Шлифовальный круг обозначение по гост: ГОСТ – шлифовальные круги
Содержание
Шлифовальные круги гост 2424–83
Условное обозначение:
ПП 50050305
24А 10П С2 7 К5 35м/с А 1 кл. ГОСТ 2424–83,
где ПП– тип
круга;50050305– размеры круга;24А– белый
электрокорунд;10П – зернистость;С2– степень твердости;К5–
керамическая связка;7–
структура;35м/с– рабочая скорость;А– класс точности;1кл.– класс
неуравновешенности.
ПП
50050305
24А 10П
С2 7 К5
35м/с А 1
кл. ГОСТ 2424-83
1 2
3 4 5 6 7 8 9 10
Продолжение
приложения 21
6.
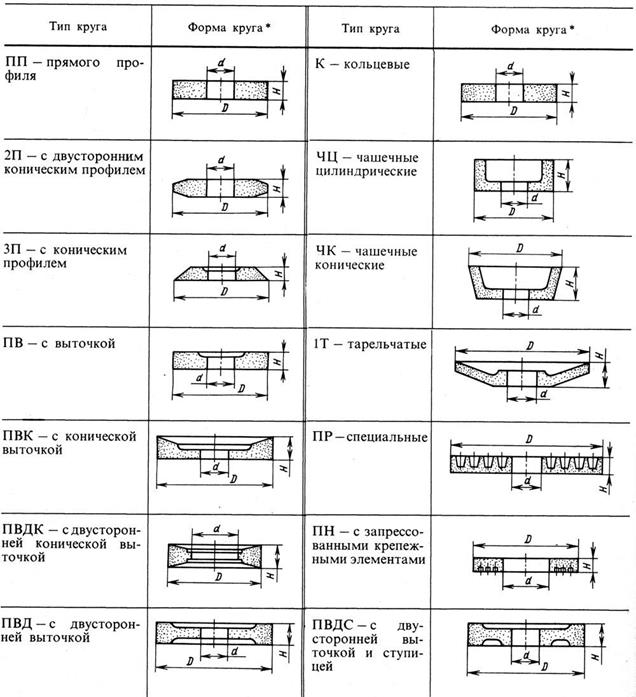
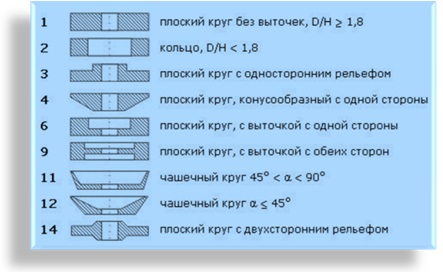
 1. Типы шлифовальных кругов
1. Типы шлифовальных кругов
Обозначение | Наименование |
ПП 2П 3П ПВ ПВК ПВД К ЧЦ ЧК Т и ТТ ПН ПВДС ПВДК | Прямого профиля С двусторонним С коническим С выточкой С С Кольцевые Чашечные Чашечные конические Тарельчатые С запрессованными С двусторонней С двусторонней |
6.
 2. Размеры кругов должны соответствовать гост 2424–83.
2. Размеры кругов должны соответствовать гост 2424–83.
6.3. Обозначение абразивного материала
Абразивный | Марка | Абразивный | Марка |
Электрокорунд: нормальный белый хромотитанистый | 18А, 15А 14А, 13А 12АР 25А, 24А 23А 94А, 93А 92А, 91А | Монокорунд Карбид кремния: зеленый черный | 45А, 44А, 43А 64С, 63С 55С, 54С, 53С |
6. 4. Зернистость абразивных материалов
4. Зернистость абразивных материалов
обозначается номерами в соответствии
с ГОСТ 3647–71. Номер зернистости
характеризуется размером основной
фракции.
Продолжение приложения 21
Зернистость
Шлифовальный | Зернистость |
Электрокорунд: нормальный белый хромотитанистый монокорунд зеленый карбид черный карбид | 50–4 50–М10 50–6 50–5 50–М10 50–5 |
6.5. Твердость абразивного круга
При выборе круга
по твердости руководствуются следующими
рекомендациями: при шлифовании твердых
изделий применяются более магнитные
круги, при профильном шлифовании и при
шлифовании деталей небольшого диаметра,
прерывающихся поверхностей углов,
радиусов, а так же при шлифовании с
охлаждающей жидкостью используются
более твердые круги; круги с меньшим
зерном следует выбирать более мягкие,
чем применяемые для таких же условий
обработки с более крупным зерном.
6.6. Шкала твердости абразивного инструмента по гост 18118–72
Обозначение | Наименование | Группа твердости |
М СМ С СТ Т ВТ ЧТ | Мягкие Средней мягкости Средние Средней твердости Твердые Весьма твердые Чрезвычайно | М1, М2, М3 СМ1, СМ2 С1, С2 СТ1, СТ2, СТ3 Т1, Т2 ВТ1, ВТ2 ЧТ1, ЧТ2 |
6. 7. Связка абразивного
7. Связка абразивного
инструмента служит для того, чтобы
отдельные абразивные зерна скрепились
в одно тело.
Продолжение
приложения 21
Связки
делятся на две группы: неорганические
и органические.
К
неорганическим связкам относятся:
керамическая, магнезиальная и силикатная.
К органическим
относятся: бакелитовая, глифталевая,
вулканитовая.
