Шпиндель для токарного станка: Шпиндели токарных станков. Изготовление и ремонт шпинделей токарных станков
Содержание
что это такое, для чего нужен, фиксация и устройство с фото и картинками
18.03.2020
- Устройство и характеристики
- Принцип работы шпинделя и из чего он состоит
- Применение шпинделя: для чего он нужен
- Классификация шпинделей по типу, размеру и диаметру
- Выбор типа шпинделя
- Выбор вида охлаждения
- Выбор скорости и мощности
- Как изготовить своими руками шпиндель по картинке
- Обслуживание
Давно занимаетесь металлообработкой или только начинаете изучать теорию? Мы поможем разобраться с базовыми навыками. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
Обработка металла на станках получила широкую распространенность. Это и не удивительно, с появлением машинизированного оборудования значительно, в разы увеличилась производительность труда, а сам процесс изготовления металлических изделий стал намного проще – рабочие тратят меньше времени на один производственный цикл.
Создание станочного оборудования также обеспечило:
- Более высокое качество деталей, хороший класс точности.
- Снижение итоговой стоимости всех работ.
- Увеличение скорости производства.
Практически ни один станок не обходится без фиксации шпинделя – что это расскажем на примере токарного аппарата. Это элемент, который отвечает за крепкую и надежную установку на одном месте заготовки. Если брать в качестве образца токаря, то он крепит металлический брусок или вал между двумя бабками, с одной из сторон которой установлен такой держатель. Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Само слово имеет немецкое происхождение. Spindel – это веретено, то есть то, что имеет возможность вращаться в разные стороны. Конструктивно это вал. Сам термин в основном применяется в таких направлениях как станкостроение, металлообработка и деревообработка, соответственно.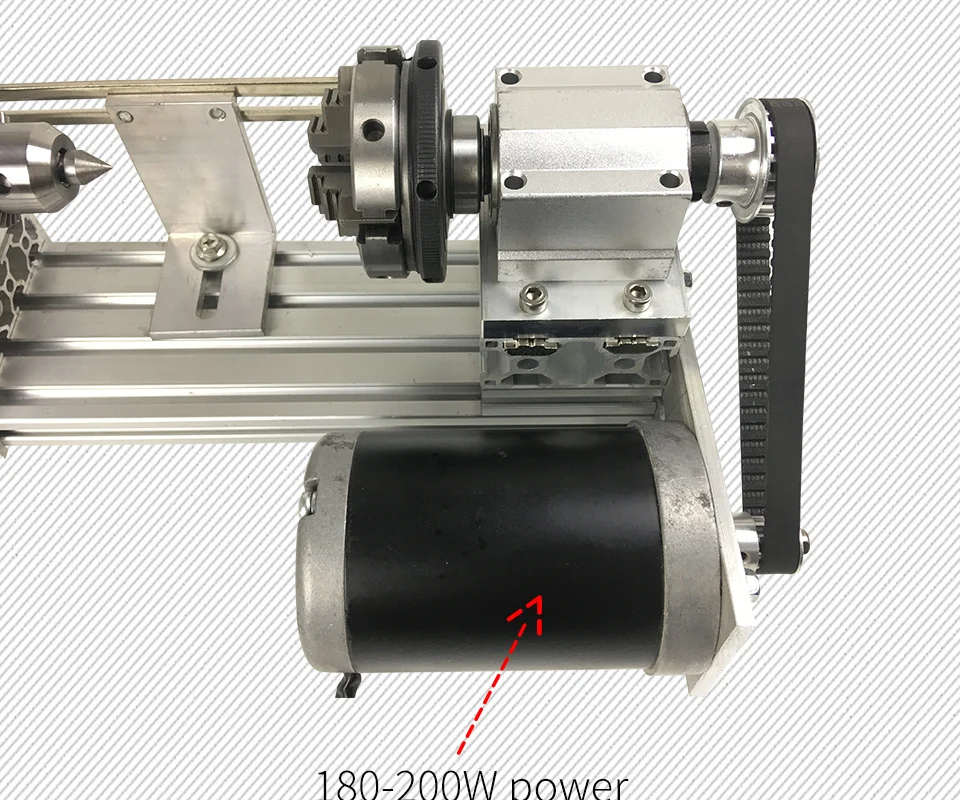 Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Объясним еще раз на простом примере, чтобы понять, что есть две основные цели – вращаться и держать заготовку. В токарном станке есть шпиндель. С одной стороны прикреплено зубчатое колесо, посредством него происходит передача усилия. Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
Но, казалось бы, зачем еще он нужен, если можно присоединять металлический или деревянный образец непосредственно к коробке передач, редуктору? Дело в том, что эти части станка не приспособлены к повышенным вибрациям и высоким нагрузкам, они просто сломаются от них. А вот вал может стать посредником, который и принимает на себя все механические (и термические) воздействия. К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
Какие можно назвать особенности устройства шпинделя:
- Крепление осуществляется с помощью подшипника качения. Это прочный узел, стандартный, но он тоже имеет различные исполнения. Например, одни могут иметь устойчивость к вибрации, другие – более дешевую стоимость. Намного лучше работают станки, оснащенные системой подачи охлаждающей и смазывающей жидкости, потому что в таком случае подшипники меньше испытывают напряжение и трение, тем самым значительно увеличивая срок годности.
- Основное вращательное движение вал получает от асинхронного двигателя. Он устанавливается в корпусе оборудования – обычно в правой бабке. Сперва электродвигатели питались только от трехфазных источников и устанавливались непосредственно на производствах. Считалось, что они обладали более высокой мощностью.
 Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования. - Шпиндель может получать вращательное движение напрямую от электродвигателя, но чаще – через дополнительный узел, например, ремень. Ременная передача удобна – эта деталь недорого стоит, легко крепится, а также проста в использовании, но на очень высоких оборотах она может проскальзывать. В таких случаях, когда нужна большая скорость, устанавливают зубчатые колеса, шестерни.
- Основное крепление, которое находится с края вала, – это цанговый патрон. Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.

- Очень важно при промышленном производстве – наличие системы охлаждения на токарных или фрезерных станках. Она играет большое значение – продлевает максимальный период эксплуатации, а также время беспрерывной металлообработки.
- Самые сложные шпиндели – у аппаратуры с ЧПУ. Дело в том, что наличие пульта числового управления делает возможным изготовление деталей с максимальной точностью. Это, в свою очередь, требует минимальных вибраций. Такую качественную аппаратуру можно заказать через интернет на сайте компании https://stanokcnc.ru/. Здесь представлены качественные станки для обработки металлических заготовок.
- Степень фиксации вала напрямую зависит от скорости вращения. Чем она выше, тем более надежно должно происходить крепление.
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
- Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
- Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
- Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
- Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.

Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
- Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
- Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.
Для начала отметим, что сфера использования настолько широка, насколько много различного оборудования для металлообработки и обработки дерева, пластика. Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
- Каждый электроинструмент, имеющий насадку, не обходится без электрошпинделя в качестве держателя.

- Необходим узел для фрезерных и токарных станков – они, в свою очередь, имеют очень широкое распространение, так как с их помощью можно создать многочисленные изделия.
- Фиксация проката для его обработки – это еще одно назначение.
Но самой главной функцией остается фиксация оснастки. Причем надежность крепления такая высокая, что она позволяет достигать максимальных вращений и предельной осевой нагрузки на вал.
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте https://stanokcnc.ru/.
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.
Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.

Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.

Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.
Водяное (жидкостное)
Отличия:
- Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
- Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
- Может работать на низких оборотах.
Воздушное
Отличительные черты:
- Сильный и не самый приятный звук.
- Может происходить разлет стружек под воздействием струи воздуха.
- Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.

- Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Параметры напрямую зависят от того – как и что нужно резать. Алгоритм определения режима приблизительно такой:
- Оценивается твердость материала и поставленная задача (сверление, пазы, разрезание и пр.).
- Выбирается фреза.
- Под инструмент и процедуру подстраивается диапазон скоростей.
- Отсюда – максимальное и минимальное вращение.
Если вы не боитесь самостоятельно создать изделие по готовым образцам из интернета. Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
Основные требования к эксплуатации:
- Своевременная очистка от стружки или система стружкоотведения.

- Оснащение охлаждением зоны резания.
- Подбор и фиксация хвостовика по размерам.
- Нельзя вставлять сломанный инструмент.
- Устраняем излишнюю вибрацию.
Мы рассказали об одной из наиболее важных частей станка. Будьте внимательны при выборе и использовании.
Что нужно знать при покупке шпинделя для токарного станка?
Токарные шпиндели не самая увлекательная тема, но нет ни одной детали, которая была бы важнее для работы
токарного станка, чем шпиндель.
Что такое шпиндель токарного станка?
Шпиндель соединяется с осью двигателя станка через переднюю бабку. Это та часть токарного станка, которая вращается — без вращающегося шпинделя токарный станок вообще не является токарным станком. Сам шпиндель обычно представляет собой металлическую пластину или диск. У одних шпинделей вал выходит за пределы станины токарного станка, у других он просто находится заподлицо с бабкой.
Вращающаяся часть шпинделя соединяется через бабку с осью. Другими словами, шпиндель работает как мост — он соединяет вращательное движение оси с заготовкой и задней бабкой, обеспечивая токарному станку уникальный диапазон операций резания.
