Шпоночный паз на валу как сделать: Изготавливаем шпоночный паз самостоятельно
Содержание
Фрезерование шпоночных пазов
Главная / Металлообработка / Обработка металлов резанием / Фрезерная обработка / Фрезерование пазов / Фрезерование шпоночных пазов
Фрезерование шпоночных пазов на валах имеет ряд особенностей. Сквозные и открытые пазы (под призматические шпонки) с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами.
Закрытые и полузакрытые пазы (под призматические шпонки) фрезеруют концевыми или специальными шпоночными фрезами. При обработке паза концевой фрезой в крайней его части необходимо просверлить отверстие для ее установки, поскольку концевые фрезы не работают при осевых подачах.
Фрезерование шпоночных пазов является весьма ответственной операцией. От точности шпоночного паза зависит характер посадки на шпонку сопрягаемых с валом деталей. К обработанным фрезерованием шпоночным пазам предъявляются жесткие технические требования. К шпоночному пазу предъявляется также требование в отношении точности его расположения и шероховатости поверхности. Боковые грани шпоночного паза должны быть расположены симметрично относительно плоскости, проходящей через ось вала; шероховатость поверхности боковых стенок должна находиться в пределах 5 мкм, а иногда и выше.
Боковые грани шпоночного паза должны быть расположены симметрично относительно плоскости, проходящей через ось вала; шероховатость поверхности боковых стенок должна находиться в пределах 5 мкм, а иногда и выше.
Практика показывает, что для обработки шпоночного паза иногда приходится тщательно подбирать фрезы и делать пробные рабочие ходы. В серийном и массовом производстве стремятся по возможности шпоночные соединения заменять шлицевыми.
Шпоночные фрезы имеют два режущих зуба с торцовыми режущими кромками. Фрезы могут работать с осевой подачей (как сверло) и с продольной подачей. Шпоночные фрезы обычно применяют для получения шпоночных пазов при обработке заготовок на специальных шпоночно-фрезерных станках с маятниковой подачей. Фреза здесь врезается на глубину 0,2…0,4 мм и фрезерует паз по всей длине. Затем паз фрезеруют снова на всю длину, но в другом направлении, и т. д.
Фрезерование пазов сегментных шпонок производят хвостовыми или насадными фрезами под сегментные шпонки, диаметр которых должен быть равен двойному радиусу канавки. Подача осуществляется в направлении, перпендикулярном оси вала.
Подача осуществляется в направлении, перпендикулярном оси вала.
Концевые фрезы после переточки изменяют свой диаметральный размер. Поэтому для получения необходимой ширины паза переточенной фрезой применяют специальные патроны.
Обработку Т-образных пазов обычно выполняют за несколько проходов. Сначала дисковой фрезой фрезеруют паз, затем Т-образной фрезой обрабатывают боковые поверхности, далее угловой фрезой снимают фаски и, наконец, мерной фрезой обеспечивают получение заданного размера В паза.
Фрезерование сквозных шпоночных пазов
Шпоночные пазы фрезеруют после окончательной обработки цилиндрической поверхности. Сквозные и открытые пазы с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами. Превышение размера ширины паза по сравнению с шириной фрезы составляет 0,1 мм и более.
После заточки дисковых пазовых фрез ширина фрезы несколько уменьшается, и поэтому использование фрез возможно лишь до определенных пределов, после чего их применяют для других работ, когда не столь важен размер по ширине. При установке фрезы на оправку для фрезерования шпоночного паза необходимо добиться, чтобы фреза имела минимальиое биение по торцу. Заготовку закрепляют в машинных тисках с медными или латунными накладками на губках.
При установке фрезы на оправку для фрезерования шпоночного паза необходимо добиться, чтобы фреза имела минимальиое биение по торцу. Заготовку закрепляют в машинных тисках с медными или латунными накладками на губках.
Если тиски установлены правильно, то точность установки закрепленного в них вала можно и не проверять. Установить фрезу следует так, чтобы она была расположена симметрично относительно диаметральной плоскости, проходящей через ось вала. Для выполнения этого условия пользуются следующим приемом. После закрепления фрезы и проверки ее биения индикатором фрезу устанавливают предварительно в диаметральной плоскости вала. Точная установка осуществляется угольником и штангенциркулем.
