Шпоночная фреза чертеж: Шпоночная фреза | Чертежи
Содержание
Фрезы шпоночные ГОСТ 9140-78 в категории «Инструмент»
Фреза шпоночная 2мм ГОСТ 9140-78
Доставка по Украине
20 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная 3мм ГОСТ 9140-78
Доставка по Украине
15 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная 16мм ГОСТ 9140-78
Доставка по Украине
100 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная 32мм ГОСТ 9140-78 с коническим хвостовиком
Доставка по Украине
395 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная 14мм ГОСТ 9140-78 СССР
Доставка по Украине
100 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная ц/х 5 В Гост 9140-78
Доставка по Украине
36.14 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная ц/х 4 В Гост 9140-78
Доставка по Украине
25.72 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная ц/х 6 В Гост 9140-78
Доставка по Украине
42. 19 грн
19 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная ц/х 8 В Гост 9140-78
Доставка по Украине
54.12 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная ц/х 10 В Гост 9140-78
Доставка по Украине
79.84 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 14 мм цилиндрический хвостовик ГОСТ 9140-78
Доставка по Украине
80 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная ц/х 7 В Гост 9140-78
Доставка по Украине
54.12 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 18мм конический хвостовик ГОСТ 9140-78
Доставка по Украине
125 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная ц/х 12 В Гост 9140-78
Доставка по Украине
111.11 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 20мм коническая ГОСТ 9140-78
Доставка по Украине
175 грн
Купить
Интернет-магазин «АРИНС»
Смотрите также
Фреза шпоночная 22мм коническая ГОСТ 9140-78
Доставка по Украине
260 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная ц/х 14 В Гост 9140-78
Доставка по Украине
130. 94 грн
94 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 25мм конический хвостовик ГОСТ 9140-78
Доставка по Украине
305 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная ц/х 16 В Гост 9140-78
Доставка по Украине
174.47 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 28мм коническая ГОСТ 9140-78
Доставка по Украине
325 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная ц/х 20 В Гост 9140-78
Доставка по Украине
225.57 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 30мм коническая ГОСТ 9140-78
Доставка по Украине
355 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная к/х 14 конус М2 Гост 9140-78
Доставка по Украине
216.16 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 36мм с коническим хвостовиком ГОСТ 9140-78
Доставка по Украине
450 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная к/х 20 конус М2 Гост 9140-78
Доставка по Украине
255. 32 грн
32 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная 40мм с коническим хвостовиком ГОСТ 9140-78
Доставка по Украине
700 грн
Купить
Интернет-магазин «АРИНС»
Фреза шпоночная к/х 22 конус М2 Гост 9140-78
Доставка по Украине
302.89 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная к/х 25 конус М3 Гост 9140-78
Доставка по Украине
368.45 грн
Купить
Магазин запчастей Remontnik
Фреза шпоночная к/х 30 конус М3 Гост 9140-78
Доставка по Украине
458.21 грн
Купить
Магазин запчастей Remontnik
ГОСТ 16463-80 Фрезы шпоночные цельные твердосплавные. Технические условия
ГОСТ 16463-80*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ШПОНОЧНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
Технические условия
Solid carbide keyway cutters.
Specifications
ОКП 39185
Дата введения 1981-07-01
Постановлением Госстандарта СССР N 728 от 23. 05.91 снято ограничение срока действия
05.91 снято ограничение срока действия
ВЗАМЕН ГОСТ 16463-70
* ПЕРЕИЗДАНИЕ (ноябрь 1993 г.) с Изменениями 1, 2, утвержденными в декабре 1986 г., мае 1991 г. (ИУС 3-87, 8-91)
Настоящий стандарт распространяется на цельные твердосплавные шпоночные фрезы с цилиндрическим хвостовиком для обработки шпоночных пазов как в материалах общего назначения, так и в труднообрабатываемых материалах, изготавливаемые для нужд народного хозяйства и для экспорта.
