wwdk6Mzl4suQ5eZ/h3rnyUKD5j07T7
zUr+30+yiae8u5Eht4V3LO5CqB8yc6OCHEENkHEAs0+9VIPlG18o+UdN0C3oxs4h9YlX/dk7/FK+
9D8Tk0r0FBnEanOcuQzPV2MY0KZBlDJ2KuxV2KuxV84/85RflnfzTJ5507ncQpGlvqtvu3pKm0cy
Dsm9HHY79zToOx9WB+6PwcbPC93ztp+oXunX0F/YzPb3ls6y288ZoyOpqGBzfSiJCjyLig0+x/yZ
/OvTfPFimn6gyWnmiBP31t9lbhVG8sFfvZOo+Wcnr+z5YTY3h93vc7HlEve9QzWtrsVdirsVdirs
VdirsVeIfnf+ftpoEM/l3ytcLPr71ju72Mho7QdCFPRpvb9nvvtm57P7MOQ8cx6fv/Y0Zc1bDm+V
Ga4ubgsxea4merMau7u56nqSSTnTbAOHzX39he6fezWN9A9teWzmOeCVSro6mhDA4IyEhY3CkU+i
f+cevzvt0t4PJvme5Efp8Y9F1CU0Ur0FtK56U/3WT/q+FdD2p2eb8SA94/T+tysOXoX0dnPuS7FX
Yq7FXYq7FXYq7FXlv5zfnbpvka1fTNP43fmeeOsMGzR2wb7Mk+/0qnfvQddloOzzmNnah4+5qyZR
h4vjrUNQvdRvp7++me4vLl2luJ5DVndjUsTnWRiIihyDgk2+jP8AnGT8qZIQvnrWIeLupTQ4HG4V
hxe5IP8AMDxT2qf5Tmg7X1t/uo/H9TlYMfUvovNA5LsVdirsVdirsVWTQwzwyQTxrLDKpSWJwGVl
YUZWU7EEdRhBrcK+SPzu/Ii98q3E+veX4mufLMjF5Ylq0lkW3Kt3MX8r9ujeJ6js/tIZBwT+v7/2
uHlw1uOTx+2urm1uI7m1leC4hYPDNGxR0dTUMrChBBzbEAii0Avob8tv+cpXhji03zxE0qqAia1b
rV/Cs8I+17sm/wDknrmh2fY174vl+pyoajvfQeheY9C1+xW+0W/hv7VqfvYHDUJ7MBurezCuaLJi
lA1IUXIBB5JjlaXYq7FXYqxvzf8AmN5M8o27Sa7qcVvMBVLNT6ly/hxhWr7+JFPE5kYNLkyn0j9T
GUwOb5t/Mz/nJXzD5iSbTPLaPoukPVXnr/pkqnahdTSIHwTf/K7Z0Gk7Jhj9U/VL7HFnnJ5PGUSS
SRURS8jkKqqCSSTQAAdSc2/JofUX5D/kL+hjB5q812/+5cUk03TZBX6t3Eso/wB/fyr+x1+19нм+
0u0uP0Q+nqe/9jl4sVbnmnP57fkinnC3bX9CRY/M1ugEkWyreRoNkY9pVGyMev2TtQirs7tDwjwy
+j7mWXFxbjm+Rri3ntp5Le4jaGeFjHLFICro6mjKyncEHqM6kEEWHCIeyflb/wA5I635aih0nzIk
msaNHRIpwQbyBR0CsxAlUdlYgj+agpmo1nZMcnqh6ZfY3485GxfS/lPz75R82W3r6DqcN4QKyQA8
Z0/14m4uvzpTOezabJiNSFOVGQPJP8oZOxV2KuxVBaxrmjaLZte6tewWFolazXEixrsK0HIip9hv
k4Y5TNRFlBNPAPzL/wCcpIfTl03yMhZ2qr61OnED3t4W3/2Ug/2PfN5pOxzzy/L9bjzz9z5yu7u6
vLqW7u5nuLqdjJNPKxd3djUszGpJOdBGIAocnFJt7L+R35D3XmaeHzD5khaDy5GQ9tbN8L3rA7e6
w+LftdB4jUdo9pDGOCh2/d+1vxYb3L6yjjjijWONQkaAKiKAFCgUAAHQDOXJcxdirsVdirsVdirs
VdirTokiNHIodHBV0YVBB2IIOKvAfzS/5xitdQkm1bySY7O6ary6NIeMDnqfQc/3ZP8AKfh8OIze
aPtcx9OTcd/63HyYL3D5v1rQda0O/fT9YsprC8j+1BOhRqdmFftKexGxzoMeWMxcTYcWUSOanpes
atpN0t3pd7PY3S7Ce2keJ6eHJCDTDPHGQqQsKCRyejaJ/wA5JfmrpaJHLfw6nGlAq30CsaDxeL0p
G+ZauYGTsnBLpXubRnkGTQ/85c+bglJtE093/mQzIPuLv+vMY9h5+kiy/MnuUrz/AJy287upFppG
mwEinKQTykHxFJI8MexMfWUvsU6g9zDNf/Pj81NbQxTa5LaQH/dViq2vX/LiCyn6WzMxdm4Ifw37
92uWaRYFLLLLI0srtJI5LO7EsxJ6kk9czQKa2ReTPy683+crsQaFp7zxhuM144KW0Xf45T8IP+SP
iPYZRqNVjxC5H9bKGMy5Pqj8q/yE8u+SvT1G9ZdV8wgVF260igPhAhrQ/wCWd/Dj0zmdb2lPNsPT
D8c3Mx4hh4vUs1ra7FXmn5rfkb5d89I99CRpvmJVomoItVl4iipcIKch3DD4h7jbNjou0Z4ducO7
9TVkxCXvfKHnT8u/N3k29+ra7YPDGzFYLxKvbS03/dygUO37Jow7jOn0+qx5RcT+tw54zHmx+3uL
i2mSe3leGeM8o5Y2KupHcMKEZeQCKLEF6BoP/OQH5q6OqxrrLX8K/wC679FuCfnIw9X/AIfMDJ2Z
gn/DXu2bRmkGY2//ADlx50Uf6To2myGnWP149/pkkzFPYmPpKX2MxqT3Nz/85c+cWX9xounRtvvI
Z3HtsHTAOxMfWRX8ye5jes/85KfmtqSskV9Bpsb1qtnAimh7B5fVcU9mrmRj7JwR6X7yxOeTzrVt
b1nWLo3WrX1xf3J/3dcyvK1PAFyds2EMcYCogBqMiearoHlvXfMOoJp2iWMt/eP0ihWtB/M7fZRf
8piBgy5Y4xcjQWMSeT6S/K7/AJxj0/S3h2bzm0eoXyEPFpSfFbRnqPWY/wB6R/L9n/WzntZ2uZen
HsO/r+xyseADcveVVVUKoCqooqjYADsM0jkN4q7FXYq7FXYq7FXYq7FXYq7FUs8weWPL3mKz+pa5
p8GoWwqVSdAxQnYlG+0h91IOWYs08ZuJpBAPN475m/5xO8qXrvNoGp3Gku1SLeZRdQjwVamOUD3L
tm2w9tZB9YEvsaZacHk851b/AJxX/MqzYmyksdST9n0pjE9PcTLGo+hjmwh3zhPOw1HTyY/cf84+
/m/B9ry87gmgMdxaydPZZSR9OXjtPTn+L7D+ph5Mu5Vtf+cdvzfuAp/QXoo37Ut1arTem6+qW/DA
e1NOP4vsKRgkynRf+cTPOT0yNq2p2OnRN9oR+pcyr/sQIkP/ACMzFydt4x9IJ+xmNOepeoeU/wDn
GP8ALzRnSfUhNrt0u/8ApRCQA+IhjpX5OzDNdm7Xyz2HpHk2xwRD1ezsrOytY7SzgjtrWEcYYIUW
ONF8FRQAB8s1cpEmzuW5WwK7FXYq7FVG9sbK+tZLS9t47q1lHGWCZFkjYeDKwIOGMiDY2KvJPNf/
ADi/+X+rs8+lNPoV03aA+rb17kwyGv0K6jNph7Yyw2l6g0ywRLzDWf8AnE7z3aszaZqFjqMQNFDN
JbykePFldB/webLh31iP1Aj7Wo6c9Cxi6/5×3/N+3DN+gfVRafFFc2rVqabL6vL8MyR2ppz/ABfY
f1MPAkp2/wDzj9+b89eHl51AoCZLi1j6/wCvKtfowntPTj+L7D+pHgy7mQ6R/wA4r/mReEG+lsdM
j/aEsxlenssKup/4IZjz7ZwjlZZjTl6V5X/5xS8nWDJNr99cazKtCYE/0W3PiGCFpT9EgzX5u2sk
vpAj9rbHTgc3sOieX9E0KxWx0axgsLRdxDboqAmlOTU+03iTvmpyZZTNyNluAA5I/IJdirsVdirs
ВдирсВдир//Z
приложение/постскриптум
конечный поток
эндообъект
217 0 объект
>
эндообъект
218 0 объект
>
ручей
приложение/постскриптAdobe Illustrator CS22006-06-07T16:24:53-05:002006-06-07T16:24:53-05:002006-06-07T16:24:53-05:00
AQBIAAAAAQAB/+4ADkFkb2JlAGTAAAAAAAf/bAIQABgQEBAUEBgUFBgkGBQYJCwgGBggLDAoKCwoK
DBAMDAwMDAwQDA4PEA8ODBMTFBQTExwbGxscHx8fHx8fHx8fHwEHBwcNDA0YEBAYGHURFRofHx8f
Hx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8fHx8f/8AAEQgAoAEAAWER
AAIRAQMRAf/EAaIAAAAHAQEBAQEAAAAAAAAAAAQFAwIGAQAHCAkKCwEAAgIDAQEBAQEAAAAAAAAA
AQACAwQFBgcICQoLEAACAQMDagQCBgcDBAIGAnMBAgMRBAAFIRIxQVEGE2EicYEUMpGhBxWxQiPB
UtHhMxZi8CRygvElQzRTkqKyY3PCNUQnk6OzNhdUZHTD0uIIJoMJChgZhJRFRqS0VtNVKBry4/PE
1OT0ZXWFlaW1xdXl9WZ2hpamtsbW5vY3R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo+Ck5SVlpeYmZ
qbnJ2en5KjpKWmp6ipqqusra6voRAAICAQIDBQUEBQYECAMDbQEAAhEDBCESMUEFURNhIgZxgZEy
obHwFMHR4SNCFVJicvEzJDRDghaSUyWiY7LCB3PSNeJEgxdUkwgJChgZJjZFGidkdFU38qOzwygp
0+PzhJSktMTU5PRldYWVpbXF1eX1RlZmdoaWprbG1ub2R1dnd4eXp7fh2+f3OEhYaHiImKi4yNjo
+DlJWWl5iZmpucnZ6fkqOkpaanqKmqq6ytrq+v/aAAwDAQACEQMRAD8A9U4q7FXYq7FXYq7FXYq7
FVryIiF2NEUVJ9sVSi61S6dFe3HCMjc7Eg8qYqlytO8gHMlh+1U7e9cKEyj1oxr6b/vWUH97/Me2
3h74EoS8v5Z5T8X7qvwrvx9qjChX07UBBX1JD6QBogUddqYEp1FIJI1kAIDCoBFDiq7FXYq7FWmZ
UUsxoqipPsMVcGBNB2/jireKoKa8mt7hvWWts1AjKOnStTiqKjmjkLBGqUPFh5HFV+KuxVCtqVqs
wi5EuttyEjfFUSjchWhWm1DireKuxVaJELsgNWWnIeFemKrsVdirsVdirsVdirsVdiqDvL9oGCKn
gWkb7IB77bnFVRWBlkkaUBR8CgEgDYNU12riqEFviIbeW3E6PEVqXJHwktUdOxXFUtS3M0qxQJzCn
d67Ee/hhQq3ksMKyWkcHA1HJ2NWJHhilAYodiqK02MSXsaMKqakggHoK98VZLgS7FUFPqSJIYY15
Tg04MeIPyOKoqFpHiVpE4OeqVrTFVr24aZZebjjtwB+E/Riq9I1SvEdTUnuTiq7FXYqlF/qKRyJ9
VfcMTKANiTtv92Kr9M1KeeZo5aEdQwFKb9NsVTGSeKNC7sAoNCfAnFViLbyL6sPGpBCyKBXr/XFU
JLrCQu0TozOhoTsAffviq9tZsRxoxbl1oDt864qqT6laRUHMMzUoBuN+5IxVLxrkyymsSFa78Sam
nviqOh2ezlBJYxkbkMP6Yqi1ZXUMpDKehHTFW8VdiqDudVtIGKVLuNiq9j7nFURBPFPGJI25Kfw+
eKqmKoXUb0W0Pw7yvURj38cVQMF1HexPFeMFZCCrigPv4jFVQppywelVyJmqGO7UHRvliqkf3oQw
