Шлифование что такое: Шлифование | это… Что такое Шлифование?
Содержание
что это? Отвечаем на вопрос. Технология процесса
Шлифование является одной из самых распространенных операций, базирующихся на принципах абразивной обработки. Удаление шероховатой поверхности на хрупких и твердых основах требуется в разных сферах, в числе которых организация напольных покрытий в строительстве или же приведение производственных конструкций в состояние, соответствующее нормативам. В традиционном понимании шлифование – это ликвидация наружного слоя поверхности с целью придания ей более эстетичного облика. Кроме того, данная операция ассоциируется с зачисткой и выравниванием, что тоже вполне справедливо.
Технология выполнения операции
Все методы шлифования в том или ином виде предполагают использование абразива. Это материал, структуру которого представляют выдающиеся из основной поверхности зерна мелкого песка или частиц горных пород. В процессе шлифования шершавая поверхность воздействует на целевой участок, тем самым избавляя его от неровностей и загрязнений. В общем виде процесс шлифования можно представить как механическое воздействие на рабочую область за счет абразива, в результате чего поверхность обретает новые качества. Это может быть очищение материала, выравнивание его поверхности или же устранение целого слоя. В простейшем виде шлифование представлено функцией наждачной бумаги, которая может использоваться для выравнивания граней древесного бруска. В данном случае технология реализуется ручным способом, но есть и механизированные станки и аппараты, которые в автоматическом режиме обеспечивают эффект абразивного воздействия.
В общем виде процесс шлифования можно представить как механическое воздействие на рабочую область за счет абразива, в результате чего поверхность обретает новые качества. Это может быть очищение материала, выравнивание его поверхности или же устранение целого слоя. В простейшем виде шлифование представлено функцией наждачной бумаги, которая может использоваться для выравнивания граней древесного бруска. В данном случае технология реализуется ручным способом, но есть и механизированные станки и аппараты, которые в автоматическом режиме обеспечивают эффект абразивного воздействия.
Отличия от полировки
По некоторым параметрам рабочей операции шлифование и полировка пересекаются, но принципиальные задачи у них немного отличаются. Дело в том, что полировка реализуется с целью получения именно декоративного эффекта. Именно это обуславливает и особенность технической организации процесса. Полировочные мероприятия предполагают более точное и щадящее воздействие на материал. При этом в обработке металла или камня может сохраняться и высокая степень жесткости, которая и позволяет деформировать внешние слои на глубине микронов. Другое дело, что речь идет именно о минимальном вторжении в структуру поверхности, что зачастую исключает даже повреждение защитного слоя. В свою очередь, шлифование – это зачастую грубое снятие верхнего слоя, которое обеспечивается абразивами крупной фракции. Еще одним отличием является применение специальных абразивных паст и мастик в процессе полировки. Они помогают эффективнее реализовывать механическое воздействие на структуру материала, предотвращая риск чрезмерного повреждения заготовки.
При этом в обработке металла или камня может сохраняться и высокая степень жесткости, которая и позволяет деформировать внешние слои на глубине микронов. Другое дело, что речь идет именно о минимальном вторжении в структуру поверхности, что зачастую исключает даже повреждение защитного слоя. В свою очередь, шлифование – это зачастую грубое снятие верхнего слоя, которое обеспечивается абразивами крупной фракции. Еще одним отличием является применение специальных абразивных паст и мастик в процессе полировки. Они помогают эффективнее реализовывать механическое воздействие на структуру материала, предотвращая риск чрезмерного повреждения заготовки.
Разновидности шлифования
Есть несколько классификаций, по которым различают технологии шлифования. В первую очередь это разделение касается ручного и машинного выполнения операций. Та же обработка наждачной бумагой или каменными абразивными брусками относится к ручным методам. Машинное воздействие на поверхности является более производительным и эффективным.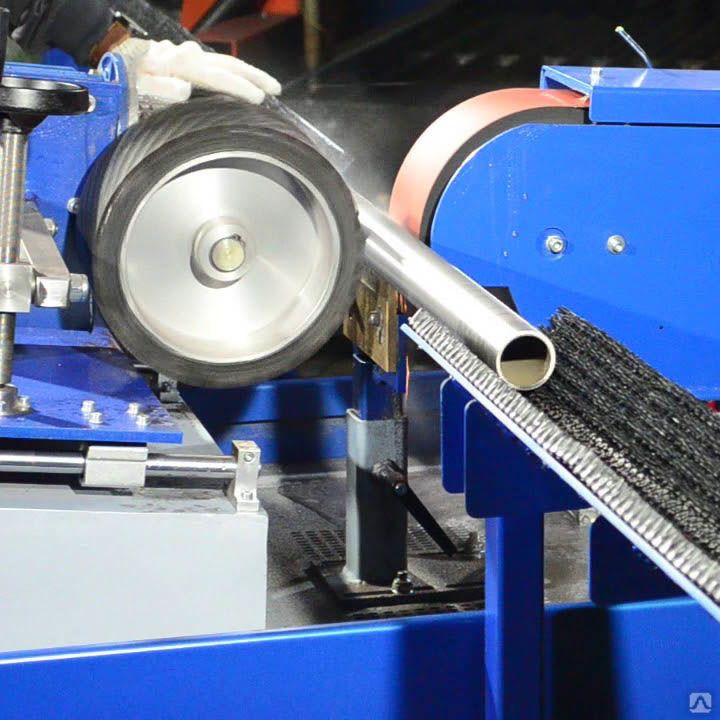 В этой группе способов выделяют ленточные, дисковые и плоские методы шлифования, которые отличаются характеристиками рабочей оснастки и способом организации силового воздействия. Например, ленточные машинки работают за счет электродвигателя, а функциональная оснастка представлена ремнями, на поверхности которых находятся абразивные частицы. Дисковые и плоские абразивные элементы также интегрируются в оснастку машин с электроприводом и самостоятельно выполняют доработку поверхностей. От пользователя требуется лишь заранее установить параметры абразивного воздействия и направлять агрегат в процессе работы.
