Шлифовальное приспособление для токарного станка: Шлифовальное приспособление для токарного станка GH-серия
Содержание
Шлифовальное приспособление для токарного станка ИТ 1М
Обсудить
ИТ-1М (1)
Приспособление шлифовальное ИТ-1М.64 предназначено для наружного и внутреннего шлифования деталей, устанавливаемых в центрах или патронах.
Приспособление шлифовальное является специнструментом к токарно-винторезным станкам ИT-1M, ИТ-1ГМ.
Технические характеристики
Параметр | Ед. измерения | При наружном шлифовании | При внутреннем шлифовании |
Основные данные |
|
|
|
Диаметры шлифуемых заготовок |
|
|
|
Наибольший | мм | 220 | 300 |
Наименьший | мм | 20 | 30 |
Размеры шлифовальных кругов |
|
|
|
наружный диаметр | мм | 150 | 25 |
ширина | мм | 20 | 25 |
Частота вращения шпинделя | об/мин | 4200 | 12250 |
Наибольшие скорости шлифования | м/с | 33 | 16 |
Приводные ремни |
|
|
|
Тип |
| Плоский, бесконечный, из синтетических материалов | |
Длина | мм | 650 | 850 |
Ширина | мм | 30 | 30 |
Масса | кг | 26 | |
Техническая характеристика электрооборудования | |||
Тип электродвигателя |
| 4АА63В2 | |
Мощность | кВт | 0,55 | |
Частота вращения | об/мин | 2800 | |
Устройство и работа изделия
Основанием приспособления является плита 1, в которой укреп лен шпиндель. На шпинделе крепится шлифовальный камень, за крытый кожухом, и шкив ременной передачи. Электродвигатель установлен на подвижном кронштейне 4, который позволяет менять натяжение ремня. Ременная передача закрыта ограждением 3.
На шпинделе крепится шлифовальный камень, за крытый кожухом, и шкив ременной передачи. Электродвигатель установлен на подвижном кронштейне 4, который позволяет менять натяжение ремня. Ременная передача закрыта ограждением 3.
Рисунок — шлифовальное приспособление для токарного станка ИТ 1М
Порядок работы
Для работы шлифовальное приспособление необходимо установить на верхней каретке суппорта вместо резцедержателя и закрепить гайкой 1 (рис. 5).
Рисунок — Наладка шлифовального приспособления на наружное шлифование
При внутреннем шлифовании (рис. 6) необходимо заменить шкив 2 па валу электродвигателя, заменить ремень 3, чтобы получить необходимую скорость шлифования, и установить удлинитель 1 с кругом диаметром 25 мм.
Рисунок — Наладка шлифовального приспособления на внутреннее шлифование
Последние новости туризма на сегодня 2022
Отдых и Туризм — Новости туризма 2022
Февраль 12, 2022
8 комментариев
С чем у любого туриста ассоциируется Хорватия? В первую очередь — отличная экология, чистейшее лазурного цвета Адриатическое море и невероятно живописные берега. ..
..
Февраль 1, 2022
Февраль 1, 2022
Февраль 1, 2022
Февраль 2, 2022
Правильное питание
Ноябрь 19, 2022
5 комментариев
Хотя общая идея заключается в том, что замороженные фрукты не несут никакой пользы для здоровья, многочисленные доказательства противоречат…
Ноябрь 19, 2022
17 комментариев
Ноябрь 19, 2022
10 комментариев
Ноябрь 19, 2022
20 комментариев
Общество
Ноябрь 19, 2022
7 комментариев
Найти идеальный подарок на Новый год для близких и друзей — непростая задача. Если нет уверенности в правильности своего решения, то может…
Если нет уверенности в правильности своего решения, то может…
Ноябрь 19, 2022
20 комментариев
Ноябрь 19, 2022
4 комментария
Ноябрь 19, 2022
5 комментариев
Cпорт отдых туризм
Ноябрь 20, 2022
16 комментариев
Занять всю семью непросто. И что ж, нужно время, чтобы постоянно придумывать новые…
И что ж, нужно время, чтобы постоянно придумывать новые…
Бизнес
Ноябрь 20, 2022
2 комментария
Во французском языке существительное menu имеет два совершенно разных…
Спорт
Ноябрь 21, 2022
8 комментариев
Если вы все-таки решились на покупку первого сноуборда, при выборе однозначно не стоит…
Часто задаваемые вопросы о шлифовальном станке
| Dumore
Как определить, какая шлифовальная машина подходит для моего токарного станка?
