Шлифовка отверстий: Шлифование отверстий | Технологии Обработки Металлов
Содержание
Шлифовка отверстий в дереве | Обзор
15 Февраля 2021
Просмотрено 2034 раза
Шлифовка отверстий в деревянных изделиях – самый сложный вид работ, касающийся подготовки поверхности к финишной обработке, например, покраске или лакированию. Связано это в первую очередь с особенностями имеющихся отверстий и с труднодоступностью их внутренних поверхностей для существующих инструментов. Конечно, можно использовать простую наждачную бумагу и делать всё вручную, но этот процесс долгий и трудоёмкий, особенно если речь идёт не о единичном изготовлении, а о производстве в промышленных масштабах. Какие еще есть варианты? У компании DE-TERO® есть решение и для такого случая – щеточно-шлифовальные системы DE-TERO® Rmicro.
Шлифовальные системы DE-TERO® Rmicro – особенности
DE-TERO® Rmicro – самая маленькая щеточно-шлифовальная система из ассортимента компании, имеет такие особенности:
- Представляет собой удобную насадку на шуруповёрт или дрель;
- Без проблем закрепляется в стандартном патроне;
- Длина оправки составляет 80мм, посадочный диаметр – 8мм;
- Материал втулки – высокопрочный пластик;
- Конструкция – радиальная;
- По окружности располагается четыре абразивно-щеточных модуля;
- Ширина втулки – 30мм, диаметр – 25мм;
- Рекомендуемые обороты вращения – от 600 до 3000об/мин.


На торце втулки находится металлический стопорный винт, который необходимо открутить при замене абразива с щётками. Сам процесс замены щёток занимает не больше минуты. Обратите внимание, что система DE-TERO® Rmicro подходит для шлифования отверстий с диаметром не менее 40мм. В зависимости от породы и особенностей древесины могут применяться разные абразивы, к их основным параметрам относят зернистость, высоту и ширину лепестков, тип нарезки.
Выбор абразива и щеток
Щетки в системе DE-TERO® Rmicro могут быть прямыми и наклонными. Прямые подходят для шлифовки сквозных отверстий, наклонные же являются более универсальными, позволяют отшлифовать как сквозные, так и глухие отверстия. Ширина абразивного лепестка для данной модели составляет 10мм, высота – 35мм. Зернистость может быть Р60, Р80, Р100, Р120, Р150, Р180, Р240 или Р320.
Основное правила выбора абразива состоит в том, что начинать нужно всегда с более крупного зерна (меньшее число) и по мере продвижения менять его на более мелкий (большее число). В результате обработанная поверхность будет гладкой и без видимых дефектов. Если для кажущегося удобства использовать только один размер зерна, то хорошего эффекта добиться не получится – неправильно подобранный абразив быстрее изнашивается, а осевшие частицы пыли могут поцарапать поверхность изделия или обжечь ее во время обработки.
В результате обработанная поверхность будет гладкой и без видимых дефектов. Если для кажущегося удобства использовать только один размер зерна, то хорошего эффекта добиться не получится – неправильно подобранный абразив быстрее изнашивается, а осевшие частицы пыли могут поцарапать поверхность изделия или обжечь ее во время обработки.
Самая большая проблема – решить, с какой зернистости начать, а какой закончить. Всё зависит от того, с каким материалом мы работаем и какого результата хотим достичь. В случае с необработанной древесиной мы обычно начинаем работу с зернистостью Р60-Р100. Абразив с зернистостью до Р80 используется для придания окончательной формы шлифованным элементам, а также позволяет удалить любые вмятины, повреждения и следы от столярных машин. Дальнейшая обработка более тонким абразивом (P100 и выше) предназначена для устранения неровностей и царапин, образовавшихся во время первоначального шлифования. Иногда достаточно будет шлифовки с Р180 или Р220 – обработанная таким образом поверхность производит впечатление абсолютно гладкой и готова, например, к лакировке.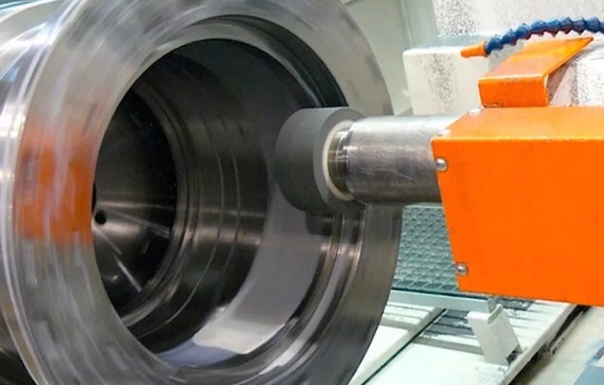 Если планируете использовать лаки на водной основе, лучше использовать абразив с зернистостью Р240 или Р320. Стоит помнить, что эффект полной и идеальной гладкости обеспечивается не шлифованием, а финишным покрытием, нанесенным на поверхность.