В этой группе способов выделяют ленточные, дисковые и плоские методы шлифования, которые отличаются характеристиками рабочей оснастки и способом организации силового воздействия. Например, ленточные машинки работают за счет электродвигателя, а функциональная оснастка представлена ремнями, на поверхности которых находятся абразивные частицы. Дисковые и плоские абразивные элементы также интегрируются в оснастку машин с электроприводом и самостоятельно выполняют доработку поверхностей. От пользователя требуется лишь заранее установить параметры абразивного воздействия и направлять агрегат в процессе работы.
Особенности бесцентрового шлифования
Традиционно организация шлифования предполагает центровую фиксацию рабочей заготовки без возможности изменения ее позиции. Но есть и метод бесцентровой обработки, при которой изделию придается вращение. Такой подход оправдывает себя в случаях, когда нужно произвести обработку металлических деталей с высокой точностью. По сути, шлифование – это технология динамического абразивного оформления поверхностей заготовки. Обычно для реализации этого метода применяется несколько кругов, фиксируемых на функциональной оснастке станка. Разумеется, бесцентровая обработка применима только в условиях полноценного производственного процесса, когда у операторов есть возможность обеспечить не только надежное положение заготовки, но и придать ей вращение.
Обычно для реализации этого метода применяется несколько кругов, фиксируемых на функциональной оснастке станка. Разумеется, бесцентровая обработка применима только в условиях полноценного производственного процесса, когда у операторов есть возможность обеспечить не только надежное положение заготовки, но и придать ей вращение.
Инструменты для шлифования
К шлифовальному инструменту относятся и ручные устройства в виде напильников и абразивных камней, и механизированная техника. Наибольшего внимания заслуживает сегмент механизированных средств. Они отличаются по конструкции, способу воздействия и сфере применения. В строительстве, например, распространены напольные машинки, благодаря которым обрабатываются деревянные поверхности. У такой техники предусматриваются разные режимы шлифования, каждый из которых устанавливает особый набор рабочих параметров. Настройке, в частности, поддается интенсивность воздействия абразива, глубина среза и скорость перемещения рабочей оснастки. Более простые аппараты ручного типа, но с электротехнической начинкой, чаще используют для обработки отдельных конструкций и деталей – такие шлифовальные аппараты находят свое место в мастерских и на отдельных этапах производственных циклов, где невозможна автоматизация технологического процесса.
Более простые аппараты ручного типа, но с электротехнической начинкой, чаще используют для обработки отдельных конструкций и деталей – такие шлифовальные аппараты находят свое место в мастерских и на отдельных этапах производственных циклов, где невозможна автоматизация технологического процесса.
Материалы для шлифования
Практически все операции шлифования независимо от применяемого инструмента предполагают использование абразива. Это цельный предмет или поверхность, которая характеризуется шероховатостью и зернистостью. На практике этот элемент может представлять и насадка для шлифования в станке, и отдельный однородный брусок, который выступает и рукояткой, и обрабатывающей поверхностью одновременно. При этом существуют материалы природного и искусственного происхождения, которые стоит рассмотреть отдельно.
Природные и синтетические абразивы
Сегодня высоко ценятся характеристики алмазных абразивов, которые имеют природное происхождение. Крошка данного минерала применяется в изготовлении обрабатывающих кругов разной степени твердости. При помощи такой оснастки реализуется шлифование металла и камня. Также сегмент натуральных абразивов представляет пемза, гранат, кварц и корунд.
При помощи такой оснастки реализуется шлифование металла и камня. Также сегмент натуральных абразивов представляет пемза, гранат, кварц и корунд.
Искусственные или синтетические абразивные материалы тоже не обходятся без применения природных частиц в структуре, но при этом они подвергаются многоэтапной обработке. На сегодняшний день технологии шлифования этого типа предполагают использование различных сплавов, комбинированных смесей и минерального шлака. Нередко в целях экономии производственного процесса технологи включают в смеси абразивов и некоторые виды промышленных отходов.