yR8PiRUlWgKj6OwA3xVGaZCixl/3ZlqVLRdKeBxVbdaTby+rIOQlapFDtXFUgwoaxVHaRGzXqNSq
rUn7v64pZDgV2KoeazjlnWUkiispA2ryFK/PFVdVCqFHQCgrudsVbxVC300ymKGA0kmanLrQDcmm
Kq0UcdvGFB2rUsTUknucVQurXKx25j+KsgpyWlB8/nirHsKFwdgpANASD9Ir/XFWqnxxVUW4mSIx
q1EJ5UHj41xVTJJNT1xVrFXYq7FUdpttbXJeKU8XpWMjY+/tiqe28PowpFXlwFAaUwJVMVS7Vbm3
AB4RLSZaNQV7HpiqQ4UL4ppYm5RuUbxBxVHNrl2VAUKDTdqVJP6sCVaHVo5E4XCD1ADwkIqASKeB
IxVLmgl5fBGw7U61PtsMKEfe+mLaHklLmNFVlPZTtv8A598CVuoQTtcUjVSswAjCkdF6gDbvhVqx
vJLS5aKYUViA9B0NOu2Kp7gVityoWZgAQOTGFDvvuMKFLFU+0cP6dVYmCnRhT4670PhgSmOKuxV2
Kof6/aet6PqfHWlKHriqIxVCzwyNdRTRlWMVQyE02bFUPqk8ckDW6sBNUHgdqgHsemKpXLJISktQ
VPb8WB9qnChD4q1irsVdirsVdirsVVmtZljMjKVACsK+DGgxVMNGsqu00qh5aGKoI69x92BKc4qt
kJUB+QVFqXqO1MVY7f3FtNIzRRlWLVMhJNR8u2FCExV2KuxVsEggg0I6EYqvM8x41diVNVJJqCf9rFXSTTymsjs1etT4YqmmnRry9eWTkbdeJiC7rTALDXssct2oTlGykUkfapJrU7VG/TCqd2n1j6un
1inq03p/h4wKxiXn6jczV6nkT44UJzYaQsZEs9HamydQCfHxwJV7+e8h5i2i5gihoCaH6MVRFsZz
AvrgCX9oDFVTFUr1y54xrAp+J92of2ff54qk7xSIqMwosgqnuBthQjbK4e3T1TKGiIIMBJqT026j
FKGmvJ5QoZ24rsNzU+598UKGKri7FAnZSSPmaV/Viq3FXYq7FXYq7FXYqm0WgsUrLLRiNlUdD71w
JVtWkEMFtGfiowY02BCDcU+nFUfbyLJDG4qAyggHriqpiq2WISxlGJAYEGhodxTFWPfUHF2LdyAS
eq7gV8cKEb+gQYj+8pLXb+UDwwJSu4geCVo36qaV8cKFLFXYq7FU+0eyWOETtvI/TfYDAlffsLS3
ASEINYQqigpua7bfPFULBcW1xCZ7sD1oiFLA0LANbbFU467jFUBLpMTXi3ANBy5Oh6E+309cVR+K
uxVxIG5xVSuZWS2kkjILKpZSdxt8sVY0WeSZXm5OXIqe5FabYUIvU7XhcEllSPiPTU16AfZoAe+K
UvxQ7FXYq7FXYq7FXYq7FXYqvhKLKjOKoCCwHcYqyK21G2uh5ITy36jwwJa1O0+s25C/3ifEn8R9
OKqllHwtIQR8QUdeorv3xVXxVTZZJBSpjU9QKcvv3xVuO3hiACIBTv33674qvxVKtagBQyqPiUjn
t2NQMVSXCh3Ktg0rtWuKoyz1Oe3op+OIdUPv4HFUTq16ZIIo+FBKokqTWntgSlOFCf6TfNPGYnFG
jAow7jpgSmGKuxV2KoPUJW+G3VOXrA8m3+ED9rbFVLT7+AWR9Q0EPwknuD0xVLzeQGf1ZFaTgxaN
dh4+EHrt7YUKN5dtcy8iOKgDilagbUxVD4q7FXYq7FXYq7FXYq7FXYq7FUdpgYtIV2KBX5UqRRt9
v9UnFLICAy06gj8DgVvFXYq7FXYq7FVK7iMttIg6kf59MVYswAJANR2OFDWKuxVByamkdysbxOsR
rW4YcUBHu1NvfLxpyY2CL7urhT1wjPhIIj/OOw+370YsokRWV+au+Ag1FD4ZSQQaLmRkJCwbCJsj
D6yrLHzRjQkAkg9qAYEpzHZyJOksTCOKgDQ8abdad96nAlG4q7FXYqtcrxIYgcthXFWN34dbloyw
YJ9niKLuAegwoUlhlatEJ4jkR3p40xVTxV2KuxV2KuxV2KuxV2KuxV2KthSWCjqdh9OKsgstPa1g
lbIAVx1HsNhgSrWIm+rKZZBKWFQw8O2/fFURirsVdirsVdiqldSGO2lcdVUkfdirFcKHYq7FUo1i
3vX4vGTJwI9WNE+1Az/GtTyJIWhIUgmm3hk8eUx68t+X2e/8UwyaaGQmwDxR4dzyO1npt+jqnGk6
WzFYEb7K/EaniFG2yknBOVscOLgFf2fJlMFtHDDEiKB8A2am9e5+nINyrirsVdirsVSvXIZpEiZE5
KleRHUVoBiqlp6WdqvqXLBZzX4DvRT7DxxVEkQ3KGSBi8qsRHKg4la7gGtKjFVCbSR9YYsfhdCVb
ZQJPf54qlrWd0leUTCldyNthU4UKOKuxV2KuxV2KuxV2Ktg0INK07HFU59F7mz+sRKizhg8fpjf4
duJJ8MCURPETUEMK8rogcqU4qTStd8VVrKJ4bWONwAyjcDfviqvirsVdirsVdiq2RFkjZG6MCD9O
KsVlhniYrNG0bVIAam4BIDChOxpUfjhYgrMUuxV2Ksg0nTTaK8jsTLLuyk1C+wwKAj8UuxV2KuxV
xIAqdgOpxVINVvxPII4nJhUb9gWrhVL8UIi2vri2/um+EmrKQCDiqJk1u7MgZKKoG6EAgnx8cUuk
1W7uUaFUUM4p8Na070qcVS7FCuLOd4lljUyKaghASVI7EYqokeEGh3IxVrFXYq7FXYq7FU70FZBFK
T9gkcfmOuBKZLGiuzgUZ6cj402GKrsVdirsVdirsVdirsVQmo2wli58QxQGoP8pG9PfbbFWOXNrP
FdqRKfRCsOHECX5UKuD1FKfjhXZNdGsoJY3llXmQ3FQenQHp9OBUymgthbmErSMjiAoJIr4AVxV1
vNFwSIvWVVAIYFWNB14nfFVcEEVBqMVdirsVdiqC1h4WxbiaVIDe4PYYqx3Ch3KuxV2KrlZlYMpo
ymoPuMVRN5GGVLpABHL9oL0VwPiGKqEcsqBljYjnswHf2xVkFhA4tk+sKDJ7gVA7A4EoDVdNSNXu
I9k2qg8SeuKpZHG8jhEHJm2AGFCZzaIyWpcPymUciO1ANwMCUrwoTSz0iGUI7OWRlDVWgFT+zX2w
JTNI7aBoo1+FiCsa77/tHFVfFXYq7FXYq7FXYq7FXYq7FUFqmmrewCOoFDUV6H7sUEWhLaDVbMSL
HGsiEV61FfYVBxS6wvGglMc8Tia4kBqRTrsOu/XFUznjtyrNNQKRRiTQU+eKqUV1pqIfTdEVeo+y
fu64qiVZXUMpqp3BxVvFXYqhdSs2urfipo6nko7h3xVjZBBIOxHUYUNYq7FXYq7FVaGfivpSEmBj
V1Wla+Ir3xVNtJNq7uYYCvAf3jGrGv6sCUzxVbLEksbRvurChxVLNJga3uJUlFGbaMkfaCncj7xi
qakAih6Yqld9p6XF04RuEnpqUU9DQkH+GKqukWs9vE/q7cyCF8MVVrvqJN1MO/qbD7WxAJ26Yqq2
8wmhWQEGvUitKjY0riqpirsVdirsVdirsVdirsVdirsVU7i2inUBwaqaqw2ZT4g4qlOrp6USIZ3k
djVlY12HQ07YqleFCrFdXEIIikKg9QMVTey1iJowty3GQbcqGh99htgSj0ngkNI5Fc+CsD+rFV+K
qMllaSSeo8Ss56k4q76laemY/SUIeoAp+PXFUg1KKKK8eOJeKLSg38PfChC4q7FVe0tJbqTgmwh3
mPQDFWRWlrHbQiNN+7N3J8cCVbFXYq0VUSGIBYdD3FcVbxVKtTEsMscpYtFz5K3dG7j5HFURqOoG
3iUxDkZK8X7DFUPpt06x85gzvO54Go3oANGSMVTNNjxCcVABHSlTWo28MVXYq7FXYq7FXYq7FXYq
7FXYq7FXYqkGtI4vC5B4sBxJ6bDthVL8UOxV2KqttFJLOkcZozHZh398VZUOnjgS7FXYqlmuwoYE
l2Dq1K+IOKpHhQ7FU80FgbeRafEHqT7EbYEpnirsVdirsVdiq2WKOWMxyDkrdRiqHW1kjQRoI3iH
2VcEED5/FX7sVXGCPkhMIAiHwcTsNwdgPliq53YRGZISZKbIaBj9I5YqpR6paPJ6ZJjfp8YoK+GK
ouo+/FXYq7FXYq7FXYq7FXYq7FXYqpXVtHcRGNx/qnwPjirHrqwuLY1kWqVoHG4woQ2KuxVH6NG7
XysAeKgknt0pilkGBXYq7FUq16NzFE4+wpIYe56H8MVSXChfDG0sqRr1cgCvvirI7GxW0jKhizNQ
ST028BgSicVdirsVdirsVdirsVWSzRxIXkYKo6k4qhJdYs0KHSZOXXj2B+eKrb3T7e4uUZ5CjuPs
bbhRiqta20iIFmJYxmiGvwkD7J4+IxVFYq7FXYq7FXYq7FXYq7FXYq7FUJqy8rCXxFCPoIxVjeFC
5EZ2CqKsegxVlcUaRoERQqjsMCV2KuxV2KqF9AZ7WSIfaI+H5g1xVjHTChNNGseb/WJF+Ff7vtU+
P0YEp1irsVdirsVdirsVdiqXarqM1s6RxUqw5MSK96DFUnuLqe4YNK3IgUHYD7sKFLFUUl/K1zBJ
O1REQKjrTvirJAQQCNwdwcCXYq7FXYq7FXYq7FXYq7FXYq7FVG8VWtJg3Tgx+4VxVi2FCa6LaI7f
WG5cozRR+yajAlOsVdirsVdirsVQv6LseRYxVJNdyT/HFUUAFAAFANgBirsVdirsVdirsVdirsVS
HWCZb0qikmNADt8z/HCqFWxvGXkIX49ehxQokEGh64q1irJdMMhsYjJ1pt/qjYYEorFXYq7FXYq7
FXYq7FXYq7FXYq06B0ZDuGBB+nFWL+gy3PokVYNxI3339sKGUgUAA7bYEuxV2KuxV2KuxV2KuxV2
KuxV2KuxV2KuxV2KuxV2KpBrNsIrgOoNJasT/lV3wqp6dYNdSGp4xL9pv4DFDILUKOUCgAoB7DAl
vFXYq7FXYq7FXYq7FXYq7FXYq7FWP6jbtDf82qscjcg4r9P3YVT8seIKANX3oKfjgVvFXYq7FXYq
7FXYq7FXYq7FXYq7FXYq7FXYq7FXYqoXZnCIIUVyzAMG6BSDU4qrKiIKKoUeAFMVbxVD30/pQg0J
ZnUIq1qTUGm3sMVRGKuxV2KuxV2KuxV2KuxV2KuxVZLBDLT1EDUrQnqK7Yq1BbxQR8IwQvua4qqY
q7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FXYq7FUNcy3fqLFbxgk/alb7K4qvgtVjHJjzmJq
0h6knw8MVf/Z
UUID:B2DF35084AF6DA11A0E8EB468D4AF0D0uuid:992D3A0F6CF6DA11A0E8EB468D4AF0D0uuid:357042C8F8C3DA1193D78A77F10CB380uuid:347042C8F8C3DA1193D78A87F
конечный поток
эндообъект
2190 объект
>
эндообъект
220 0 объект
>
эндообъект
221 0 объект
>
ручей
ХДукТСвцЕат»М
Компьютеризированный дизайн инструмента для бритья закуда для байвоидных передач и анализа характеристики бритья.