Если планируете использовать лаки на водной основе, лучше использовать абразив с зернистостью Р240 или Р320. Стоит помнить, что эффект полной и идеальной гладкости обеспечивается не шлифованием, а финишным покрытием, нанесенным на поверхность.
Внутреннее и координатное шлифование — МонАлиТ
Патент №2319601
Рис.1
Акты испытаний
Головки для внутреннего и координатного шлифования «МонАлиТ» изготавливаются отечественным производителем по уникальной запатентованной технологии ( Патент №2319601). Они выпускаются по требованию заказчика в двух модификациях — с эльбором и алмазом. Их отличает от других типов головок предельное наполнение рабочей части абразивными зернами, которые привариваются в вакууме друг к другу (рис1).В результате их предельного наполнения алмазом ресурс головок «МонАлиТ» в сотни раз превышает ресурс обычных абразивных головок любых производителей (даже немецких и швейцарских) и в десятки раз ресурс однослойных гальванических головок . Сравнительные испытания на различных заводах ОПК показали, что головки «МонАлиТ» в разы превосходят по эксплуатационным показателям головки зарубежных фирм (Акт 1) и (Акт2). Важным преимуществом головок «Моналит» является то, что благодаря их прочной сварной конструкции они держат форму дольше других инструментов (Акт3). Это позволяет работать ими без предварительной приработки и сразу с одной установки шлифовать глухие отверстия.
Сравнительные испытания на различных заводах ОПК показали, что головки «МонАлиТ» в разы превосходят по эксплуатационным показателям головки зарубежных фирм (Акт 1) и (Акт2). Важным преимуществом головок «Моналит» является то, что благодаря их прочной сварной конструкции они держат форму дольше других инструментов (Акт3). Это позволяет работать ими без предварительной приработки и сразу с одной установки шлифовать глухие отверстия.
Данный вид инструмента был разработан инженерами фирмы при активном участии специалиста РКК «Энергия» Нехорошева О.В., который предлагает оптимальные режимы (рекомендации) их использования и оказывает консультации по телефону.
Головки «МонАлиТ» выпускаются более 20 лет и нашли постоянных заказчиков на множестве предприятий, в первую очередь ОПК. Но особую гордость фирмы составляет тот факт, что они постоянно приобретаются крупнейшим производителем оружия в Болгарии — заводом «Арсенал».
Головки выпускаются как в стандартной модификации (см. таблицу), так и под заказ. Группа конструкторов и технологов фирмы «РусАтлант МК» разрабатывает самые разнообразные нестандартные виды инструментов, в том числе и для торцевого шлифования
таблицу), так и под заказ. Группа конструкторов и технологов фирмы «РусАтлант МК» разрабатывает самые разнообразные нестандартные виды инструментов, в том числе и для торцевого шлифования
КОНСУЛЬТАНТ: Нехорошев Олег Васильевич +7-905-732-77-96
Заказать инструменты можно
по телефону и через электронную почту
Телефон: +7 (499) 745-09-12 моб. +7 916 385-01-02
Факс: +7 (499) 745-09-11
Email: [email protected]
Email: [email protected]
Доставка инструмента осуществляется для Москвы самовывозом, для других городов через транспортную компанию «Деловые линии» (либо иным способом по договоренности с заказчиком).Таблица размеров МГШ
Рекомендации
по работе головками МГШ из эльбора марки ЛКВ60
на участке координатного шлифования
Обрабатываемый материал – углеродистые инструментальные стали: У8А, У10А, У12А; легированные инструментальные и быстрорежущие стали: 9ХС, ХВ2, Х12М, 95Х18 а также твердый сплавы ВК6, ВК8, ВК10.
- Размер зерна эльбора для головок представлен в таблице в зависимости от диаметра головки.