Финишное шлифование
Если обработка выполняется для достижения определенного эстетического эффекта, то после выполнения основной зачистки и выравнивания может потребоваться этап финишной доработки. Его задача заключается в наделении поверхности оптимальными показателями шероховатости. Опять же, в отличие от полировки, шлифование – это способ получить гладкую и ровную поверхность с допуском матовости. Финишная обработка такого типа реализуется поверхностями, абразив которых рассчитан на средний съем глубины в 0,15-0,02 мкм. Причем эту задачу могут выполнять универсальные шлифовальные машины, возможности которых позволяют также справляться и с грубой зачисткой. Опять же, для разных операций применяются соответствующие режимы эксплуатации техники.
Финишная обработка такого типа реализуется поверхностями, абразив которых рассчитан на средний съем глубины в 0,15-0,02 мкм. Причем эту задачу могут выполнять универсальные шлифовальные машины, возможности которых позволяют также справляться и с грубой зачисткой. Опять же, для разных операций применяются соответствующие режимы эксплуатации техники.
Заключение
Операции шлифования применяются в разных сферах, но разработчики оборудования основной упор делают на функции обслуживания отделочных поверхностей. Это может быть и классический паркет, и настенные материалы в виде штукатурки, а также металлические и пластиковые настилы. Конечно, шлифование поверхности отдельной детали входит в спектр производственных операций. Технологии выполнения работ такого типа отличаются более высокой точностью и гибкостью в управлении. Ручной труд в этой сфере практически не задействуется, а на первое место все чаще выходят станки с программируемым контролем и управлением.
Виды шлифовки
Шлифовка – это технологическая операция, как правило, финишная, при которой часть материала удаляется с обрабатываемой поверхности. Такой вид обработки является высокопроизводительным и эффективным способом отделки поверхности при изготовлении деталей. Шлифовка придаёт поверхности требуемые характеристики по точности размеров, геометрии формы поверхности и её качеству. Слово шлифовка происходит от польского – «Szlifowac», что означает шлифовать, точить, полировать.
Такой вид обработки является высокопроизводительным и эффективным способом отделки поверхности при изготовлении деталей. Шлифовка придаёт поверхности требуемые характеристики по точности размеров, геометрии формы поверхности и её качеству. Слово шлифовка происходит от польского – «Szlifowac», что означает шлифовать, точить, полировать.
От того каким способом и какова будет форма обрабатываемой поверхности, шлифовка разделяется на виды:
- Круглое наружное
- Круглое внутреннее
- Безцентровое
- Плоское
- Профильное
- Резьбошлифование
- Зубошлифование
- Шлицешлифование
- Глубинное шлифование
- Совмещенное шлифование
При круглом шлифовании осуществляется взаимное перемещение шлифовального круга и детали вдоль ее оси называемой продольной подачей, а так же задаётся перемещение поперечной оси для придания цилиндрическому или коническому изделию заданных геометрических диаметров и шероховатости поверхностей. Этим способом обработки пользуются при обработке валов, втулок, шпинделей, колен валов и прочих продуктов машиностроения.
Этим способом обработки пользуются при обработке валов, втулок, шпинделей, колен валов и прочих продуктов машиностроения.
Круглое внутреннее шлифование предназначено для работы с цилиндрическими или коническими поверхностями, расположенными под наружными частями, геометрических элементов деталей. При шлифовке на внутришлифовальных станках процесс обработки предусматривает обработку с продольной подачей, врезное шлифование с поперечной подачей, обработку с планетарным вектором движения, а так же осциллирующим движением круга. Примером использования внутреннего шлифования могут быть части внутренних поверхностей таких деталей как: цанговая оправка, цанга, шпиндель и др.
При бесцентровом шлифовании деталь не закрепляют в центрах или в патроне, а базируют по обрабатываемой или ранее обработанной поверхности. Деталь начинает вращаться от ведущего круга, скорость которого раз в 60 – 100 менее по сравнению со скорость основного шлифовального круга.
Шлифовка деталей из металла
Плоское шлифование осуществляется на рабочей поверхности основного стола или на электромагнитной плите в зависимости от обрабатываемого материала. Это могут быть: плитки параллельные, используемые при фрезеровании, плитки Иогансона предназначенные для контроля размеров и пр.
Шлифование поверхностей деталей, образующая которых является кривой или ломаной линией, называют профильным шлифованием. К примеру, кулачки распределительного вала имеют форму отличную от круга и поверхность их прошлифована на специальных станках.
Резьбошлифование – это обработка элементов резьбы с помощью специального абразивного инструмента. Такой вид обработки применяется с целью получения качественной поверхности специальных винтов. В частности такой метод используется при изготовлении винтов ШВП, для станков с ЧПУ.
Зубошлифоеание – вид обработки, применяемый в машиностроении который позволяет шлифовать зубчатые колеса из закаленных сталей с твердостью рабочих поверхностей HRC 48 – 60, которые выполняют с высокой точностью в зависимости от условий работы. Шлифование зубьев осуществляется на специальном оборудовании, как правило, с программным управлением.