 2021, 104325
2021, 104325
https://doi.org/10.1016/j.mechmachtheory.2021.104325Получить права и контент
Впервые разработана расчетная модель конических зубчатых колес с модификацией. Затем на основе конструкции обычных зубошлифовальных станков предлагается модель плунжерного бритья для конических зубчатых колес. На основе модели выводится взаимосвязь установки бритвенной фрезы по отношению к коническому зубчатому колесу и устанавливается модель формирования поверхности бритвенной фрезы для конического зубчатого колеса. В следующем, учитывая ошибки установки бритвенного резца, предлагается модель бритвенного конического зубчатого колеса при ошибках установки. Проанализировано влияние параметров стружечной фрезы на геометрические характеристики и точность стружки конического зубчатого колеса. Результаты показывают, что увеличение числа зубьев бритвы и угла наклона вала может снизить риск подреза поверхности бритвы. Увеличение количества зубьев бритвенной фрезы и уменьшение угла наклона вала может ослабить влияние ошибок установки на точность бритья. В конце концов, в программном обеспечении Vericut создается платформа для моделирования, проверяется реализуемость предложенных моделей плунжерного бритья конических зубчатых колес. Предложенные модели обеспечивают плунжерное шлифование конических зубчатых колес на обычных зубошлифовальных станках и прецизионное изготовление без искажения конических зубчатых колес с модификацией.
В конце концов, в программном обеспечении Vericut создается платформа для моделирования, проверяется реализуемость предложенных моделей плунжерного бритья конических зубчатых колес. Предложенные модели обеспечивают плунжерное шлифование конических зубчатых колес на обычных зубошлифовальных станках и прецизионное изготовление без искажения конических зубчатых колес с модификацией.
Бевелоидные зубчатые колеса, также известные как конические эвольвентные зубчатые колеса, представляют собой более общие формы эвольвентных зубчатых колес. Любой тип вращательного движения, включая параллельные оси и скрещенные оси, может быть передан парами конических зубчатых колес. Беззазорная передача может быть легко реализована путем регулировки относительного осевого положения конической зубчатой пары. Сразу же конические зубчатые колеса стали использоваться в скоростных паромах, полноприводных автомобилях, системах трансмиссии винтокрылых машин и точном авиационном оборудовании.
В последние годы были проведены обширные исследования конических зубчатых колес. Mitome [1] предложил метод обработки конических зубчатых колес реечной фрезой специальной конструкции и исследовал влияние погрешностей обработки и погрешностей монтажа на прецизионную передачу. Помимо шлифования с подачей нила, компания Mitome внедрила зубофрезерование со скользящим конусом стола и зубофрезерование с наклонной оправкой для конических зубчатых колес [2,3]. Эксперименты по обработке показали, что зубофрезерование с наклонной рабочей оправкой является наиболее практичным методом. Для улучшения площади контакта конических зубчатых пар под непараллельной осью Митоме [4] предложил вогнутые конические зубчатые колеса. Лю [5] представил новый метод шлифования вогнутых конических зубчатых колес и создал математическую модель вогнутого конического зубчатого колеса. Ву [6,7] предложил метод расчета геометрии конических зубчатых колес, характеризующихся приблизительным линейным контактом, и провел анализ контакта нагруженных зубьев для пары конических зубчатых колес со скрещенными осями.
Mitome [1] предложил метод обработки конических зубчатых колес реечной фрезой специальной конструкции и исследовал влияние погрешностей обработки и погрешностей монтажа на прецизионную передачу. Помимо шлифования с подачей нила, компания Mitome внедрила зубофрезерование со скользящим конусом стола и зубофрезерование с наклонной оправкой для конических зубчатых колес [2,3]. Эксперименты по обработке показали, что зубофрезерование с наклонной рабочей оправкой является наиболее практичным методом. Для улучшения площади контакта конических зубчатых пар под непараллельной осью Митоме [4] предложил вогнутые конические зубчатые колеса. Лю [5] представил новый метод шлифования вогнутых конических зубчатых колес и создал математическую модель вогнутого конического зубчатого колеса. Ву [6,7] предложил метод расчета геометрии конических зубчатых колес, характеризующихся приблизительным линейным контактом, и провел анализ контакта нагруженных зубьев для пары конических зубчатых колес со скрещенными осями. Цай [8] разработал модель зацепления, включающую погрешности установки конических зубчатых пар, исследовал контактные характеристики конических зубчатых колес при различных типах установки и проанализировал влияние ошибок установки на характеристики зацепления. Для дальнейшего улучшения зацепления конических зубчатых пар Брехер [9,10] предложил идею модификации конических зубчатых колес, проанализировал влияние методов обработки на поведение трансмиссии конических зубчатых колес и предложил метод оптимального проектирования геометрических параметров конических зубчатых колес с учетом погрешностей изготовления. Сонг [11] представил численный подход к проектированию с модификацией зубьев и проанализировал влияние различных модификаций зубьев на характеристики зацепления, включая контактный эллипс, контактный путь и ошибку передачи для пары скрещенных конических зубчатых колес с малым углом наклона вала. Результаты показали, что модификация может улучшить поведение сетки. Zhu [12,13] предложил численный подход к проектированию с параболическими модификациями для конических зубчатых колес и провел анализ контакта зубьев и анализ контакта под нагрузкой для конического зубчатого колеса с параболическими модификациями.
Цай [8] разработал модель зацепления, включающую погрешности установки конических зубчатых пар, исследовал контактные характеристики конических зубчатых колес при различных типах установки и проанализировал влияние ошибок установки на характеристики зацепления. Для дальнейшего улучшения зацепления конических зубчатых пар Брехер [9,10] предложил идею модификации конических зубчатых колес, проанализировал влияние методов обработки на поведение трансмиссии конических зубчатых колес и предложил метод оптимального проектирования геометрических параметров конических зубчатых колес с учетом погрешностей изготовления. Сонг [11] представил численный подход к проектированию с модификацией зубьев и проанализировал влияние различных модификаций зубьев на характеристики зацепления, включая контактный эллипс, контактный путь и ошибку передачи для пары скрещенных конических зубчатых колес с малым углом наклона вала. Результаты показали, что модификация может улучшить поведение сетки. Zhu [12,13] предложил численный подход к проектированию с параболическими модификациями для конических зубчатых колес и провел анализ контакта зубьев и анализ контакта под нагрузкой для конического зубчатого колеса с параболическими модификациями. Результаты моделирования показали, что конические зубчатые колеса с модификацией могут улучшить характеристики трансмиссии при несоосности.
Результаты моделирования показали, что конические зубчатые колеса с модификацией могут улучшить характеристики трансмиссии при несоосности.
В качестве одного из наиболее эффективных методов чистовой обработки зубчатых колес с модификацией также сообщалось о некоторых исследованиях зубобритья. Chang [14] предложил метод проектирования погружной фрезы цилиндрических эвольвентных зубчатых колес с модификацией. Лю [15] проанализировал влияние ошибок сборки бритвенной фрезы и параметров настройки станка на поверхность рабочего колеса и утолщение шага зуба с помощью моделирования. Чтобы устранить естественное скручивание бритвенного рабочего механизма с модификацией свинцовой коронки в процессе параллельного бритья, Ву [16] представил новый метод бритья, характеризующийся бритвенным лезвием с переменным углом давления. Шен [17] разработал интегрированную компьютерную обработку шлифования спироидных зубчатых колес на пятикоординатном станке с числовым программным управлением (ЧПУ). Фонг [18] создал математическую модель профиля зуба рабочих шестерен, обработанных процессом параллельного бритья с вспомогательным механизмом выпуклости, с помощью двухпараметрических уравнений зацепления. Ван [19] извлекли как традиционные, так и новые функции из сигналов акселерометра, полученных от бритвенного станка, и применили эвристический метод выбора функций для определения ключевых функций и классификации состояния инструмента. Fuentes [20] создал модель поколения погружной фрезы для цилиндрического эвольвентного зубчатого колеса с модификацией. Гуо [21] представил метод шлифования сопряжения торцевой шестерни с коническим зубчатым колесом с дисковым колесом и подтвердил это с помощью моделирования в программе Vericut.
Ван [19] извлекли как традиционные, так и новые функции из сигналов акселерометра, полученных от бритвенного станка, и применили эвристический метод выбора функций для определения ключевых функций и классификации состояния инструмента. Fuentes [20] создал модель поколения погружной фрезы для цилиндрического эвольвентного зубчатого колеса с модификацией. Гуо [21] представил метод шлифования сопряжения торцевой шестерни с коническим зубчатым колесом с дисковым колесом и подтвердил это с помощью моделирования в программе Vericut.
Несмотря на то, что были проведены обширные исследования конических зубчатых колес и плунжерных зубчатых колес, все исследования, упомянутые выше, в основном были сосредоточены на конструкции модификации конических зубчатых колес и цилиндрических эвольвентных зубчатых колес. Об исследованиях изготовления конических зубчатых колес с модификацией не сообщалось, особенно в отношении прецизионного изготовления. По сравнению с другими методами обработки зубчатых колес врезное шлифование является методом точной обработки. Таким образом, точность обработки лучше, чем при нарезании зубчатых колес, например при зубофрезерной обработке и формовании зубчатых колес. Согласно теории зубчатых колес [22, 23], на конических зубчатых передачах с модификацией возникает искривление зубьев, если применяется метод обкатного шлифования. Были предприняты значительные усилия по устранению искажений для эвольвентных зубчатых колес, но как устранить искажения в конических зубчатых колесах с модификацией, все еще остается проблемой [24], [25], [26], [27]. Тем более, что у конических зубчатых колес левая поверхность зуба отличается от правой. Левая и правая поверхности зуба не могут быть отшлифованы одновременно в фасонном шлифовании. В отличие от генераторного шлифования, погружной бритвенный инструмент разработан на основе метода однооболочечной обработки. Следовательно, контакт между плунжерным бритвенным инструментом и коническими зубчатыми колесами представляет собой линию. Причем подача только радиальная, что позволяет избежать деформации зуба.