Другими словами, шпиндель работает как мост — он соединяет вращательное движение оси с заготовкой и задней бабкой, обеспечивая токарному станку уникальный диапазон операций резания.
Все о токарных станках
Токарные станки, или станки для токарной обработки, являются одними из старейших станков. В отличие от фрезерных станков, в токарных станках вращается заготовка, а не резец. Это позволяет выполнять резы необычной геометрии — например, нарезать резьбу на валу. Токарные инструменты обычно представляют собой стационарные резцы, хотя в некоторых случаях сам режущий инструмент может быть закреплен на шпинделе, что позволяет использовать его так же, как и традиционную дрель.
Токарные станки бывают разных форм и размеров, от
промышленных станков с ЧПУ
до миниатюрных токарных станков. Токарные станки широко используются как для токарной обработки дерева, так и для металлообработки. Большинство токарных станков состоит из корпуса двигателя, бабки, шпинделя или мотор-шпинделя, который соединяется с двигателем, станины, а затем задней бабки токарного станка. Задняя бабка часто имеет свой собственный шпиндель, что позволяет устанавливать заготовку между центрами.
Задняя бабка часто имеет свой собственный шпиндель, что позволяет устанавливать заготовку между центрами.
Два вида шпинделей
Шпиндели бывают разных типов, но все шпиндели имеют прямой или ременной привод. Шпиндели с ременным приводом характерны для токарных станков старой модели, они дольше раскручиваются до максимальных оборотов и дольше замедляются. Это время цикла становится важным при обработке большого количества деталей, особенно мелких деталей которым требуется короткое время обработки. В некоторых случаях на раскрутку токарного станка может потребоваться почти столько же времени, сколько на обработку детали.
Шпиндели с прямым приводом являются стандартом для современных токарных станков. Они могут достигать максимальной скорости вращения шпинделя в два раза быстрее, чем модели с ременным приводом, и, соответственно, лучше подходят для крупносерийного производства.
Все о соединениях
Шпиндель соединяет вращающуюся ось с заготовкой — но как?
Первоначально большинство токарных станков имели шпиндели с резьбой. Патроны и зажимы можно было навинтить на шпиндель, а затем использовать для закрепления заготовки. Однако при определенных условиях эти резьбовые шпиндели могли открутиться.
Патроны и зажимы можно было навинтить на шпиндель, а затем использовать для закрепления заготовки. Однако при определенных условиях эти резьбовые шпиндели могли открутиться.
Если оператор запускал шпиндель в обратном направлении, а затем пытался исправить свою ошибку слишком быстро, инерция заготовки приводила к тому, что она быстро отвинчивалась от шпинделя. Тогда патрон, заготовка и все, что к ней прикреплено, вращаясь, полетит из токарного станка, разбивая все и вся на своем пути.
Чтобы решить эту проблему, большинство современных токарных станков отказались от резьбовых шпинделей. Сегодня можно найти различные механизмы фиксации, разработанные для того, чтобы быстро, но надежно закрепить патроны и режущие инструменты на шпинделе, не опасаясь, что при резком обратном ходе они открутятся.
Кулачковые замки, стопорные болты и другие методы дают современным операторам больше уверенности в том, что ничего не отсоединится. Но самым распространенным методом крепления патронов к шпинделю является использование конуса.
В машинных конусах используется конический «наружный» фитинг, который вставляется в отверстие с внутренней резьбой. В некоторых конусах для скрепления деталей используется только трение, в других — штифт, винт или тяговое устройство в основании конуса для удержания двух деталей вместе.
Что нужно учитывать при выборе шпинделя для токарного станка
Вам нужен новый шпиндель для токарного станка? Большинство токарных станков имеют шпиндель определенного размера — они не являются полностью взаимозаменяемыми. Возможно, вы сможете изменить соединения, добавить дополнительные приспособления, например, другой патрон, или найти адаптер для нового соединения шпинделя. Что бы вы ни делали, вам нужно помнить о нескольких вещах:
Размер — чем больше токарный станок, тем больше шпиндель. В частности, для токарных станков по металлу требуются сверхпрочные, усиленные шпиндели, способные выдержать вес тяжелых металлических заготовок. Если вы решили заменить или модернизировать свой шпиндель, не экономьте — покупайте то, что способно выдержать нагрузку.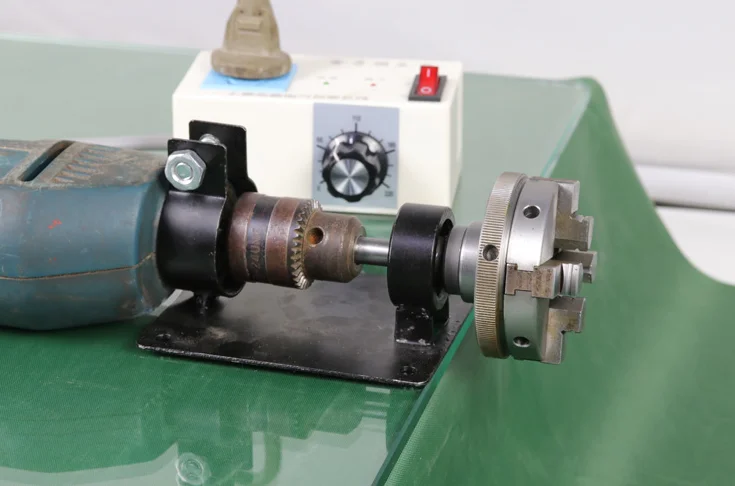
Простота — MT (machine taper) у нас он известен как конус инструментальный, это стандартное соединение, но существуют и другие. И сами конусы бывают разных видов — есть стандартные машинные конусы, а также конусы Морзе, которые не имеют дополнительной защиты в виде дышла.
Скорость — учитывайте это соображение наряду с размером. Токарные станки имеют максимальную скорость вращения шпинделя. Маленьким токарным станкам может потребоваться высокоскоростной шпиндель, в то время как большие токарные станки будут меньше полагаться на скорость и больше на высокий крутящий момент.
Эти соображения относятся не только к токарным станкам по металлу; мастерские, использующие токарные станки по дереву, также должны должным образом заботиться о шпинделях своих станков. Большинство
токарных станков по дереву
не требуют таких же сверхмощных шпинделей, как высококлассные токарные станки с ЧПУ.
Уход за шпинделем
Шпиндель — это движущая сила вашего токарного станка.
Не уделив внимание их обслуживанию вы рискуете получить поломку шпинделя и тогда ваш токарный станок станет бесполезным.
Балансировка — в большинстве шпинделей имеются установочные винты для поддержания равномерной балансировки и свободного вращения шпинделя. Обязательно проверьте и откалибруйте шпиндель при замене старого или модернизации имеющегося.
Смазка — шпиндели — это не просто место соединения; они включают в себя отшлифованные подшипники и внутренние детали, обеспечивающие бесперебойную работу всей системы. Большинство отказов шпинделей происходит не из-за большой нагрузки, а из-за плохого обслуживания и отсутствия смазки или охлаждающей жидкости, что приводит к блокировке и выходу из строя подшипников шпинделя.
Приобретайте сменные шпиндели или модернизацию у известных производителей. Старые шпиндели часто можно не заменять, а ремонтировать; воспользуйтесь услугами надежного ремонтного центра, чтобы быстро восстановить работоспособность токарного станка.
Заключение
Шпиндель токарного станка является важной частью любого нового или бывшего в употреблении токарного станка. При покупке, замене или самостоятельном ремонте старого шпинделя обязательно потратьте время и деньги, чтобы сделать работу правильно. Ваш токарный станок отблагодарит вас за это!
При покупке, замене или самостоятельном ремонте старого шпинделя обязательно потратьте время и деньги, чтобы сделать работу правильно. Ваш токарный станок отблагодарит вас за это!
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Токарный станок по дереву — своими руками!» и
«Реставрация станков — увлекательные видео».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Шпиндель токарного станка: устройство, ремонт, виды
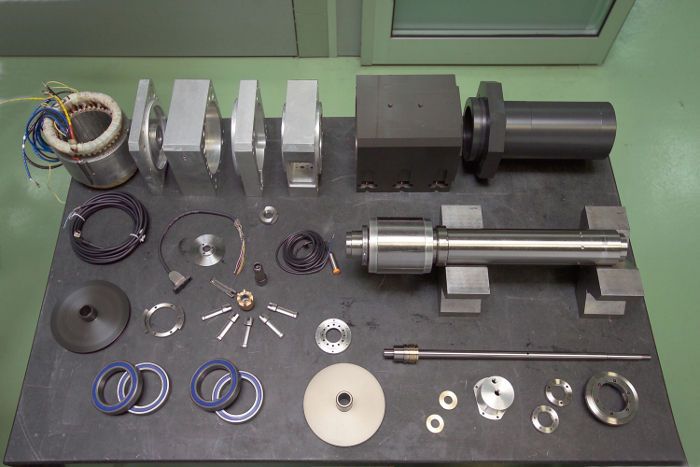
Шпиндельный узел (ШУ, коробка скоростей) замкнута в литой чугунный картер. Главным элементом считается шпиндель, как звено станка. Это трубчатый полый вал со сквозным отверстием, на концах которого крепятся зажимные элементы или режущий инструмент. На опорах и посадочных гнездах коробки чаще используются подшипники качения. К ним предъявляются серьезные требования по соблюдению точности посадочного места. Иначе неизбежна деформация подшипниковых колец с негативными последствиями.