Шлифование зубьев осуществляется на специальном оборудовании, как правило, с программным управлением.
Шлицешлифование – разновидность шлифования, производимого на специальных станках. Применяется такой способ для обработки валов со шлицевыми соединениями.
Глубинное шлифование является разновидностью обдирочного шлифования. Однако, в ряде случаев, глубинное шлифование по достигаемому качеству обрабатываемой поверхности может являться чистовым. Обработку проводят с большими глубинами (св. 5 мм), с малыми продольными подачами. Глубинное шлифование применяют для профильного шлифования, в том числе широкими кругами, для шлифования стружечных канавок на сверлах, гребенок, пазов; при шлифовании резьб, зубьев и червяков и деталей топливной аппаратуры и при алмазной обработке твердосплавных режущих инструментов.
Совмещенное шлифование – это обработка одновременно нескольких сегментов деталей на шлифовальном станке с одной технологической установки. В том случае, когда шейки детали расположены близко друг к другу, применяют широкие круги для одновременного охвата этих элементов выделываемой детали, а для обработки изделий, у которых эти места расположены на значительном расстоянии друг от друга, используются шлифование несколькими кругами одновременно расположенными на одном валу. Последний метод позволяет существенно повысить производительность и точность относительно взаиморасположения шлифуемых поверхностей.
В том случае, когда шейки детали расположены близко друг к другу, применяют широкие круги для одновременного охвата этих элементов выделываемой детали, а для обработки изделий, у которых эти места расположены на значительном расстоянии друг от друга, используются шлифование несколькими кругами одновременно расположенными на одном валу. Последний метод позволяет существенно повысить производительность и точность относительно взаиморасположения шлифуемых поверхностей.
Что такое шлифовальный процесс и шлифовальный круг?
Шлифовальный круг — инструмент для шлифования. Он состоит из крупнозернистых абразивных составов, связанных между собой. После формирования цельного круглого предмета шлифовальную и абразивную обработку можно производить на шлифовальном станке. Шлифование является широко используемым методом обработки, позволяющим получить более высокую плотность заготовки и качество поверхности. Различные методы шлифования приводят к различным дефектам шлифования. Наиболее влиятельным фактором является шлифовальный круг.
Наиболее влиятельным фактором является шлифовальный круг.
Что такое шлифовальный круг?
Измельчение – метод обработки. В отличие от резки, при шлифовании используется шлифовальный круг, который использует абразивные частицы на инструменте для обработки поверхности заготовки под определенным давлением. В состав шлифовального круга входят абразив, связующее вещество и поры, выполняющие различные функции. Абразив — это та часть, которая непосредственно режет заготовку, связующее вещество отвечает за захват абразива, а поры могут рассеивать тепло и удалять стружку. Под действием измельчения механизм преодолевает силу цепи внутри твердого материала, при этом размер и форма измельчаемого материала будут изменяться.
Шлифовка — это метод микрообработки. При шлифовании производят относительное движение между обрабатываемой поверхностью заготовки и шлифовальным инструментом с помощью шлифовальной машины и абразива и оказывают определенное давление для отделения заготовки от заготовки.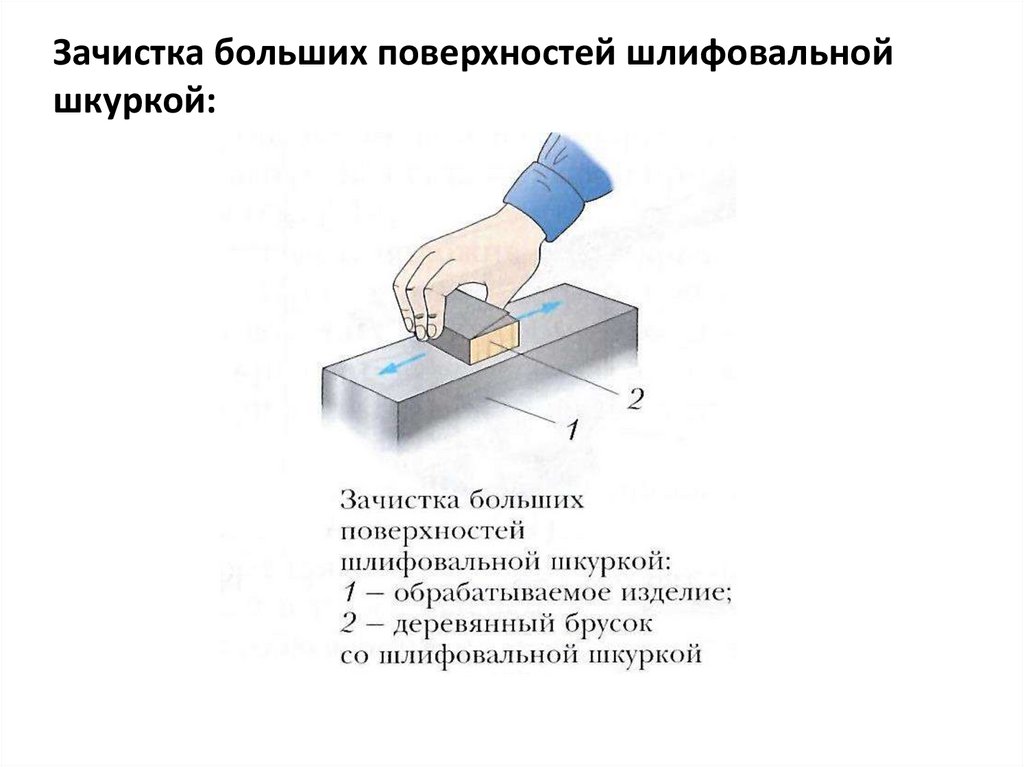 Удалите крошечные выступающие слои поверхности, чтобы получить низкую шероховатость поверхности и высокую точность размеров, точность геометрической формы и т. д. В производстве литейных форм он широко используется в формах для точного литья под давлением, пластиковых формах и формах автомобильных крышек, которые требуют высокого качества внешнего вида продукта. .