- Длина рабочей части головок 2 мм, 4 мм, 4 мм, 6 мм и 8 мм соответственно. Для коротких отверстий необходимо делать более короткие длины головок.
- Диаметр головки относительно отверстия должен быть 0,7- 0,8 диаметра начального отверстия – это среднее оптимальное соотношение.
- Чистота обработанной поверхности может быть в пределах от 7 до 9 класса (Ra0.8÷Ra0.2)
- Частота вращения шпинделя варьируется от 15000 до 250 000 об/мин в зависимости от диаметра головки для достижения оптимальной скорости резания (10÷15) м/сек для головок Ø1,0÷Ø12,0 мм.
- Частота планетарного вращения зависит от диаметра обрабатываемого отверстия и может измениться от 20 до 400 об/мин (технические характеристики станка). Идеальной считается скорость 15 м/мин, но на малых диаметрах обычно составляет величину вдвое меньшую.
- Скорость осевого перемещения эльборовой головки (число двойных ходов) зависит от глубины обрабатываемого отверстия и составляет от 300 мм/мин до 1000 мм/мин.
 При этом желательно получение пересечение штрихов под углом от 30 до 45 градусов.
При этом желательно получение пересечение штрихов под углом от 30 до 45 градусов. - Подача радиальная (на врезание) зависит как от диаметра обрабатываемого отверстия, так и от площади рабочей головки, но в среднем выбирается не более 5 мкм за один двойной ход.
- Для получения более качественной поверхности перед началом работы головку необходимо выставить так, чтобы биение было меньше 0,01 мм по индикатору.
- В случае обработки сквозных отверстий по возможности желательно подавать в зону обработки сжатый воздух или жидкое охлаждение (масло, воду, шлифовальную эмульсию).
- Вращение детали необходимо производить навстречу вращению головки.
- При шлифовке глухих отверстий необходимо касание и врезание делать внизу отверстия около 0,02 мм, делать не менее 5 с выхаживания в нижнем положении и затем включать осевое перемещение шпинделя.
Для получения более точной информации по режимам и способам обработки можно обратиться к консультанту фирмы
Нехорошеву Олегу Васильевичу: +7-905-732-77-96
20. 07.17
07.17
Рекомендации
по работе головками МГШ(а) из алмаза
на участке координатного шлифования
Обрабатываемый материал – различные керамические, композиционные составы, цветные сплавы а также твердый сплавы ВК6, ВК8, ВК10,Т5К10, Т15К8, Т30 и др.
- Размер зерна алмаза для головок представлен в таблице в зависимости от диаметра головки.
- Длина рабочей части головок 2 мм, 4 мм, 4 мм, 6 мм и 8 мм соответственно. Для коротких отверстий необходимо делать более короткие длины головок.
- Диаметр головки относительно отверстия должен быть 0,7- 0,8 диаметра начального отверстия – это среднее оптимальное соотношение.
- Чистота обработанной поверхности может быть в пределах от 7 до 9 класса (Ra0.8÷Ra0.2)
- Частота вращения шпинделя варьируется от 15000 до 250 000 об/мин в зависимости от диаметра головки для достижения оптимальной скорости резания (10÷15) м/сек для головок Ø1,0÷Ø12,0 мм.

- Частота планетарного вращения зависит от диаметра обрабатываемого отверстия и может измениться от 20 до 400 об/мин (технические характеристики станка). Идеальной считается скорость 15 м/мин, но на малых диаметрах обычно составляет величину вдвое меньшую.
- Скорость осевого перемещения алмазной головки (число двойных ходов) зависит от глубины обрабатываемого отверстия и составляет от 300 мм/мин до 1000 мм/мин. При этом желательно получение пересечение штрихов под углом от 30 до 45 градусов.
- Подача радиальная (на врезание) зависит как от диаметра обрабатываемого отверстия, так и от площади рабочей головки, но в среднем выбирается не более 5 мкм за один двойной ход.
- Для получения более качественной поверхности перед началом работы головку необходимо выставить так, чтобы биение было меньше 0,01 мм по индикатору.
- В случае обработки сквозных отверстий по возможности желательно подавать в зону обработки сжатый воздух или жидкое охлаждение (масло, воду, шлифовальную эмульсию).

- Вращение детали необходимо производить навстречу вращению головки.
- При шлифовке глухих отверстий необходимо касание и врезание делать внизу отверстия около 0,02 мм, делать не менее 8 с выхаживания в нижнем положении и затем включать осевое перемещение шпинделя.