Наиболее важными шагами в выборе правильной шлифовальной машины для вашего токарного станка или станка являются (1) выбор шлифовальной машины, которая соответствует повороту вашего токарного станка, и (2) выбор шлифовальной машины, которую можно установить так, чтобы центральная линия шлифовального круга находится на центральной линии вашей заготовки. Узнать больше >
Узнать больше >
Как определить размах токарного станка?
Производители токарных станков должны указывать поворот, поэтому сверяйтесь со спецификациями токарных станков и инструкциями по эксплуатации. Обычно размахом токарного станка считают расстояние от центра патрона до вершины направляющих, умноженное на два.
Должен ли я использовать шлифовальный станок мощностью 1 HP или 3 HP?
Во-первых, шлифовальный станок должен подходить к вашему токарному станку (см. «Как определить, какой шлифовальный станок подходит к моему токарному станку?») На потребляемую мощность влияют обрабатываемый материал, скорость съема металла, операция шлифования и используемый шлифовальный круг. Чем быстрее удаляется материал, тем больше энергии требуется. Поскольку задействовано так много факторов, не существует простого и точного расчета для определения требований к мощности. Тем не менее, общее эмпирическое правило: 1 HP на каждые 1/10 кубических дюймов материала, удаляемого в минуту. Приведенную ниже таблицу можно использовать в качестве краткого справочного руководства.
Приведенную ниже таблицу можно использовать в качестве краткого справочного руководства.
Удаление материала | HP |
0,025 | 1/4 |
0,050 | 1/2 |
0,750 | 3/4 |
0,100 | 1 |
0,200 | 2 |
0,300 | 3 |
Могу ли я повернуть шпиндель шлифовального станка резцедержателя и шлифовать с левой стороны? Если нет, то сделаете ли вы кофемолку, которая будет измельчать в такой конфигурации?
У правильно настроенного шлифовального станка с резцовой стойкой двигатель всегда находится между заготовкой и оператором, поэтому шлифовальные станки Dumore всегда конфигурируются так, чтобы шлифовальный круг находился слева от оператора. Шпиндели Dumore сконструированы таким образом, что во время заточки гайка затягивается на круге. Небезопасно поворачивать шлифовальный станок или вращать шпиндель в направлении, противоположном предполагаемому.
Шпиндели Dumore сконструированы таким образом, что во время заточки гайка затягивается на круге. Небезопасно поворачивать шлифовальный станок или вращать шпиндель в направлении, противоположном предполагаемому.
Исключение: Внешний шпиндель стационарного шлифовального станка серий 12 и 25 для кругов диаметром до 12 дюймов (889-0011) предназначен для вращения как по часовой стрелке, так и против часовой стрелки. Это единственный шпиндель, способный безопасно работать в любом направлении. Стопорная шайба, поставляемая со шпинделем, должна быть правильно установлена под колесной гайкой, чтобы обеспечить безопасную работу в любом направлении.
Нужно ли смазывать шпиндель шлифовального станка?