Удалите крошечные выступающие слои поверхности, чтобы получить низкую шероховатость поверхности и высокую точность размеров, точность геометрической формы и т. д. В производстве литейных форм он широко используется в формах для точного литья под давлением, пластиковых формах и формах автомобильных крышек, которые требуют высокого качества внешнего вида продукта. .
Существуют типы шлифовальных кругов различных размеров и форм. Различные абразивы, связующие вещества и производственные процессы имеют свою область применения. Если шлифовальный круг не оценивается должным образом, это может напрямую повлиять на точность обработки, шероховатость поверхности и эффективность производства. Поэтому необходимо учитывать различные условия и ситуации, чтобы выбрать подходящий шлифовальный круг и, наконец, получить удовлетворительные результаты.
Каковы основные принципы измельчения?
- Физическое действие:
При шлифовании шлифовальная поверхность шлифовального инструмента равномерно покрывается абразивом. Если твердость материала шлифовального инструмента ниже, чем у заготовки, то при движении шлифовального инструмента и заготовки относительно друг друга под действием давления шлифовальный материал имеет острые кромки и углы и высокую твердость. Частицы, некоторые из которых будут вдавливаться в поверхность шлифовального инструмента, вызывая режущее действие, а некоторые будут катиться или скользить между шлифовальным инструментом и поверхностью заготовки, вызывая скольжение. Эти частицы подобны бесчисленным режущим кромкам, которые производят небольшое режущее действие на поверхности заготовки и равномерно срезают тонкий слой металла с поверхности заготовки. В то же время под действием шлифовального давления пассивированные абразивные зерна производят микроэкструзионную пластическую деформацию на обрабатываемой поверхности путем выдавливания вершины обработанной поверхности, так что заготовка постепенно приобретает высокую точность размеров и низкую шероховатость поверхности.
Если твердость материала шлифовального инструмента ниже, чем у заготовки, то при движении шлифовального инструмента и заготовки относительно друг друга под действием давления шлифовальный материал имеет острые кромки и углы и высокую твердость. Частицы, некоторые из которых будут вдавливаться в поверхность шлифовального инструмента, вызывая режущее действие, а некоторые будут катиться или скользить между шлифовальным инструментом и поверхностью заготовки, вызывая скольжение. Эти частицы подобны бесчисленным режущим кромкам, которые производят небольшое режущее действие на поверхности заготовки и равномерно срезают тонкий слой металла с поверхности заготовки. В то же время под действием шлифовального давления пассивированные абразивные зерна производят микроэкструзионную пластическую деформацию на обрабатываемой поверхности путем выдавливания вершины обработанной поверхности, так что заготовка постепенно приобретает высокую точность размеров и низкую шероховатость поверхности. - Химическое действие:
При использовании абразива, такого как оксид хрома и стеариновая кислота, в процессе шлифования между абразивом и обработанной поверхностью заготовки происходит химическое взаимодействие, в результате чего образуется очень тонкая оксидная пленка, которая легко шлифуется. выключенный. Процесс шлифования – это процесс непрерывного образования и стирания оксидной пленки, повторяется множество циклов, чтобы уменьшить шероховатость обрабатываемой поверхности.
выключенный. Процесс шлифования – это процесс непрерывного образования и стирания оксидной пленки, повторяется множество циклов, чтобы уменьшить шероховатость обрабатываемой поверхности.
Характеристики шлифования:
Шлифование может играть роль в высокоскоростной обработке при обработке мягких или легкообрабатываемых материалов и может соответствовать сложным формам заготовки. Шлифовка имеет ряд преимуществ, например, абразивы тверже заготовок, поэтому с их помощью можно обрабатывать более твердые материалы. Это абразивные частицы, которые могут непрерывно генерироваться, и инструмент необходимо заменить после пассивации, но шлифовальный круг обладает эффектом самозатачивания, скорость шлифования высокая, а одновременное действие бесчисленных наконечников инструментов может иметь высокий результат. скорость обработки.