При малых скоростях, агрегат получает обороты от шестерни, сидящей на валу. Высокие скорости вращения достигаются от приводного шкива и ремня. Передняя опора компенсирует осевую нагрузку, причем задняя остается не закрепленной. Такой подход положительно выявляет жесткость, уменьшая нагрев, а также возможную деформацию правой шейки шпинделя.
Оглавление:
- Характеристики
- Ремонт
- Сфера использования
- Отличительные особенности
Описание и виды
Отличаются по назначению, размерам, мощности, способу привода, классу чистоты, типу опор.
Использование шпиндельной бабки привязано к быстроходности, точности поверхности заготовки, производительности токарного станка. Показатель низкого качества обработки свидетельствует о малых оборотах, изношенности гнезда, рабочего инструмента (резца), отсутствия балансировки ШУ.
Техническая характеристика шпиндельного узла ориентирована нарезать винтовую резьбу разного профиля, шага. Оборудование растачивает, сверлит заготовки любой твердости, включая каленный прокат.
Оборудование растачивает, сверлит заготовки любой твердости, включая каленный прокат.
Технической особенностью устройства считается точение метрической, модульной, других профилей резьбы необходимого шага. Параметры, характеризующие шпиндель:
- Диаметр обрабатываемого изделия, Д.
- Высота центров, ВЦ — означает половину (0,5Д), которая может разместиться над станиной.
- Расстояние между центрами, РМЦ — расстояние между центром задней (подвижной) бабки и кулачками патрона.
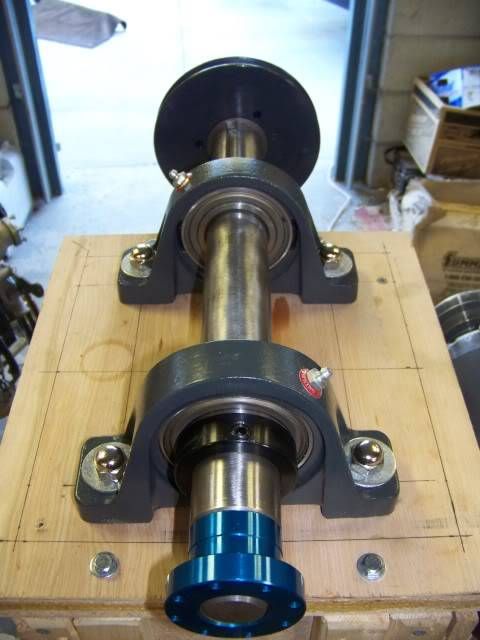
Шпиндель токарно-винторезного станка имеет правую и заднюю опоры. Первая входит в радиальный двухрядный роликовый, а задняя сидит на двух упорных шариковых подшипниках. Валы входят в конические ролики качения и получают обороты от клиноременного шкива. Конструктивная простота шпиндельного узла определяется количеством подшипников, надежной фиксацией, герметичностью элементов уплотнения.
Ремонт
Ремонт заключается в точном восстановлении шеек шпинделя. При наличии заусениц, шейки посадочных мест подвергаются проточке, шлифовке, полированию (желательно пастой ГОИ) мелкозернистой наждачной бумагой, смачивая поверхности маслом.
При наличии заусениц, шейки посадочных мест подвергаются проточке, шлифовке, полированию (желательно пастой ГОИ) мелкозернистой наждачной бумагой, смачивая поверхности маслом.
Посадочные места подшипников склонны к ослаблению, если не сказать изнашиванию. Приемлемый вариант реставрации: хромировка, лучше металлическое напыление требуемой высоты. Не возбраняется растачивать шейку настолько, чтоб впрессовать на нее стальную горячую втулку. После обкатки подшипники проверяют на предмет биения.
Конус шпинделя нарезается на станке. По окончании операции его шлифуют наждачным полотном. Ремонт детали выполняется при наличии станков: токарного, вертикально-фрезерного, круглошлифовального. Внутренний диаметр шпинделя привязан к РМЦ и большим размерам обработки, особенно, изделий трубного сортамента. Такие машины целесообразно приобрести для использования в нефтяной, геологоразведочной отраслях.
Шпиндель, как элемент токарного станка, состоит из полого ступенчатого вала.
На торце его монтируется патрон или вспомогательные планшайбы для установки, фасонных изделий нестандартной формы.
Назначение
Точение наружной цилиндрической, конусной поверхности изделия, расточка внутренней оболочки. Помимо металлических материалов токарь торцует цилиндры, конуса, нарезает резьбу на древесном, композитном сырье. Вкупе со специальными навесными устройствами токарный станок выполняет также операции сверления, шлифования, фрезерования.
При этом, узел настроен на переменный режим работы, но высокой производительности с учетом применения твердосплавных инструментов (резцов).
Технологические характеристики оборудования среднего класса обеспечены достаточным уровнем автоматизации и, как следствие, качеством конечной продукции.
Шпиндельные бабки применяются в сфере энергетической, машиностроительной, авиастроения, изготовления колесных пар железнодорожного подвижного состава, турбин, конструкций прокатных станов.
Продукцию этого ряда можно и желательно купить у солидных поставщиков.
Отличия
- Опоры на подшипниках качения. Не подвергаются нагреву, поскольку охлаждаются жидкой смазкой. Процесс упреждает тепловую деформацию от нагрева.
- Аэростатические посадочные места имеют электрический или воздушный привод. Работают с высокими скоростями, что повышает эксплуатационные характеристики обработки внутренних поверхностей.
- Гидростатические опорные шейки. Характеризуются отсутствием выработки при постоянных нагрузках. Фактором тому служит отсутствие контактов в металлических сочленениях шпинделя.
- Магнитные опоры. Отличаются продолжительным периодом эксплуатации под нагрузкой, без смазки. Устройство работает под воздействием магнитного поля, обеспечивая устойчивость шпинделя в заданном положении.
Стоимость описанных выше агрегатов варьируют в зависимости от диаметра заготовки, ВЦ, РМЦ, других опций.
устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
|
|
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Шпиндель токарного станка в Украине. Цены на шпиндель токарного станка на Prom.ua
Подшипник 3182120 Л (NN3020KM) Подшипник шпиндель токарный станок 16К20, 1К62
На складе в г. Харьков
Доставка по Украине
1 579 грн
Купить
ТД «САБУРА»
Шпиндель токарного станка 16к20
Заканчивается
Доставка по Украине
2 750 грн
Купить
KS.Company
Токарный станок по металлу OPTIturn TU2304 V с вариатором оборотов шпинделя
Под заказ
Доставка по Украине
91 667 грн
Купить
Станмастер
Шпиндель с водяным охлаждением GDZ-100-3.0 Ø100X220 (3 кВт, 220 В, 12 А, ER20) для фрезерного станка с ЧПУ
На складе в г. Ровно
Ровно
Доставка по Украине
12 096 грн
Купить
CNCPROM
Шпиндель с водяным охлаждением GDZ-80-1.5 Ø80X188 (1.5 кВт, 220 В, 5 А, ER11) для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
5 880 грн
Купить
CNCPROM
Шпиндель GDZ-100-3.0 Ø100Х220 водяное охлаждение (3.0 кВт, 380 В, ER20)
На складе в г. Ровно
Доставка по Украине
12 600 грн
12 096 грн
Купить
CNCPROM
Шпиндель GDZ-105-3.2 Ø105Х235 водяное охлаждение (3.2 кВт, 380 В, ER20)
На складе в г. Ровно
Доставка по Украине
15 522 грн
14 280 грн
Купить
CNCPROM
Шпиндель ЧПУ с воздушным охлаждением на керамических подшипниках GDZ105x102-3.5 (3.5 кВт, 220 В, ER25, фланец)
На складе в г. Ровно
Доставка по Украине
27 720 грн
Купить
CNCPROM
Шпиндель станка 16К20
Доставка по Украине
12 000 грн
Купить
ООО «АСПЕКТМАШ»
Шпиндель ЧПУ с воздушным охлаждением на керамических подшипниках GDZ105x102-3. 5 (3.5 кВт, 220 В, ER25, фланец)
5 (3.5 кВт, 220 В, ER25, фланец)
На складе в г. Ровно
Доставка по Украине
27 090 грн
Купить
CNCPROM
Шпиндель с воздушным охлаждением EYS1250C-18/6.0 6.0 кВт 380 В 10.5 A ER32 для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
23 520 грн
Купить
CNCPROM
Шпиндель токарного винторезного TOS SV18 RA. СССР
Доставка по Украине
3 500 грн
Купить
Шпиндель L-578 мм.СССР
Доставка по Украине
850 грн
Купить
Шпиндель L-530 мм. СССР
Доставка по Украине
1 200 грн
Купить
Шпиндель с водяным охлаждением GDZ-18-2 Ø65X210 (0.8 кВт, 220 В, 3.5 А, ER11) для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
5 460 грн
Купить
CNCPROM
Смотрите также
Шпиндель GDK125-18-24Z/5.5, 380V, 5.5kW, 11А, ER25, водяное охлаждение
На складе в г. Ровно
Ровно
Доставка по Украине
33 600 грн
Купить
CNCPROM
Шпиндель с водяным охлаждением GDZ-15 Ø65X160 (0.8 кВт, 220 В, 3.5 А, ER11) для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
4 956 грн
Купить
CNCPROM
Шпиндель с водяным охлаждением GDZ-19 Ø80X190 (1.5 кВт, 220 В, 6 А, ER11) для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
6 930 грн
Купить
CNCPROM
Шпиндель с водяным охлаждением GDZ-23-2 Ø80X225 (2.2 кВт, 220 В, 8 А, ER20) для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
9 240 грн
Купить
CNCPROM
Шпиндель с водяным охлаждением GDZ-24-2 Ø105X265 (3.2 кВт, 220 В, 12 А, ER20) для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
15 960 грн
Купить
CNCPROM
Шпиндель с водяным охлаждением GDZ-24-1B Ø100X265 (3. 2 кВт, 220 В, 12 А, ER20) для фрезерного станка с ЧПУ
2 кВт, 220 В, 12 А, ER20) для фрезерного станка с ЧПУ
На складе в г. Ровно
Доставка по Украине
15 960 грн
Купить
CNCPROM
Токарный станок EmcoTurn 425 -2x шпиндель, 2x патрон
Недоступен
Цену уточняйте
Смотреть
ТзОВ ІНТЕР ФОРВАРД
Высокоскоростной шпиндель ЧПУ Teknomotor ATC71-B-LN-ISO30 ER32 5,5/6,6kW 12000-24000RPM
Недоступен
Цену уточняйте
Смотреть
Андис-техно — Изготовление станков для производства
Шпиндель для ЧПУ Teknomotor C4147, C5160
Недоступен
Цену уточняйте
Смотреть
Андис-техно — Изготовление станков для производства
Шпиндель токарного станка 1к62.02.130
Недоступен
5 000 грн
Смотреть
ООО «РК ИНСТРУМЕНТ»
Шпиндель токарного станка 16к20.020.401
Недоступен
5 000 грн
Смотреть
ООО «РК ИНСТРУМЕНТ»
Шпиндель 300 Ватт Цанга ER11 3.17 мм для ЧПУ cnc станка Фрезерный Токарный
Недоступен
2 160 грн
Смотреть
МОДЕЛИСТ. com
com
Шпиндель токарного станка 1м63 ДИП300
Недоступен
5 000 грн
Смотреть
ООО «РК ИНСТРУМЕНТ»
что это такое, назначение, устройство, чертежи
Шпиндель — одна из важнейших частей токарного станка. Не будет преувеличением сказать, что без него станок — лишь груда металла, ведь практически все части, которые используются в токарном станке, предназначены для поддержания работы шпинделя.