Требования настоящего стандарта в части разд.1, 2 (кроме п.2.4, последний абзац), 4, 5 и пп.3.2, 3.3 являются обязательными, другие требования — рекомендуемыми.
(Измененная редакция, Изм. N 2).
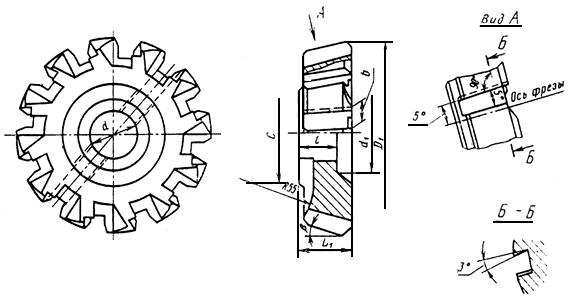
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры фрез должны соответствовать указанным на чертеже и в табл.1.
Примечание. Допускается фаску заменить радиусом .
Таблица 1
мм
Обозначение | Применяемость | , не более | ||||
2234-0201 | 2 | 3 | 4 | 25 | 0,1 | |
2234-0501 | 4 | 5 | ||||
2234-0202 | 3 | 3 | 30 | |||
2234-0502 | 4 | |||||
2234-0203 | 4 | 4 | 7 | 32 | ||
2234-0204 | 5 | 5 | 8 | 0,2 | ||
2234-0205 | 6 | 6 | 10 | 35 | ||
2234-0503 | 7 | 7 | 10 | |||
2234-0504 | 8 | |||||
2234-0206 | 8 | 8 | 11 | 40 | ||
2234-0207 | 10 | 10 | 13 | 45 | 0,3 | |
2234-0208 | 12 | 12 | 16 | 50 |
Пример условного обозначения фрезы диаметром =8 мм для обработки паза с полем допуска N 9:
Фреза 2234-0206 N 9 ГОСТ 16463-80
(Измененная редакция, Изм.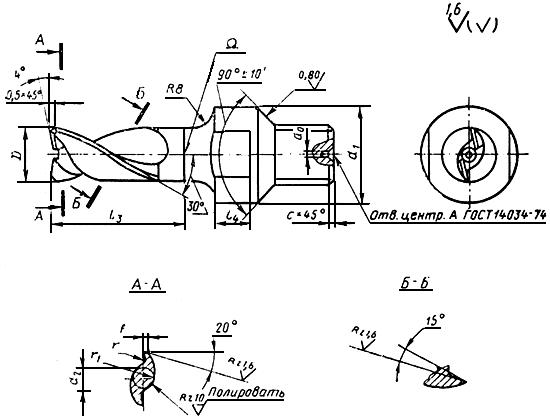 N 2).
N 2).
1.2. Конструктивные размеры и геометрические параметры фрез приведены в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шпоночные фрезы должны изготовляться из твердого сплава марок ВК6, ВК6М, ВК10М, Т5К10 и Т15К6 по ГОСТ 3882-74.
2.2. На режущих кромках и поверхностях фрез, подвергаемых механической обработке, не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев и черновин на шлифованных поверхностях.
2.3. Параметры шероховатости поверхностей фрез по ГОСТ 2789-73 должны быть не более, мкм:
передней и задней поверхности главных режущих кромок | 1,6 |
цилиндрической поверхности хвостовика | 0,4 |
поверхности спинки торцового зуба и фаски | 3,2 |
остальных поверхностей | 12,5 |
2.4. Предельные отклонения размеров фрез не должны превышать:
диаметра рабочей части фрезы для обработки пазов: | |
по N 9 | f 8 |
по Р 9 | е 8 |
диаметра цилиндрического хвостовика | h 8 |
общей длины фрез | js 16. |

По заказу потребителя допускается изготовлять фрезы для обработки паза по ПШ с предельными отклонениями диаметра рабочей части, указанными в приложении 2. Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2 до 6 мм для обработки пазов N 9 с предельным отклонением диаметра рабочей части фрезы по е8.
2.2-2.4. (Измененная редакция, Изм. N 1, 2).