- Низкая шероховатость поверхности:
Шлифование относится к шлифованию с микроподачей, а глубина резания мала, что способствует снижению значения шероховатости поверхности заготовки. Шероховатость обрабатываемой поверхности может достигать Ra0,01 мкм.
Шероховатость обрабатываемой поверхности может достигать Ra0,01 мкм. - Высокая точность размеров:
При шлифовании используются чрезвычайно мелкие микропорошковые абразивы, а станок, шлифовальный инструмент и заготовка находятся в эластичном плавающем рабочем состоянии. Под действием низкой скорости и низкого давления выпуклые вершины обрабатываемой поверхности последовательно шлифуются, а точность обработки может достигать 0,1 мкм ~ 0,01 мкм. - Высокая точность формы:
Заготовка в основном находится в свободном состоянии во время шлифования, усилие равномерное, движение стабильное, а точность движения не влияет на точность формы и положения. Цилиндричность обработанного цилиндра может достигать 0,1 мкм. - Улучшение механических свойств поверхности заготовки:
Теплота резания при шлифовании мала, деформация заготовки мала, метаморфический слой тонкий, на поверхности не будет микротрещин. Это может уменьшить коэффициент поверхностного трения и улучшить износостойкость и коррозионную стойкость. На поверхности шлифовальных деталей возникает остаточное сжимающее напряжение, что способствует повышению усталостной прочности поверхности заготовки.
На поверхности шлифовальных деталей возникает остаточное сжимающее напряжение, что способствует повышению усталостной прочности поверхности заготовки. - Требования к шлифовальным инструментам невысокие:
Шлифовальные инструменты и оборудование, используемые для шлифования, как правило, просты и не требуют чрезвычайно высокой точности. Материал шлифовального инструмента, как правило, мягче, чем заготовка, и он будет изнашиваться во время шлифования, поэтому его следует вовремя ремонтировать и заменять.
Измерение шлифования:
Традиционный метод шлифования использует силу кручения и вибрацию для наблюдения, но поскольку характеристики шлифовального круга, контактирующего с заготовкой, представляют собой плотную случайную структуру, создаваемую наждаком и связующим, усилие шлифования во время процесса шлифования усложняется, и трудно увидеть существенные условия при измерении крутящего момента и вибрации, чем при прямом измерении силы.
Как узнать состояние помола?
При выполнении помола вы можете знать, что помол некачественный, и будет большее и менее стабильное усилие помола, но есть много факторов плохого помола, о которых невозможно судить, например, обмолот при помоле колесо, овальность и невозможность ремонта песком. Хорошая, плохая фиксация приспособления, прыгающие цветы, неравномерная сила шлифования и даже могут напрямую отражать шероховатость поверхности между шлифованием. С помощью умной рукоятки ножа можно четко понять состояние измельчения, избегая проблемы обнаружения проблемы после завершения обработки, но требуя тяжелой работы, что приводит к увеличению времени и затрат.
Как правильно выбрать шлифовальный круг?
Существует множество типов шлифовальных кругов, включая различные размеры и формы. Как и инструменты, они имеют разные области применения в зависимости от материалов и характеристик. Неправильный выбор напрямую повлияет на точность обработки, шероховатость поверхности и эффективность производства.
Как выбрать абразив?
При выборе абразивов их можно выбирать в зависимости от заготовки и метода термообработки. Если заготовка имеет высокую прочность на растяжение, можно выбрать абразивы с высокой ударной вязкостью. Для заготовок с низкой твердостью и высоким удлинением можно использовать хрупкие абразивы.
- Шлифовальный круг из коричневого корунда: Этот тип шлифовального круга имеет высокую твердость и высокую ударную вязкость. Он подходит для шлифования металлических заготовок с высокой прочностью на растяжение (углеродистая сталь, легированная сталь и т. д.). Этот вид абразива обладает хорошей шлифовальной способностью и широкой адаптируемостью. Он широко используется. Он дешев и широко используется для удаления грубого помола с большим припуском.
- Шлифовальный круг из белого корунда: твердость выше, чем у коричневого корунда, а прочность ниже. При шлифовании абразивные зерна легко ломаются. Следовательно, выделяемое тепло невелико, что подходит для тонкого шлифования высокоуглеродистой стали, быстрорежущей стали или тонкостенных деталей и т.
 Д., Но стоимость выше, чем у коричневого корунда.
Д., Но стоимость выше, чем у коричневого корунда. - Черный шлифовальный круг из карбида кремния: этот вид шлифовального круга является хрупким и острым, а его твердость выше, чем у белого корунда. Он подходит для шлифования заготовок с низкой механической прочностью, таких как чугун, алюминий или огнеупорные материалы.
- Зеленый шлифовальный круг из карбида кремния: этот вид шлифовального круга более хрупкий, чем черный карбид, с острыми абразивными зернами и хорошей теплопроводностью. Он подходит для шлифования твердых и хрупких материалов, таких как твердый сплав и оптическое стекло.
- : подходит для шлифовальных инструментов, измерительных инструментов, инструментов и других заготовок с высокими требованиями к качеству обработки поверхности.
