Штамповка это процесс: что это, ее виды, горячая и холодная штамповка
Содержание
Штамповка металла: технологии, ГОСТ, изготовление штампов
Главная » Обработка металла » Штамповка » Основные нюансы и технология штамповки металла
На чтение 5 мин
Содержание
- История возникновения процесса
- Сферы использования
- Технология штамповки
- Холодная штамповка
- Горячая штамповка
- Альтернативные методы штамповки
- Изготовление штампов по металлу
- Оборудование и инструменты
Штамповка металла — это формоизменение материала под действием внешней силы с целью получения нужной детали. Для обработки заготовки таким способом требуется большое усилие. Для этого существует оборудование, которое выпускается усилием от 16 до 500 тонн. Оснастка, устанавливаемая в пресс, носит название штамп. В ней происходит непосредственное соприкосновение рабочего инструмента с металлом. За 1 ход машины получается деталь высокой степени точности.
Процесс штамповки металла
История возникновения процесса
Штамповка изделий из металла впервые начала проводится в XVI в. Связано это было с развитием оружейного производства, где требовалось получение большого количества одинаковых деталей. В XIX веке началось бурное развитие штамповочного производства. Выпускаются предметы домашнего обихода. Возникает потребность изготовления качественных серийных изделий.
Связано это было с развитием оружейного производства, где требовалось получение большого количества одинаковых деталей. В XIX веке началось бурное развитие штамповочного производства. Выпускаются предметы домашнего обихода. Возникает потребность изготовления качественных серийных изделий.
С появлением автомобилестроения и судостроения, обработка металлов давлением заняла ключевую позицию в развитии этих отраслей. С помощью штамповки начали производиться габаритные детали.
Сферы использования
Промышленное производство не обходится без холодной и горячей штамповки. С помощью этих методов за небольшой промежуток времени можно создать как мелкие, так и крупные детали. Горячая штамповка применяется там, где нужно получить объемные детали.
При штамповке фланцев применяются 2 метода:
- В процессе ковки используются гидравлические прессы. Здесь под действием давления идет затекание металла в полость, которая изготовлена в бойке. Это пространство соответствует форме получаемой детали.

- При использовании листового металла в качестве заготовки применяются кривошипно-шатунные прессы. В них вставляется штамп и подается листовой металл. Под давлением происходит вытяжка фланца.