Поэтому в этой статье будет рассказано о том, зачем он нужен, какие к нему предъявляются требования и ещё многое другое.
Содержание:
- 1 Что представляет собой шпиндель для токарного станка
- 1.1 Чертеж и конструкция устройства
- 1.2 Требования к шпиндельному узлу
- 1.3 Назначение и принцип действия
- 2 Инструкция по эксплуатации
- 3 Как производится регулировка и ремонт шпинделя
- 4 Заключение
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.
Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения.
 Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше. - «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес.
 Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Заключение
Из этой статьи понятно, для чего нужен шпиндельный узел в токарном станке. Это очень важная деталь, которая используется во всех токарных станках в наше время, не исключая и станки с ЧПУ.
Важно лишь знать, какой вид подойдёт под конкретные виды работ, ведь от этого зависит то, насколько хорошо шпиндель будет справляться со своей работой и сколько он сможет прослужить. А поэтому всегда внимательно следите за своим рабочим местом и тогда неожиданные поломки не смогут прервать вашу работу.
Что такое шпиндель токарного станка? (с изображением)
`;
Эрик Таллберг
Шпиндель токарного станка является «рабочей частью» токарного станка. Токарные станки используются для резки, придания формы и обработки дерева или металла и бывают самых разных конфигураций и размеров. Шпиндель обычно располагается на левом конце станины станка, если смотреть с точки зрения оператора.
Цель шпинделя состоит в том, чтобы удерживать и вращать обрабатываемый материал, не допуская чрезмерной вибрации или трепета во время процесса обработки. Биты или режущие инструменты могут быть встроены в токарный станок, установлены в качестве аксессуара или переносятся вручную. Токарный шпиндель, следовательно, является частью машины, которая делает ее токарной.
Шпиндель токарного станка обычно состоит из пластины или диска, либо прикрепленного к валу, либо с интегрированным валом, и включает в себя патрон, сконфигурированный для захвата конкретного обрабатываемого материала. Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой — в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой — в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Шпиндель и задняя бабка смещаются друг к другу, что приводит к заклиниванию бабки. Токарный станок запускается, и шпиндель начинает быстро вращаться. Затем режущие долота входят в зацепление с заготовкой, и вращение материала осуществляется за счет того, что стационарные долота режут и придают форму материалу, который удерживается и вращается шпинделем.
Во всех современных токарных станках ось шпинделя с соответствующей зубчатой передачей, подшипниками, регулировочными винтами и, во многих случаях, двигателем находится в передней бабке. По сути, передняя бабка представляет собой корпус, защищающий закрытые механизмы от загрязнения и повреждений. Корпус передней бабки также защищает оператора от травм из-за неправильной эксплуатации или неисправности станка.
Токарные станки по металлу, которые используются для точной обработки металлических заготовок при больших объемах операций, представляют собой большие машины и, по необходимости, имеют большие мощные шпиндели, которые вращаются с помощью электродвигателей. Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Токарные станки по металлу также доступны для дома или небольшого магазина, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Токарные станки по металлу также доступны для дома или небольшого магазина, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Токарный станок по дереву и его токарный шпиндель не обязательно должны быть такими большими или прочными, поэтому, за исключением крупносерийного производства, такие станки меньшего размера обычно подходят для домашней мастерской.
6- и 8-шпиндельные токарные станки | Симада
6-шпиндельный автоматический токарный станок с ЧПУ CN660 —
Компания Shimada первой в мире разработала и произвела 6-шпиндельный автоматический токарный станок с ЧПУ.
• Черновая обработка выполняется на позициях без каретки ЧПУ, а чистовая обработка выполняется на позиции ЧПУ.
• Скорость обработки примерно в четыре раза выше, чем у токарных станков с ЧПУ общего назначения.
• Высокая точность обработки достигается за счет использования разделенной конструкции, в которой используется скользящая резка с ЧПУ и криволинейное соединение (опционально).
• Макс. диаметр поворота 60 мм (2,36″).
• Цанговый патрон или 5-дюймовый гидравлический патрон.
• Экономит пространство, энергию и рабочую силу.
• Можно установить до трех кареток ЧПУ.
видео
Характеристики
Направляющая концевого инструмента — самое большое (55 мм) отверстие для установки инструмента в своем классе. Двойные шевронные кровати сводят к минимуму зигзагообразное движение и износ
Широкая зона обработки и стружечная плита — жесткая коробчатая конструкция. Специальный двигатель и редуктор обеспечивают быстрое и мощное индексирование.
Основные характеристики
| Модель | Без направляющих ЧПУ | 1 направляющая с ЧПУ | 2 направляющих с ЧПУ | 3 направляющих с ЧПУ |
|---|---|---|---|---|
| Шпиндель | ||||
| Количество шпинделей | 6 | 6 | 6 | 6 |
| Диаметр шпинделя | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) |
Макс. Скорость шпинделя Скорость шпинделя | 3000 об/мин | 3000 об/мин | 3000 об/мин | 3000 об/мин |
| Двигатель | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) |
| Вращаемость | ||||
Размер цанги (диам. ) ) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) |
| Гидравлический патрон Размер | 5 дюймов | 5 дюймов | 5 дюймов | 5 дюймов |
| Макс. Длина поворота | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) |
| Направляющая концевого инструмента | ||||
| Система привода | Гидравлический бескулачковый Опция: Сервопривод с ЧПУ | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод с ЧПУ |
| Диаметр инструмента | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) |
| Ход | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) |
| Направляющие с ЧПУ | ||||
| Количество осей | 0 | Два топора | Четыре оси | Шесть осей |
| Ход по оси X | н/д | 120 мм (4,7 дюйма) | 120 мм/70 мм (4,7″/2,8″) | 120 мм/70 мм/50 мм (4,7 дюйма/2,8 дюйма/2,0 дюйма) |
| Ход оси Z | н/д | 120 мм (4,7 дюйма) | 120 мм/60 мм (4,7 дюйма/2,4 дюйма) | 120 мм/60 мм/50 мм (4,7 дюйма/2,4 дюйма/2,0 дюйма) |
| Масса базовой машины | 3500 кг (7800 фунтов) | 3800 кг. (8500 фунтов) (8500 фунтов) | 4300 тыс. (9500 фунтов) | 4500 кг. (10 000 фунтов) |
SS-8 8-шпиндельный автоматический токарный станок с ЧПУ
• Черновая обработка выполняется в положениях без суппорта ЧПУ, а чистовая обработка выполняется в положении ЧПУ.
• Скорость обработки примерно в пять раз выше, чем у станков с ЧПУ общего назначения.
• Макс. диаметр поворота 60 мм (2,36″).
• Цанговый патрон или 4-дюймовый гидравлический патрон.
• Экономит пространство, энергию и рабочую силу.
• Возможны различные варианты использования, такие как обработка лицевой стороны→инверсия→обработка обратной стороны и одновременная вставка/испускание двух частей.
