Шпоночный паз на валу как сделать: Изготавливаем шпоночный паз самостоятельно
Содержание
Шпонка. Шпоночный паз. | МеханикИнфо
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Оцените запись
Шпоночный материал предназначен для передачи крутящего момента с одной детали на другую. Препятствует вращению одной детали относительно другой. В зависимости от диаметра вала, на которые подгоняется шпонка, будет меняться её ширина и высота, а на валу – глубина шпоночного паза.
Шпоночные пазы на валу делают на фрезерном станке, а на другой детали, которая садится на вал (зубчатое колесо, втулка, полумуфта, муфта и т.д.) на долбежном станке (смотрите видео). Также возможно изготовление шпоночного паза на токарном станке (смотрите видео).
Существует несколько видов шпонок: призматические, клиновые, сегментные, цилиндрические и тангенциальные. Они могут быть как открытого, так и закрытого типа. Все они изготавливаются согласно стандартам ГОСТ, которые устанавливают размеры и предельные отклонение шпоночных пазов и шпонок:
Они могут быть как открытого, так и закрытого типа. Все они изготавливаются согласно стандартам ГОСТ, которые устанавливают размеры и предельные отклонение шпоночных пазов и шпонок:
ГОСТ 24071-97 – сегментные шпоночные пазы и шпонки;
ГОСТ 24068-80 – клиновые шпоночные пазы и шпонки;
ГОСТ 23360-78 – призматические шпоночные пазы и шпонки;
ГОСТ 10748-79 – призматические высокие шпоночные пазы и шпонки;
ГОСТ 24069-80 – тангенциальные нормальные шпоночные пазы и шпонки;
ГОСТ 12207-79 – цилиндрические шпоночные пазы и шпонки;
ГОСТ 8790-79 – призматические шпоночные пазы и шпонки с креплением на валу.
Материалом для шпонок могут служить различные сорта стали, чаще всего это углеродистые стали (Ст45, Ст60). Одним из главных условий, предъявляемых к шпонкам, является симметричность всех её боковых стенок, а также недопустима подгонка шпонки с заусеницами и забоинами.
Одним из главных плюсов шпонки является простота конструкции, надёжность и небольшая стоимость. Сборка такого рода соединения не занимает много времени.
Сборка такого рода соединения не занимает много времени.
Ниже вы можете ознакомится с таблицами размеров и предельных отклонение шпоночных пазов и шпонок.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 0 | 2,3 2,8 | +0,1 0 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 0 | 3,3 3,3 | +0,2 0 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
Св. 38 до 44 38 до 44» 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 | ||||||||||
.
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
.
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h24) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 | |||||
.
Сегментные шпонки по ГОСТ 8786-68.
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 0 | 0,08 | 0,16 |
Св. 5 » 6 5 » 6» 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 0 | 2,3 | ||||
Св. 22 до 25 22 до 25» 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 0 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 | ||||
.
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Длина l (h24) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 | ||
.
Продолжение.
.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
Св. 10 до 12 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
Св. 75 до 85 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
Св. 290 до 330 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 | ||||
ЧИТАЙТЕ ТАКЖЕ:
 Вес паронита ПМБ. ГОСТ 481-58.
Вес паронита ПМБ. ГОСТ 481-58.
Создание шпоночного паза с использованием трехмерного моделирования
%PDF-1.6
%
1 0 obj
>
endobj
4 0 obj
/CreationDate (D:20200911091625+03’00’)
/Creator (pdfFactory Pro www.pdffactory.com)
/ModDate (D:20200911092504+03’00’)
/Producer (pdfFactory Pro 5.35 \(Windows 7 Ultimate x64 Russian\))
/Subject
/Title
>>
endobj
2 0 obj
>
stream
2020-09-11T09:25:04+03:002020-09-11T09:16:25+03:002020-09-11T09:25:04+03:00pdfFactory Pro www.pdffactory.comapplication/pdf

uuid:9c35dbf0-6ed9-4abf-ad5a-2c06665e409buuid:99d928ad-4fdd-4800-bcef-840b21ea61f7pdfFactory Pro 5.35 (Windows 7 Ultimate x64 Russian)
endstream
endobj
3 0 obj
>
endobj
5 0 obj
>
/ProcSet [/PDF /Text /ImageC /ImageI]
/XObject >
>>
/Rotate 0
/Type /Page
>>
endobj
6 0 obj
>
/ProcSet [/PDF /Text /ImageC /ImageI]
/XObject >
>>
/Rotate 0
/Type /Page
>>
endobj
7 0 obj
>
/ProcSet [/PDF /Text /ImageC /ImageI]
/XObject >
>>
/Rotate 0
/Type /Page
>>
endobj
8 0 obj
>
/ProcSet [/PDF /Text /ImageC /ImageI]
/XObject >
>>
/Rotate 0
/Type /Page
>>
endobj
9 0 obj
>
endobj
10 0 obj
>
/Border [0 0 0]
/H /N
/QuadPoints [79. 68 411.866 331.448 411.866 331.448 425.272 79.68 425.272 107.04 400.826
68 411.866 331.448 411.866 331.448 425.272 79.68 425.272 107.04 400.826
304.106 400.826 304.106 414.232 107.04 414.232]
/Rect [79.68 400.826 331.448 425.272]
/Subtype /Link
/Type /Annot
>>
endobj
11 0 obj
>
stream
HVMo1WXMSȺ[@DBHQ»B@zΦR’n73cߡ»J0hwQWX
Как вырезать шпоночный паз в валу без концевой фрезы
Pmedic828
Активный пользователь
#1
Кто-нибудь знает, как вырезать шпоночный паз на валу без использования концевой фрезы? Смотрел различные видеоролики на YouTube, наблюдая за работой слесарей, и на более чем 3 сайтах слесари сказали, что не следует прорезать шпоночный паз в валу концевой фрезой, потому что концевая фреза либо сколет, потому что она ударяет по 2 сторонам одновременно, либо будет удивляться и не производить прямой слот. Они, однако, не объяснили, как это сделать с помощью магии? Кто-нибудь может просветить меня?