Круги шлифовальные лепестковые (ГОСТ 22775-77)
Назначение: для зачистки криволинейных поверхностей от окалины и ржавчины, для шлифования и полирования изделий из металлов, дерева, пластмассы и других материалов |
Таблица использования лепестковых шлифовальных кругов
Обрабатываемые материалы | — металл |
— фасонные детали | |
— краски, лак, шпаклевка | |
— пластмасса | |
Операции | — шлифование плоских, выпуклых, вогнутых и фасонных поверхностей |
— зачистка сварных швов | |
Области применения | — приборостроение |
— механика | |
— изготовление форм | |
— обработка арматуры, труб, профиля | |
— металлообработка | |
Рекомендации по применению и выбору | — выбор серии шлифшкурки и зернистости для изготовления лепестковых кругов производить в соответствии с обрабатываемым материалом и операцией |
— рекомендуется использовать на стационарных станках и на пневмомашинах |
|

Новости
01. 04.2020
04.2020
Изменился наш адрес
Мы переехали в новый офис по адресу: г. Ижевск, ул. Обнорского, д.1
подробнее…
06.11.2016
Снижение цен на омедненую продукцию
Обновился прайс-лист на омедненый инструмент
подробнее…
22.04.2014
Новое предложение в разделе «Распродажи»
Отрезные круги по низким ценам
подробнее…
21.11.2013
Фотографии с образцами продукции Тунгалой
подробнее…
25.07.2013
Новые товары в интернет-магазине
В ассортименте продукции производимой нашей компанией появились новые товары
подробнее…
Основы зернистости
— Gritomatic Основы зернистости
—
Гритоматик
—
|
/
Сэкономить до
%Сохранять
%Сэкономить до
Сохранять
РаспродажаРаспроданоВ наличии
Наверняка вы знакомы с тем, что существуют разные
классификации зернистости , которые являются частью национальных стандартов на абразивные материалы: в США — ANSI, в Европе — FEPA, в Японии — JIS, а в России — стандарты ГОСТ. Разные производители используют разные системы классификации, что затрудняет сравнение точильных камней.
Разные производители используют разные системы классификации, что затрудняет сравнение точильных камней.
Попробуйте ответить на вопрос. Частица алмаза имеет диаметр 9 мкм (микрон). Какова его зернистость? Скорее всего, вы откроете одну из множества различных таблиц преобразования, чтобы определить определенный ответ. И в этом случае ваш ответ будет неверным, независимо от того, какие значения вы называете. Это потому, что то, как мы задаем вопрос, не имеет смысла.
Зернистость во всех существующих классификациях определяет статистический состав абразива по огромному количеству частиц. Классификации не работают с отдельными частицами. Вы не можете определить зернистость одной частицы. 9Микрочастицы из нашего примера могут быть использованы с 8 различными значениями зернистости в соответствии с JIS.
Люди всегда будут пытаться свести сложную проблему к одному числу, и твердость духа не исключение. Несомненно, присвоить какой-либо точильному камню единый номер и объявить, что это значение его зернистости, — очень заманчивая идея, поскольку это сделало бы задачу сравнения тривиально легкой. Когда вы жонглируете в уме различными значениями зернистости, у вас должно быть четкое понимание того, что стоит за цифрами. Если вы используете диаграммы преобразования, вы должны знать основные недостатки и ограничения каждой классификации.
Когда вы жонглируете в уме различными значениями зернистости, у вас должно быть четкое понимание того, что стоит за цифрами. Если вы используете диаграммы преобразования, вы должны знать основные недостатки и ограничения каждой классификации.
- FEPA — Европейская классификация, которая также используется в США
- JIS — Японская классификация
- ГОСТ — Российская классификация
Каждая из этих классификаций дает определение своего набора значений зернистости. Значение зернистости является дискретным, а не непрерывным. Например, FEPA-F определяет зернистость 800 и 1000, но зернистости 801 или 900 нет.
Любой абразив (будь то твердый, паста или порошок) состоит из огромного количества частиц. В мире пони и бабочек (где, кстати, живут многие маркетологи производителей) все частицы имеют одинаковый размер. В реальном мире абразивные частицы никогда не бывают одинакового размера, поскольку одни из них больше, а другие меньше. Даже если производитель тщательно сортирует абразивные частицы по размеру, всегда будет определенный диапазон размеров. Как классифицировать абразивный порошок, состоящий из миллиардов частиц разного размера?
Даже если производитель тщательно сортирует абразивные частицы по размеру, всегда будет определенный диапазон размеров. Как классифицировать абразивный порошок, состоящий из миллиардов частиц разного размера?
Классификации вносят элемент порядка в этот хаотичный мир статистики.
Зернистость
Значение
определяет
Распределение частиц по размерам (PSD).
PSD любого конкретного абразива является интегральной функцией. Цель PSD состоит в том, чтобы ответить на простые вопросы, такие как:
что такое средний, максимальный и минимальный размер частиц?
Средний дает не много. Два очень разных абразива могут иметь одинаковое среднее значение. Средний размер зерна не попадает в центр диапазона.