На рис. 59 видно, что размер S = Т+d/2+B/2, где Т—ширина полки угольника, мм; d — диаметр вала, мм; В — ширина фрезы, мм.
Для установки фрезы необходимо поставить ее в поперечном направлении на размер S со стороны одного из выступающих над тисками концов вала. Проверить этот размер штангенциркулем. Затем поставить угольник с другой стороны вала, как это показано на рис. 59 пунктиром, и еще раз проверить размер S. Если оба отсчета по штангенциркулю совпадут, то это означает, что фреза относительно вала установлена правильно.
Проверить этот размер штангенциркулем. Затем поставить угольник с другой стороны вала, как это показано на рис. 59 пунктиром, и еще раз проверить размер S. Если оба отсчета по штангенциркулю совпадут, то это означает, что фреза относительно вала установлена правильно.
Для точной и быстрой установки дисковой фрезы в диаметральной плоскости применяют приспособление, показанное на рис. 60. Дисковую фрезу 1 устанавливают по вырезу двусторонней призмы 2, которая в свою очередь установлена по цилиндрической поверхности валика 3. Точность расположения шпоночного паза в диаметральной плоскости обеспечивает соосность V-образных пазов призмы 2. Правильность изготовленного паза проверяют по шаблону.
При установке на глубину фрезерования начальный момент касания фрезы с цилиндрической поверхностью заготовки происходит по линии, если после установки фрезы над валом производить одновременно медленный подъем стола до касания с фрезой и перемещение в продольном направлении. Установив момент касания фрезы с валом, отвести стол из-под фрезы. Выключить станок и вращением рукоятки вертикальной подачи поднять стол на глубину шпоночной канавки.
Установив момент касания фрезы с валом, отвести стол из-под фрезы. Выключить станок и вращением рукоятки вертикальной подачи поднять стол на глубину шпоночной канавки.
Рис. 59. Проверка установки дисковой фрезы
Рис. 60. Приспособление для установки дисковой фрезы
Фрезерование закрытых шпоночных пазов
Фрезерование закрытых шпоночных пазов можно производить на горизонтально- и вертикально-фрезерных станках
Установив и закрепив вал в тисках и выверив его по разметке рейсмасом, можно приступить к установке фрезы. Установка шпоночной (или концевой) фрезы в диаметральной плоскости вала показана на рис. 61, а. Стол станка переместить рукояткой вертикальной подачи до соприкосновения с фрезой (показано пунктиром). После этого стол переместить в поперечном направлении до выхода фрезы за пределы вала и поднять на величину Н=d/2+D/2, где Н—величина перемещения стола в вертикальном направлении, мм; d — диаметр вала, мм; D — диаметр фрезы, мм.
Установка шпоночной (или концевой) фрезы в диаметральной плоскости вала при обработке в нем шпоночного паза на вертикально-фрезерном станке показана на рис. 61, б. Перемещение стола, на величину S отсчитывается по лимбу винта поперечной подачи.
Другой способ установки («по яблочку») шпоночной или концевой фрезы в диаметральной плоскости вала состоит в следующем. Вал устанавливают по возможности точно (на глаз) относительно фрезы (рис. 61, в) и вращающуюся фрезу медленно приводят в соприкосновение с обрабатываемым валом до тех пор, пока на поверхности вала не появится едва заметный след фрезы. Если этот след получается в виде полного круга (рис. 61, г), то это означает, что фреза расположена в диаметральной плоскости вала. Если след имеет форму неполного круга (рис. 61, б), то необходимо сместить стол.
При установке фрезы на глубину паза обрабатываемый вал, диаметральная плоскость которого Совпадает с осью фрезы, подводят до соприкосновения с фрезой. При этом положении стола отмечают показание лимба винта поперечной или вертикальной подачи, затем перемещают или поднимают стол на глубину фрезерования В.
При этом положении стола отмечают показание лимба винта поперечной или вертикальной подачи, затем перемещают или поднимают стол на глубину фрезерования В.