Основные характеристики
| Модель | Без направляющих ЧПУ | 1 направляющая с ЧПУ | 2 направляющих с ЧПУ | |
|---|---|---|---|---|
| Шпиндель | ||||
| Количество шпинделей | 8 | 8 | 8 | |
| Диаметр шпинделя | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2″) | |
Макс. Скорость шпинделя Скорость шпинделя | 3500 об/мин | 3500 об/мин | 3500 об/мин | |
| Двигатель | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | |
| Вращаемость | ||||
| Размер цанги (диам.) | 32 мм (1,26 дюйма) | 32 мм (1,26 дюйма) | 32 мм (1,26 дюйма) | |
| Размер гидравлического патрона | 4 » | 4 дюйма | 4 дюйма | |
Макс. Длина поворота Длина поворота | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | |
| Направляющая концевого инструмента | ||||
| Система привода | Гидравлический бескулачковый Опция: сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод NC | |
| Количество инструментов в наличии | 8 | 8 | 8 | |
| Диаметр инструмента | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | |
| Ход | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | |
| Направляющие с ЧПУ | ||||
| Количество осей | 0 | Две оси | Четыре оси | |
| Ход по оси X | н/д | 70 мм (2,8 дюйма) | 70 мм/70 мм (2,8 дюйма/2,8 дюйма) | |
| Ход оси Z | н/д | 60 мм (2,4 дюйма) | 60 мм/60 мм (2,4 дюйма/2,4 дюйма) | |
| Масса базовой машины | 3100 кг (6900 фунтов) | 4000 кг (9000 фунтов) | 4300 тыс. (9700 фунтов) (9700 фунтов) |
Определение резьбы шпинделя токарного станка, чтобы найти правильный адаптер вставки NOVA
Домашняя страница Определение резьбы шпинделя вашего станка, чтобы найти правильный адаптер вставки NOVA
Определение резьбы шпинделя вашего станка, чтобы найти правильный адаптер вставки NOVA
1. См. к таблице вставок/адаптеров (ниже), чтобы увидеть, есть ли в списке ваш токарный станок.
Если указано, запишите артикул:______ (например, IDNS, IENS и т. д.)
2. Если нет в списке, посмотрите в своем руководстве или торговой литературе размер резьбы.
Запишите следующее:
Марка станка:
Размер резьбы модели станка (если известен):
Внутренняя резьба (левая – левая или правая, правая или обе):
(см. таблицу вставок/адаптеров ниже, чтобы узнайте свой размер)
3. Если у вас нет руководства, обратитесь к своему поставщику, чтобы получить копию руководства и узнать размер вашего шпинделя. Если у них нет информации, вы можете позвонить своему производителю. (Затем посмотрите нашу таблицу вставок/адаптеров ниже, чтобы найти свой размер).0003
Если у них нет информации, вы можете позвонить своему производителю. (Затем посмотрите нашу таблицу вставок/адаптеров ниже, чтобы найти свой размер).0003
4. Если у вас есть достоверная информация о размере резьбы шпинделя, но в таблице нет соответствия, возможно, у вас
необычный токарный станок, для которого у NOVA нет адаптера. Вам нужно будет приобрести пустой патрон или пустую вставку/адаптер и нарезать резьбу в соответствии с вашими требованиями.
5. Если вы не можете найти информацию о размере резьбы вашего шпинделя, вам необходимо выполнить некоторые измерения на шпинделе вашего токарного станка. Вам нужно делать эти измерения только в том случае, если вы не можете найти информацию где-либо еще.
Примите эти измерения:
1. Внешний диаметр потока:
2. Площады нити:
3. Длина нити:
4. Диаметр Регистрации:
5. . длина:
. длина:
Внимание:
Убедитесь, что резьба на переходнике и шпинделе токарного станка имеет одинаковый шаг и стандарт. Даже если размер резьбы одинаков, существуют разные стандарты резьбы, например. UNC/UNF и BSW. Если используются несоответствующие стандартные резьбы, это может привести к повреждению токарного станка и патрона, поэтому вам необходимо точно знать резьбу шпинделя.
Ссылка для быстрого различения унифицированных (UNC или UNF) и британских (BSF или BSW) стандартов:
ПЛОСКАЯ ВЕРХНЯЯ ЧАСТЬ = угол 60° (UNC, UNF, метрическая резьба)
Термины:
BSF: Британский стандарт Fine
BSW: Британский стандарт Whitworth
RH: правое исполнение
LH: левое исполнение
TPI: число витков на дюйм : Единый стандарт штрафа
UNS: Unified Special
Указанные размеры резьбы представляют собой размеры, в которые преобразует адаптер (например, размер резьбы, указанный в таблице, должен соответствовать размеру резьбы на шпинделе вашего токарного станка). Артикул
Артикул
Диам.
Направление
Токарные станки
M29
Multico Sumaro

Turnstyler
Homecraft
Arundel K600/K450
Masterlathe (New Zealand)
Laguna Revo
Woodfast/Durden
 5
5(European & Southern Hemisphere)
Woodfast
906
906
.0026 Shopsmith Pro V and
Power Pro Machines
. ) и Classic Tanner SD165, Selbix Springwood, Sorby, Cotech
Нефтяное месторождение и полые шпиндельные ток
LEHMANN Power Torque 20 8 ПОЛЫЙ ШПИНДЕЛЬ OIL COUNTRY LATHE
€55 636,32 EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 10/3/22
0002 Сравнение
Техас, Соединенные Штаты
Нефтяное месторождение и полые шпиндельные токарные станки
Haco-Fat Tur630AMN
Нефтяные и Hollow Spindle Lathes
Запрос a Dipote
Добавлено в список запросов
. /22
Сравнить
Альберта, Канада
Токарные станки для нефтяных месторождений и токарных станков с полым шпинделем
LEBLOND
Токарные станки для нефтяных месторождений и токарных станков с полым шпинделем
35 729,75 €
Запрос Дополнительную информацию
Добавлено в список запросов
Запрос, представленная 10/3/22
Сравнение
Мичиган, США
Нефтяное поле и Hollow Spindle Spindle
Leblond 24
50 532,08 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 03. 10.22
10.22
Сравнить
Мичиган, США
Нефтяное поле и полые шпинделя
Leblond 24
Нефтяное месторождение и полые шпиндеры Latches
€ 35 729,75 EUR
. Мичиган, США
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
LEBLOND 24” REGAL 9” ПОЛЫЙ ШПИНДЕЛЬ
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
26″x144″куб.см Токарный станок с полым шпинделем LEBLOND
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
Иллинойс, США
Нефтяное место и токарные станки с полым шпинделем
LODGE & SHIPLEY POWERTURN 2516 LATHELODGE & SHIPLEY POWERTURN 2516 LATHE
Запросить цену
Добавлено в список запросов
Запрос отправлен 03. 10.22
10.22
Сравнить
США
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
DEAN SMITH & GRACE 25-P
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
5P Отверстие 10,5 дюйма, задний и задний патроны, резьба, конус, ’84 № 23796
Запросить цену
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
США
8
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
DEAN SMITH & GRACE 25-P
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
DEAN & SMITH & GRACE 25 x 120″
10-ДЮЙМОВЫЙ ТОКАРНЫЙ СТАНОК С БОЛЬШИМ ОТВЕРСТИЕМ
ПЕРЕДНЯЯ И ЗАДНЯЯ УСТАНОВКА ПАТРОНА ДИАМ. 24 ДЮЙМА
ПРОДОЛЖЕНИЕ РАБОТЫ.
Полностью переработан и отремонтирован в 2015 году.
Это редкая машина возвращена n…
Запросить цену
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Висконсин, Соединенные Штаты
Нефтяное месторождение и полосы шпинделя
Leahmann
Нефтяное месторождение и половые шпиндельные токани
Очень хорошее состояние
Запрос aTot
добавлен в список запросов
Запрос.
Сравнить
Невада, США
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
LEHMANN HYDRATROL
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
Эта машина очень подходит для хребта, способная к массовому удалению материалов
€ 5,104,25 EUR
Запрос. Токарные станки для нефтяных месторождений и полых шпинделей
LEHMANN 2516
Токарные станки для нефтяных месторождений и полых шпинделей
ИСПОЛЬЗУЕМЫЙ СТАНОК LEHMANN 27,5 X 120 ДЮЙМОВ, МОДЕЛЬ 2516, ТОКАРНЫЙ СТАНОК С ПОЛЫМ ШПИНДЕЛЕМ С ОТВЕРСТИЕМ ШПИНДЕЛЯ 6,125 ДЮЙМОВ
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
Соединенные Штаты
Нефтяное место
Токарный станок с полым шпинделем Lehmann 27 x 120 дюймов. Оборудован
Оборудован
с 2 патронами и конусом. Это очень мощный токарный станок мощностью 30 л.с.
готов к любой серьезной работе. Приходите посмотреть на этот токарный станок под напряжением в
наш Хьюстон, Т…
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
, Техас, Соединенные Штаты
Нефтяное поле и Hollow Spindle Lathe и Hollow Spindle Lathes
9
MILE Field & Hollow Spindle Lathes
39 3
9
4
Lehmann 2516 Токарный станок с полым шпинделем 27,5 x 48 дюймов (2010 г.)