Нам нужно кое-что еще. Большинство изучаемых абразивных частиц должны находиться в определенном диапазоне (между минимумом и максимумом).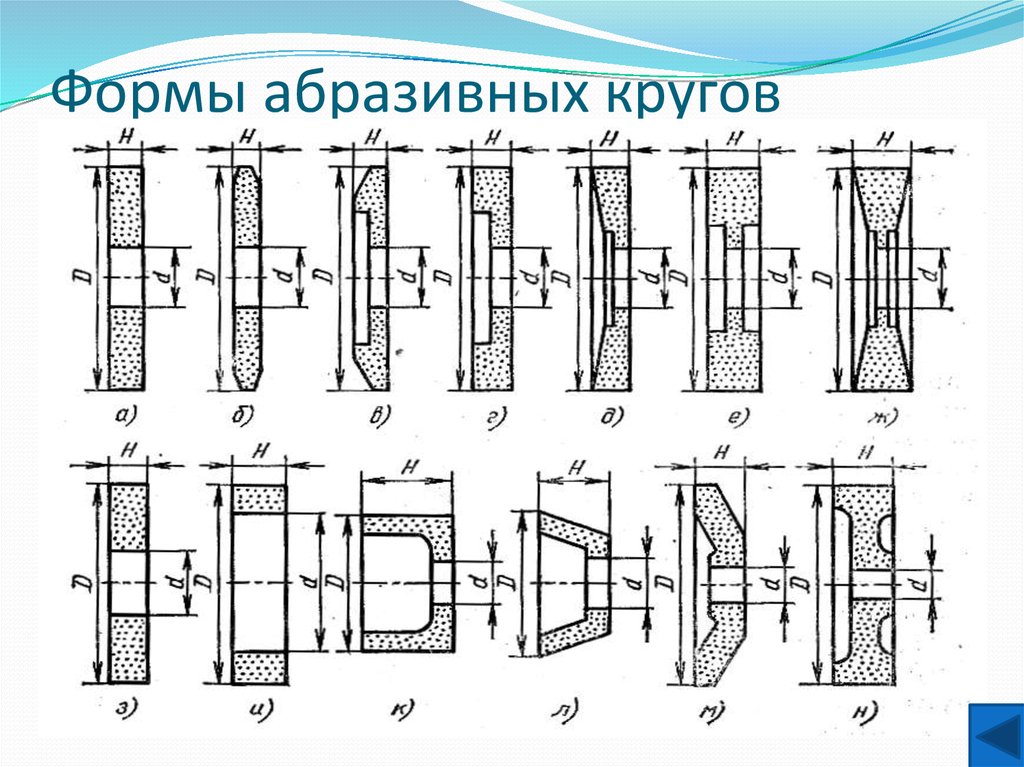
На пояснительной картинке показана зернистость крупнозернистых абразивов по классификации FEPA-F. (Мы используем логарифмическую шкалу на всех графиках).
Давайте возьмем на себя роль лаборанта, которому поручено определить зернистость абразивного порошка по стандарту FEPA-F. Мы последовательно берем пары эталонных сит, с более крупными зернами вверху и с более мелкими зернами внизу. И насыпаем порошок через верх. Если большая часть порошка проходит через верхнее сито, но улавливается нижним ситом, то образец соответствует зернистости. Возможны три случая:
- Абразив низкого качества (с широким спектром плотности), поэтому он может не удовлетворять ни одному значению зернистости.
- Абразив соответствует только одному значению зернистости.
- Абразив очень однородный (с узкой плотностью частиц) и поэтому удовлетворяет двум или даже более значениям зернистости. Например, зерно 100±5 мкм можно отнести одновременно к F 150 и F 120.

Общая проблема при использовании таблиц значений зернистости заключается в том, что значение зернистости по одной классификации никогда не совпадает с каким-либо другим значением зернистости по другой классификации. Если производитель заявляет, что точильный камень соответствует определенной зернистости, невозможно определить, соответствует ли зернистость точильного камня другой классификации без проведения тщательного лабораторного анализа. Мы можем только делать предположения и упрощения.
Мы упрощаем суть дела, так как речь идет только о
часть абразивных частиц. Основной диапазон является важным параметром, характеризующим размер частиц. Средний размер должен попадать в основной диапазон. Вторая часть может выйти за пределы описанного диапазона. Это называется
смежный диапазон .
На пояснительной картинке показана зернистость по классификации FEPA-F: основной диапазон — синий, а соседний — черный.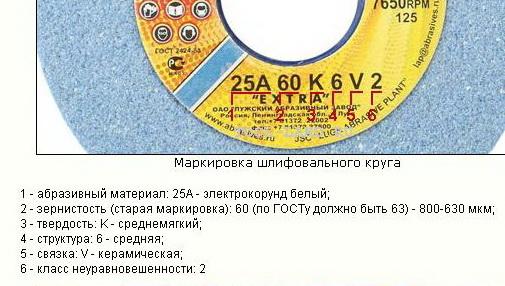
Прилегающий диапазон может оказать существенное влияние на чистоту абразива в целом. Например, абразив J 2500 (JIS) имеет основной диапазон 5–6 мкм, а зерна соседнего диапазона могут достигать размера 14 мкм, что почти в три раза больше.
Мы покажем вам на примере, почему все таблицы преобразования зернистости являются приблизительными. Средние размеры частиц для J 2500 (JIS) и 7/5 (ГОСТ 9206-80) очень близки. Основной диапазон J 2500 более узкий. Однако ГОСТ не имеет крупных зерен на соседнем диапазоне. Поэтому мы не можем считать J 2500 = ГОСТ 7/5.
И это еще не все! Соседний диапазон составляет ~91%. Размер оставшихся 9% частиц может выходить за пределы соседнего диапазона. Это называется
пороговый диапазон .
Например, абразив с зернистостью J 240 имеет основной диапазон 57 ± 3 мкм, но зерна порогового диапазона могут быть размером до 127 мкм! Это не какой-то дефект. Это промышленный стандарт, который существует.
Не стоит спешить с крайними выводами о том, что стандарты не имеют смысла. Настоящие абразивы, скорее всего, будут иметь приемлемое распределение размера зерен. Отдельные очень крупные частицы становятся сильными концентрациями напряжений и исчезают во время обкатки.
FEPA (Федерация европейских производителей абразивов) регулирует стандарты абразивов для Европы. Несмотря на наличие своего национального
Стандарт ANSI , американские производители обычно используют стандарты FEPA для указания зернистости. Текущие стандарты
42-1:2006 и
42-2:2006 для заточки камней и кругов (абразивные материалы на связке) и
42-1:2006 и
43-2:2017 для наждачной бумаги (шлифшкурки).