Закрытые шпоночные пазы, допускающие пригонку, фрезеруют врезанием вручную на определенную глубину и продольной механической подачей, затем снова врезанием на ту же глубину и продольной подачей, но в другом направлении или врезанием вручную на полную глубину паза и дальнейшей механической продольной подачей. Последний способ применяют при фрезеровании шпоночными фрезами диаметром свыше 12—14 мм.
Контроль ширины шпоночного паза следует производить калибром согласно допуску, указанному на чертеже.
Рис. 61. Схема установки фрезы в диаметральной плоскости
Фрезерование открытых шпоночных пазов
Открытые шпоночные пазы с выходом канавки по окружности, радиус которой равен радиусу фрезы, фрезеруют дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Фрезерование пазов сегментных шпонок
Фрезерование пазов сегментных шпонок осуществляют хвостовыми или насадными фрезами под сегментные шпонки, диаметр которых должен быть равен двойному радиусу канавки. Подача производится в вертикальном направлении, перпендикулярном оси вала (рис. 62).
Рис. 62. Фрезерование шпоночных пазов под сегментные шпонки
Фрезерование пазов на шпоночно-фрезерных станках
Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей, работающих двухзубыми шпоночными фрезами. При этом способе фреза врезается на 0,2—0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину, как и в пре-дыдущем случае, и фрезеруют паз опять на всю длину, но в другом направлении (рис. 63). Отсюда и название метода — «маятниковая подача». По окончании фрезерования шпиндель автоматически возвращается в исходное положение и выключается продольная подача фрезерной бабки. Этот метод является наиболее рациональным при изготовлении шпоночных валов в серийном и массовом- производстве, так как дает точный паз, обеспечивающий взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает торцовыми режущими кромками, она долговечнее, так как не изнашивается по периферии. Недостатком этого способа является значительно большая затрата времени по сравнению с фрезерованием за один — два рабочих хода.
Этот метод является наиболее рациональным при изготовлении шпоночных валов в серийном и массовом- производстве, так как дает точный паз, обеспечивающий взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает торцовыми режущими кромками, она долговечнее, так как не изнашивается по периферии. Недостатком этого способа является значительно большая затрата времени по сравнению с фрезерованием за один — два рабочих хода.
Такое фрезерование производится немерным инструментом с осциллирующим (колебательным) движением. Регулируя размах осциллирования от нуля до требуемой величины, можно фрезеровать шпоночные пазы с требуемой точностью по ширине. При фрезеровании с осциллированием ширина или диаметр фрезы должны быть меньше ширины обрабатываемого паза.
По такому методу работает, например, вертикальный шпоночно-фрезерный станок 692Р. Он обеспечивает получение точной ширины канавки независимо от диаметра применяемого инструмента. Фрезерная обработка производится по маятниковому циклу, с последующей автоматической калибровкой канавки до заданной ширины.
Рис. 63. Схема фрезерования шпоночных пазов способом «маятниковая подача»
Наша компания принимает заказы на фрезерную обработку, чтобы сделать заказ или получить информацию по интересующим вопросам, свяжитесь с менеджерами нашей компании по телефонам +7 967 780 43 30, +7 917 856 82 24, по электронной почте [email protected] или отправьте сообщение через форму обратной связи.
6.4. Шпоночные пазы
314 | Глава 6 |
шлифовального круга со стандартными параметрами (рис. 6.18). Аналогичным образом постройте такую же канавку с противоположного торца вала.
6.4.1. Общие сведения
Шпоночное соединение — одно из распространенных средств передачи крутящего момента от вала втулке. Эти соединения применяют в тех случаях, когда нет особых требований к точности центрирования соединяемых деталей. Шпоночные соединения могут обеспечивать как неподвижное, так и подвижное вдоль оси соединение.
По форме шпонки разделяются на призматические, клиновые, сегментные и тангенциальные. Чаще других используются призматические шпонки с закругленными торцами, так называемого исполнения 1 по ГОСТу 23360-78 (рис. 6.19, а).
На валу изготавливается паз длиной, равной длине шпонки (рис. 6.19, б). Для облегчения сборочных операций допускается изготавливать длину шпоночного паза на 0,5—1,0 мм больше длины шпонки. Шпоночные пазы не доводят до торца вала на расстояние L = 3…5 мм при диаметре вала Db ≤ 30 мм и L = 5…7 мм при Db > 30 мм. При наличии на ступенчатом валу нескольких шпоночных пазов их рекомендуется располагать в разных плоскостях.