- : подходит для шлифования нержавеющей стали, подшипниковой стали и т. д., для формовочного шлифования, врезного шлифования и зеркального шлифования.

- : подходит для шлифования аустенитной нержавеющей стали, титанового сплава, жаропрочного сплава и т. д. и склонен к шлифованию в тяжелых условиях.
Нефритовый шлифовальный круг из хромированной стали
Шлифовальный круг из микрокристаллического корунда
Нефритовый шлифовальный круг из циркониевой стали
Зернистость:
Размер частиц относится к размеру частиц абразива, и размер обычно выражается номером размера частиц. При шлифовании с более крупными частицами эффективность производства выше, но поверхность заготовки будет более шероховатой, а более мелкие частицы имеют лучшую шероховатость, но более низкую производительность. Если требования к шероховатости соблюдены, можно выбрать крупнозернистый шлифовальный круг для поддержания высокой эффективности производства.
Твердость:
Твердость относится к трудности отделения абразивных частиц шлифовального круга под действием внешней силы. В соответствии с требованиями обработки различных заготовок шлифовальный круг будет разделен на разные уровни твердости. Если выбранный шлифовальный круг слишком твердый, тупые абразивные частицы не будут легко падать, что приведет к засорению и увеличению температуры шлифования, что сделает заготовку легко прогорающей, снизит эффективность и, в конечном итоге, повлияет на качество поверхности заготовки. Если вы выберете слишком мягкий шлифовальный круг, он упадет, когда абразивные зерна еще острые, что увеличит износ шлифовального круга, повлияет на точность заготовки и потеряет правильную форму. Поэтому при выборе твердости шлифовального круга необходимо оценить площадь контакта между шлифовальным кругом и заготовкой, форму заготовки, метод шлифования, метод охлаждения или тип связующего вещества шлифовального круга. рулевое колесо.
Если выбранный шлифовальный круг слишком твердый, тупые абразивные частицы не будут легко падать, что приведет к засорению и увеличению температуры шлифования, что сделает заготовку легко прогорающей, снизит эффективность и, в конечном итоге, повлияет на качество поверхности заготовки. Если вы выберете слишком мягкий шлифовальный круг, он упадет, когда абразивные зерна еще острые, что увеличит износ шлифовального круга, повлияет на точность заготовки и потеряет правильную форму. Поэтому при выборе твердости шлифовального круга необходимо оценить площадь контакта между шлифовальным кругом и заготовкой, форму заготовки, метод шлифования, метод охлаждения или тип связующего вещества шлифовального круга. рулевое колесо.
Выбор связующего:
Наиболее распространенными связующими являются керамические связующие и связующие на основе смолы. Первый представляет собой неорганическое связующее со стабильными химическими свойствами, термостойкостью и хорошей коррозионной стойкостью. Шлифовальный круг, использующий это связующее, имеет высокую эффективность шлифования и низкий износ и может поддерживать шлифовальный круг. Геометрическая форма, широкий спектр применения. Однако недостатком шлифовального круга на керамической связке является то, что он хрупкий и не выдерживает сильной вибрации. Связка на основе смолы представляет собой органическую связку с высокой прочностью, определенной эластичностью, низкой термостойкостью, хорошей самозатачиваемостью, простотой изготовления и коротким периодом обработки, а область ее применения уступает только керамической связке.
Шлифовальный круг, использующий это связующее, имеет высокую эффективность шлифования и низкий износ и может поддерживать шлифовальный круг. Геометрическая форма, широкий спектр применения. Однако недостатком шлифовального круга на керамической связке является то, что он хрупкий и не выдерживает сильной вибрации. Связка на основе смолы представляет собой органическую связку с высокой прочностью, определенной эластичностью, низкой термостойкостью, хорошей самозатачиваемостью, простотой изготовления и коротким периодом обработки, а область ее применения уступает только керамической связке.
Организация Выбор:
Организация относится к процентному соотношению абразивных зерен в шлифовальном круге к объему шлифовального круга. Чем плотнее шлифовальный круг, тем лучше можно отшлифовать поверхность заготовки, а чем слабее шлифовальный круг, тем больший зазор может обеспечить размещение абразивного мусора и избежать блокировки шлифовального круга. Структура может быть выбрана в соответствии с материалом заготовки. При шлифовании мягких металлов легко блокируется, и можно выбрать шлифовальный круг с рыхлой структурой. При выполнении более точного шлифования для обеспечения лучшей шероховатости можно выбрать шлифовальный круг с плотной конструкцией.
Структура может быть выбрана в соответствии с материалом заготовки. При шлифовании мягких металлов легко блокируется, и можно выбрать шлифовальный круг с рыхлой структурой. При выполнении более точного шлифования для обеспечения лучшей шероховатости можно выбрать шлифовальный круг с плотной конструкцией.
Какие существуют классификации шлифовки?