Исторически значение зернистости объяснялось количеством частиц в единице объема для заточки камней и кругов. Поскольку абразивы наждачной бумаги не имеют объема, их зернистость объясняли количеством частиц на единицу площади.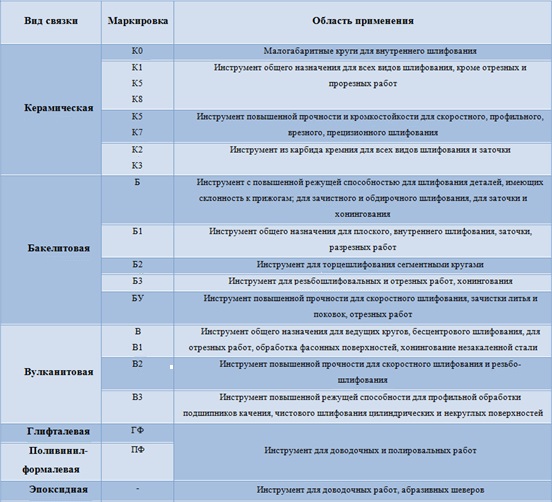 Такой не очень продуманный подход привел к тому, что один и тот же абразив может иметь разную зернистость на точильном камне и на наждачной бумаге. Во избежание путаницы для точильных камней и кругов используется обозначение «F» (классификация называется FEPA-F), а для наждачных абразивов используется обозначение «P» (FEPA-P).
Такой не очень продуманный подход привел к тому, что один и тот же абразив может иметь разную зернистость на точильном камне и на наждачной бумаге. Во избежание путаницы для точильных камней и кругов используется обозначение «F» (классификация называется FEPA-F), а для наждачных абразивов используется обозначение «P» (FEPA-P).
Каждый из двух стандартов, в свою очередь, делится на два подстандарта: для макрозерна (крупнозернистого) и микрозерна (мелкозернистого). У них разные требования к зернистости.
- Основной диапазон для FEPA называется
D50 (диапазон 50 % мин./макс. в таблице ниже). - Вызывается соседний диапазон
D94-D3 и указан для микрозернистости от F 220 до F 1200. (мин. 94%> и макс. 3%< в таблице ниже). - FEPA-F не имеет пороговых диапазонов.
JIS (японские промышленные стандарты) регулирует японские стандарты абразивных материалов. Текущий стандарт для заточки камней и колес:
JIS R 6001:2017 .
В этой статье анализируются только микрозерна для JIS. (Нам не удалось найти информацию о макрозернистости для JIS.)
- Основной диапазон для JIS называется
D50 (диапазон 50 % мин./макс. в таблице ниже). - Вызывается соседний диапазон
Д94-Д3 . (мин 94%> и максимум 3%< в таблице ниже). - Диапазон пороговых значений — максимальный и минимальный в таблице ниже.
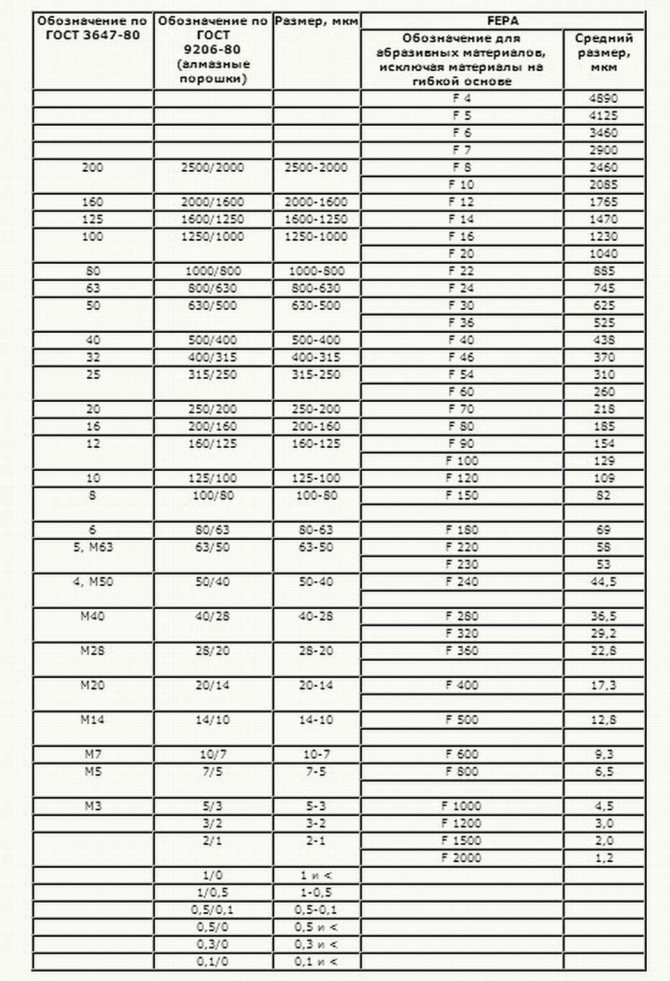
ГОСТ регулирует стандарты абразива для России, Украины и других стран бывшего СССР.
- ГОСТ 9206-80 на алмазные абразивы
- ГОСТ 3647-80 для неалмазных абразивов
ГОСТ 9206-80 (для алмазов) использует интуитивно понятную систему наименования зернистости: сразу указывает основной диапазон. Но в этом есть подвох, так как есть еще смежные и пороговые диапазоны. Поэтому алмазный порошок 2/1 может включать зерна размером от 0 до 3 мкм.
- Основной диапазон для 9206-80
D50 (средний диапазон основной/макс.). - Вызывается соседний диапазон
Д95-Д5 . (Минимум 95> и максимум 5%< в таблице ниже). - Диапазон пороговых значений — максимальный и минимальный в таблице ниже.