Технология штамповки
Технология изготовления деталей штамповкой как горячим, так и холодным способом предполагает наличие оснастки. Для обоих видов изготавливаются штампы, которые имеют определенные отличия. Применяются они для металла, который имеет разную степень толщины.
Заготовки большого размера предварительно нагреваются, а затем идет процесс ковки. В холодном состоянии толщина листа редко превышает 1 мм. С таким материалом проводятся разные операции, например, штамповка значков.
Технология проведения штамповки
Холодная штамповка
В процессе холодной штамповки листового металла нагрев не проводится. Усилия пресса хватает, чтобы проводить разделительные или формоизменяющие операции. Как результат полученная деталь, не подверженная процессу усадки. Для экономии материала штамповку проводят согласно правилам раскроя листа, которые регламентируются ГОСТом.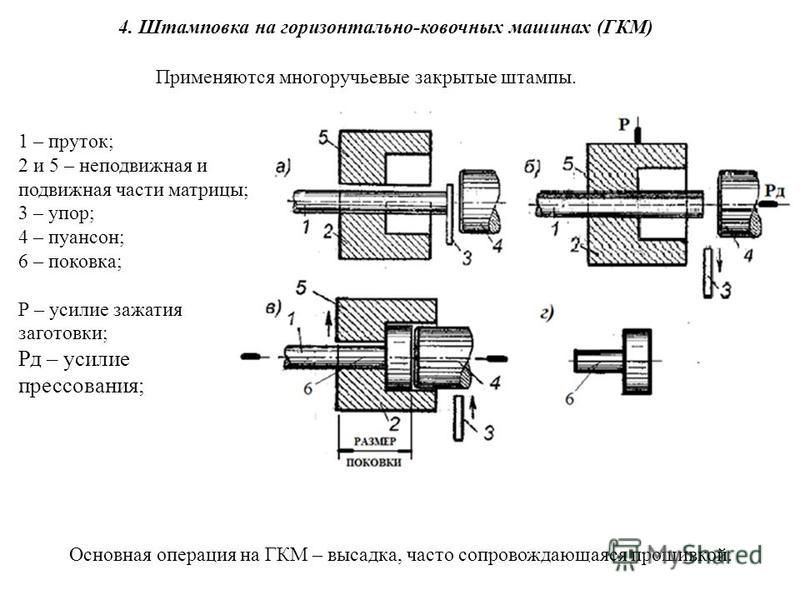
К холодной штамповке относятся такие операции:
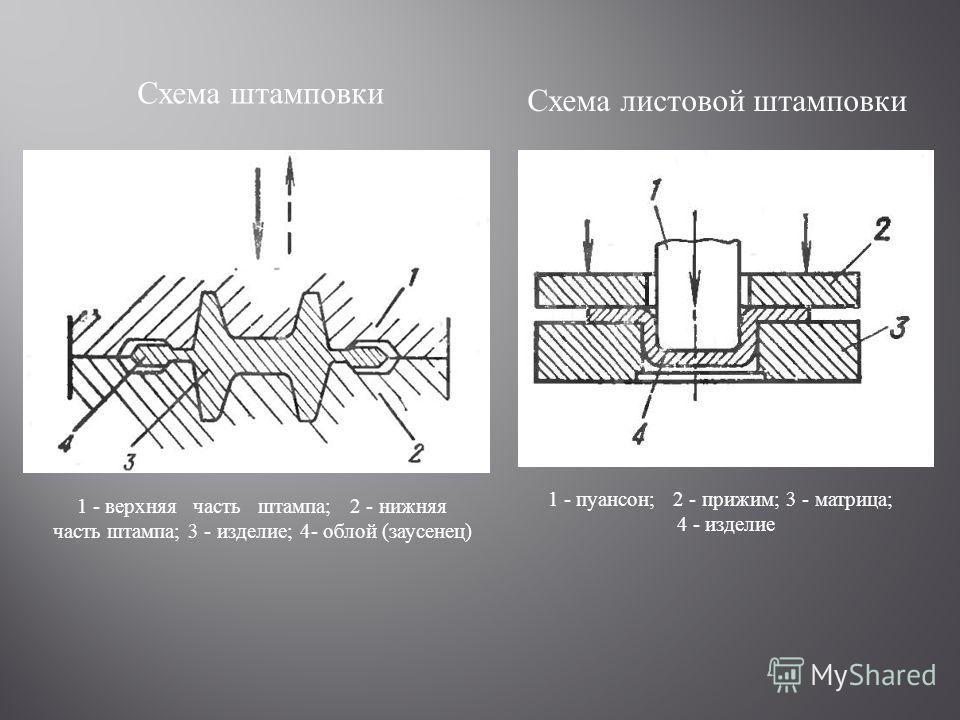
- Вырубка-пробивка. В процессе вырубки готовая деталь падает в контейнер, а снаружи остаются отходы. При пробивке, наоборот, отход падает в контейнер, а деталь формируется снаружи. Конструкция штампов одинаковая. В процессе работы проводится разделительная операция, в которой участвует пуансон и матрица штампа.
- Гибка. Относится к несложной операции. Деталь укладывается между упорами на матрицу и давится сверху пуансоном.
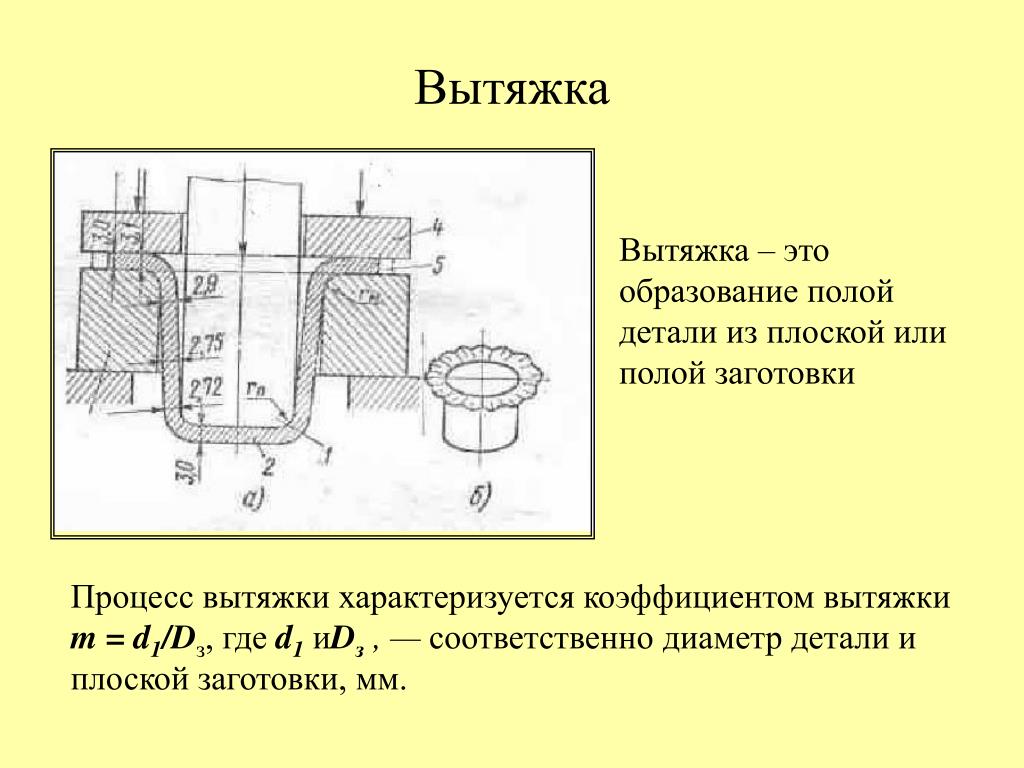
- Вытяжка. Часто получается за несколько переходов. Для этого изготавливаются отдельные штампы. В процессе работы из круглой заготовки получается стакан, конус или полусфера. Получается это за счет перераспределения металла в исходной заготовке.
- Отбортовка. Пуансон ловит фиксатором отверстие в детали и расширяет его, отбортовывая стенки.
Важным моментом является правильный выбор зазора между пуансоном и матрицей. Эта величина зависит от толщины и вида материала. Чем толще металл, тем больше зазор. Для алюминия и других мягких материалов этот размер уменьшается. В противном случае будут образовываться заусенцы.
Для алюминия и других мягких материалов этот размер уменьшается. В противном случае будут образовываться заусенцы.
Горячая штамповка
В процессе изготовления деталей из металла путем горячего прессования заготовки поступают в камеру нагрева. Горячая объемная штамповка металла начинается после достижения ими температуры 1200°С. Нагретые изделия закладываются в штамп, где имеются специальные ручьи, для предварительной и окончательной штамповки.