2.5. Допускаемое уменьшение диаметра фрезы по направлению к хвостовику (обратная конусность) — не более 0,03 мм на длине рабочей части.
Прямая конусность на рабочей части фрезы не допускается.
2.6. Допуск радиального биения режущих кромок зубьев относительно оси поверхности хвостовика — 0,02 мм.
2.7. Допуск торцового биения режущих кромок относительно оси поверхности хвостовика — 0,03 мм.
2.6, 2.7. (Измененная редакция, Изм. N 1).
2.8. Средний и 95%-ный периоды стойкости фрез должны быть не менее значений, указанных в табл.2, при условиях испытаний, приведенных в разд.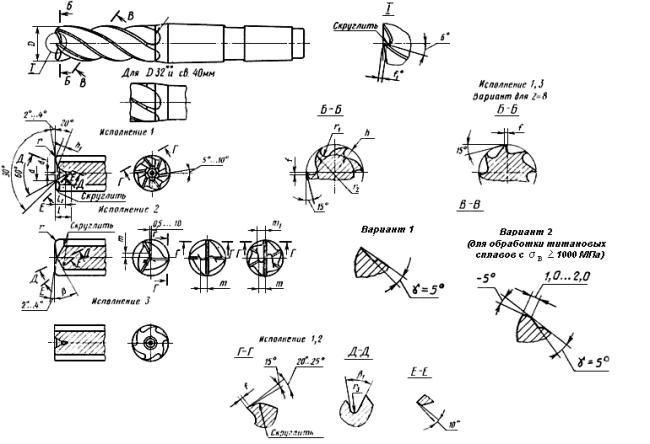 4.
4.
Таблица 2
Диаметр фрезы, мм | Средний период стойкости , мин | 95%-ный период стойкости, мин |
2, 3, 4 | 20 | 8 |
5, 6, 7 | 40 | 16 |
8, 10, 12 | 50 | 20 |
2.8.1. Критерием затупления фрез является выход размеров обработанного паза из поля допуска или шероховатость поверхности боковых стенок паза >10 мкм.
2.8, 2.8.1. (Введены дополнительно, Изм. N 1).
(Измененная редакция, Изм. N 2).
2.9. На каждой потребительской таре должна быть этикетка или поставлен штамп со следующими данными:
а) товарный знак предприятия-изготовителя;
б) наименование инструмента и обозначение стандарта;
в) диаметр фрезы и обозначение поля допуска шпоночного паза;
г) марка твердого сплава;
д) количество фрез.
2.10. Транспортная маркировка и упаковка — по ГОСТ 18088-83.
2.9, 2.10. (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки — по ГОСТ 23726-79.
3.2. Периодические испытания, в том числе испытания на средний период стойкости, следует проводить раз в 3 года, не менее чем на 5 инструментах.
Испытания на 95%-ный период стойкости следует проводить раз в год не менее чем на 5 инструментах.
3.3. Испытания следует проводить на одном типоразмере фрез из каждого диапазона диаметров, указанных в табл.2 на режимах, указанных в табл.3.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ, КОНТРОЛЯ
4.1. Испытания фрез следует проводить на вертикально-фрезерных станках. Станки и вспомогательный инструмент должны соответствовать установленным на них нормам точности и жесткости.
4.2. Испытания фрез следует проводить из твердого сплава типа ТК — на образцах из стали марки 45 по ГОСТ 1050-88 или из стали марки 40Х по ГОСТ 4543-71 твердостью 37. ..42 HRC; из твердого сплава типа ВК — на образцах из серого чугуна по ГОСТ 1412-85 твердостью 180…240 НВ.
..42 HRC; из твердого сплава типа ВК — на образцах из серого чугуна по ГОСТ 1412-85 твердостью 180…240 НВ.
4.3. Материал, на котором проводят испытания, должен иметь обработанную поверхность, параметр шероховатости которой не должен превышать 2,5 мкм.
4.4. Испытания фрез на надежность и работоспособность следует проводить на режимах, указанных в табл.3.