Запросить цену
Добавлено в список запросов0003
Нефтяное месторождение и полые шпинделя
Lehmann 2516
Нефтяное месторождение и полые шпиндельные тока
Lehmann 2516 Tathe, 1943 — Tailstock, Threading
Запрос A avote
. Добавлено к запросу
Добавлено к запросу
. 3/22
Сравнить
США
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
AXELSON 20
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
27 «X 226″ Токарный станок Axelson с полым шпинделем, б/у Ref.#L4106717
Модель: А-20
Серийный № 4727
Новое: 1954 г.
Качели над кроватью …. 27-5 / 8 »
Поворот над поперечной направляющей…. 19-1/2″
Center Dista…
51 044 € — 102 085 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Месторождение Техас и США
910 Токарные станки со шпинделем
Hwacheon Hi-Tech 7026
Нефтяное месторождение и полосы шпинделя
Запрос a Quote
Добавлено в список запросов
Запрос. Представлен 10/3/22
Представлен 10/3/22
Сравнение
, Альберта, Канада
. Токарные станки со шпинделем
KINGSTON HK-3000
Токарные станки для нефтяных месторождений и полых шпинделей
Токарный станок с двигателем Kingston Oil Country, модель HK-3000, токарный станок для тяжелых условий эксплуатации с центрами поворота 30 дюймов x 120 дюймов, сквозным отверстием 12,5 дюймов, 2–24 » — 4-х кулачковые патроны, люнет, конусная насадка, 4-х ходовая быстрая …
Запрос a Quote
Добавлено в список запросов
Запрос, представленная 10/3/22
Сравнение
Висконсин, США
Нефтяное место Токарные станки с полым шпинделем
Свяжитесь с нами
(780) 434-0099
[email protected]
www.stancanada.com
40 659,81 евро
Запросить дополнительную информацию
Добавлено в список запросов
Запрос, представленная 10/3/22
Compare
Alberta, Canada
Нефтяное месторождение и полые шпиндеры
Lehmann 2516
.
Запрос отправлен 03.10.22
Сравнить
Альберта, Канада
Токарные станки для нефтяных месторождений и полых шпинделей
MODERN BNC-30120XXL
Токарные станки для нефтяных месторождений и полых шпинделей
2005 Modern BNC-30120xxl Hollow Spindle Токарный станок, 10 дюймов, двойной 25 дюймов, устойчивый отдых, хвостовой стук, пользовательский скучный бар
€ 45,836.16 Eur
Просьба Подробнее
Добавлено в список запросов
Запрос. /3/22
Сравнение
Alberta, Canada
Нефтяное месторождение и полые шпиндеры
Современный BNC-30120xxl
Офте и поклонная шпинделя
Modern # 30120 30 ”/40” x 120 ”CNC LatheS
Modern # 30120 30”/x 120 ”CNC CNC. ПОЛЫЙ ТОКАРНЫЙ СТАНОК 9”Bore 2004 ‘ #GMT-3078
€ 96 470,32 EUR
Запрос. Токарные станки со шпинделем
Токарные станки со шпинделем
MODERN BNC-30120XXL
Токарные станки для нефтяных месторождений и полых шпинделей
НОВАЯ СОВРЕМЕННАЯ МОДЕЛЬ BNC-30120XXL ТОКАРНЫЙ СТАНОК С ПОЛЫМ ШПИНДЕЛЕМ С ЧПУ 10”
Запросить предложение 9 Добавлено в список запросов
90 Добавлено в запрос0003
Запрос отправлен 03.10.22
Сравнить
Альберта, Канада
Токарные станки для нефтяных месторождений и полых шпинделей
VANTAGE V9
Токарные станки для нефтяных месторождений и полых шпинделей
ВМЕСТИМОСТЬ ” Поворот над зазором 53” Ширина зазора от передней бабки 24” Расстояние между центрами 120” Ширина станины 22” ПЕРЕДНЯЯ БАБКА Нос шпинделя A2-15 Отверстие шпинделя 9”…
74 011,62 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос представил 10/3/22
Сравнение
Техас, США
Нефтяное месторождение и полые шпиндельные пластырь
Acculcan Ptnc250
Oil Field & Hollow Spindle Lathes
Oil Field и Hollow Spindle Lathes
Oil Field & Hollow Spindle Lathes
. список
список
Запрос отправлен 03.10.22
Сравнить
Цзянсу, Китай
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
STANKO 1A983
Полый шпиндель для нефтяных месторождений
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: 416
Серийный номер: 825
Отверстие шпинделя: Ø 12,6 дюйма
Скорость шпинделя: 8 — 355 об/мин
Качели над кроватью: 32,6 дюйма
Поворот над тележкой: 17,72 дюйма
Максимум. Вес заготовки (в центре): 197″
Максимум. Wei …
€ 51,769.04 EUR
Запрос Дополнительную информацию
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
Alberta, Канада
Oil Field & Hollow Spindle Lathes
59
Oil Field & Hollow Spindle Lathes
59
ЛК-403
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
Токарный станок Kuraki LC403 с полым шпинделем, 32 x 118 дюймов, отверстие 12,6 дюйма, 4-кулачковый передний/задний патрон 24 дюйма, конус, резьба, № 31454
Запросить предложение
Добавлено в Список запросов
Заявка отправлена 03.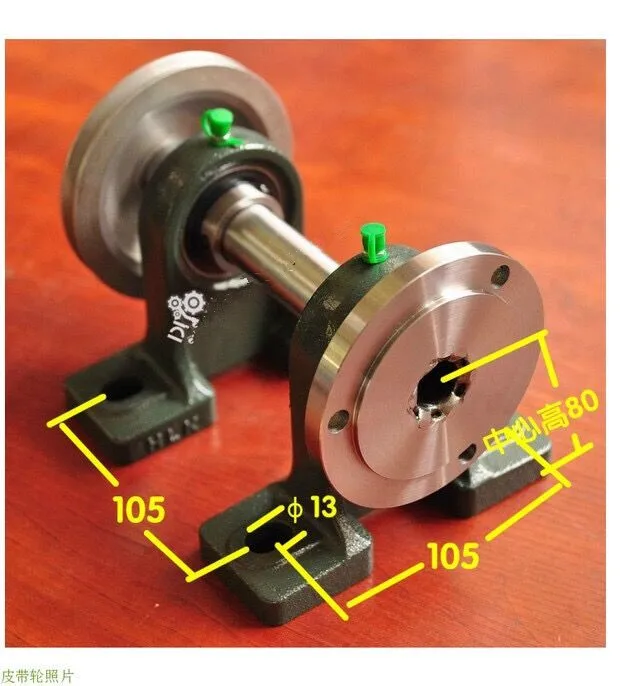 10.22
10.22
Сравнить
США
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
LEHMANN HYDRATROL
0003
Добавлено в список запросов
Запрос, представленная 10/3/22
Сравнение
Альберта, Канада
Нефтяное место Запросить цену
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Альберта, Канада
Токарные станки для нефтяных месторождений и полых шпинделей
DEMOOR
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
Не используются на нефтяных месторождениях.
€ 41,052 — 82 102 102 EUR
Запрос Подробнее
Добавлено в список запросов
Запрос. Представлен 10/3/22
Испания
Oil Field & Hollow Spindle Lathes
8
Oil Field & Hollow Spindle Lathes
59
и Hollow Spindle Lathes
589
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
Запросить цену
Добавлено в список запросов
Запрос отправлен 03.![]() 10.22
10.22
Сравнение
Альберта, Канада
Нефтяное месторождение и полые шпиндеры. «CC,NEW-1974
Запросить цену
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Нью-Йорк, США
Токарный станок с полым шпинделем
BINNS & BERRY E850
Токарные станки для нефтяных месторождений и токарных станков с полым шпинделем
Б/У 33″ X 216″ Токарный станок с двигателем Binns & Berry
Запросить цену
Добавлено в список запросов
200/
США
Токарные станки для нефтяных месторождений и токарных станков с полым шпинделем
BINNS & BERRY E850
Токарные станки для нефтяных месторождений и токарных станков с полым шпинделем
как новый. Оснащен конической насадкой, 4-х кулачковым патроном и 53″
Оснащен конической насадкой, 4-х кулачковым патроном и 53″
качайтесь в зазоре, этот токарный станок готов к любой работе.
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
Техас, Соединенные Штаты
Нефтяное место Токарные станки
Артикул: 1305GSUCI.HBA/UHI.E
Токарный станок STANKO/SASTA модели 1A983-3 размером 33 x 120 дюймов (840 мм x 3000 мм) с отверстием 12,2 дюйма в шпинделе и двойным патроном. Серийный номер: 798
(Производство Россия — Импорт в…
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
Соединенные Штаты
Нефтяное место Токарные станки со шпинделем
Хороший станок для работы на масле.Мало используется.Имеет гидравлическое полуавтоматическое нарезание резьбы, наряду с гидравлическим приспособлением для конуса, автоматическим выталкиванием и направляющей, установленной на передней части станка для авт. ..
..
€ 91 366,08 EUR
Запрос Дополнительная информация
Добавлено в список запросов
Запрос. Представлен 10/3/22
Сравнение
Mississippi, США
Oil File
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
34 «X 100″ Бывший в употреблении токарный станок с полым шпинделем Broadbent Ref. # L410628
Модель: 3380
Серийный номер.
Новое: 1980 г.