Они, однако, не объяснили, как это сделать с помощью магии? Кто-нибудь может просветить меня?
JR49
Активный пользователь
#2
Pmedic828 сказал:
, концевая фреза будет либо скалываться, потому что она ударит по 2 сторонам одновременно, либо будет мешать и не будет производить прямой паз.
Нажмите, чтобы развернуть…
Вы можете использовать концевую фрезу, которая меньше, чем ширина шпоночного паза, а затем обрезать каждую сторону отдельно, чтобы довести паз до нужного размера. Удачи, JR49
Удачи, JR49
T Bredehoft
Активный пользователь
#3
Если вы можете понять, как держать вал, вы можете сделать это с помощью резака для деревянного дерева.
На прошлой неделе я использовал метод JR. 5/64 две канавки, чтобы сделать шпоночный паз 3!6. И где я взял 2-канавую фрезу 5/64, я купил около 50 штук на Ebay за 16 долларов, бесплатная доставка.
joshua43214
Активный пользователь
#4
Фреза не должна откалываться только потому, что она бьет с двух сторон. Фрезерование канавки — это, в конце концов, одна из вещей, которые делают фрезы…
JR49, и Том прибил ее, либо пропахав канавку и расширив ее, либо воспользовавшись фрезой
http://www.use-enco.com/CGI/ INPDFF?PMPAGE=115&PARTPG=INLMK3&PMITEM=367-2100
Шпоночные фрезы считаются лучшими, потому что они добавляют меньше концентратора напряжения, но многие валы имеют шпонку с помощью фрезы.
Джим Доусон
Глобальный модератор
#5
Я нарезал много валов концевыми фрезами, фактически это был единственный способ, которым я когда-либо это делал.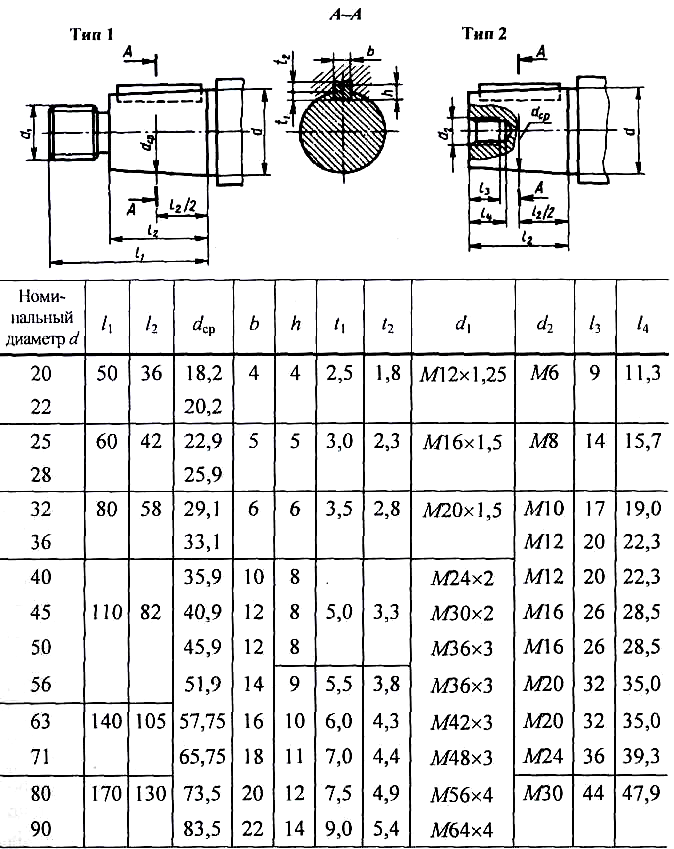 Никогда не было ни одного чипа. Но вы хотите использовать острую 2-флейту. Четырехканавый паз будет тянуться вбок и увеличивать размер шпоночного паза. Или, как было сказано выше, используйте резак меньшего размера и перешагните через него.