Таким образом, точность обработки лучше, чем при нарезании зубчатых колес, например при зубофрезерной обработке и формовании зубчатых колес. Согласно теории зубчатых колес [22, 23], на конических зубчатых передачах с модификацией возникает искривление зубьев, если применяется метод обкатного шлифования. Были предприняты значительные усилия по устранению искажений для эвольвентных зубчатых колес, но как устранить искажения в конических зубчатых колесах с модификацией, все еще остается проблемой [24], [25], [26], [27]. Тем более, что у конических зубчатых колес левая поверхность зуба отличается от правой. Левая и правая поверхности зуба не могут быть отшлифованы одновременно в фасонном шлифовании. В отличие от генераторного шлифования, погружной бритвенный инструмент разработан на основе метода однооболочечной обработки. Следовательно, контакт между плунжерным бритвенным инструментом и коническими зубчатыми колесами представляет собой линию. Причем подача только радиальная, что позволяет избежать деформации зуба. Поэтому имеет смысл исследовать плунжерное бритье конических зубчатых колес.
Поэтому имеет смысл исследовать плунжерное бритье конических зубчатых колес.
В этой статье впервые предлагается общая модель конического зубчатого колеса с модификацией. Для достижения врезного бритья конических зубчатых колес была создана модель врезного шлифования конических зубчатых колес, основанная на структуре обычных зубошлифовальных станков и концепции генерации конических зубчатых колес. Разработаны установочные отношения между бритвенной фрезой и рабочим механизмом. Создана производящая модель погружной фрезы для конических зубчатых колес. Проанализировано влияние параметров бритвенного станка на его геометрические характеристики и точность бритья. Кроме того, создана платформа моделирования зубобритья, разработана имитация шейпинга конического зубчатого колеса с модификацией.
Фрагменты сечений
В соответствии с концепцией образующей, введенной Мерритом [28], конические зубчатые колеса охватываются образующей зубчатой рейкой. Делительная плоскость образующей рейки-резца пересекает ось охватываемых конических колес, что образует угол, т.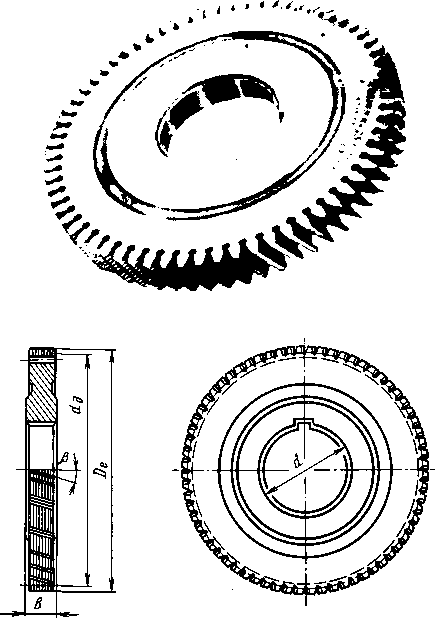 е. угол конуса конических колес. В статье концепция применяется для построения математической модели конических зубчатых колес.
е. угол конуса конических колес. В статье концепция применяется для построения математической модели конических зубчатых колес.
Чтобы определить геометрию бритвы, возьмите коническую шестерню, которую нужно брить, в качестве идеального генерирующего инструмента. В соответствии с принципом процесса погружного бритья его можно рассматривать как конверт с одним параметром. Следовательно, шейвер и коническая шестерня находятся в прямолинейном контакте.
На основе производящей модели конического зубчатого колеса, показанной на рис. 2, построена модель плунжерного шеврона конических зубчатых колес, как показано на рис. 4. Здесь коническое зубчатое колесо и плунжерный шейпер представлены шагом
Подрезание плунжерного шейпа поверхностей следует избегать, что ослабляет корневую прочность бритвы. Математически подрезка шейверов связана с появлением особых точек на подлежащих бритве конических поверхностях зубчатых колес в процессе огибающей. В подлежащих шлифованию конических зубчатых поверхностях часть за пределами особых точек вызовет подрезание.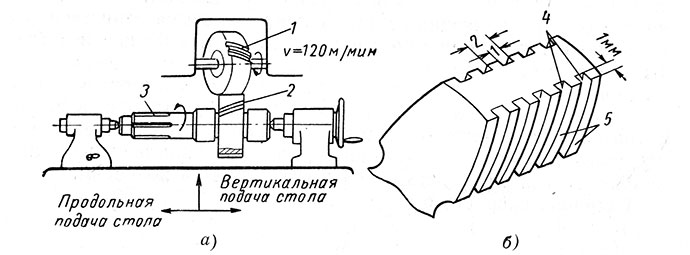 Для определения особых точек в работе использовалась теория, введенная Литвиным [23].
Для определения особых точек в работе использовалась теория, введенная Литвиным [23].
В процессе шлифования конической шестерни
В процессе шлифовки конической шестерни неизбежны ошибки при установке. На основе модели бритья, показанной на рис. 4, разрабатывается модель бритья, включающая ошибки установки, как показано на рис. 7. Здесь все ошибки установки между подлежащим бритью коническим зубчатым колесом и бритвой преобразуются в бритву. Рассматриваются три типа ошибок установки: ошибка горизонтального поворота γh, ошибка вертикального поворота γv и ошибка межосевого расстояния ΔE. На основе систем координат
В программном обеспечении Vericut разработана платформа моделирования бритья на основе обычного зубобритвенного станка, как показано на рис. 8. Основные параметры бритвенного конического зубчатого колеса перечислены в таблице 1. В таблице 2 перечислены параметры бритвы. По модели стружки рассчитаны параметры установки, которые приведены в таблице 3. Геометрия зубчатой рейки в профиле и продольной:fl/r(u)=0,00525u2hl/r(l)=0,015225l2
Согласно параметры конического зубчатого колеса, 3D модель
В статье исследуется плунжерное бритье конических зубчатых колес.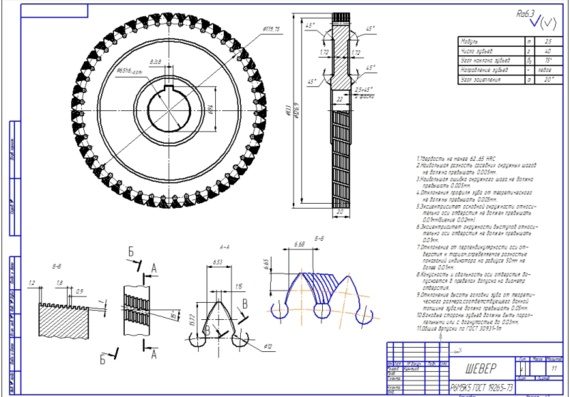 Он характеризуется достижением погружной стружки конического зубчатого колеса на обычных станках для шлифования зубьев без необходимости изменения конструкции станка. При этом достигается точность изготовления без искажения конического зубчатого колеса при доработке. Это может значительно способствовать применению конических зубчатых колес с модификацией. На основании описанного выше исследования можно сделать следующие выводы:
Он характеризуется достижением погружной стружки конического зубчатого колеса на обычных станках для шлифования зубьев без необходимости изменения конструкции станка. При этом достигается точность изготовления без искажения конического зубчатого колеса при доработке. Это может значительно способствовать применению конических зубчатых колес с модификацией. На основании описанного выше исследования можно сделать следующие выводы:
9
51875066).
Ссылки (28)
- Ю.П. Ши и др.
Методика коррекции боковой поверхности пятикоординатного зубошлифовального станка с ЧПУ
Мех. Мах. Теория
(2012)
- Р. Чжоу и др.
Способ шлифования сопряжения торцевой шестерни с конической цилиндрической эвольвентной шестерней
Мех. Мах. Theory
(2019)
- A. Fuentes et al.
Компьютеризированное проектирование модифицированных косозубых колес, обработанных плунжерной обработкой
Comput Methods Appl.
 мех. англ.
мех. англ.(2010)
- Y. Wang et al.
Выбор эвристического признака для классификации износа бритвенного инструмента
J. Изготовитель. науч. англ.
(2017)
- Р. Хсу и др.
Анализ вспомогательной выпуклости при параллельном зубчатом шевинге
Mech Mach Theory
(2010)
- G. Ni et al.
Влияние параболической модификации зубчатой рейки на характеристики контакта под нагрузкой для скрещенных конических зубчатых колес с несоосностью
Внутр. Дж. Мех. науч.
(2018)
- Г. Ni и др.
Анализ контакта зубьев скрещенной конической передачи с параболической модификацией
Мех. Мах. Theory
(2017)
- S. Liu et al.
Влияние модификаций зубьев на характеристики зацепления пары скрещенных конических зубчатых колес с малым углом наклона вала
Мех.
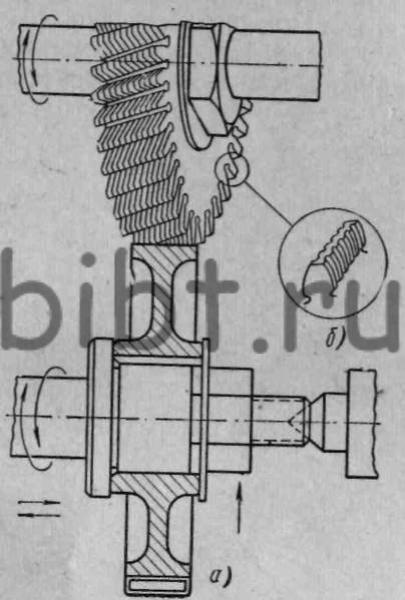 Мах. Theory
Мах. Theory(2018)
- C. Brecher et al.
Функционально-ориентированные допуски модификаций боковых поверхностей зубьев конических зубчатых колес
Procedia Cirp
(2016)
- C. Liu et al.
Контактные характеристики конических зубчатых колес
Мех. Мах. Theory
(2002)
Анализ контактных напряжений косоконических эвольвентных зубчатых передач при приближенном линейном контакте
Мех. Мах. Теория
(2009)
Коническая эвольвентная шестерня: часть 3. Действие зубьев пары шестерен
Бык. JSME
(1985)
Врезное шлифование прямого конического эвольвентного зубчатого колеса
JSME Int. Дж. Сер. С, Дин. Контроль, робот. Дес. Произв.
(1993)
 ..
..Компьютеризированный метод контактного давления и распределения нагрузки для скрещенных конических зубчатых колес
4, Механизм и теория машин
Точное контактное давление и распределение нагрузки являются ключевыми показателями оценки конструкции конических зубчатых колес. Предлагается численный подход к расчету контактного давления и распределения нагрузки для скрещенных конических зубчатых колес в отличие от традиционного метода, основанного на пакете программ конечно-элементного моделирования. Чтобы получить свойства гибкости поверхностей зубьев конической шестерни, сначала строится точная модель конечных элементов (КЭ) зуба конической шестерни с галтелями корня. Модель решения для скрещенных конических зубчатых колес разработана с использованием метода коэффициентов влияния. Представлен расширенный подход к решению для повышения надежности модели решения путем устранения ограничения метода коэффициентов влияния. Кроме того, представлено уникальное контактное давление.
 Предложенный численный пример может быть использован для проверки предложенной методики.