Если нужно осадить нагретую поковку, то она ставится в пространство между двумя плоскими бойками. Оборудование запускается, и заготовка осаживается на нужный размер.
Нагретый металл (Фото: pixabay.com)
Альтернативные методы штамповки
Штамповка металла может происходить и под действием других сил:
- Взрывом. Процесс проводится в воде. Материал располагается на матрице, в которой сделано углубление нужной формы. Сверху производится взрыв. В результате заготовка заполняет ручей и приобретает нужную форму.
- Электрогидравлическая.
 В водной среде подается напряжение. Происходит нагрев воды. Под действием высокой температуры возникает ударная волна, которая формирует заготовку.
В водной среде подается напряжение. Происходит нагрев воды. Под действием высокой температуры возникает ударная волна, которая формирует заготовку. - Протяжка металла через валки. Этот метод позволяет придать заготовке нужную форму.
Штампованные значки изготавливаются в штампе, где в углубление пуансона закладывается эмаль.
Изготовление штампов по металлу
Для изготовления штамповки из заготовки конструируются штампы по металлу. На первом этапе идет разработка чертежей со спецификацией и деталировкой.
Штампы состоят из следующих деталей:
- Рабочие части — пуансон и матрица. Изготавливаются из инструментальной стали У8а, У10а, Х12М. После термообработки получают закалку до 60 единиц по Роквеллу.
- Пуансонодержатель. Материал — Ст.3
- Прокладки. Изготавливаются из конструкционной стали со степенью закалки 45 единиц по Роквеллу.
- Съемник. Делается из Ст.3
- Верхняя и нижняя плиты. Их толщина зависит от усилия, затрачиваемого на штамповку.

- Колонки и втулки. Материалом является Сталь 20. По поверхности ведется цементация на глубину 1–1,5 мм. Затем проводится закалка этого слоя.
- Хвостовик. Вставляется в ползун пресса.
Детали для изготовления штампа
Оборудование и инструменты
Для формирования металлических изделий производятся штампы, вставляющиеся в прессах, которые бывают 2 типов:
- Кривошипно-шатунные. Основным элементом в них является ползун, двигающийся по направляющим. Сверху располагается электродвигатель, который дает толчок движению кривошипно-шатунного механизма. Снизу имеется плита, на которую ставится штамп. Оборудование быстроходное. К недостаткам относится большая сила удара при соприкосновении пуансона с металлом. В результате инструмент выкрашивается.