Никогда не было ни одного чипа. Но вы хотите использовать острую 2-флейту. Четырехканавый паз будет тянуться вбок и увеличивать размер шпоночного паза. Или, как было сказано выше, используйте резак меньшего размера и перешагните через него.
Билл К.
Активный пользователь
#6
Pmedic828 сказал:
Кто-нибудь знает, как вырезать шпоночный паз на валу без использования концевой фрезы? Смотрел различные видеоролики на YouTube, наблюдая за работой слесарей, и на более чем 3 сайтах слесари сказали, что не следует прорезать шпоночный паз в валу концевой фрезой, потому что концевая фреза либо сколет, потому что она ударяет по 2 сторонам одновременно, либо будет удивляться и не производить прямой слот.
Они, однако, не объяснили, как это сделать с помощью магии? Кто-нибудь может просветить меня?
Нажмите, чтобы развернуть…
Я никогда раньше не слышал такого. Если вы используете фрезерный станок, обязательно затяните зажимы поперечной подачи. Помогает плотно прижать зажимы подачи стола, чтобы фреза не тянула себя. Я привык ко многим бывшим в употреблении фрезерным станкам.
Старый школьный метод, начало 1900-х годов, эти машинисты просверливали ряд отверстий нужного размера, просверленных на требуемую глубину, оставляя материал между каждым отверстием. Затем с помощью плоского долота и молотка со сферической головкой вырежьте оставшийся материал. Затем они использовали плоский гладкий напильник для очистки прорези. Если вы когда-нибудь сломаете старый приводной вал и увидите ряд отверстий от сверл, то увидите, как они прорезали свои пазы.
kingmt01
Зарегистрировано
#7
Билл К. сказал:
Если вы когда-нибудь сломаете старый приводной вал и увидите ряд отверстий от сверл, то как они вырезают свои пазы.
Нажмите, чтобы развернуть…
Я видел это несколько раз.
Whyemier
Активный пользователь
#8
Мы usta, это было в темные века, зажимаем вал, трубу, подшипник, что угодно, в токарный станок и перетаскиваем инструмент соответствующего размера, установленный в расточной оправке, утомительно центрированный, вниз по внутренней части трубы. или снаружи вала, чтобы вырезать шпоночный паз. В баре было много весны, но это сработало по-своему. (Хммм? Это было длинное предложение. Думаю, моя грамматика и т. д. не так хороши.)
или снаружи вала, чтобы вырезать шпоночный паз. В баре было много весны, но это сработало по-своему. (Хммм? Это было длинное предложение. Думаю, моя грамматика и т. д. не так хороши.)
jeff_g1137
Активный пользователь
#9
Уаймер сказал:
Мы, как в темные века, втыкаем вал, трубу, подшипник, что угодно в токарный станок и перетаскиваем резец соответствующего размера, установленный в расточной оправке, утомительно центрируемый, вниз по внутренней стороне трубы или снаружи вала, чтобы вырезать шпоночный паз.
В баре было много весны, но это сработало по-своему. (Хммм? Это было длинное предложение. Думаю, моя грамматика и т. д. не так хороши.)
Нажмите, чтобы развернуть…
Это был длинный шпоночный паз LOL
Доктор Ульма
Бесконечно Любопытный
#10
я успешно использовал пазовые фрезы малого диаметра на горизонтальных фрезах,
шпоночные фрезы и 2-х и 4-х канавочные концевые фрезы на вертикальных фрезах,
используйте концевую фрезу меньшего размера, чем требуется для окончательного размера,
сделайте несколько проходов, чтобы подогнать размер, если вы не уверены.
снять металл проще, чем поставить обратно!
удачи
Последнее редактирование:
4 совета по вырезанию шпоночного паза на фрезерном станке
ByDanny
Фрезерование шпоночного паза — это процедура изготовления шпоночного паза на фрезерном станке. Когда вы надеваете колесо на вал, шпоночный паз может предотвратить вращение шкива на валу. В этой статье мы познакомим вас с тем, что такое фрезерование шпоночной канавки, с основными принципами, а также с самой шпоночной канавкой, с методами фрезерования шпоночной канавки, а также с инструментами процедуры. Процедура фрезерования шпоночного паза может выполняться либо на специализированном станке для фрезерования шпоночного паза, либо на обычных фрезах. При обработке на шпоночно-фрезерном станке рабочая поверхность зажимается приспособлением, а шпоночная фреза используется для ее послойного фрезерования.