Таблица 3
Диаметр фрезы, мм | Скорость резания, м/мин | Подача на один оборот фрезы, мм | Глубина паза, мм | ||
Обрабатываемый материал | |||||
Сталь | Чугун | вертикальная | продольная | ||
2 | 20 | 40 | 0,01 | 0,010 | 1,0 |
3 | 2,0 | ||||
4 | 2,5 | ||||
5 | 30 | 0,015 | 3,0 | ||
6 | 3,5 | ||||
7 | 60 | ||||
8 | 40 | 0,02 | 0,020 | 4,0 | |
10 | 4,5 | ||||
12 | 5,0 | ||||
Допускаемое отклонение значений скорости резания и подачи на оборот — не более 10% указанных.
Поправочный коэффициент на скорость резания в зависимости от марки твердого сплава указан в табл.4.
Таблица 4
Марка твердого сплава | ВК6, ВК6М | ВК8 | Т15К6 | Т5К10 |
Поправочный коэффициент | 1,2 | 1,0 | 1,2 | 0,8 |
4.5. Испытания на работоспособность проводят в следующей последовательности: врезание на полную глубину шпоночного паза с вертикальной подачей; фрезерование шпоночного паза с продольной подачей на длину не менее указанной в табл.5.
Таблица 5
Диаметр фрезы, мм | 2, 3, 4 | 5, 6, 7 | 8, 10, 12 |
Общая длина фрезерования | 15 | 20 | 25 |
4. 6. После испытаний на работоспособность на режущих кромках фрез не должно быть выкрашиваний, фрезы должны быть пригодны для дальнейшей работы.
6. После испытаний на работоспособность на режущих кромках фрез не должно быть выкрашиваний, фрезы должны быть пригодны для дальнейшей работы.
4.7. Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в табл.6.
Таблица 6
Диаметр фрезы, мм | Приемочные значения периодов стойкости, мин | |
среднего | установленного | |
2, 3, 4 | 23 | 9 |
5, 6, 7 | 46 | 17 |
8, 10, 12 | 58 | 23 |
4.8. Параметр шероховатости поверхностей боковых стенок пазов, обработанных испытуемой фрезой, не должен превышать 10 мкм.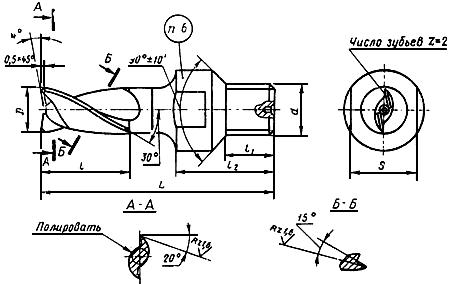
4.9. Параметры фрез следует контролировать измерительными средствами с погрешностью измерения не более:
при измерении линейных значений — по ГОСТ 8.051-81;
при контроле форм и расположения поверхностей — 25% значения допускаемого предельного отклонения;
при измерении углов — 35% значения допускаемого предельного отклонения.
4.10. Внешний вид фрез подвергают визуальному контролю.
4.11. Шероховатость поверхностей фрез следует проверять сравнением с эталонами шероховатости по ГОСТ 9378-75* и с образцами-эталонами фрез, параметры шероховатости которых не должны превышать указанных в п.2.3.
________________
* Действует ГОСТ 9378-93. — Примечание «КОДЕКС».
Сравнение осуществляют визуально при помощи лупы ЛП-4 по ГОСТ 25706-83.
Разд.3, 4. (Измененная редакция, Изм. N 1).
5.ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение — по ГОСТ 18088-83.
Разд.5. (Измененная редакция, Изм. N 2).
Разд. 6. (Исключен, Изм. N 1).
6. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
Примечание. Допускается вводить в обозначение фрез вариант заточки в случае изготовления их по варианту 2.