Предложенный численный пример может быть использован для проверки предложенной методики.Надежная оптимизация геометрических параметров скрещенной конической пары с приближенным линейным контактом
2022, Механизм и теория машин
Для скрещенной конической зубчатой пары с приблизительным линейным контактом макроскопический геометрический параметр является доминирующим фактором, влияющим на зацепление характеристики. Однако расчет геометрических параметров и надежность при несоосности представляют большие трудности. Чтобы решить эти проблемы, сначала предлагается усовершенствованный метод проектирования конического зубчатого колеса с приближенным линейным контактом. На основе этого разработана робастная оптимизационная модель геометрических параметров скрещенных конических зубчатых пар с приближенным линейным контактом. Рассматриваются три элемента оценки, а именно максимальное контактное давление, расстояние смещения контактной дорожки и коэффициент контакта.
 Для сокращения времени расчета для расчета контактного давления применяется метод коэффициента влияния. Принимая во внимание характеристики неопределенности и распределения отклонений при установке, среднее максимальное контактное давление, расстояние смещения дорожки контакта и отношение рассматриваются как целевые функции, сформулированные как задача оптимизации надежной конструкции. Наконец, робастная оптимизация скрещенной конической зубчатой пары на основе быстрого элитарного генетического алгоритма сортировки без доминирования (NSGA-II) применяется для решения модели для получения фронта Парето макроскопических геометрических параметров. Приведен численный пример, демонстрирующий эффективность предложенного метода.
Для сокращения времени расчета для расчета контактного давления применяется метод коэффициента влияния. Принимая во внимание характеристики неопределенности и распределения отклонений при установке, среднее максимальное контактное давление, расстояние смещения дорожки контакта и отношение рассматриваются как целевые функции, сформулированные как задача оптимизации надежной конструкции. Наконец, робастная оптимизация скрещенной конической зубчатой пары на основе быстрого элитарного генетического алгоритма сортировки без доминирования (NSGA-II) применяется для решения модели для получения фронта Парето макроскопических геометрических параметров. Приведен численный пример, демонстрирующий эффективность предложенного метода.Исследование схемы управления некруглой косозубой зубчатой передачей с ЧПУ на основе переменного передаточного числа
2022, Труды Института инженеров-механиков, часть B: Journal of Engineering Manufacture зубчатые колеса и анализ характеристик шлифования
2022, Достижения в области производства
Усовершенствованный метод расчета линейной зубчатой пары на основе теории винтов
2022, Журнал механических наук и технологий
Анализ коэффициента контакта эвольвентных конических зубчатых колес с малой разницей зубьев
2022, Журнал перспективного механического проектирования, систем и производства
статьи в Scopus
Научная статья
Цельнолитая конструкция для вращательной балансировки дисковых кулачков
Теория механизмов и машин, том 161, 2021 г.
 , статья 104282
, статья 104282В этой статье предлагается усовершенствованная и универсальная конструкция противовесов, которые можно применять для достижения полного вращательного баланса дисковых кулачков. К дисковому кулачку с дугообразным отверстием добавлена пара выступов противовеса, выполненных как единое целое, для одновременного достижения условий статической и динамической балансировки. Радиально внешний контур каждого выступа противовеса является точно частью профиля кулачка. С помощью аналитических выражений и полученных геометрических свойств профиля кулачка устанавливается систематический подход к получению теоретических решений интегральных противовесов на основе вывода условий балансировки и процедуры решения. Также создается оптимизационная модель. Впоследствии для проверки осуществимости и эффективности предложенной конструкции были спроектированы и построены две аппаратные модели для измерения вызванных ими вибраций и сил тряски. Экспериментальные результаты показали, что дисковый кулачок с противовесом может подавлять индуцированные вибрации и уменьшать индуцированные силы тряски, и особенно может эффективно подавлять интенсивность резонансных явлений.
 Следовательно, предлагаемая конструкция позволяет улучшить динамические характеристики дисковых кулачковых механизмов.
Следовательно, предлагаемая конструкция позволяет улучшить динамические характеристики дисковых кулачковых механизмов.Научная статья
Математическое моделирование параллельного механизма с 3 чашками с использованием точки Ферма
Механизм и теория машин, том 161, 2021 г., статья 104326
Настоящий документ посвящен анализу кинематики позы и скорости , а также динамики для параллельного механизма с тремя степенями свободы типа 3-CUP. Этот механизм состоит из двух треугольных твердых тел, одного неподвижного (основание) и другого подвижного (платформа), соединенных друг с другом тремя кинематическими цепями, каждая из которых имеет цилиндрическую (С), универсальную (У) и призматическую (П) ) соединение. Новый подход используется для кинематического анализа, а также для получения динамических уравнений движения системы. При таком подходе инструменты геометрии, векторного анализа и, главным образом, точка Ферма используются для получения замкнутого решения прямой задачи кинематики для такого рода параллельных роботов с треугольной мобильной платформой с изменяемой геометрией.
 В конце полученные аналитические модели кинематики и динамики сравниваются посредством моделирования с соответствующими моделями, рассчитанными с использованием коммерческого программного обеспечения; результаты позволяют валидировать подход.
В конце полученные аналитические модели кинематики и динамики сравниваются посредством моделирования с соответствующими моделями, рассчитанными с использованием коммерческого программного обеспечения; результаты позволяют валидировать подход.Исследовательская статья
Задача оценки жесткости робота: решение с помощью дополнений Шура и значений коллинеарной жесткости
Теория механизмов и машин, том 161, 2021 г., статья 104297 (CSV) – применяется к упругоопорной системе, жесткость которой определяется размерно-неоднородной матрицей жесткости (DISM). Существуют два формальных представления DISM: как матрица одновременных линейных уравнений и как матрица квадратичной формы в единичных твист-сущностях. Показано, что решение первой и оптимизация второй модели приводят к идентичным решениям: прямая оценка жесткости, выражающаяся через собственные значения двух дополнений Шура, построенных из блоков исходной DISM. Обе формализации имеют простую инженерную интерпретацию в терминах условий равновесия и виртуальной работы соответственно.
 Применяемые решения осуществляются методом преобразования гаечного ключа и методом преобразования единичного кручения. Собственные значения дополнений Шура представляют значения жесткости перемещения и вращения, в общем называемые CSV. Определены необходимые и достаточные условия сингулярных конфигураций робота. Связанные с жесткостью параметры платформы Гофа-Стюарта и серийного планарного манипулятора RRR, включая их проблему сингулярности, формулируются с помощью дополнений Шура.
Применяемые решения осуществляются методом преобразования гаечного ключа и методом преобразования единичного кручения. Собственные значения дополнений Шура представляют значения жесткости перемещения и вращения, в общем называемые CSV. Определены необходимые и достаточные условия сингулярных конфигураций робота. Связанные с жесткостью параметры платформы Гофа-Стюарта и серийного планарного манипулятора RRR, включая их проблему сингулярности, формулируются с помощью дополнений Шура.Научная статья
Решение в замкнутой форме для нелинейных пространственных прогибов полосовых изгибов большого удлинения с учетом жесткости под нагрузкой второго порядка
Теория механизмов и машин, том 161, 2021 г., статья 104324
Моделирование нелинейных пространственных прогибов изгибов полос была сложной проблемой в исследованиях податливых механизмов. Хотя было несколько практически полезных методов моделирования пространственных отклонений, немногие из них вывели нагрузку-смещение непосредственно из основных уравнений, что означает, что им не хватает физического понимания.
 В этой работе получены соотношения нагрузка-перемещение для полосовых изгибов с большим коэффициентом удлинения путем решения нелинейных определяющих дифференциальных уравнений полосовых изгибов. Метод степенных рядов используется для решения основных уравнений, поскольку другие аналитические методы неэффективны, учитывая сложность уравнений. Затем, упростив решение, используя разложение и усечение ряда Тейлора, получают замкнутые соотношения нагрузка-перемещение. Два примера используются для проверки точности решения. Сравнивая с ранее опубликованными моделями, наша модель продемонстрировала способность фиксировать соответствующие геометрические нелинейности в промежуточном диапазоне отклонения, определяемом как менее 10% длины. Результирующее соотношение нагрузки и смещения, представленное в этой работе, предлагает полезный и параметризованный инструмент для понимания поведения ограничений изгибов полос с большим соотношением сторон и синтеза податливых конструкций механизмов с нелинейным кинетостатическим поведением.
В этой работе получены соотношения нагрузка-перемещение для полосовых изгибов с большим коэффициентом удлинения путем решения нелинейных определяющих дифференциальных уравнений полосовых изгибов. Метод степенных рядов используется для решения основных уравнений, поскольку другие аналитические методы неэффективны, учитывая сложность уравнений. Затем, упростив решение, используя разложение и усечение ряда Тейлора, получают замкнутые соотношения нагрузка-перемещение. Два примера используются для проверки точности решения. Сравнивая с ранее опубликованными моделями, наша модель продемонстрировала способность фиксировать соответствующие геометрические нелинейности в промежуточном диапазоне отклонения, определяемом как менее 10% длины. Результирующее соотношение нагрузки и смещения, представленное в этой работе, предлагает полезный и параметризованный инструмент для понимания поведения ограничений изгибов полос с большим соотношением сторон и синтеза податливых конструкций механизмов с нелинейным кинетостатическим поведением.
Исследовательская статья
Анализ положения, скорости и рабочего пространства нового параллельного манипулятора с 6 степенями свободы с «проникающими» стержнями
Теория механизмов и машин, том 161, 2021 г., статья 104300 нового параллельного манипулятора с шестью степенями свободы и тремя кинематическими цепями. Каждая цепь манипулятора представляет собой так называемый «колющий» стержень, который впрыскивается в рабочую зону механизма. Статья начинается с описания механизма и его возможных приложений, после чего следует анализ подвижности на основе теории винтов. После этого выполняется анализ позиционирования, включающий алгоритмы решения обратной и прямой задач кинематики. В статье рассмотрено несколько подходов к решению задачи прямой кинематики. Далее следует анализ скоростей, который обеспечивает взаимосвязь между скоростями выходного звена и скоростями привода. Анализ рабочего пространства продолжает кинематическое исследование. В исследовании рассматриваются два типа рабочих пространств: перевод и ориентация.
 Геометрический подход, связанный с различными ограничениями механизма, используется для построения рабочего пространства перемещения, а ориентационное достигается комбинацией геометрических и дискретных методов. В работе также исследуется зависимость формы и объема рабочих пространств от геометрических параметров манипулятора. В последнем разделе статьи изучается производительность манипулятора на основе обратного числа условия. Предлагаемые алгоритмы сопровождаются примерами, выполненными с помощью MATLAB.
Геометрический подход, связанный с различными ограничениями механизма, используется для построения рабочего пространства перемещения, а ориентационное достигается комбинацией геометрических и дискретных методов. В работе также исследуется зависимость формы и объема рабочих пространств от геометрических параметров манипулятора. В последнем разделе статьи изучается производительность манипулятора на основе обратного числа условия. Предлагаемые алгоритмы сопровождаются примерами, выполненными с помощью MATLAB.Научная статья
Методология модульного моделирования применительно к динамическому анализу параллельных механизмов
Теория механизмов и машин, том 161, 2021 г., статья 104332
Динамическое моделирование является комплексной темой в области многотельных систем. В частности, для параллельных механизмов в литературе уже предложено большое количество подходов. Тем не менее, с точки зрения проектирования параллельных роботов, все еще можно выявить необходимость упрощения и систематизации процедур моделирования, что упрощает создание и изменение модели, исследуя присущую этим системам модульность.
 Методология модульного моделирования (МММ), недавно представленная для работы с общими многотельными системами, предназначена для улучшения процесса вывода за счет использования библиотек математических моделей, уже доступных для механических подсистем (модулей), наряду с вычислительными инструментами общего назначения. Учитывая отличительную топологию параллельных механизмов, в этой статье представлен новый иерархический метод, основанный на МММ, для получения математических моделей для этих систем. Чтобы проиллюстрировать применение этой методологии и продемонстрировать неотъемлемые преимущества, предоставляется библиотека образцов моделей и тематическое исследование механизма пространственной параллельности, 2 RRRS + P(Pa)P.