Качели над кроватью….. 34»
Поворот над поперечным скольжением …. 20 дюймов
Качели в промежутке … 56 дюймов
Л…
более 102 086 евро
Запрос Дополнительную информацию
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
Texas, Соединенные Штаты
Oil Field & Hollow Spindle Lathes
5 Dean Smith Smith & Hollow Spindle Lathes
5.
 GRACE 30 P X 120
GRACE 30 P X 120
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
1976 Dean Smith and Grace 10,5-дюймовый токарный станок с полым шпинделем, нарезание резьбы/конус
Запросить предложение
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Техас, США
Токарные станки для нефтяных месторождений и полых шпинделей
GANESH GT-34160 CNC
проект, который с тех пор был отменен. Как новая машина.
Запросить цену
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
США
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
LODGE & SHIPLEY 2XE 3220
Токарные станки для нефтяных месторождений и токарные станки с полым шпинделем
22360 Lodge & Shipley 2XE-3220 Токарный станок для крупнокалиберных двигателей
Модель: 2XE-3220 серийный номер: 50592 производства 1980 г.
Характеристики:
Поворот над тележкой: 34,5 дюйма
Качели над поперечным скольжением: 28
Расстояние до центра: 240
Bore Si…
Запросить цену
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Пенсильвания, США
Токарные станки для нефтяных месторождений и полых шпинделей
MEGABORE SS35 CNC OIL COUNTRY LATHE
Токарные станки для нефтяных месторождений и полых шпинделей
Станина Megabore для тяжелых условий эксплуатации
Отверстие шпинделя 14 дюймов x 127 дюймов между центрами.
ЧПУ Fanuc 31i-TB.
Револьверная головка Baruffaldi с 12 позициями подходит для нарезания резьбы премиум-класса.
Передняя и задняя 4 …
393 027,25 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос, представленная 10/3/22
Сравнение
Техас, США
Нефтяное месторождение и полосы веретена
Вульмес PTJS270
MILE Field & Hollows Spindle Lathes LateS 270
. станок для нарезания резьбы на станине
станок для нарезания резьбы на станине
45 738 € — 91 473 €
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Шанхай, Китай
Нефтяное месторождение и полой шпинделе
Lodge & Shipley 2xe 3220
Нефтяное месторождение и полые шпиндельные шпиндеры
36 «X192» CC Lodge & Shipley Hollow Spindle Engin
Запрос отправлен 03.10.22
Сравнить
Иллинойс, США
Токарные станки с полым шпинделем
JOHNFORD ST-40G-CF
Токарные станки с полым шпинделем0003
Поворотные центры 36 дюймов 31 дюйм Токарный станок с ЧПУ Johnford ST-40G+CF, Fanuc 0iTC, отверстие 12,5 дюйма, приводной инструмент, патроны 24 и 26 дюймов
Запросить цену
Добавлен в список запросов
Запрос отправлен /22
Сравнение
Нью-Джерси, США
Нефтяное месторождение и полые шпиндеры
Johnford St-40G-CF
Нефтяные и Hollow Spindle Lathes
Запросить aquote
Добавлено в списке
.
Запрос отправлен 03.10.22
Сравнить
Нью-Джерси, США
Токарные станки для нефтяных месторождений и токарных станков с полым шпинделем
JOHNFORD ST-40G-CF
Токарные станки для нефтяных месторождений и полых шпинделей 90 0
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
США
Токарные станки для нефтяных месторождений и полых шпинделей
POREBA TRP-90
Токарные станки для нефтяных месторождений и полых шпинделей
Poreba TRP-90 Hollow Spindle Engine Токарный завод
€ 91 366,08 EUR
Запрос. Токарные станки с полым шпинделем
MEGABORE SA-40 CNC
Токарные станки для нефтяных месторождений и полые шпиндели
SA-40 CNC Тяжелая наклонная станина
Качели над кроватью 37 дюймов
Полый шпиндель 14 дюймов, варианты от 6 до 22 дюймов
Токарные станки MEGABORE предназначены в первую очередь для тяжелых токарных операций с драматическим. ..
..
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 10/3/22
Сравнение
Соединенные Штаты
Нефтяное место
Управление ЧПУ Fanuc 21i-TB
32-дюймовый гидравлический патрон Samchully HCH-32
6-позиционная револьверная турель
Расстояние до центра 79 дюймов
9,05-дюймовая емкость бара
Отверстие шпинделя 10 дюймов
Запросить предложение
Added to Request list
Request submitted 10/3/22
Compare
United States
Oil Field & Hollow Spindle Lathes
LEBLOND NI
Oil Field & Hollow Spindle Lathes
38″/75 «x120″/192″cc LEBLOND Токарный станок со скользящим зазором для полого шпинделя
Запросить цену
Добавлено в список запросов
Запрос отправлен 03.10.22
Сравнить
Иллинойс, США
Токарные станки с полым шпинделем 47″ 55″ 63″
Отверстия шпинделя от 6″ до 21″, межцентровые расстояния: от 80″ до 600″
| Технические характеристики: | 47-9 | 55-9 | 63-9 | ||
| Вместимость | |||||
|---|---|---|---|---|---|
| Качели над кроватью | 47″ / 1200 мм | 55″ / 1400 мм | 63″ / 1600 мм | ||
| Качели над поперечными салазками | 32,6 дюйма / 830 мм | 40,5″ / 1030 мм | 48,4 дюйма / 1230 мм | ||
| Вес заготовки | |||||
| Между центрами | 22 000 фунтов / 10 000 кг | ||||
| Передняя бабка | |||||
| Отверстие шпинделя | 9 дюймов / 230 мм | 12,2 дюйма / 310 мм | 14,2 дюйма / 360 мм | 21″ / 535 мм | |
| Носик шпинделя | А2-15 | А2-20 | А2-28 | ||
| Диапазон скоростей шпинделя | 6 – 400 | 5 – 300 | 3 – 230 | ||
| Каретка | |||||
| Поперечный ход | 30,7″ / 780 мм | ||||
| Составной ход | 13,7″ / 350 мм | ||||
| Коробка передач | |||||
| Диапазон продольных подач (№) | (48) 0,13 – 1,92 | ||||
| Поперечная подача (кол-во) диапазон | (48) 0,065 – 0,96 | ||||
| Диапазон резьбы на дюйм (количество) | (48) 1-15 шагов на дюйм | ||||
| Метрическая резьба (кол-во), диапазон | (48) 2 – 30 мм/шаг | ||||
| Задняя бабка | |||||
| Диаметр пиноли | 7,9″/200 мм (стандарт) или 11,4″/290 мм для вращающейся пиноли (дополнительно) | ||||
| Ход пиноли | 11,8″ / 300 мм | ||||
| Центр задней бабки | #7 MT | ||||
| Кровать | |||||
| Ширина кровати | 31,5″ / 800 мм | ||||
| Двигатель | |||||
| Двигатель главного привода | 30 л. с. (40 л.с. и 50 л.с. опционально) с. (40 л.с. и 50 л.с. опционально) | ||||
| Разное | |||||
| Вес брутто (прибл. 200″ центров) | 39 620 фунтов. | 43 120 фунтов | 46 620 фунтов. | ||
| Технические характеристики: | 47-9 |
| Вместимость | |
|---|---|
| Качели над кроватью | 47″ / 1200 мм |
| Качели над поперечными салазками | 32,6 дюйма / 830 мм |
| Вес заготовки | |
| Между центрами | 38 500 фунтов / 17 500 кг |
| Передняя бабка | |
| Отверстие шпинделя | 9 дюймов / 230 мм |
| Носик шпинделя | А2-15 |
| Диапазон скоростей шпинделя | 6 – 400 |
| Каретка | |
| Перемещение поперечного суппорта | 30,7″ / 780 мм |
| Составной ход | 13,7″ / 350 мм |
| Коробка передач | |
| Диапазон продольных подач (№) | (48) 0,13 – 1,92 |
| Поперечная подача (кол-во) диапазон | (48) 0,065 – 0,96 |