Для получения более точной информации по режимам и способам обработки можно обратиться к консультанту фирмы
Нехорошеву Олегу Васильевичу: +7-905-732-77-96
28.08.17
Прецизионное шлифование отверстий
Прецизионное шлифование отверстий
Стабильная высокоточная шлифовка с точностью обработки 2-5 мкм.
Приложения
Выберите подходящий станок в соответствии с формой и размером деталей
Эффективность и стабильность качества 3-осевого высокоскоростного обрабатывающего центра JINGDIAO столь же совершенны, как и координатное шлифование в следующей ситуации:0003
HGA400
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
HGA600
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
HGA800
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
HGA1200
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
HGA400
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
HGA600
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
HGA800
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
HGA1200
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр
Узнать больше
Ключевая конфигурация
Высокоскоростной прецизионный шпиндель
Система защиты шлифования
Система фильтрации шлифования
Система правки шлифовального круга
Устройство измерения диаметра шлифовального круга
JD130S -24-BT30 Высокоскоростной прецизионный шпиндель
Высокая скорость и низкая вибрация являются основной гарантией прецизионного шлифования.
Система защиты от шлифования защищает ключевые части станка
Предотвратите попадание шлифовальной стружки внутрь станка, уменьшите износ рельса и винта и обеспечьте точность станка.
Система фильтрации с высокоточным измельчением
Принятие 4-этапной фильтрации, а точность фильтрации составляет 25 мкм.
Система обрезки шлифовального круга помогает поддерживать производительность шлифования
После длительной работы шлифовальный круг забивается или пассивируется абразив, что приводит к снижению шлифовальной способности. Чтобы улучшить возможности шлифования, система обрезки шлифовального круга может выполнять обрезку в режиме онлайн.
Устройство автоматического измерения диаметра шлифовального круга заменяет набор ручных инструментов и определяет фактический диаметр шлифовального круга
Диаметр шлифовального круга необходимо измерить при первом использовании, и использование этого устройства может снизить вероятность перерезки и царапания боковой стенки отверстия. После обрезки использование этого устройства может уменьшить погрешность ручного измерения.
После обрезки использование этого устройства может уменьшить погрешность ручного измерения.
JINGDIAO Проверенные решения для прецизионной обработки
Высокоточное шлифование отверстий требует многократного шлифования. В дополнение к шлифованию требуются другие операции, в том числе выравнивание положения заготовки, проверка поступающего материала, очистка заготовки, проверка остатка заготовки и т. д. Если эти операции выполняются вручную, обработка будет прерывистой, а внутристаночная среда будет изменена.
JINGDIAO 3-осевой высокоскоростной обрабатывающий центр может автоматически выполнять вышеуказанные действия. Ключевым моментом является завершение планирования программ обработки, контроля и управления в программном обеспечении и предоставление программе возможности запуска станка, чтобы обеспечить непрерывность обработки на станке и реализовать рабочий режим «внутристаночной автоматизации».
Свяжитесь с нами и внедрите этот эффективный и точный режим работы в своей мастерской.
Связаться с нами
Растирание отверстий в предгорьях Сьерры
Взгляд в прошлое предгорий Сьерры
Много поколений назад в этих местах собирались женщины, чтобы перемолоть мясо из желудей.
«Вот куда они пойдут работать. Это у них кухня — они там чистоту держат, —
— На разной глубине найдешь разные дырки. Традиционно им нравится более мелкое отверстие, чтобы растолочь желудевую муку. Более глубокие норы, может быть, просто очень, очень старые, но они забивали немного мяса, а в некоторых из более глубоких нор они даже хранили там вещи».
Шлифовальные отверстия
«Дырки всегда находились рядом с источником воды, потому что из молотой крупы нужно выщелачивать горькие дубильные вещества, прежде чем ее можно будет превратить в муку и съесть.
Это был общий опыт на шлифовальной станции.
Во многих местах в горной местности, подобных этим, и в предгорьях Сьерры, где текли родники и ручьи, в граните есть отверстия.
~~цитаты Лоис Бона, художницы и педагога
Гранитная площадка перед старым домиком из коры. Рядом с ним находятся шлифовальные отверстия.
Это место находится недалеко от водопада Виски в Национальном лесу Сьерра, прямо на горе от моего сада.