Методология модульного моделирования (МММ), недавно представленная для работы с общими многотельными системами, предназначена для улучшения процесса вывода за счет использования библиотек математических моделей, уже доступных для механических подсистем (модулей), наряду с вычислительными инструментами общего назначения. Учитывая отличительную топологию параллельных механизмов, в этой статье представлен новый иерархический метод, основанный на МММ, для получения математических моделей для этих систем. Чтобы проиллюстрировать применение этой методологии и продемонстрировать неотъемлемые преимущества, предоставляется библиотека образцов моделей и тематическое исследование механизма пространственной параллельности, 2 RRRS + P(Pa)P.
Посмотреть полный текст
© 2021 Elsevier Ltd. Все права защищены.
Лучшие кремы и средства для удаления волос (2022 г.): кремы, воск и многое другое
Medea Giordano
Gear
Бритье волос вызывает ожоги. Эти альтернативы могут быть лучше для вашей кожи и вашего здравомыслия.
Избавление от волос на теле может быть разочаровывающим и болезненным, тем более, что нет двух одинаковых тел. Волосы могут быть вьющимися или прямыми, темными или светлыми, жесткими или тонкими. Бритье популярно, потому что оно простое и дает мгновенные результаты, но для некоторых людей (включая меня) это болезненная неприятность.
У меня упрямая, чувствительная кожа, на которой появляются ожоги от бритвы и вросшие волосы. Моя кожа так чешется между бритьями, что я пускаю кровь, бездумно царапая ее. Но я не могу сопротивляться ощущению сверхгладких ног на свежих простынях, поэтому я решил найти альтернативы, которые были бы более легкими для моей кожи и, надеюсь, для вашей. Также важно сказать: вам совершенно не нужно , чтобы избавиться от волос на теле. Что бы ни говорили социальные нормы, это личный выбор.
Если вас беспокоят волосы на голове, ознакомьтесь с нашими инструкциями по стрижке и окрашиванию волос в домашних условиях. Кроме того, ознакомьтесь с нашим исчерпывающим руководством по уходу за собой, чтобы получить другие советы по уходу.
Кроме того, ознакомьтесь с нашим исчерпывающим руководством по уходу за собой, чтобы получить другие советы по уходу.
Обновлено за сентябрь 2021 г. Мы добавили дополнительные возможности, в том числе Panasonic Wet/Dry Shaver, Nair Whipped Cream и другие.
Если вы покупаете что-то по ссылкам в наших историях, мы можем получить комиссию. Это помогает поддерживать нашу журналистику. Учить больше. Также рассмотрите возможность подписки на WIRED 9.0005
Фото: Екатерина Пантелей/Getty Images
Что нужно знать перед тем, как попробовать
Советы по удалению волос ) крем или лазер, имейте в виду несколько вещей:
- Проведите небольшое исследование. Не все продукты подходят для ваших волос или кожи. Даже если кому-то нравится продукт, это не значит, что понравится и вам.
- Прочитайте инструкции для каждый продукт. Даже если вы использовали крем для депиляции раньше, это не значит, что вы использовали их все.
 С некоторыми продуктами вам, возможно, придется подождать, пока ваши волосы не станут достаточно длинными. Например, вы должны использовать воск только на волосах длиной около 1/4 дюйма.
С некоторыми продуктами вам, возможно, придется подождать, пока ваши волосы не станут достаточно длинными. Например, вы должны использовать воск только на волосах длиной около 1/4 дюйма. - Сначала выполните патч-тест. Это лучший способ убедиться, что ваша кожа не вызовет негативной реакции.
- Используйте его только на тех частях тела, для которых он предназначен. Будьте особенно осторожны с продуктами, которые вы наносите на лицо и область лобка.
Фотография: Nair
Крем для депиляции для ног
Маска для ног Nair
Я не думал, что что-то настолько простое, как нанесение крема и его вытирание, может помочь моим жестким волосам, но есть причина, по которой Nair существует с 1940 года. Его маска для ног — мой фаворит из всех продуктов, которые я тестировала для этого руководства — теперь у меня гладкие ноги без зуда и вросших волос. Это доступно! Но если вы используете его в качестве средства для удаления волос на ногах только в форме , вы быстро израсходуете бутылку, так как вам нужен щедрый слой, чтобы покрыть волосы.

Я пробовала маски с углем и маслом ши, но есть и версия с глиной и морскими водорослями. Я не заметила заметной разницы между ними — оба удаляли волосы одинаково хорошо, оставляя кожу мягкой, — но уголь не имел такого сильного запаха. Они предназначены только для ног, отсюда и название, и их нельзя использовать в зоне бикини.
★ Еще один фаворит: Взбитые сливки для бритья Nair’s Bladeless ($9) — еще один выдающийся продукт, предназначенный для большего количества частей тела. Он немного лучше пахнет и так же хорошо удаляет волосы, но флаконы меньше, поэтому вы пройдете его быстрее.
$10 в Target
$13 в Ulta Beauty
Фото: Glee
Wax Off
Восковые полоски Glee
Восковая депиляция обеспечивает более гладкую поверхность кожи и держится дольше, чем при использовании кремов для бритья. Я предпочитаю экономить на профессиональных восках, но они дорогие. К счастью, есть предварительно вощеные полоски, которые легко использовать в домашних условиях.
 Восковые полоски Glee для больших площадей доступны по цене и рекомендуются сотрудниками WIRED. Еще одним фаворитом является восковая ручка Parissa, которая отлично подходит для бровей или верхней губы, потому что точный наконечник может проникнуть в эти небольшие области, не создавая беспорядка (или рискуя оторвать половину брови).
Восковые полоски Glee для больших площадей доступны по цене и рекомендуются сотрудниками WIRED. Еще одним фаворитом является восковая ручка Parissa, которая отлично подходит для бровей или верхней губы, потому что точный наконечник может проникнуть в эти небольшие области, не создавая беспорядка (или рискуя оторвать половину брови).Я предпочитаю твердый воск, используемый в некоторых салонах, особенно в чувствительных зонах, таких как линия бикини, потому что он прилипает к волосяным фолликулам, а не к коже. Это намного менее болезненно, чем отрывать полоску, но это дороже и требует поездки вдали от дома. Если вы делаете это сами, это может быть грязно. (Вы можете купить набор для нанесения твердого воска для домашнего использования, но грелки могут стоить несколько сотен долларов).0319
Самые популярные
Фото: SmoothSkin; HoMedics
Устройства IPL
HoMedics Duo Lite
Устройства интенсивного импульсного света (IPL) нацелены на корень волоса, вызывая его выпадение и значительно уменьшая повторный рост с течением времени.
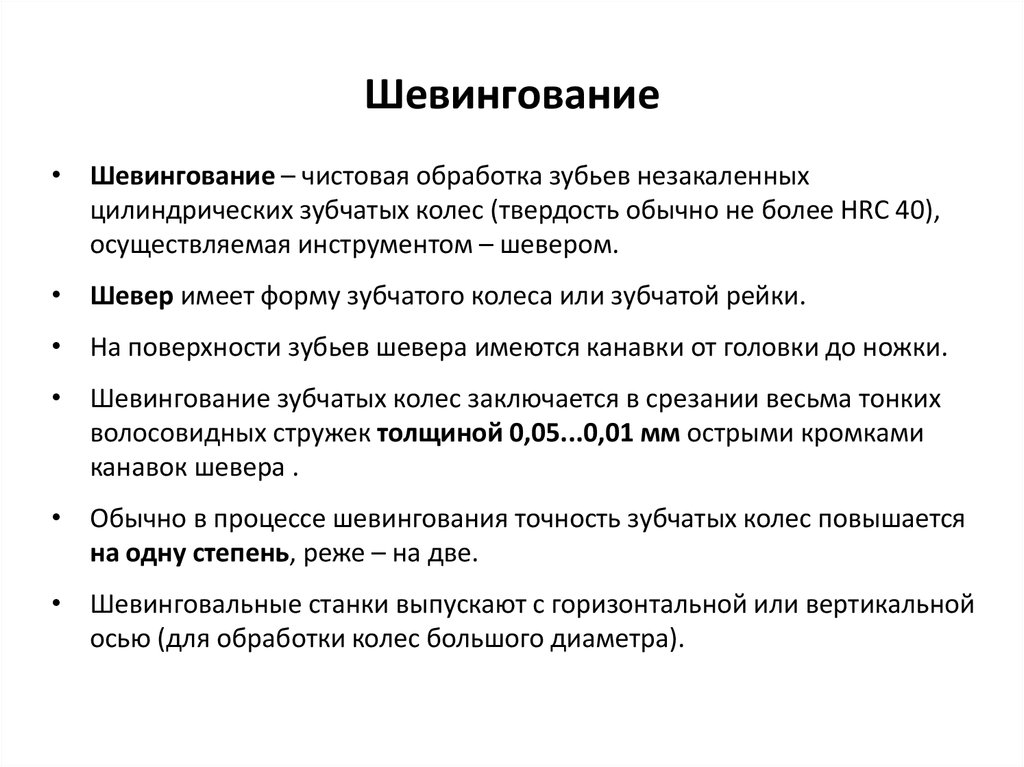 Это не то, от чего вы увидите результаты немедленно или равномерно, но после нескольких недель использования HoMedics Duo Lite я был приятно удивлен, увидев, что волосы снова отрастают участками (и, следовательно, 9).0372, а не , отрастающий в других патчах).
Это не то, от чего вы увидите результаты немедленно или равномерно, но после нескольких недель использования HoMedics Duo Lite я был приятно удивлен, увидев, что волосы снова отрастают участками (и, следовательно, 9).0372, а не , отрастающий в других патчах).Опять же, убедитесь, что вы прочитали инструкцию к устройству, которое вы получаете! Но в целом вам нужно сначала побрить область, которую вы хотите обработать, а затем провести устройством по этой области, нажимая кнопку один раз на каждом участке кожи. Эта вспышка света IPL может немного ощущаться как резиновая лента, щелкающая по вашей коже, но едва ли. IPL, как правило, небезопасна для светлых, рыжих или седых волос, а также для очень темной кожи. Даже если у вас бледная кожа и темные волосы, проведите патч-тест и начните с самой низкой настройки. Потребуется некоторое время, чтобы увидеть результаты, но вы не хотите навсегда оставить след на своей коже, торопясь или используя что-то, что вам не подходит.

★ Роскошная альтернатива: SmoothSkin Pure IPL (379 долларов США) (также доступна здесь) намного дороже, но заявляет, что имеет неограниченное количество вспышек. Для справки, HoMedics хватает на 100 000 вспышек. Pure также имеет датчик тона кожи, который используется для регулировки уровней интенсивности, поэтому маловероятно, что у вас останется поврежденная кожа.
200 долларов в Bed Bath & Beyond
200 долларов в HoMedics
Фото: Муказом
Весна для персика
Пружинный эпилятор Муказом
Тело человека покрыто пушковыми волосами, также называемыми персиковым пухом. В основном они незаметны никому, кроме вас, и, как и остальные волосы на вашем теле, от них нет необходимости избавляться. Но я обнаружил, что в сочетании с моей текстурированной кожей лишние волосы означают, что мой макияж не ляжет гладко.
Эта пружина за 10 долларов может удалить большую часть персикового пуха без особых усилий. Поворачивая ручки, когда вы проводите ею по лицу, пружина удаляет волосы, не задевая кожу.