При обработке на шпоночно-фрезерном станке рабочая поверхность зажимается приспособлением, а шпоночная фреза используется для ее послойного фрезерования.
Содержание
Зажим, а также калибровка рабочей поверхности
При зажиме заготовки должна быть обеспечена не только стабильность, но и надежность заготовки, но и основная настройка зажимаемых частей. нельзя изменять, то есть убедиться, что осевая линия шпоночного паза совпадает с осевой линией. Методы зажима шпоночного паза фрезерованием обычно имеют следующие многочисленные.
Используйте тиски с параллельными губками
Установка с машинными тисками подходит для фрезерования шпоночного паза на средних и коротких валах, а также на маленьких валах. При изменении диаметра заготовки изменяется центр детали в кулачке, что влияет на симметрию, а также на размеры шпоночного паза. Однако он является базовым, устойчивым, а также подходит для штучного производства. Этот метод зажима можно дополнительно использовать для серийного производства, если внешняя окружность вала уже обработана.
Используйте V-образную конструкцию
V-образная конструкция крепления подходит для сдавливания шпоночного паза как на длинном, так и на толстом валу. Когда приспособление фрезы выправлено по биссектрисе угла V-образного железа, можно обеспечить симметрию шпоночного паза.
Используйте Т-образный паз
Поместите вал на Т-образный паз рабочего стола фрезерного устройства и закрепите деталь непосредственно пластиной. При обработке длинных валов диаметром от 20 мм до 60 мм их можно зажать непосредственно в Т-образный паз рабочего стола. Однако этот метод не подходит для валов с наконечниками, а также для валов большого диаметра.
Используйте делительную головку
Если речь идет об установке асимметричного секрета и рабочей поверхности с несколькими пазами, чтобы точно распределить шпоночный паз на валу, чаще всего используется разделительная головка или компонент с делительным устройством. используется. Когда заготовка зажимается трехкулачковым самоцентрирующимся патроном, а также задней частью раскалывающей головки, ось рабочей поверхности должна находиться на линии оси между трехкулачковым самоцентрирующимся патроном и центром, и размещение оси рабочей поверхности не изменится с изменением размера. Регулировка диаметра заготовки точно не повлияет на баланс шпоночного паза на валу.
Регулировка диаметра заготовки точно не повлияет на баланс шпоночного паза на валу.
Вариант фрезы для шпоночного паза
В процессе фрезерования шпоночного паза необходимо выбрать фрезу, которая напрямую влияет на точность, а также на шероховатость поверхности шпоночного паза. Как правило, шпоночный паз решетки обрабатывается дисковой фрезой; при фрезеровании закрытого шпоночного паза часто используют концевую фрезу, а также фрезу для шпоночного паза. При дроблении концевой фрезой на одном конце основания канавки необходимо просверлить отверстие точно такого же размера, как у фрезы, а глубина — это глубина канавки. Вариант фрезерных режущих устройств, безусловно, повлияет на шероховатость поверхности, а также на производительность. Предлагаемые фрезерные инструменты для различных шпоночных пазов:
- Шпоночный паз вала для Woodruff секрет: шлицевые фрезы Woodruff Vitual
- Шпоночный паз с квадратным концом: обычная фреза для решетки или боковая фреза
- Шпоночный паз с круглым концом: концевые фрезы
Отрегулировать положение резания фрезы
При фрезеровании шпоночного паза очень важно изменить соответствующую настройку фрезы и деталей, а также выровнять ось вращения режущего устройства с осью рабочей поверхности .
Фрезерование шпоночного паза
Послойное фрезерование
Послойное фрезерование заключается в уменьшении шпоночного паза послойно, глубина каждой операции составляет всего 0,5-1 мм, после чего производят обратное и прямое дробление с большей подачей до достижения желаемую глубину. Преимущество такого подхода в том, что если фреза затупилась, то ей нужно просто обточить забойный торец, а также это не влияет на диаметр фрезы; тем не менее, при обработке на обычном фрезерном станке универсальность операции невелика, а производительность ниже, чем при обычной резке.
Расширить фрезерование
Выбранную фрезу для шпоночного паза отшлифовать до уменьшения наружного диаметра на 0,3-0,5 мм (соблюдать цилиндричность), при фрезеровании оставить припуск 0,5 мм с обоих концов шпоночного паза, подвигать фрезой вперед-назад для фрезерования, а также измерить размер канавки, чтобы определить распределение ширины. Используйте фрезу, которая соответствует размеру шпоночной канавки, чтобы продолжить фрезерование обеих сторон шпоночной канавки до желаемого размера и одновременно фрезеровать требуемый размер шпоночной канавки.