Одной из наиболее привлекательных особенностей классификации ГОСТ 9206-80 является легкость ее запоминания для всех трех диапазонов: основного, смежного и порогового. Нужно только запомнить последовательность микрон 1 – 2 – 3 – 5 – 7 – 10 – 14 – 20 – 28 – 40 – 60 для микрозернистости. Аналогичная последовательность есть и для макрогрита. Соседняя пара чисел будет основным диапазоном для той же зернистости (например, 7/5 — это основной диапазон от 5 до 7 мкм). Соседний диапазон на один шаг ниже (от 3 до 7 мкм). Пороговый диапазон — это еще один шаг вниз и один шаг вверх (от 2 до 10 мкм).
ГОСТ 9206-80 также включает уникальную классификацию субмикронной крупки, но мы рассмотрим ее здесь.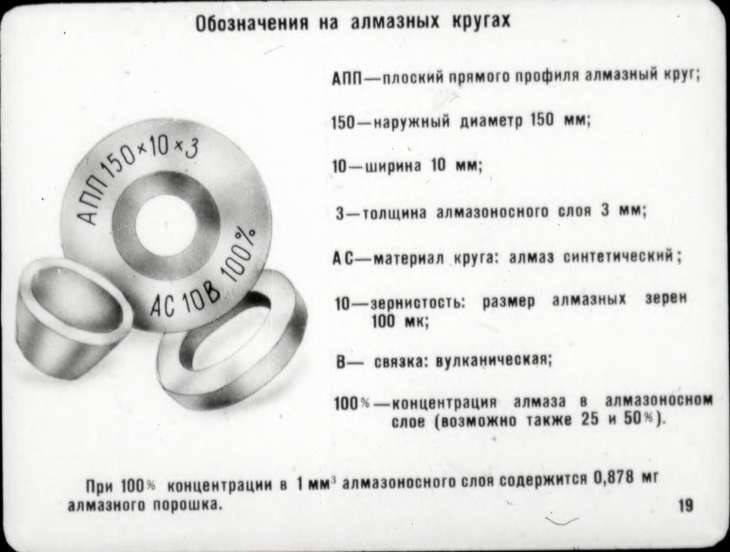
ГОСТ 3647-80 (для неалмазов) использует почти такую же микронную лестницу. Однако он использует другую систему именования. Для макрозернистости зернистость указывается числом, а для микрозернистости – цифрой с индексом «М» (для Микро). При этом разработчики стандарта «сплавили» макрогранулы и микрограниты: зернистость 5 = М63, а зернистость 4 = М50. (Они полностью эквивалентны, за исключением порогового диапазона).
- Основной диапазон для 3647-80 называется
D50 и работает точно так же, как в FEPA и JIS (мин./макс. диапазон 50% в таблице ниже). - Значения смежного диапазона являются переменными и не имеют
Д
обозначение (мин. **> и макс. *%< в таблице ниже). - Диапазон пороговых значений — максимальный и минимальный в таблице ниже.
Все вышеперечисленное звучит менее чем интуитивно понятно. На самом деле стандарты еще сложнее, так как они также регулируют
форма частиц .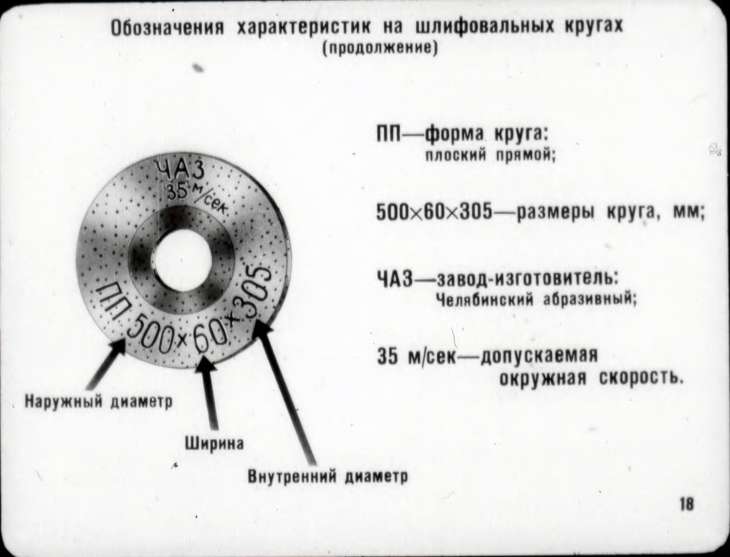
Мы свели все полученные данные в один график. Ось Y представляет размер зерна в логарифмическом масштабе, на котором 0, 1, 10 и 100 мкм отмечены горизонтальными линиями.
Теперь, приложив немного усилий, вы сможете ответить на несколько сложных вопросов. Иногда вы видите, что данные явно не совпадают с «общепринятыми» таблицами зернистости. Например, точильные камни Boride серии Golden Star имеют две маркировки FEPA-F и JIS. «J-1500» напечатано на точильном камне с зернистостью F 800.
Никакие таблицы зернистости не объяснят, как это получается. J-1500 = F 800.
Таблица диапазонов зернистости объясняет. В Boride Golden Star 800 возможно используется высококачественный абразив с узким основным диапазоном, который соответствует F 800 и J-1500, но не J-2000!