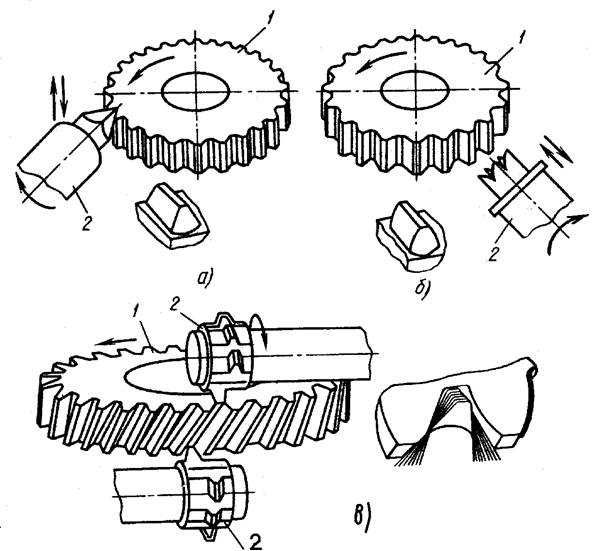 Звучит болезненно, но я делала это довольно бездумно во время просмотра телевизора (хотя область над верхней губой была особенно чувствительна). Не используйте это вокруг бровей, так как вы можете вырвать больше, чем хотели.
Звучит болезненно, но я делала это довольно бездумно во время просмотра телевизора (хотя область над верхней губой была особенно чувствительна). Не используйте это вокруг бровей, так как вы можете вырвать больше, чем хотели.10 долларов США на Amazon
Фото: Dermaflash
Удаление персикового пуха и отшелушивание
Dermaflash Luxe
Другой способ удалить этот персиковый пух — использовать отшелушивающую палочку, такую как Dermaflash Luxe. Писательница WIRED Лорин Страмп начала использовать Luxe после того, как заметила, что волосы на ее лице слишком сильно выделяются на ее встречах в Zoom. Сначала вымойте лицо, затем, натянув кожу, водите палочкой короткими движениями. Она говорит, что результат «отвратительный, хотя и удовлетворительный»: куча омертвевшей кожи и персикового пуха падает в раковину в ванной. Но у нее были звонкие слова одобрения: «Моя кожа была безупречной, сияющей и гладкой, и, что более важно, мои усы были стерты».
Однако это не идеально.
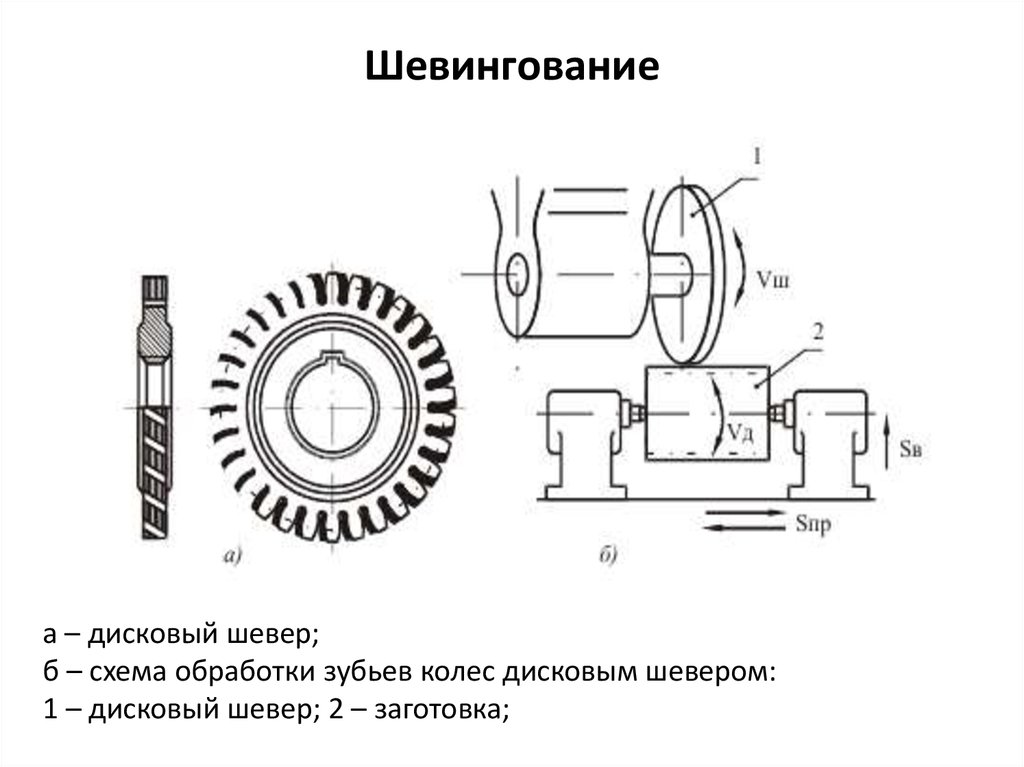 Это невероятно дорого и имеет расточительные одноразовые лезвия. Он также имеет кривую обучения; возможно, вам придется посмотреть несколько видеороликов на YouTube, прежде чем ваша первая попытка избежать красноватой кожи, о которой сообщают некоторые пользователи. Но боли нет; Лорин говорит, что это все равно, что тереть щеки ручкой электрической зубной щетки.
Это невероятно дорого и имеет расточительные одноразовые лезвия. Он также имеет кривую обучения; возможно, вам придется посмотреть несколько видеороликов на YouTube, прежде чем ваша первая попытка избежать красноватой кожи, о которой сообщают некоторые пользователи. Но боли нет; Лорин говорит, что это все равно, что тереть щеки ручкой электрической зубной щетки.★ Недорогая альтернатива: Набор Jill Glow Kit (25 долларов США) (или 20 долларов плюс 6 долларов ежемесячной подписки) — гораздо более дешевый, хотя и не такой роскошный способ добиться аналогичного результата. Он не раздражал мою кожу, и хотя он был острым, я не чувствовал, что рискую порезаться. Он поставляется с двумя лезвиями для больших и малых областей, таких как брови или верхняя губа. Подписка позволяет получать сменные лезвия каждый месяц. Мы сами не пользовались этими японскими бритвами (10 долларов), но они работают по похожему принципу, и нам нравятся другие продукты этой марки.
$199 at Nordstrom
$199 at Sephora
$199 at Dermaflash
Most Popular
Photograph: Philips
Trim Your Hair Instead
Philips Trimmers
Вам не нужно полностью удалять волосы, чтобы справиться с ними.
 Обрезка может помочь взять вещи под контроль. У Philips BikiniGenie (20 долларов) небольшая головка, поэтому его безопасно и легко использовать в чувствительных уголках нижней части тела (или на коленях и лодыжках). Но если вы хотите обрезать большие области, например, ноги или грудь, Philips Norelco (20 долларов) — лучший выбор. Он поставляется с набором насадок, включая прецизионный триммер, так что вы сможете справиться с любой областью.
Обрезка может помочь взять вещи под контроль. У Philips BikiniGenie (20 долларов) небольшая головка, поэтому его безопасно и легко использовать в чувствительных уголках нижней части тела (или на коленях и лодыжках). Но если вы хотите обрезать большие области, например, ноги или грудь, Philips Norelco (20 долларов) — лучший выбор. Он поставляется с набором насадок, включая прецизионный триммер, так что вы сможете справиться с любой областью.Если вы время от времени делаете воск для бикини и у вас твердая рука, вы можете подумать о том, чтобы подстричься хорошими ножницами для волос вместо машинки для стрижки. Если вы обычно посещаете восковую эпиляцию, один из них сказал мне, что они предпочитают это, поскольку короткое стрижка или бритье могут изменить текстуру волос и прогресс. Сотруднику WIRED нравятся ножницы Tweezerman из нержавеющей стали 2000 года (37 долларов США). Только не подходи слишком близко к коже.
20 долларов в Amazon (Norelco Multigroom)
18 долларов в Walmart (BikiniGenie)
Фото: Amazon.
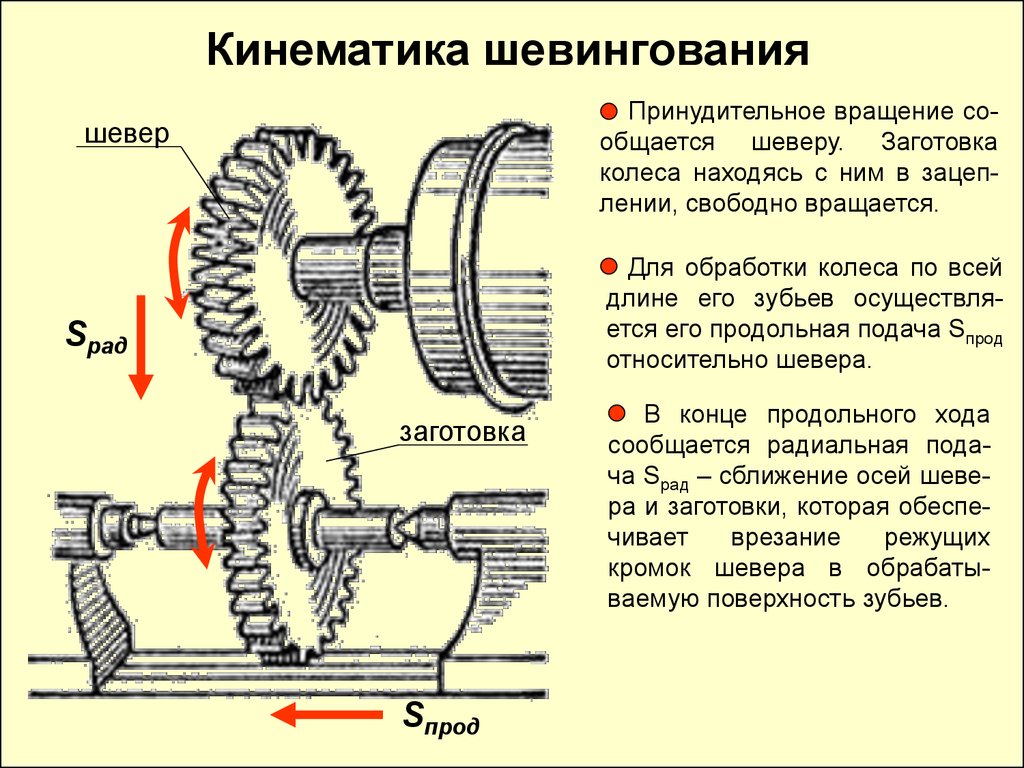 Электрические бритвы, как правило, не дают такого гладкого шелковистого ощущения, как при обычном бритье или восковой эпиляции — они просто не могут подобраться так близко к коже, — но эта очень близка. Он также не стягивает и не раздражает мою кожу, как это делают обычные аналоговые бритвы.
Электрические бритвы, как правило, не дают такого гладкого шелковистого ощущения, как при обычном бритье или восковой эпиляции — они просто не могут подобраться так близко к коже, — но эта очень близка. Он также не стягивает и не раздражает мою кожу, как это делают обычные аналоговые бритвы.Также не рекомендуется использовать аналоговую бритву для бритья сухой кожи, но, как можно догадаться по названию, вы можете использовать ее на влажной или сухой коже! Я на самом деле предпочитаю последний для более легкого бритья. Он также помещается прямо на зарядный блок, поэтому вокруг раковины в ванной не свисают лишние провода.
30 долларов20 долларов на Amazon20 долларов на Target
Фото: Getty Images
Дорогой, но в основном постоянный, вариант
Лазерная эпиляция
Лазерная эпиляция — самый интенсивный вариант в этом списке, если вы хотите избавиться от волос раз и навсегда. Это дорогой, болезненный и долгий процесс, но он может иметь смысл, если вы знаете, что вам больше не нужны волосы в определенной области.