Для всех, кроме шлифовальных станков для резцедержателей Серии 44 — Нет. Заточные станки со встроенным шпинделем Серии 44 требуют периодической смазки с помощью Dumore Spindle Oil. Все другие шпиндели шлифовальных станков не требуют смазки.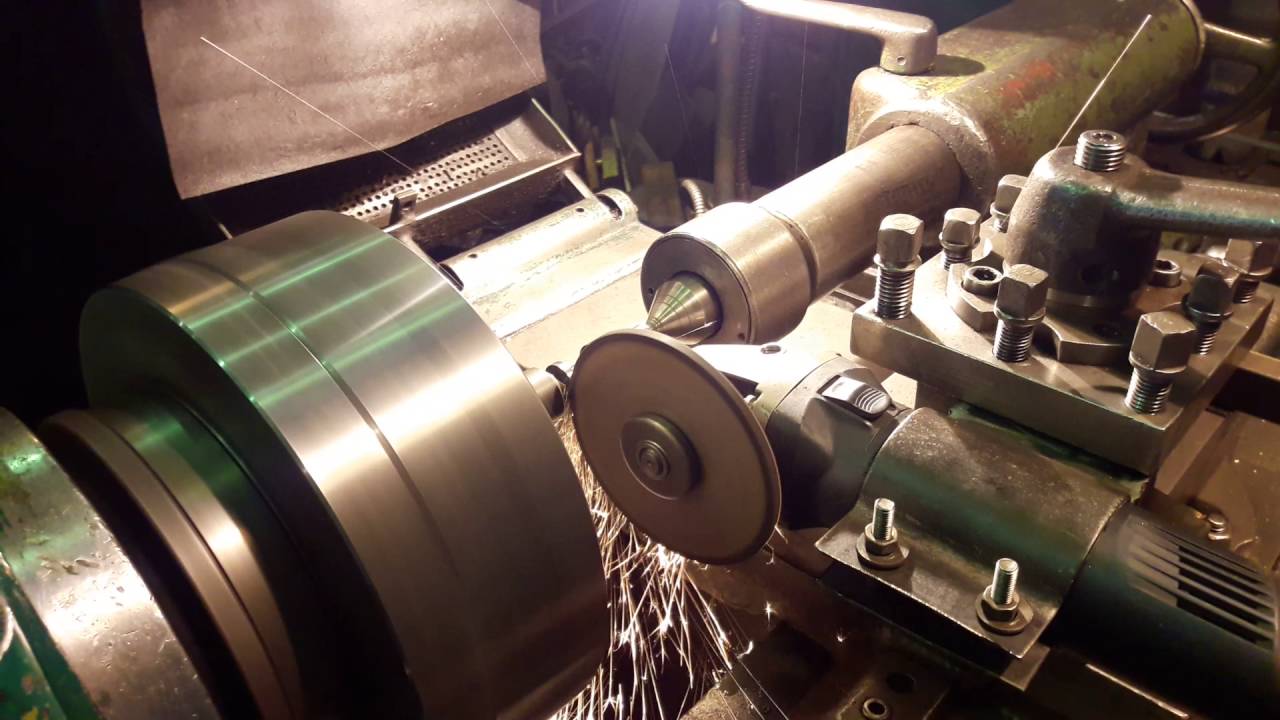 Если шпиндель требует обслуживания, настоятельно рекомендуется вернуть его в Dumore для обслуживания. Пожалуйста, свяжитесь с нашей службой поддержки клиентов.
Если шпиндель требует обслуживания, настоятельно рекомендуется вернуть его в Dumore для обслуживания. Пожалуйста, свяжитесь с нашей службой поддержки клиентов.
Могу ли я использовать шлифовальный станок для инструментов в тех случаях, когда на шлифовальную поверхность наносится охлаждающая жидкость?
Заточные станки Серии 57, Серии 12 и Серии 25 могут использоваться в тех случаях, когда на шлифуемую поверхность подается охлаждающая жидкость. Шпиндели для этих шлифовальных машин оборудованы водо- и пылеметами. Когда поток охлаждающей жидкости остановлен, продолжайте вращать шпиндель в течение нескольких минут, чтобы охлаждающая жидкость не попала в подшипники шпинделя. Никогда не допускайте попадания охлаждающей жидкости на шпиндель, когда шпиндель не вращается.
В чем разница между оборотами в минуту (об/мин) и поверхностными футами в минуту (фут/мин)?
Обороты в минуту (об/мин) — это количество полных оборотов оси в минуту. Поверхностные футы в минуту (sfm) — это расстояние, которое проходит любое абразивное зерно на режущей поверхности за одну минуту. Как правило, скорость колеса обычно указывается в поверхностных футах в минуту (sfm). Скорость машины обычно указывается в оборотах в минуту (об/мин), а большинство индикаторов скорости и тахометров считываются в об/мин. Узнайте больше о скорости шлифовального круга и переводе скорости поверхности в обороты в минуту.