Все описанные нами стандарты были созданы с учетом большого запаса. Необработанный песок, который экскаватор вычерпывает из карьера, вероятно, подходит для одного из стандартных значений зернистости.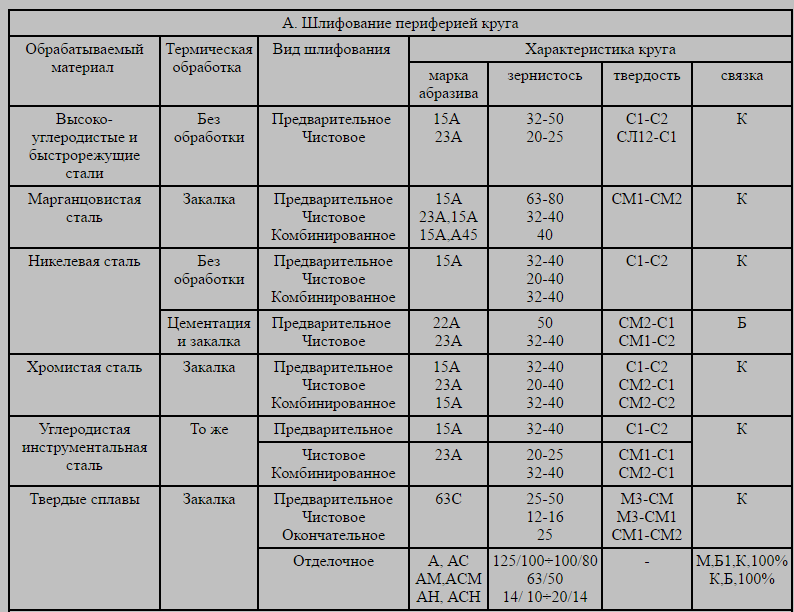 И все же производители абразивов часто изобретают свои собственные значения зернистости в стандартных шкалах абразивов! Boride продает камни с несуществующей зернистостью F 900.
И все же производители абразивов часто изобретают свои собственные значения зернистости в стандартных шкалах абразивов! Boride продает камни с несуществующей зернистостью F 900.
Наивысшая зернистость JIS – 8000. Производители японских водных камней предлагают свои «продолжения шкалы JIS». Конечно, каждый идет своим путем, не обращая внимания на то, что делают другие. У нас 10К, 13К , 15K, 20K и даже 30K. Только данные о размере зерна могут сказать нам, что означает конкретное значение зернистости. поскольку это создает иллюзию того, что все абразивные частицы имеют одинаковый размер.Но есть и более существенная причина, по которой микроны не используются.Абразивные стандарты — это язык, на котором говорят в отрасли.Поставщик абразива закупает алмазный порошок у какого-нибудь крупного производителя синтетические алмазы, и все, что им нужно знать, это значение зернистости и стандарт, которому он следует.Все многочисленные аспекты, связанные с распределением размера частиц и распределением формы частиц, регулируются этим стандартом. В свою очередь, производимые абразивы наследуют все эти аспекты. Когда потенциальный покупатель (например, производитель поршней для автомобильных двигателей) хочет приобрести абразивы для сверхтонкого хонингования, он называет зернистость и масштаб, которому она должна соответствовать. Все говорят на одном языке. Если этого не сделать, то нет гарантии, что алмазный порошок не будет содержать крупных зерен, что в конечном итоге приведет к фатальной неисправности двигателя.
В свою очередь, производимые абразивы наследуют все эти аспекты. Когда потенциальный покупатель (например, производитель поршней для автомобильных двигателей) хочет приобрести абразивы для сверхтонкого хонингования, он называет зернистость и масштаб, которому она должна соответствовать. Все говорят на одном языке. Если этого не сделать, то нет гарантии, что алмазный порошок не будет содержать крупных зерен, что в конечном итоге приведет к фатальной неисправности двигателя.
Большая логарифмическая диаграмма зернистости (GLGC) была создана и поддерживается Mr.Wizard.
Ознакомительные сведения.
Обновления.
Теперь вы должны лучше понимать необходимость
таблицы преобразования, с одной стороны, а также присущие им ограничения в использовании, с другой. Подавляющее большинство известных производителей абразивов вообще не используют какие-либо стандарты классификации или отступают от них для некоторых своих продуктов. Но каждую метку в представленной таблице следует понимать не как узкую точку, а как туманное пятно. Клякса может быть меньше или больше (в зависимости от того, насколько строго отбирались зерна для конкретного абразива). Если вы переводите одну зернистость в другую, не забывайте слово «приблизительно».
Клякса может быть меньше или больше (в зависимости от того, насколько строго отбирались зерна для конкретного абразива). Если вы переводите одну зернистость в другую, не забывайте слово «приблизительно».
Значения зернистости и диапазоны зернистости относятся к характеристикам абразивов, а не к режущей кромке или процессу заточки.
Цитата из
GLGC readme:
Диаграмма не дает и не может количественно определять или сравнивать абсолютную производительность. Хотя таблица содержит конкретные продукты, ее основная цель состоит в том, чтобы каталогизировать и отображать различные стандарты, в том числе проприетарные. Поскольку разные продукты, соответствующие одному и тому же стандарту, могут иметь совершенно разные характеристики из-за разной рецептуры, невозможно провести прямое сравнение только по этим цифрам. Абразивные характеристики измеряются не размером частиц, а скоростью удаления материала и шероховатостью поверхности готовой детали в определенных условиях, причем последнее само по себе требует множества параметров для количественной оценки.
(Ra, Rz, Rrms и т. д.) Абразивные характеристики сильно различаются и зависят, по крайней мере, от следующих факторов, которые не поддаются количественной оценке с помощью одного медианного значения размера частиц:
— химический состав
— ломкость (склонность к обнажению новых краев и разрушению на более мелкие частицы при использовании)
— угловатость частиц (резкость)
— сферичность частиц (соотношение сторон)
— распределение частиц по размерам (например, более строгая сортировка, чем стандартная)
— характеристики основы или склеивания (податливость, гибкость и т. д.)
— плотность точки среза (открытое и закрытое покрытие, доля связующего и т. д.)