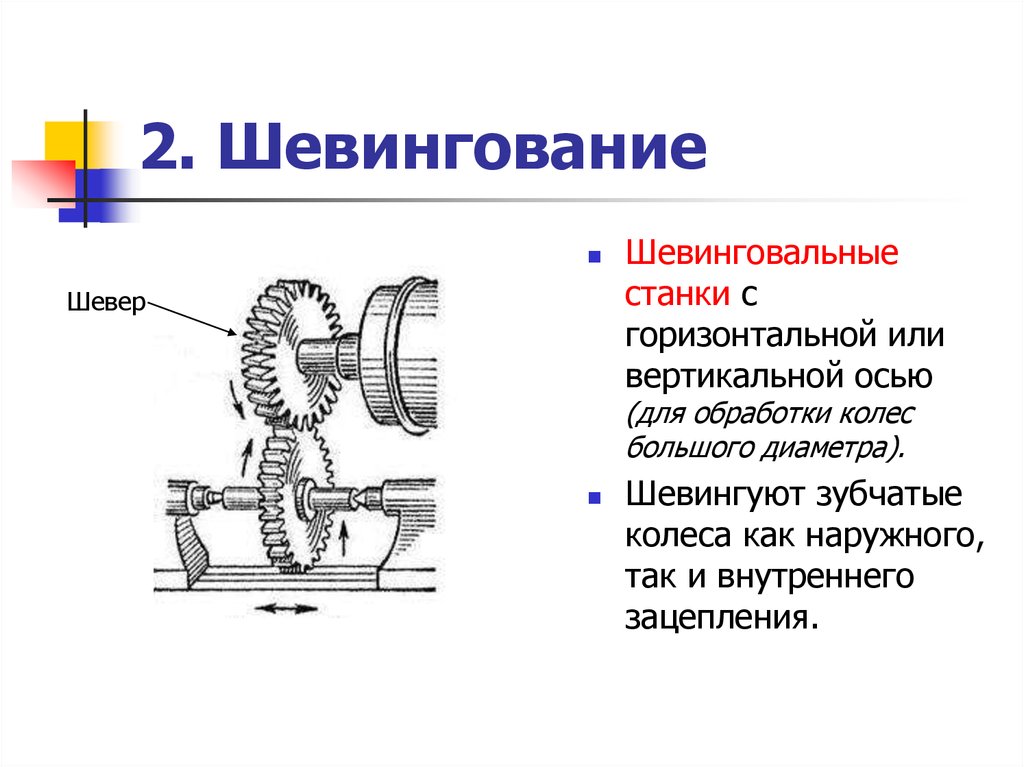
Раньше лазерная эпиляция работала только в том случае, если между вашими волосами и кожей был большой цветовой контраст, например, если у вас были темные волосы и бледная кожа. Тем не менее, технология продвинулась, чтобы охватить больше населения. Как и в случае с устройствами IPL, это не всегда хорошо работает для людей со светлыми и рыжими волосами, хотя некоторые лазеры теперь могут лечить первых. По этой причине я бы не стал играть на домашнем устройстве. Даже если вы идете в салон, сначала попросите патч-тест. Мы рекомендуем изучить объекты в вашем районе, чтобы узнать, какие типы лазеров они используют. Ваш дерматолог также может дать хорошие рекомендации.
Самые популярные
Фото: Philips
5 Фото: Philips
5
Эпилятор Philips Satinelle Advanced
Есть люди, которым нравятся эпиляторы. Если это ты, продолжай делать то, что делаешь, но я не из их числа.
 Эпиляторы удаляют волосы с корнем, как воск или выщипывание, так что вам не придется делать это так часто, как бритье или использование крема для депиляции, но это не так быстро, как воск, и это больно гораздо больше .
Эпиляторы удаляют волосы с корнем, как воск или выщипывание, так что вам не придется делать это так часто, как бритье или использование крема для депиляции, но это не так быстро, как воск, и это больно гораздо больше .Я попробовал Philips Satinelle, и мне удалось справиться только с одной ногой за один присест, и я регулярно делаю депиляцию всей нижней части тела. Мало того, что это было больно, так еще и удалялись только клочья волос. Там, где он удалил волосы, у меня остались красные пятна, которые держались два дня и болели при контакте с теплой водой в ванне. Я даже попробовал еще несколько раз на волосах разной длины, чтобы убедиться, что это не ошибка пользователя, но получил те же результаты. Я лучше потрачу деньги на восковую депиляцию, чем буду сидеть на еще одном болезненном сеансе.
68 долларов на Amazon
Фотография: Билли; Henson Shaving
Все еще не готовы отказаться от бритья?
Улучшенные аналоговые бритвы
Я предпочитаю альтернативные методы удаления волос, но иногда вам просто нужна обычная старая бритва.
 У нас есть несколько вариантов для рассмотрения, и в верхней части списка находится бритва с одним лезвием. Многие парикмахеры старой школы бреют лица своих клиентов опасной бритвой, потому что они обеспечивают более чистое и гладкое бритье с меньшим раздражением по сравнению с бритвой с 3 или 5 лезвиями. Вы может использовать одну из них дома, но безопасные бритвы с одним лезвием немного менее ужасны (я смотрю на тебя, Суини Тодд).
У нас есть несколько вариантов для рассмотрения, и в верхней части списка находится бритва с одним лезвием. Многие парикмахеры старой школы бреют лица своих клиентов опасной бритвой, потому что они обеспечивают более чистое и гладкое бритье с меньшим раздражением по сравнению с бритвой с 3 или 5 лезвиями. Вы может использовать одну из них дома, но безопасные бритвы с одним лезвием немного менее ужасны (я смотрю на тебя, Суини Тодд).Есть масса вариантов, но тот, который я попробовал и полюбил, принадлежит Henson Shaving (70 долларов). Это дорого, но мне было приятно держать его в руке, и у меня были очень гладкие ноги без особого раздражения. Цена включает в себя пять лезвий, но за 10 долларов вы можете выбрать 100 лезвий. Подойдет любое стандартное двустороннее лезвие.
★ Вариант подписки: Пока не готовы идти по одному маршруту? Подписки на бритвенные станки, такие как Dollar Shave Club и Billie (последний — первый бренд, который я увидел, демонстрирующий волосы на женском теле в своей рекламе), обеспечат вам запас сменных лезвий за небольшую часть стоимости стандартных сменных головок от CVS или Target— подписка обычно стоит 10 долларов или меньше каждые несколько месяцев.

70 долларов в Henson Shaving
9 долларов в Billie
10 долларов в Dollar Shave Club
Медея Джордано превратила свои проблемы с покупками в карьеру в качестве автора продуктов для WIRED. Она охватывает всего понемногу, но любит здоровье, красоту и технику для домашних животных. До WIRED она была помощником редактора в Wirecutter и ассистентом в отделе новостей The New York Times …. Читать дальше
ТемыПокупка товаров для волосруководства по покупке
Больше от WIRED
Инструменты для нарезания, бритья и формовки зубьев
Инструменты для нарезки, бритья и формовки зубьев — BÖHLER Edelstahl GmbH & Co KG
Поиск
Поиск…
- Приложения
- Зуборезные, бритвенные и формовочные инструменты
[ Режущие инструменты ]
Программа Белера
БЁЛЕР Марка Номера материалов Стандарты ВЫБОР 1.  4462
4462ЕН X2CrNiMoN22-5-3 УНС С32205 AISI AISI: F51 Прочие — EN ISO 10088-3 ASTM А479 А911СА
ВЫБОР 1.  4501
4501ЕН X2CrNiMoCuWN25-7-4 УНС С32760 AISI Ф55 Прочие — EN ISO — ASTM — ВЫБОР — ЕН X2CrNiMoN25-7-4 УНС С32750 AISI — Прочие AISI: F53 EN ISO — ASTM — ВЫБОР 1.  4876
4876ЕН X10NiCrAlTi32-21 УНС N08811 AISI — Прочие — EN ISO — ASTM Б564 ВЫБОР 1.  3355
3355ЕН ХС18-0-1 УНС Т12001 AISI Т1 Прочие — EN ISO 4957 ASTM А600 ВЫБОР — ЕН — УНС — AISI — Прочие — ЕН ИСО — ASTM — ВЫБОР — ЕН — УНС — AISI — Прочие — EN ISO — ASTM — ВЫБОР — ЕН — УНС — AISI AISI: T15 Прочие — EN ISO — ASTM А600 ВЫБОР 1.  3348
3348RU ГС2-9-2 УНС — AISI М7 Прочие — EN ISO 4957 АСТМ А600 ВЫБОР 1. 3247ЕН ГС2-9-1-8 УНС — AISI — Прочие — EN ISO 4957 ASTM — ВЫБОР 1. 3244ЕН ГС6-5-3-8 УНС — AISI — Прочие — EN ISO 4957 ASTM — ВЫБОР 1. 3343ЕН ХС6-5-2К УНС — AISI — Прочие — EN ISO 4957 ASTM — ВЫБОР 1. 3339ЕН ГС6-5-2 УНС — AISI М2 Прочие — EN ISO 4957 ASTM — ВЫБОР 1. 3330ЕН ГС 4-4-2 Ал УНС — AISI — Прочие — EN ISO — ASTM — ВЫБОР — ЕН — УНС — AISI — Другие — EN ISO — ASTM — ВЫБОР 1. 3243ЕН ГС6-5-2-5 УНС — AISI — Прочие — EN ISO 4957 ASTM — ВЫБОР 1. 3230ЕН ГС-4-4-2-5 Ал УНС — AISI — Прочие — EN ISO — ASTM — ВЫБОР 1. 3345ЕН ХС6-5-3К УНС — AISI — Прочие — EN ISO 4957 ASTM — Контакты
- Эфирное
- Статистика
- Внешний носитель
Принять все файлы cookie и сервис
Принимать только необходимые файлы cookie
Индивидуальные настройки конфиденциальности
Сведения о файлах cookie
Политика конфиденциальности
Выходные данные
Настройки конфиденциальности
Здесь вы найдете обзор всех используемых файлов cookie.
Вы можете применить индивидуальный подбор.Принять все
Сохранить и закрыть настройки
Назад
Принимать только необходимые файлы cookie
Основные (2)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Имя Печенье Борлабс
Провайдер Владелец этого сайта (voestalpine BÖHLER Edelstahl GmbH & Co KG) Назначение Сохраняет выбор посетителя Имя файла cookie borlabs-cookie Срок действия файла cookie 1 год Имя Файл cookie сеанса пользователя DSF
Провайдер Владелец этого сайта (voestalpine BÖHLER Edelstahl GmbH & Co KG) Назначение Файл cookie используется в качестве идентификатора в программах протокола без сохранения состояния для обнаружения и объединения одновременных запросов пользователей. Имя файла cookie VA_ECOMMERCE_FE Срок действия файла cookie Продолжительность сеанса Статистика (1)
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять Имя Диспетчер тегов Google
Провайдер ООО «Гугл» Назначение Файл cookie Google для расширенного управления сценариями и управления событиями Политика конфиденциальности https://policies.
google.com/privacy?hl=enИмя файла cookie _ga,_gat,_gid,_gac Срок действия файла cookie 1 год Внешние носители (2)
По умолчанию содержимое внешнего носителя заблокировано. Если внешние носители принимают файлы cookie, ручное согласие больше не требуется для доступа к внешнему контенту. Если вы дадите свое согласие, ваши личные данные будут обработаны и будут установлены файлы cookie, которые также могут использоваться для создания профилей пользователей и в маркетинговых целях.
Принимая это, вы также прямо соглашаетесь в соответствии со статьей 49(1) (a) Общего регламента по защите данных о том, что ваши персональные данные могут обрабатываться в Соединенных Штатах Америки с риском тайного доступа со стороны властей США и использования в целях мониторинга, возможно, без возможности использования средств правовой защиты. Вы можете найти дополнительную общую информацию, а также информацию о настройках, отзыве согласия и возражении в нашем Уведомлении о защите данных и в соответствующем Уведомлении о защите данных Сервиса.Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
Принять Имя Карты Гугл
Провайдер ООО «Гугл» Назначение Используется для разблокировки контента Google Maps. Политика конфиденциальности https://policies.google.com/privacy
Хост(ы) .google.com Имя файла cookie __widgetsettings, local_storage_support_test, NID, СОГЛАСИЕ Срок действия файла cookie 1 год Принять Имя YouTube
Провайдер Ютуб Назначение Используется для разблокировки контента YouTube.