Поверхностные футы в минуту (sfm) — это расстояние, которое проходит любое абразивное зерно на режущей поверхности за одну минуту. Как правило, скорость колеса обычно указывается в поверхностных футах в минуту (sfm). Скорость машины обычно указывается в оборотах в минуту (об/мин), а большинство индикаторов скорости и тахометров считываются в об/мин. Узнайте больше о скорости шлифовального круга и переводе скорости поверхности в обороты в минуту.
ВАЛОЧНО-ШЛИФОВАЛЬНЫЕ МАШИНЫ НА СТАНКЕ | G&P Machinery
Вальцешлифовальные станки, установленные на токарном станке
Доступны различные контактные круги, что делает этот шлифовальный станок идеальным для черновой и чистовой обработки. Прецизионные подшипники
и конический шпиндель обеспечивают жесткие допуски и однородную поверхность
Подход G&P к шлифованию валков потребности.
Особенности:
* Прецизионные шарикоподшипники
* Конический шпиндель
* Контактное колесо с коническим отверстием
* Пневматическое натяжение
* Защитный кожух ремня 90 006
ПРИ ШЛИФОВАНИИ НАДЕВАЙТЕ ЗАЩИТУ ГЛАЗ, УШЕЙ И ДЫХАНИЯ
Принцип шлифования и полирования роликов с абразивной лентой и требования к машине не сильно отличаются от установленных процедур шлифовального круга. В основном разница заключается в способности ремня резать быстрее и, следовательно, использоваться на более высоких скоростях перемещения. Фактор точности находится в самой машине. Таким образом, можно ожидать, что токарный станок, способный производить допуски до 0,001 дюйма с настройкой инструментальной насадки, будет одинаково хорошо выполнять предварительную обработку с абразивной насадкой — ленточной шлифовальной машиной G&P, предназначенной для монтажа на токарном станке.
В основном разница заключается в способности ремня резать быстрее и, следовательно, использоваться на более высоких скоростях перемещения. Фактор точности находится в самой машине. Таким образом, можно ожидать, что токарный станок, способный производить допуски до 0,001 дюйма с настройкой инструментальной насадки, будет одинаково хорошо выполнять предварительную обработку с абразивной насадкой — ленточной шлифовальной машиной G&P, предназначенной для монтажа на токарном станке.