Во втулке продалбливают (как правило, на всю длину втулки) шпоночную канавку (рис. 6.19, в).
Шпонка вставляется в паз на валу (рис. 6.19, г). Затем втулка надевается на вал таким образом, чтобы выступающая часть шпонки вошла в шпоночную канавку (рис. 6.19, д). Глубина канавки должна обеспечивать зазор К между поверхностью шпонки и канавкой (рис. 6.20).
6.20).
Поперечные размеры шпонки b×h увязаны с размером диаметра Db вала. В справочных таблицах ГОСТа 23360-78 определены диапазоны диаметров (свыше Dmin до Dmax) вала, для которых установлены соответствующие сечения шпонок. Длина шпонок l также стандартизована. При работе с КОМПАС-библиотекой нет необходимости в разыскивании этой информации в справочной литературе — все данные для построения имеются в диалоговых окнах библиотеки.
При изображении шпонок на сборочных чертежах они показываются не рассеченными на продольных разрезах и рассеченными — на поперечных разрезах.
Трехмерные библиотеки | 315 |
Рис. 6.19. Элементы шпоночного соединения:
а— призматическая шпонка с закругленными торцами;
б— шпоночный паз на валу; в — шпоночная канавка во втулке;
г— шпонка, вставленная в паз на валу;
д— шпоночное соединение в сборе (втулка показана с вырезом четверти)
На чертежах деталей с призматическими шпонками размеры шпоночного паза на валу проставляют обычно как на рис. 6.21, а, а шпоночной канавки во втулке — как на рис. 6.21, б.
6.21, а, а шпоночной канавки во втулке — как на рис. 6.21, б.
При этом обязательными считаются следующие размеры:
длина Lp шпоночного паза;
ширина b шпоночного паза вала и втулки;
глубина пазов: на валу — размер t1 и во втулке — размер Db + t2;
диаметры Db вала и отверстия втулки.
316 | Глава 6 |
Рис. 6.20. Параметры шпоночного соединения
Рис. 6.21. Простановка размеров на элементах шпоночного соединения: а — на валу; б — во втулке
Кроме того, допускается наносить в качестве справочного размера радиус закругления шпоночного паза, для облегчения выбора параметров фрезы. Радиус r сопряжения дна шпоночного паза с боковыми гранями указывают только для ответственных шпоночных соединений.
Трехмерные библиотеки | 317 |
6.4.2. Пример 24. Моделирование шпоночного паза под призматическую шпонку
Выполните моделирование шпоночного паза под призматическую шпонку
вцентральной части вала из предыдущего раздела (см. рис. 6.18).
рис. 6.18).
1.Откройте файл с моделью вала.
2.Кнопкой Менеджер библиотек на Стандартной панели вызовите диалоговое окно КОМПАС-библиотек. Раскройте раздел Расчет и построение и в правой части окна дважды щелкните на пункте КОМПАС-SHAFT 3D (рис. 6.22).
Рис. 6.22. Подключение библиотеки КОМПАС-SHAFT 3D
3.Раскроется библиотека КОМПАС-SHAFT 3D (рис. 6.23). При помощи прокрутки найдите пункт Шпоночный паз под призматическую шпонку
и также двойным щелчком активизируйте его.
Рис. 6.23. Вызов команды Шпоночный паз под призматическую шпонку
318 | Глава 6 |
4.В окне документа щелчком мыши укажите на цилиндрическую поверхность в центральной части вала, на которой должен быть построен шпоночный паз. Эта поверхность выделится аквамариновым цветом (рис. 6.24).
Рис. 6.24. Выделенная цилиндрическая поверхность для построения шпоночного паза
5.В диалоговом окне Сообщение библиотеки проследите, чтобы был установлен переключатель Внешняя, и нажмите кнопку OK (рис. 6.25).
6.25).