| Диапазон резьбы на дюйм (количество) | (48) 1-15 шагов на дюйм |
| Метрическая резьба (количество) диапазон | (48) 2 – 30 мм/шаг |
| Задняя бабка | |
| Диаметр пиноли | 7,9″/200 мм (стандарт) или 11,4″/290 мм для вращающейся пиноли (дополнительно) |
| Ход пиноли | 11,8″ / 300 мм |
| Центр задней бабки | #7 MT |
| Кровать | |
| Ширина кровати | 31,5″ / 800 мм |
| Двигатель | |
| Двигатель главного привода | 30 л. с. (40 л.с. и 50 л.с. опционально) с. (40 л.с. и 50 л.с. опционально) |
| Разное | |
| Вес брутто (прибл. 200″ центров) | 39 620 фунтов. |
| Технические характеристики: | 55-9 | |
| Вместимость | ||
|---|---|---|
| Качели над кроватью | 55″ / 1400 мм | |
| Качели над поперечными салазками | 40,5″ / 1030 мм | |
| Вес заготовки | ||
| Между центрами | 38 500 фунтов / 17 500 кг | |
| Передняя бабка | ||
| Отверстие шпинделя | 12,2 дюйма / 310 мм | 14,2 дюйма / 360 мм |
| Нос шпинделя | А2-20 | |
| Диапазон скоростей шпинделя | 5 – 300 | |
| Каретка | ||
| Поперечный ход | 30,7″ / 780 мм | |
| Составной ход | 13,7″ / 350 мм | |
| Коробка передач | ||
| Диапазон продольных подач (№) | (48) 0,13 – 1,92 | |
| Поперечная подача (количество) диапазон | (48) 0,065 – 0,96 | |
| Диапазон резьбы на дюйм (количество) | (48) 1-15 шагов на дюйм | |
| Метрическая резьба (кол-во), диапазон | (48) 2 – 30 мм/шаг | |
| Задняя бабка | ||
| Диаметр пиноли | 7,9″/200 мм (стандарт) или 11,4″/290 мм для вращающейся пиноли (дополнительно) | |
| Ход пиноли | 11,8″ / 300 мм | |
| Центр задней бабки | #7 MT | |
| Кровать | ||
| Ширина кровати | 31,5″ / 800 мм | |
| Двигатель | ||
| Двигатель главного привода | 30 л. с. (40 л.с. и 50 л.с. опционально) с. (40 л.с. и 50 л.с. опционально) | |
| Разное | ||
| Вес брутто (прибл. 200″ центров) | 43 120 фунтов. | |
| Технические характеристики: | 63-9 |
| Вместимость | |
|---|---|
| Качели над кроватью | 63″ / 1600 мм |
| Качели над поперечными салазками | 48,4 дюйма / 1230 мм |
| Вес заготовки | |
| Между центрами | 38 500 фунтов / 17 500 кг |
| Передняя бабка | |
| Отверстие шпинделя | 21″ / 535 мм |
| Носик шпинделя | А2-28 |
| Диапазон скоростей шпинделя | 3 – 230 |
| Каретка | |
| Поперечный ход | 30,7″ / 780 мм |
| Составной ход | 13,7″ / 350 мм |
| Коробка передач | |
| Диапазон продольных подач (№) | (48) 0,13 – 1,92 |
| Поперечная подача (кол-во) диапазон | (48) 0,065 – 0,96 |
| Диапазон резьбы на дюйм (количество) | (48) 1-15 шагов на дюйм |
| Метрическая резьба (кол-во), диапазон | (48) 2 – 30 мм/шаг |
| Задняя бабка | |
| Диаметр пиноли | 7,9″/200 мм (стандарт) или 11,4″/290 мм для вращающейся пиноли (дополнительно) |
| Ход пиноли | 11,8″ / 300 мм |
| Центр задней бабки | #7 MT |
| Кровать | |
| Ширина кровати | 31,5″ / 800 мм |
| Двигатель | |
| Двигатель главного привода | 30 л. с. (40 л.с. и 50 л.с. опционально) с. (40 л.с. и 50 л.с. опционально) |
| Разное | |
| Масса брутто (прибл. 200″ центров) | 46 620 фунтов. |
Обзоры товаров
Submit your review | |
| Check this box to confirm you are human. | |
Отправить
Отменить | |
Напишите свой отзыв
Summit Machine Tool
Средняя оценка:
0 отзывов
Токарные станки Megabore 4″ – 9″ полый шпиндель
Токарные станки с полым шпинделем 4″- 9″ Серии HR и HL 27″ -34″ Swing
Серии HR и HL
Обычный
Токарные станки с полым шпинделем 4–9 дюймов Серии HR и HL 27–34 дюйма Swing
Описание
9Токарные станки с полым шпинделем серии 0004 Megabore HL и HR представляют собой стандартные токарные станки с полым шпинделем большего размера, чем стандартные.
Эти токарные станки заполняют пробел между токарными станками общего назначения и нашими станками для тяжелых условий эксплуатации серий PA и PB.
Полые шпиндели 4″- 6″ – 9″
Полый шпиндель Токарный станок серии H
| СПЕЦИФИКАЦИЯ | МОДЕЛИ | HRE-680 | HRE-780 | HRE-880 |
| МОДЕЛЬ | 1100 г 1600 г 2000 г 2500 г 3000 г 3500 г 4000 г 5000 г 6000 г | |||
| ПОВОРОТ | Высота центра (над кроватью) | 340 мм (13 3/8″) | 390 мм (15 3/8″) | 440 мм (17 3/8″) |
| Над кроватью | 680 мм (26 7/8″) | 780 мм (30 7/8″) | 880 мм (34 3/4″) | |
| Над поперечными салазками | 440 мм (17 3/8″) | 540 мм (21 1/4″) | 640 мм (25 1/4″) | |
| Расстояние между центрами | 1100 мм 1600 мм 2000 мм 2500 мм 3000 мм 3500 мм 4000 мм 4500 мм 5000 мм 6000 мм | |||
| Зазор и ширина в переднем патроне | 970 мм x (38 1,8 дюйма) x 482 мм (19 дюймов) | 1070 мм (42 1/8 дюйма) x 482 мм (19 дюймов) | 1170 мм (46 дюймов) x 482 мм (19 дюймов) | |
| Ширина кровати | 458 мм (18 дюймов) | |||
| ПЕРЕДНЯЯ БАБКА | Диаметр шпинделя | 105 мм (4 1/8″) | ||
| Число оборотов шпинделя | 12 | |||
| Диапазон скорости вращения шпинделя (об/мин) | 12, 20, 29, 40, 55, 85, 120, 175, 300, 445, 650, 1000
| |||
| Носик шпинделя | АСА-А1-11(Д1-11) | |||
| ПОДАЧА-РЕЗЬБА | Ходовой винт | 45 мм (1 3/4″) | ||
| Количество смен подачи | 28 | |||
| Диапазон продольной подачи | 0,05-0,7 | |||
| Диапазон поперечной подачи | 0,025-0,35 | |||
| Дюймовая резьба | 2-28(36) | |||
| Метрическая резьба | 0,8-14(65) | |||
D.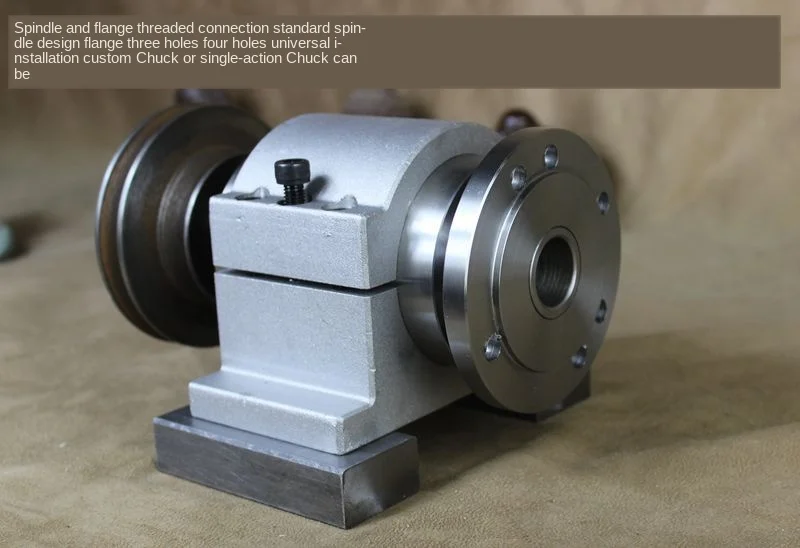 P.№/диапазон P.№/диапазон | 4-56(36) | |||
| Кол-во модулей/диапазон | 0,5-7(22) | |||
| ИНСТРУМЕНТАЛЬНАЯ НАПРАВЛЯЮЩАЯ | Перемещение поперечного суппорта | 340 мм (13 3/8″) | 390 мм (15 3/8″) | 440 мм (17 3/8″) |
| Составной ход отдыха | 240 мм (9 1/2″) | |||
| ЗАДНЯЯ БАККА | Ход шпинделя | 210 мм (8 1/4″) | ||
| Диаметр шпинделя | 105 мм (4 1/8″) | |||
| Конус центра | М.Т. #6 | |||
| ДВИГАТЕЛЬ | Главный двигатель | 15ХП/4П 20ХП/4П | ||
| Насос охлаждающей жидкости двигателя быстрой подачи | 1/4 л.с. | |||
| КРОВАТЬ | Насос охлаждающей жидкости | 1/8 л. с. с. | ||
| Длина | 1100Gx2700мм 2500Gx4200мм 4000Gx5700мм | 1600Gx3200мм 3000Gx4700мм 5000Gx7000мм | 2000Gx3700мм 3500Gx5200мм 6000Gx7700мм | |
| Ширина | 1240 мм | |||
| Высота | 1400 мм | 1450мм | 1500 мм | |
| СЗ | 1100Gx3300кг 2500Gx4200кг 4000Gx5100кг | 1600Gx3600кг 3000Gx4500кг 5000Gx6300кг | 2000Gx3900кг 3500Gx4800кг 6000Gx6600кг | |
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ
Задняя пластина патрона
Ключ для резцедержателя
Центральная втулка
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
3-кулачковый спиральный патрон
Люнет
Планшайба
4-х кулачковый независимый патрон
Система быстрой подачи
Следящий упор
Запрос котировки
Узнать цену
Техническая информация span>
Доступное расстояние между центрами 1000 (40″), 1500 (60″), 2000 (80″), 2500 (98″), 3000 (120″) 3500 (138″), 4000 (158″) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Т. № 7
Т. № 7 P.I.
P.I.