- По степени автоматизации процесса измельчения:
- Ручное шлифование: Относительное перемещение заготовки и шлифовального инструмента осуществляется вручную. Качество обработки зависит от уровня квалификации оператора, что является трудоемким и низкопроизводительным. Он подходит для различных поверхностей металлических и неметаллических заготовок. Такие детали, как локальные узкие прорези, пазы, глубокие отверстия, глухие отверстия и мертвые углы на формообразующих деталях, по-прежнему в основном шлифуются вручную.
- Полумеханическое шлифование: одна из заготовок и кругов использует простые механические движения, а другая использует ручные операции.
 Качество обработки по-прежнему зависит от навыков оператора, а трудоемкость снижается. Применяется для шлифования внутренних и наружных цилиндрических поверхностей, плоских и конических поверхностей заготовок. Обычно используется при шлифовке деталей пресс-форм.
Качество обработки по-прежнему зависит от навыков оператора, а трудоемкость снижается. Применяется для шлифования внутренних и наружных цилиндрических поверхностей, плоских и конических поверхностей заготовок. Обычно используется при шлифовке деталей пресс-форм. - Механическое шлифование: движение заготовки и шлифовального инструмента принимает механическое движение. Качество обработки гарантируется механическим оборудованием, а эффективность работы относительно высока. Но его можно применять только для шлифования деталей с менее сложной формой поверхности.
- Согласно условиям использования абразивов:
- Мокрое шлифование: В процессе шлифования абразив размазывается по поверхности шлифовального инструмента, и абразивные ролики или скользят между шлифовальным инструментом и заготовкой, создавая режущий эффект на поверхности заготовки. Эффективность обработки высока, но геометрическая форма и точность размеров, а также блеск обработанной поверхности не так хороши, как при сухом шлифовании, и в основном используются для чернового шлифования и получистовой обработки плоскостей, внутренних и наружных цилиндрических поверхностей.

- Сухое шлифование: перед шлифованием абразивные частицы равномерно вдавливаются в рабочую поверхность шлифовального инструмента на определенную глубину, что называется засыпкой песком. В процессе шлифования шлифовальный инструмент и заготовка поддерживают определенное давление и перемещаются относительно определенной траектории для достижения микрорезки, тем самым обеспечивая высокую точность размеров и низкую шероховатость поверхности. При сухом шлифовании смазывающий абразив не наносится или наносится в небольшом количестве. Обычно используется для тонкого шлифования плоскостей, эффективность производства невысока.
- Полусухое шлифование: используется пастообразная шлифовальная паста, аналогичная мокрому шлифованию. При шлифовании, в соответствии с требованиями точности обработки заготовки и шероховатости поверхности, своевременно наносите абразивную пасту. Он подходит для грубой и тонкой шлифовки различных заготовок.
В заключение
Перед выбором шлифовального круга его следует оценить в соответствии с различными условиями, такими как абразив, размер частиц, твердость, связующее вещество, структура и т. д., а также различные материалы заготовки, методы шлифования и охлаждение. методы. Несмотря на то, что необходимо учитывать множество факторов, необходимо провести полную подготовку перед измельчением и даже провести проверку качества с помощью умных рукояток ножа во время измельчения, чтобы убедиться, что конечное качество соответствует требованиям.
д., а также различные материалы заготовки, методы шлифования и охлаждение. методы. Несмотря на то, что необходимо учитывать множество факторов, необходимо провести полную подготовку перед измельчением и даже провести проверку качества с помощью умных рукояток ножа во время измельчения, чтобы убедиться, что конечное качество соответствует требованиям.
Что означает гриндинг в видеоиграх?
Автор
Soham De
Игра в игры может быть как разочаровывающей, так и полезной частью видеоигр. Но сначала давайте разберемся, что же это такое на самом деле.
Возможно, вы слышали о термине «гринд» в видеоиграх, но не знали его точного определения. Это хорошо, плохо или где-то посередине? А в каких играх есть гринд?
Вот объяснение того, что такое гринд в видеоиграх.
Игра в видеоигры, объяснение
В видеоиграх гриндинг — это когда игрок многократно повторяет одно и то же, чтобы получить очки опыта (XP) или игровые предметы, такие как редкая добыча или внутриигровая валюта.
Хотя можно утверждать, что в каждой игре одно и то же повторяется снова и снова (т. е. геймплейный цикл), гриндинг обычно происходит, когда вы выполняете одни и те же задачи или миссии до такой степени, что они повторяются.
Если в игре есть система прогресса, внутриигровой магазин или система разблокировки, то в ней может быть гринд. В ролевых играх (RPG) или многопользовательских онлайн-играх обычно используется форма гринда, чтобы вы могли повысить свой уровень для выполнения определенных квестов, заработать достаточно игровой валюты или разблокировать определенные предметы.
Если вы играли в какую-либо из последних игр Assassin’s Creed или в шутеры, такие как Battlefield, Call of Duty или Warframe, то вы знакомы с гриндом. Выполняете ли вы еще один побочный квест для повышения уровня или играете еще один матч, чтобы разблокировать определенный скин, оружие или аксессуар, вы шлифуете.
Связанный: Что такое видеоигры Metroidvania?
Грайндинг в видеоиграх может быть субъективным.