Рис. 6.25. Диалоговое окно Сообщение библиотеки
6.После этого появится диалоговое окно Паз под призматическую шпонку по ГОСТ 23360-78 (рис. 6.26). Диаметр Db и длину Lb цилиндрической поверхности система определит автоматически. Эти данные будут отражены в таблице в нижней части окна. В этой же таблице помещается справочная информация: минимальный Dmin и максимальный Dmax диаметры вала стандартизованного диапазона, ширина b и глубина t1 шпоночного паза, радиус r сопряжения дна шпоночного паза с боковыми гранями (или фаска S1 ×45°).
7.В левой верхней части диалогового окна в поле списка Шпонка появится обозначение шпонки 18×11×50 (b×h×l в мм), предложенной системой. При этом сечение шпонки 18×11 автоматически выбрано в зависимости от
Трехмерные библиотеки | 319 |
диапазона Dmin—Dmax, в который попал диаметр вала Db. Если необходимо выбрать другую длину шпонки l, раскройте список Шпонка и укажите нужный типоразмер (рис. 6.27). В нашем случае длина шпонки 50 мм является приемлемой.
6.27). В нашем случае длина шпонки 50 мм является приемлемой.
Рис. 6.26. Диалоговое окно Паз под призматическую шпонку по ГОСТ 23360-78
Рис. 6.27. Раскрытый список Шпонка диалогового окна Паз под призматическую шпонку по ГОСТ 23360-78
8.Длина шпоночного паза Lp должна быть равна длине шпонки l. Поле Длина паза Lp, мм оставьте без изменений. В поле Расстояние L, мм установите расстояние L от базовой грани 5 мм, а в поле Угол Alfa, град. — угол поворота паза относительно вертикальной оси 180°. Нажмите кнопку Указать грань (на время диалоговое окно свернется). В окне документа укажите базовую грань, относительно которой будет построен шпоночный паз — эта грань выделится зеленым цветом (рис. 6.28).
9.Диалоговое окно снова возникнет на экране, и в поле указанных граней появится надпись Грань 1. Нажмите кнопку OK. Система построит шпоночный паз с заданными параметрами (рис. 6.29).
Все, что вам нужно знать о шпоночных валах
Dec42018
Шпоночные валы
Шпоночный вал, что такое шпоночный вал двигателя. В машиностроении шпонка представляет собой элемент машины, используемый для соединения вращающегося элемента машины с валом. Машина работает за счет энергии, подаваемой ей первичным двигателем, таким как двигатель, двигатель и т. д. Затем мощность передается от первичного двигателя к машине через муфту, которая соединяет валы первичного двигателя и машины.
В машиностроении шпонка представляет собой элемент машины, используемый для соединения вращающегося элемента машины с валом. Машина работает за счет энергии, подаваемой ей первичным двигателем, таким как двигатель, двигатель и т. д. Затем мощность передается от первичного двигателя к машине через муфту, которая соединяет валы первичного двигателя и машины.
Соединение вала и детали чаще всего осуществляется путем забивания небольшого куска металла, известного как шпонка, между валом и отверстием, созданным в детали, установленной над ним. Шпонка устанавливается между валом и частично входит в насаженную на него деталь. Осевые канавки, иначе называемые шпоночными канавками, вырезаются в валу и затем частично насаживаются на него. Затем шпонка устанавливается между валом и присоединенной частью.
Чтобы гарантировать полное функционирование шпонки, как вал, так и вращающаяся машина должны иметь шпоночный паз и шпоночное гнездо. Ключница относится к прорези и карману, в который помещается ключ.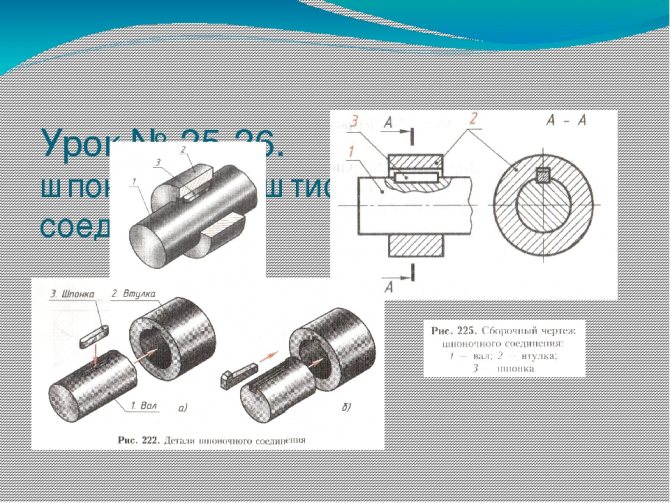 Однако вся эта система представляет собой то, что мы называем шпоночным соединением, и это допускает относительное осевое перемещение между частями.