мм
(пред. откл. 16) | (пред. откл. ±0,1) | Шаг винтовой канавки | |||||
2 | 1,6 | — | 0,6 | 0,1 | 0,4 | 0,4 | 17,3 |
3 | 2,4 | — | 1,0 | 0,2 | 0,5 | 0,5 | 25,8 |
4 | 3,4 | 0,63 | 1,2 | 34,3 | |||
5 | 4,0 | 0,80 | 1,5 | 0,8 | 0,8 | 43,0 | |
6 | 5,0 | 1,00 | 1,8 | 0,3 | 52,0 | ||
7 | 5,6 | 2,1 | 60,0 | ||||
8 | 6,4 | 1,25 | 2,5 | 0,5 | 1,0 | 1,0 | 69,0 |
10 | 8,4 | 1,60 | 3,0 | 86,3 | |||
12 | 10,4 | 2,00 | 3,5 | 1,0 | 103,5 |
ПРИЛОЖЕНИЕ 2
Справочное
Предельные отклонения диаметров фрез для обработки паза по ПШ
мм
Диаметр фрезы | Предельное отклонение |
До 3 | -0,024 |
-0,038 | |
Св. | -0,029 |
-0,042 | |
Св. 6 до 10 | -0,035 |
-0,050 | |
Св. 10 | -0,041 |
-0,059 |
 3 до 6
3 до 6(Измененная редакция, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1994
Keyseat Cutters-Square
Товары добавлены в вашу корзину.
Введите имя своей корзины ниже и нажмите «Создать корзину», чтобы начать!
Специальные профили
Специальные профили
Harvey Tool уже давно предлагает лучший в отрасли выбор фрез для шпонок. Его линейка фрез с квадратным профилем предлагается в трех уникальных стилях: стандартные пазы, глубокие пазы или максимальные пазы, что позволяет операторам выбирать инструмент, наиболее подходящий для их применения.
- Фрезы для шпоночных пазов диаметром до 1/16 дюйма
- Обе стороны фрезы выпуклые для зазора
- Цельный карбид
- Шлифовка с ЧПУ в США
Подрезка
Т-образный паз
ТАБЛИЦА ПРОДУКТОВ
СКОРОСТЬ И ПОДАЧА
Консультант по обработке Pro
SIM-ФАЙЛЫ
CAM-БИБЛИОТЕКИ
ОБЗОРЫ
НАСТРОЙТЕ ЭТОТ ИНСТРУМЕНТ
Расширенный поиск
* Радиальный DOC учитывает максимальный радиус перехода на шейке
- Ресурсы
Отзывы
Рабочие параметры
Консультант по обработке Pro
Machining Advisor Pro рассчитывает оптимальные рабочие параметры на основе типа материала, характеристик концевой фрезы, настройки станка, траектории движения инструмента и других факторов, чтобы помочь пользователям получить максимальную отдачу от спиральных концевых фрез.
SIM-файлы/библиотеки инструментов
Скачать SIM-файл
Чертежи полукруглых линий, специально масштабированные в соответствии с геометрией инструмента, помогают имитировать рабочие параметры и создавать траектории движения инструмента.
Другие источники
8 причин, по которым вы убиваете свою концевую фрезу
Почему важен счет флейты
Введение в высокоэффективное фрезерование
Написать отзыв
Спасибо за отзыв. Оно отправлено на утверждение администратору веб-сайта
Оно отправлено на утверждение администратору веб-сайта
Пожалуйста, выберите оценку.
Написать отзыв
Спасибо за отзыв. Оно отправлено на утверждение администратору веб-сайта
Пожалуйста, выберите оценку.