На больших токарных станках ленточная шлифовальная машина G&P может быть установлена на компаунд. На токарных станках меньшего размера компаунд необходимо удалить, а шлифовальный станок установить на поперечный салазок. Даже на более крупных токарных станках, если их предполагается постоянно использовать для шлифования валков, рекомендуется удалить состав для токарного станка и закрепить шлифовальный станок на поперечных салазках. Это обеспечивает большую жесткость и позволяет использовать механизм подачи с поперечными салазками.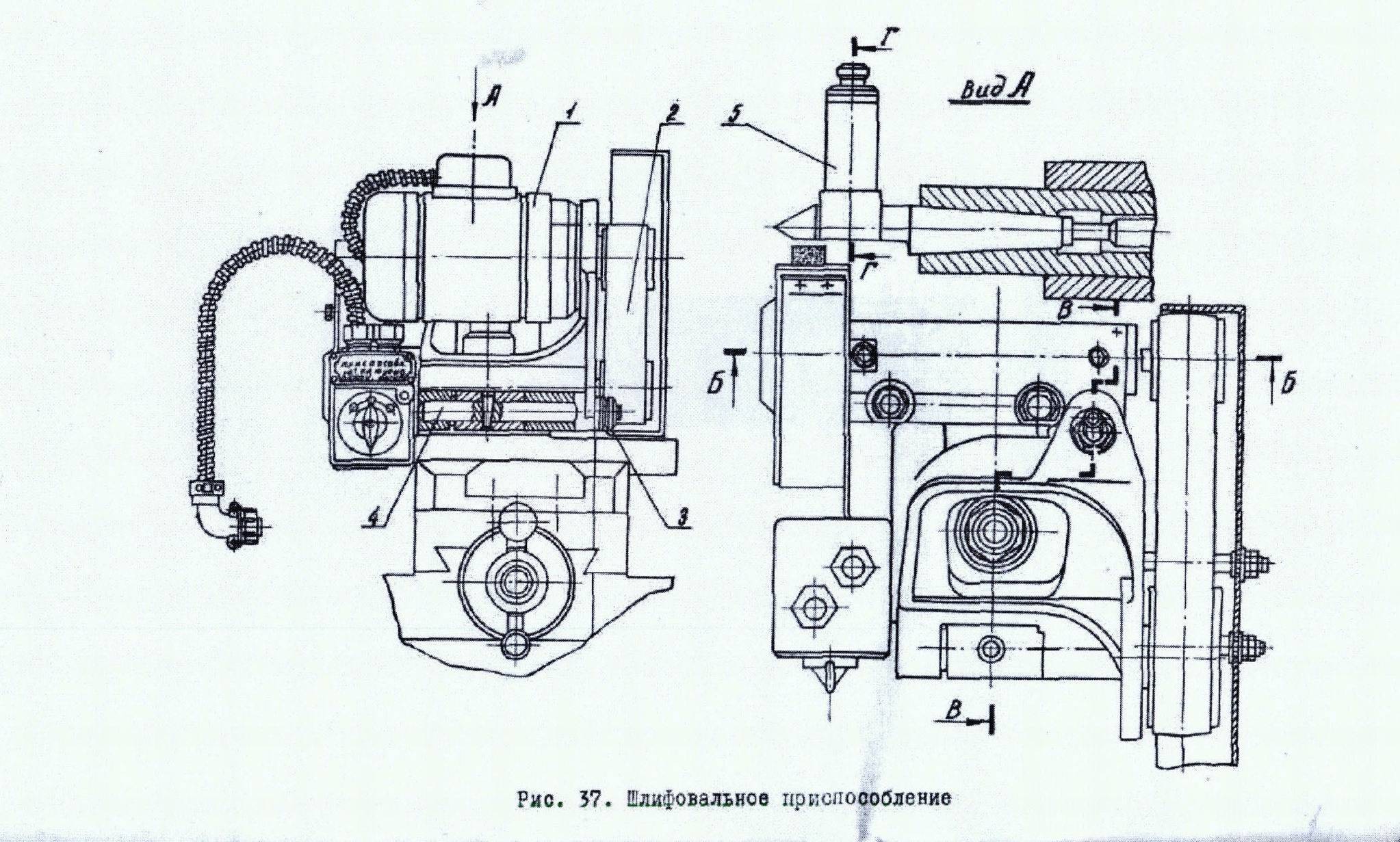
При предоставлении информации, запрошенной в разделе «Информация по монтажу» бюллетеня BRG-3B, компания G&P может предоставить адаптер для установки шлифовального станка на ваш токарный станок.
Шлифование металлических и резиновых валков
Для обеспечения удовлетворительного результата все оборудование должно быть в хорошем состоянии. Потеря жесткости или наличие износа в любом месте системы приведет к ухудшению качества отделки и снижению точности.
Смазка или охлаждающая жидкость рекомендуется для шлифования всех типов металлических валков и иногда полезна для получения чистовой обработки резиновых валков в диапазоне от среднего до твердого.
Для резины твердостью 40 и мягче нанесение порошкообразного мыльного камня или порошкообразного стеарата цинка в месте контакта является отличным вспомогательным средством для шлифования. Для охлаждаемых или чугунных валков рекомендуется охлаждающая жидкость водорастворимого типа.
Смазочные и охлаждающие жидкости
Для стали и нержавеющей стали смесь воды и хорошего водорастворимого масла для тяжелых условий эксплуатации, содержащего противозадирные присадки, значительно улучшит срок службы ремня, скорость резания и отделку.
Хладагенты, которые циркулируют через отстойники, должны иметь соответствующую систему фильтрации для удаления посторонних частиц. Хорошие эффективные фильтры необходимы на любом этапе валкового шлифования, но они жизненно важны для получения высококачественной отделки.