Однако вся эта система представляет собой то, что мы называем шпоночным соединением, и это допускает относительное осевое перемещение между частями.
Существует пять основных типов шпонок:
1. Утопленные: эти шпонки устанавливаются наполовину в шпоночный паз вала и наполовину в шпоночный паз ступицы или бобышки шкива. Они бывают следующих шести типов:
• Прямоугольный утопленный ключ
• Квадратный утопленный ключ
• Параллельный утопленный ключ
• Ключ с гибким наконечником
• Перовидный ключ
• Вудрафский ключ
2. Седло: в основном существует два типа седла. ключи: плоский ключ седла и полый ключ седла. Плоская седловидная шпонка представляет собой коническую шпонку, которая входит в шпоночный паз на ступице и плоско прилегает к валу. Он чаще всего используется для легких нагрузок. Полая седловидная шпонка представляет собой коническую шпонку, которая входит в шпоночный паз ступицы. Нижняя часть ключа имеет форму, соответствующую изогнутой поверхности вала.
3. Тангенциальная: эти шпонки используются в больших, тяжелых валах. Пары этих ключей установлены под прямым углом, чтобы выдерживать скручивание от приложенного крутящего момента только в одном направлении.
4. Круглые: используются в основном для маломощных приводов. Они имеют круглую форму и входят в отверстия, просверленные частично в валу и частично во втулке. Круглые ключи обычно считаются наиболее подходящими для маломощных приводов. Они не так популярны, так как закругленная кромка гораздо более подвержена срезанию, чем квадратная.
5. Шлицы: Шлицы представляют собой гребни или зубья на приводном валу, которые входят в зацепление с канавками в сопрягаемой детали и передают на нее крутящий момент, сохраняя угловое соответствие между ними. В шестерне, установленной на валу, может использоваться шлиец с наружной резьбой на валу, соответствующий шлицу с внутренней резьбой на шестерне. Шлицы или зазубрины фрезеруются или нарезаются по размеру и форме, а затем подвергаются термообработке.
Шлицевые ключи обычно изготавливаются в цеху механиками по опубликованным стандартам.
Категория: Шпоночные валы
Автор: SERP Sharks
4 совета по вырезанию шпоночного паза на фрезерном станке
ByDanny
Фрезерование шпоночного паза — это процедура изготовления шпоночного паза на фрезерном станке. Когда вы надеваете колесо на вал, шпоночный паз может предотвратить вращение шкива на валу. В этой статье мы познакомим вас с тем, что такое фрезерование шпоночной канавки, с основными принципами, а также с самой шпоночной канавкой, с методами фрезерования шпоночной канавки, а также с инструментами процедуры. Процедура фрезерования шпоночного паза может выполняться либо на специализированном станке для фрезерования шпоночного паза, либо на обычных фрезах. При обработке на шпоночно-фрезерном станке рабочая поверхность зажимается приспособлением, а шпоночная фреза используется для ее послойного фрезерования.
Содержание
Зажим, а также калибровка рабочей поверхности
При зажиме заготовки должна быть обеспечена не только устойчивость, но и надежность заготовки, но и основная настройка зажимаемых частей. нельзя изменять, то есть убедиться, что осевая линия шпоночного паза совпадает с осевой линией. Методы зажима шпоночного паза фрезерованием обычно имеют следующие многочисленные.
Используйте тиски с параллельными губками
Установка с машинными тисками подходит для фрезерования шпоночного паза на средних и коротких валах, а также на маленьких валах. При изменении диаметра заготовки изменяется центр детали в кулачке, что влияет на симметрию, а также на размеры шпоночного паза. Однако он является базовым, устойчивым, а также подходит для штучного производства. Этот метод зажима можно дополнительно использовать для серийного производства, если внешняя окружность вала действительно была обработана.