— состав и твердость заготовки
— давление и скорость нанесения (влияющие на глубину проникновения песка)
— вспомогательное средство для резки (смазка)
Abrasives 101 на uama.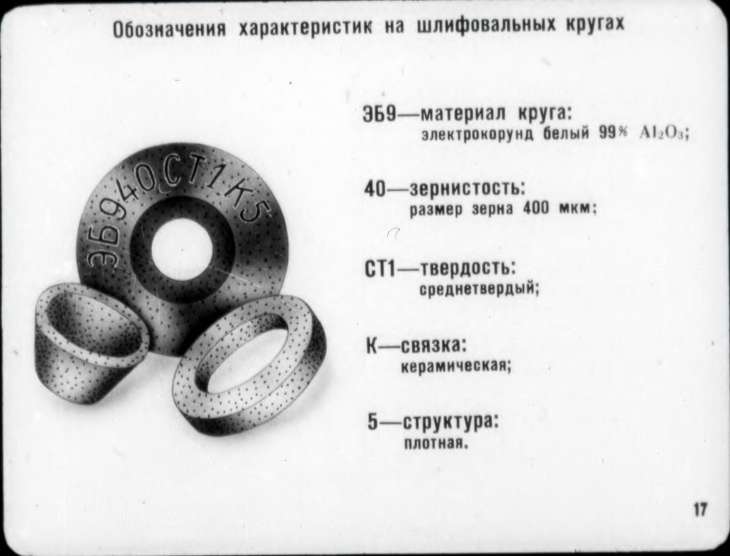 org
org
Часто задаваемые вопросы по заточке от Brent Beach
{% назначить option_index = 0 %}
{% для опции в product.options %}
{% присвоить is_color = false %}
{% назначить option_index = forloop.index0 %}
{% присвоить variant_option = ‘опция’ | добавить: forloop.index %}
{% assign displayStyle = configs.displayStyles[option] %}
{% assign sortOption = configs.listOrderOptions[опция] %}
{% если опция != «Название» %}
{% присвоить значения = «» %}
{% присвоить значения_доступные = «» %}
{% если displayStyle == 1 %}
{{опция}}
- {% для варианта в product.variants %}
{{ значение | побег }}
{{ ценность }}
{% присвоить значение_доступно = вариант.варианты[вариант_индекс] %}
{% присвоить значение_доступный_текст = «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{%, если values_available не содержит value_available_text или variant.
 available == false %}
available == false %}{% назначить значения_доступные = значения_доступные | добавить: «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% для варианта в product.variants %}
{% присвоить значение = variant.options[option_index] %}
{% присвоить valuetext = «&_&» | добавить: значение | добавить: «&_&» %}
{% назначить option_value = option | добавить: «-» | добавить: значение %}
{%, если значения не содержат valuetext %}
{% присвоить значения = значения | добавить: «&_&» | добавить: значение | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% elsif displayStyle == 2 %}
{{опция}}
- {% для варианта в product.
 featured_image.src=»» img_url:=»» endif=»»>
featured_image.src=»» img_url:=»» endif=»»>{{ значение | побег }}
 variants %}
variants %}{% присвоить значение_доступно = вариант.варианты[вариант_индекс] %}
{% присвоить значение_доступный_текст = «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{%, если values_available не содержит value_available_text или variant.available == false %}
{% назначить значения_доступные = значения_доступные | добавить: «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% для варианта в product.variants %}
{% присвоить значение = variant.options[option_index] %}
{% присвоить valuetext = «&_&» | добавить: значение | добавить: «&_&» %}
{% назначить option_value = option | добавить: «-» | добавить: значение %}
{%, если значения не содержат valuetext %}
{% присвоить значения = значения | добавить: «&_&» | добавить: значение | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% elsif displayStyle == 3 %}
{{опция}}
- {% для варианта в product.variants %}
{{ значение | побег }}
{{ ценность }}
{% присвоить значение_доступно = вариант.варианты[вариант_индекс] %}
{% присвоить значение_доступный_текст = «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{%, если values_available не содержит value_available_text или variant.available == false %}
{% назначить значения_доступные = значения_доступные | добавить: «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% для варианта в product.variants %}
{% присвоить значение = variant.options[option_index] %}
{% присвоить valuetext = «&_&» | добавить: значение | добавить: «&_&» %}
{% назначить option_value = option | добавить: «-» | добавить: значение %}
{%, если значения не содержат valuetext %}
{% присвоить значения = значения | добавить: «&_&» | добавить: значение | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% elsif displayStyle == 4 %}
{{опция}}
- {% если configs.
Выберите вариант
{{ ценность }}
 enableMandatory == true %}
enableMandatory == true %} {% конец%}
{% для варианта в product.variants %}
{% присвоить значение_доступно = вариант.варианты[вариант_индекс] %}
{% присвоить значение_доступный_текст = «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{%, если values_available не содержит value_available_text или variant.available == false %}
{% назначить значения_доступные = значения_доступные | добавить: «&_&» | добавить: значение_доступно | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% для варианта в product.variants %}
{% присвоить значение = variant.options[option_index] %}
{% присвоить valuetext = «&_&» | добавить: значение | добавить: «&_&» %}
{% назначить option_value = option | добавить: «-» | добавить: значение %}
{%, если значения не содержат valuetext %}
{% присвоить значения = значения | добавить: «&_&» | добавить: значение | добавить: «&_&» %}
{% бесконечный %}
{% конец для %}
{% конец%}
{% if configs. enableMandatory%}
enableMandatory%}
{% endif%}
{% конец%}
{% конец для %}
{% если configs.showNumberStock == «включить» %}
{{configs.stock_message}}
{% конец%}
{% конец%}
1926.303 — Круги абразивные и инструменты.
- По стандартному номеру
- 1926.303 — Круги абразивные и инструменты.
1926.303 (а)
Мощность. Все шлифовальные станки должны иметь мощность, достаточную для поддержания скорости вращения шпинделя на безопасном уровне во всех условиях нормальной работы.
1926.303(б)
Охрана.