Клиенты также просмотрели
Proto-Cutter для ваших индивидуальных потребностей в прецизионном режущем инструменте
Индивидуальные развертки с зажимным патроном и штифтовым поплавком
Развертки с зажимным патроном и штифтовым поплавком могут использоваться для всех материалов. Наши нестандартные развертки с плавающим штифтом аналогичны нашим стандартным разверткам, но могут быть сделаны длиннее или короче. Патронные развертки — экономичный способ финишной обработки отверстия. Углы в плане на наших развертках могут быть выполнены с определенными углами, которые важны для микрофинишной обработки и калибровки. Развертки могут быть выполнены с левой спиралью для сквозных отверстий (отверстия для охлаждающей жидкости в канавках) или с правой спиралью для глухих отверстий (отверстие для охлаждающей жидкости через центр инструмента).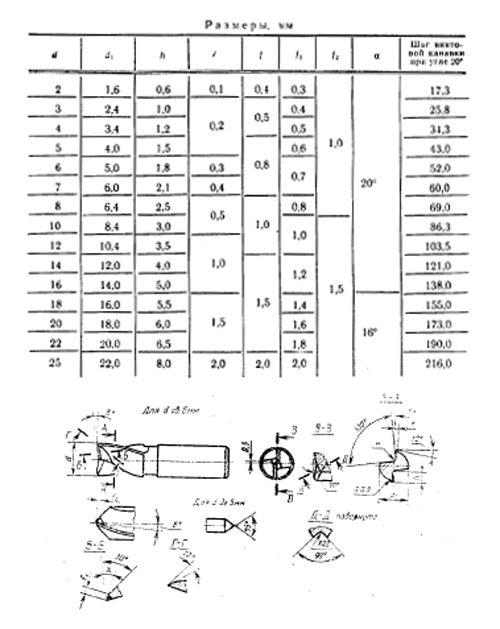
Загрузить чертеж зажимной развертки
Загрузить чертеж штифтовой плавающей развертки
Индивидуальные ступенчатые развертки
Ступенчатые развертки хороши для измерения размеров нескольких отверстий и снятия фаски за один шаг. Развертки могут быть выполнены с левой спиралью для сквозных отверстий (отверстия для охлаждающей жидкости в канавках) или с правой спиралью для глухих отверстий (отверстие для охлаждающей жидкости через центр инструмента).
Загрузить чертеж
Пользовательские инструменты формы
Инструменты формы используются для создания радиусов и других геометрических форм на внешнем диаметре. или И.Д. части. Инструменты формы могут быть изготовлены:
- Из карбида или быстрорежущей стали
- Подача СОЖ при необходимости
- Из распечатки инструмента или детали заказчика
Сверла с двойной кромкой по индивидуальному заказу
Сверла с двойной кромкой используются для отверстий с жесткими допусками и стабильности при резке цветных металлов и железа. Сверла с двойной кромкой могут быть изготовлены:
Сверла с двойной кромкой могут быть изготовлены:
- Из карбида или быстрорежущей стали
- Подача СОЖ при необходимости
- Из распечатки инструмента или детали заказчика
Скачать чертеж
Индивидуальные инструменты для портирования
Инструменты DouPorting могут быть изготовлены для портов SAE, метрических, MS и картриджных клапанов с прямыми или коническими хвостовиками Морзе. Инструменты для портирования могут быть изготовлены с профильной заточкой или с кулачковой разгрузкой.
Загрузить чертеж
Специализированные кусачки
Кусачки хороши для врезания, прорезания пазов или создания внутренних канавок в детали. Фрезы для ключей могут быть изготовлены с угловой фаской/радиусом.
Загрузить чертеж
Фрезы для нестандартных профилей
Профильные фрезы используются для профилирования областей, где необходимо соблюдение многих тангенциальных позиций; например, основания и лопатки турбины.
Концевые фрезы по индивидуальному заказу
Концевые фрезы можно использовать для всех материалов. Концевые фрезы могут быть изготовлены для круговой интерполяции (многоцелевой), где необходимо произвести один или несколько диаметров, и с насечками для черновой обработки и фаски/радиуса.
Загрузить чертеж
Нестандартные ступенчатые сверла
Ступенчатые сверла хорошо подходят для черновой обработки нескольких отверстий.
Загрузить чертеж
Пилы и фрезы по индивидуальному заказу
Пилы и фрезы по индивидуальному заказу подходят для обработки всех материалов и используются для прорезания пазов, круговой интерполяции и обработки канавок. Они могут быть выполнены с угловой фаской/радиусом и с равномерным или неравномерным расположением канавок (уменьшение гармонической вибрации).
Специальные конические и радиусные инструменты
Конические и радиусные инструменты позволяют создавать радиусы и другие геометрические формы внутри и снаружи детали.