На рисунке справа показаны два метода приведения абразивной ленты в контакт с рабочим валком. Для большинства черновых и чистовых операций рекомендуется метод, показанный на рисунке А. Если требуется полировка провисания ремня, рекомендуется использовать съемный передний защитный кожух. Если требуется полировка провисания ремня, предусмотрена съемная передняя защитная секция, которая позволяет наклонять шлифовальную машину вперед, как показано на рис. B 9.0006
B 9.0006
Модификации… в соответствии с вашими требованиями
Если вам нужны некоторые изменения по сравнению со стандартными моделями… например, что-то меньше… или больше… сообщите нам. Мы предоставим предложение по модели в соответствии с вашими потребностями. На рис. 1 показана модель мощностью 2 лошадиных силы с ремнем размером 1 дюйм x 54 фута. На рисунке 2 показана шлифовальная машина, оснащенная шлифовальным кругом из карбида вольфрама, для шлифования резины, пластика или синтетических материалов.
Выбор контактного круга Рис. 1.
Защитный кожух шлифовального круга на этом рисунке снят для ясности. Рис 2.
При установке этого шлифовального станка на токарный станок центральная линия контактного колеса должна быть на той же высоте, что и центральная линия валка. На большинстве токарных станков для этого требуется использование адаптера для перекрытия пространства между нижней поверхностью шлифовального станка и верхней поверхностью компаунда или суппорта, на котором будет установлен шлифовальный станок.
Этот чертеж может быть полезен, если вы планируете изготовить адаптер – или компания G&P может предоставить его, если у нас есть информация по монтажу из бюллетеня BRG-3B.
Правильно подобранный контактный круг является важным фактором при любом шлифовании. Для помощи в определении того, какое колесо лучше всего подходит для вашего приложения, мы предлагаем следующие иллюстрации с описаниями. Если вы сомневаетесь в своем выборе, мы будем рады дать рекомендации, если вы предоставите информацию о типе измельчаемого материала, количестве удаляемого материала, требованиях к отделке и т. д.
Тип «SAR»
Зубчатый Алюминиевое колесо с резиновым наполнением. Обдирочный круг только для агрессивных шлифовальных работ. Это колесо является направленным и может вращаться только в одном направлении.
Тип «PAR»
Простое алюминиевое колесо с резиновым наполнением. Было обнаружено, что это лучше всего подходит для получения очень жестких допусков. Следует отметить, что токарный станок должен быть в отличном состоянии. В противном случае используйте тип PDDR.
Следует отметить, что токарный станок должен быть в отличном состоянии. В противном случае используйте тип PDDR.
Тип «SDDR»
Зубчатая резина двойной плотности. Этот круг имеет допуски, почти такие же, как у типа «PAR», но достигается лучшая отделка. Это колесо является направленным и может вращаться только в одном направлении.
Тип «PDDR»
Обычная резина двойной плотности. Этот круг используется там, где требуется хорошая отделка с умеренным съемом припуска и жесткими допусками. Это наиболее часто используемое колесо.
Тип «PR»
Обычная резина. Круг с гладкой поверхностью твердостью от 70 до 90 (указать) для приложений, требующих использования алмазных или структурированных абразивных лент. Этот круг также может быть зубчатым (тип «SR») для шлифования общего назначения.
Тип «PA»
Гладкая алюминиевая поверхность. Для шлифования мягких резиновых валиков.
Правка контактного круга
Важно, чтобы все круги были «приправлены» к валку перед шлифованием. Это обеспечивает прямоугольность контактного колеса по отношению к валку. Каждый раз, когда шлифовальный станок снимается, лучше заново заправить круг.
Это обеспечивает прямоугольность контактного колеса по отношению к валку. Каждый раз, когда шлифовальный станок снимается, лучше заново заправить круг.
Для правки поместите шлифовальный станок на токарный станок и найдите лучший участок валка. Убедитесь, что кофемолка максимально квадратная. Очистите валик, чтобы на него можно было поместить чувствительный к давлению абразив. Он должен охватывать как минимум ¾ рулона и иметь зернистость от 50 до 80. Запустите шлифовальный станок и двигайте контактный диск до тех пор, пока он не соприкоснется с абразивом. Перемещайте шлифовальный станок вперед и назад полностью по абразиву в обоих направлениях. Это необходимо повторять до тех пор, пока вся поверхность контактного колеса не будет зачищена. Не делайте резких движений.
Носите защитные очки — Держите руки свободными при использовании шлифовального оборудования.
Восстановление бывших в употреблении колес
Колеса типов «SAR» и «PAR» имеют алюминиевые посадочные площадки, которые при износе не подлежат замене.