Используйте V-образную конструкцию
V-образная конструкция крепления подходит для сдавливания шпоночного паза как на длинном, так и на толстом валу.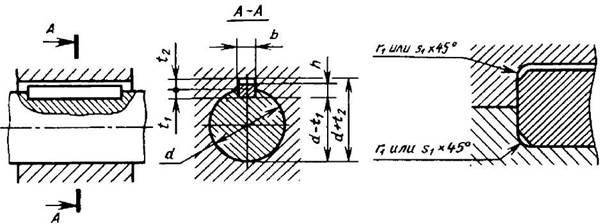 Когда приспособление фрезы выправлено по биссектрисе угла V-образного железа, можно обеспечить симметричность шпоночного паза.
Когда приспособление фрезы выправлено по биссектрисе угла V-образного железа, можно обеспечить симметричность шпоночного паза.
Используйте Т-образный паз
Поместите вал на Т-образный паз рабочего стола фрезерного устройства и закрепите деталь непосредственно пластиной. При обработке длинных валов диаметром от 20 мм до 60 мм их можно зажать непосредственно в Т-образный паз рабочего стола. Однако этот метод не подходит для валов с наконечниками, а также для валов большого диаметра.
Используйте делительную головку
Если речь идет об установке асимметричной секретной и многощелевой рабочей поверхности, чтобы точно распределить шпоночный паз на валу, чаще всего используется разделительная головка или компонент с делительным устройством. используется. Когда заготовка зажимается трехкулачковым самоцентрирующимся патроном, а также задней частью раскалывающей головки, ось рабочей поверхности должна находиться на линии оси между трехкулачковым самоцентрирующимся патроном и центром, и размещение оси рабочей поверхности не изменится с изменением размера. Регулировка диаметра заготовки точно не повлияет на баланс шпоночного паза на валу.
Регулировка диаметра заготовки точно не повлияет на баланс шпоночного паза на валу.
Вариант фрезы для шпоночного паза
В процессе фрезерования шпоночного паза необходимо выбрать фрезу, которая напрямую влияет на точность, а также на шероховатость поверхности шпоночного паза. Как правило, шпоночный паз решетки обрабатывается дисковой фрезой; при фрезеровании закрытого шпоночного паза часто используют концевую фрезу, а также фрезу для шпоночного паза. При дроблении концевой фрезой на одном конце основания канавки необходимо просверлить отверстие точно такого же размера, как у фрезы, а глубина — это глубина канавки. Вариант фрезерных режущих устройств, безусловно, повлияет на шероховатость поверхности, а также на производительность. Предлагаемые фрезерные инструменты для различных шпоночных пазов:
- Шпоночный паз для Woodruff секрет: пазовые фрезы Woodruff Vitual
- Шпоночный паз с квадратным концом: обычная фреза для решетки или боковая фреза
- Шпоночный паз с круглым концом: концевые фрезы
Регулировка положения резания фрезы
При фрезеровании шпоночных пазов очень важно изменить соответствующую настройку фрезы и деталей, а также выровнять ось вращения режущего устройства с осью рабочей поверхности .
Фрезерование шпоночного паза
Послойное фрезерование
Послойное фрезерование заключается в уменьшении шпоночного паза послойно, глубина каждой операции составляет всего 0,5-1 мм, после чего выполняют обратное и прямое дробление с большей подачей до достижения желаемую глубину. Преимущество такого подхода в том, что если фреза затупилась, то ей нужно просто обточить забойный торец, а также это не влияет на диаметр фрезы; тем не менее, при обработке на обычном фрезерном станке универсальность операции невелика, а производительность ниже, чем при обычной резке.
Расширить фрезерование
Выбранную фрезу для шпоночного паза отшлифовать до уменьшения наружного диаметра на 0,3-0,5 мм (соблюдать цилиндричность), при фрезеровании оставить припуск 0,5 мм с обоих концов шпоночного паза, подвигать фрезой вперед-назад для фрезерования, а также измерить размер канавки, чтобы определить распределение ширины. Используйте фрезу, которая соответствует размеру шпоночной канавки, чтобы продолжить фрезерование обеих сторон шпоночной канавки до желаемого размера и одновременно фрезеровать требуемый размер шпоночной канавки.