1926.303(б)(1)
Шлифовальные станки должны быть оборудованы защитными ограждениями в соответствии с требованиями Американского национального института стандартов, B7.1-1970, Кодексом безопасности при использовании, уходе и защите абразивных кругов и параграфом (d) настоящего раздела.
1926.303(б)(2)
«Охранный дизайн». Защитное ограждение должно закрывать конец шпинделя, гайку и выступы фланца. Защитное ограждение должно быть установлено таким образом, чтобы поддерживать правильное выравнивание с колесом, а прочность креплений должна превышать прочность ограждения, за исключением:
1926.303(б)(2)(и)
Защитные ограждения на всех операциях, где работа обеспечивает соответствующую меру защиты оператора, могут быть сконструированы таким образом, чтобы торец шпинделя, гайка и внешний фланец были открыты; и если характер работы таков, что он полностью закрывает боковую сторону колеса, боковые крышки защитного кожуха могут не использоваться; и
1926. 303(б)(2)(ii)
303(б)(2)(ii)
Конец шпинделя, гайка и внешний фланец могут быть открыты на станках, спроектированных как переносные пилы.
1926.303 (с)
Использование абразивных кругов.
1926.303 (с) (1)
Напольные и настольные абразивные круги, используемые для наружного шлифования, должны быть снабжены защитными ограждениями (защитными кожухами). Максимальный угловой выпад периферии и сторон шлифовального круга должен быть не более 9°.0 градусов, за исключением случаев, когда для работы требуется контакт с колесом ниже горизонтальной плоскости шпинделя, угловое воздействие не должно превышать 125 градусов. В любом случае экспонирование должно начинаться не выше 65 град. над горизонтальной плоскостью шпинделя. Защитные ограждения должны быть достаточно прочными, чтобы противостоять эффекту разрыва колеса.
1926.303 (с) (2)
Напольные и стационарные шлифовальные станки должны быть снабжены рабочими опорами, имеющими жесткую опору и легко регулируемые. Такие рабочие упоры должны находиться на расстоянии не более одной восьмой дюйма от поверхности колеса.
1926.303 (с) (3)
Круги чашечного типа, используемые для наружного шлифования, должны быть защищены либо вращающимся защитным кожухом, либо ленточным защитным кожухом в соответствии с положениями Американского национального института стандартов, B7.1-1970 Кодекс безопасности при использовании, уходе и защите абразивных кругов. Все другие переносные абразивные круги, используемые для наружного шлифования, должны быть снабжены защитными ограждениями (защитными кожухами), отвечающими требованиям пункта (с)(5) настоящего параграфа, за исключением следующего:
1926. 303 (с) (3) (я)
303 (с) (3) (я)
Если место проведения работ делает это невозможным, должно использоваться колесо, оснащенное предохранительными фланцами, как описано в пункте (c)(6) настоящего раздела;
1926.303(с)(3)(ii)
Когда используются колеса диаметром 2 дюйма или менее, надежно закрепленные на конце стальной оправки.
1926.303(с)(4)
Переносные абразивные круги, используемые для внутреннего шлифования, должны быть снабжены предохранительными фланцами (защитными фланцами), отвечающими требованиям пункта (с)(6) настоящего раздела, за исключением следующего:
1926.303 (с) (4) (я)
Когда используются колеса диаметром 2 дюйма или менее, надежно закрепленные на конце стальной оправки;
1926.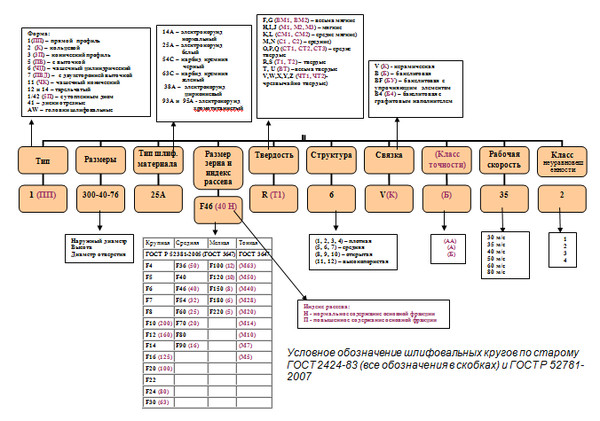 303(с)(4)(ii)
303(с)(4)(ii)
Если колесо полностью находится внутри шлифуемой детали во время использования.
1926.303 (с) (5)
Если требуются предохранительные ограждения, они должны быть установлены таким образом, чтобы поддерживать надлежащее выравнивание с колесом, а ограждение и его крепления должны иметь достаточную прочность, чтобы удерживать осколки колеса в случае случайной поломки. Максимальный угловой выпад периферии и сторон шлифовального круга не должен превышать 180 град.
1926.303 (с) (6)
Если требуются предохранительные фланцы, их следует использовать только с колесами, предназначенными для установки на фланцы. Должны использоваться только предохранительные фланцы такого типа и конструкции, которые должным образом собраны и обеспечивают удержание частей колеса в случае случайной поломки.
1926.303 (с) (7)
Все абразивные круги должны быть тщательно осмотрены и испытаны кольцами перед монтажом, чтобы убедиться, что они не имеют трещин или дефектов.
1926.303 (с) (8)
Шлифовальные круги должны свободно насаживаться на шпиндель и не должны насаживаться силой. Гайка шпинделя должна быть затянута ровно настолько, чтобы удерживать колесо на месте.
1926.303 (с) (9)
Все работники, использующие шлифовальные круги, должны быть защищены средствами защиты глаз в соответствии с требованиями подраздела E этой части, за исключением случаев, когда адекватная защита глаз обеспечивается защитными очками, постоянно прикрепленными к верстаку или напольной стойке.
1926.