Кроме того, ниже сада примерно в 800 футах находится плоское и наклонное гранитное пространство, на котором есть еще одна группа шлифовальных отверстий, о которых стоит задуматься. Это страна моно, йокутов и чукчанси, и мысли о коренных калифорнийских женщинах, собирающихся здесь, вызывают благоговейный трепет!
Измельчение желудей
Туземные женщины собирались здесь, на тенистой гранитной скале, чтобы перемолоть желуди с местных дубов долины, которые ценились за их высокую питательную ценность. Тем не менее, орехи имеют высокое содержание дубильных веществ, которые придают им горьковатый вкус. Женщины решили эту проблему, раскалывая и растирая мякоть ореха о камень каменным пестиком. Многократное шлифование со временем создавало углубления в камне. Как только мука была достаточно тонкой, ее поливали водой, смывая танин. Затем желудевую муку можно было приготовить в традиционных больших кухонных корзинах на открытом огне.
Многократное шлифование со временем создавало углубления в камне. Как только мука была достаточно тонкой, ее поливали водой, смывая танин. Затем желудевую муку можно было приготовить в традиционных больших кухонных корзинах на открытом огне.
Виски-Фолс, Национальный лес Сьерра
Виски-Фолс — это излюбленное место, где можно навестить семью и друзей. Рядом находится большая скала из гранита, где сто лет назад одна семья построила небольшую хижину из кедровой коры. Рядом с этой кабиной находятся 10 или 12 шлифовальных отверстий. Это древнее священное место использовалось на протяжении сотен лет высоко на горе Пекинпа, с которой открывается вид на мой сад.
Деревья растут сквозь твердую гранитную скалу
Это гранитное пространство лежит к югу и востоку от водопада и вдоль Виски-Крик. Сосны и дубы создают лесную обстановку, где коренные жители, вероятно, будут обслуживать летний дом. Зимой эта местность покрыта высоким снегом, который не тает до апреля, мая или даже июня.
Виски-Крик протекает через этот участок гранита
Ручей течет по крутым склонам гранитных трещин, и если представить здесь семьи коренных жителей Калифорнии, было бы тревожным местом для маленьких детей из-за крутых скалистых краев быстро текущего ручья. Количество шлифовальных отверстий здесь указывает на то, что большая общественная группа, должно быть, построила здесь свой летний дом.
Большие дыры, заполненные дождевой водой и дубовыми листьями
Шлифовальные ямки, расположенные вдоль Виски-Крик
Глядя на шлифовальные ямки и удивляясь им, вы убеждаетесь в том, что наша жизнь очень проста по сравнению с ней.
Коренные американцы в предгорьях Сьерры
Коренные народы моно, йокуты, чукчанси и мивок составляли одну треть от 300 000 коренных жителей Калифорнии в предгорьях Сьерры, когда численность населения была на пике. Из таких растений, как осока, туле, ива и папоротник-орляк, они создали корзины, которыми они славятся, используемые для хранения, приготовления пищи и демонстрации. Они были рыболовами, охотниками и собирателями. Помимо желудевой муки, они питались семенами, насекомыми, рыбой и дичью. Сезонно они перемещали свои дома и скот с более низких возвышенностей на более высокие.
Они были рыболовами, охотниками и собирателями. Помимо желудевой муки, они питались семенами, насекомыми, рыбой и дичью. Сезонно они перемещали свои дома и скот с более низких возвышенностей на более высокие.
Калифорния Этнографическая карта племенных земель
Множество дубов давало желуди и древесину, просторы пастбищ и чапараля давали семена, оленей, антилоп, кроликов и птиц, а в ручьях и озерах ловили большое количество рыбы. Коренные калифорнийцы никогда не были голодны.
Пришельцы, принесенные Золотой лихорадкой, вытеснили коренных жителей Калифорнии с их охотничьих угодий и мест сбора пищи. Чтобы защитить свои дома и средства к существованию, некоторые коренные жители в ответ напали на горняков, что, в свою очередь, спровоцировало контратаки на местные деревни с катастрофическими результатами. Сегодня количество членов местного племени уменьшилось на десятую часть.
Священные места коренных американцев
Из Inyo, Sierra и Sequoia National Forest Service Planning : Священные места коренных американцев — это места, которые считаются священными: коренными американцами, гражданами 110 племен Калифорнии, признанных на федеральном уровне, множество других коренных американцев, которые могут быть или не быть связаны с определенным племенем, признанным на федеральном уровне.