- Гидравлические прессы. Обладают большой мощностью. К преимуществам относится плавность движения ползуна. Благодаря этому при работе отсутствует механический удар, что приводит к длительной службе инструмента. Величина хода движения ползуна обеспечивает большую открытую высоту пространства пресса.
 Это дает возможность совершать операции глубокой вытяжки или гибки заготовок с высокими бортами.
Это дает возможность совершать операции глубокой вытяжки или гибки заготовок с высокими бортами.
Обработка металлов давлением позволяет получить за короткое время большое количество деталей. При этом они все будут иметь одинаковую форму. Точность их изготовления регламентируется ГОСТом.
( 1 оценка, среднее 5 из 5 )
Поделиться
это процесс обработки металлов. Виды штамповки и оборудование
Технологический процесс, при котором происходит обработка заготовок, позволяющий получить плоские или объёмные готовые изделия различных форм и размеров, — это штамповка. Рабочим инструментом для такой цели является штамп, который закреплён на прессе или другом оборудовании. Штамповка — это два вида технологии, которые в зависимости от условий выполняются горячим или холодным способом, а потому и оборудование, и технологические нормы отличаются друг от друга.
Штамповка — это два вида технологии, которые в зависимости от условий выполняются горячим или холодным способом, а потому и оборудование, и технологические нормы отличаются друг от друга.
Категории
Помимо разделения технологии на холодный и горячий способы, штамповка — это целый ряд категорий, на которые подразделяются методы обработки материала. Зависит выбранный способ чаще всего от назначения изделия, но и технологические условия тоже на него влияют. Например, есть способ, при котором отделяется часть заготовки, и это штамповка разделительная. Сюда же входят пробивка, рубка, резка деталей. Есть категория операций, когда применяется горячая штамповка, посредством которой лист металла меняет форму. Их ещё называют формовкой. В результате детали подвергаются гибке, вытяжке и другим процедурам.
Холодная и горячая штамповка реализуются с использованием одного и того же принципа, который предполагает деформирование материала, но в остальном изготовление продукции этими методами имеет много отличий.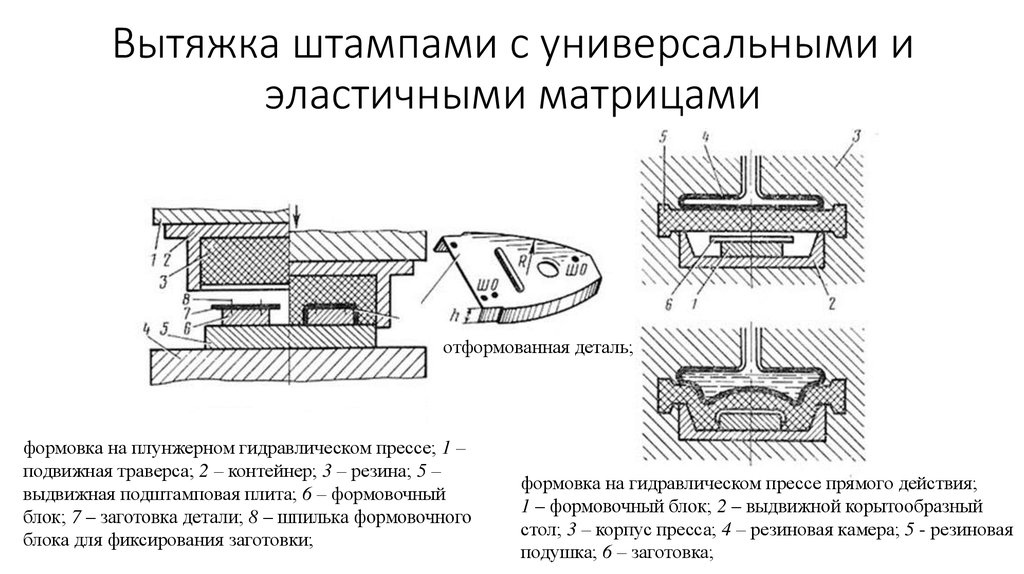 Предварительный нагрев деталей до определённых (и достаточно высоких) температур предполагается в основном на крупных промышленных предприятиях, каким является, например, металлообрабатывающий завод. Это связано со сложностью такого технологического процесса, большим количеством операций, качественно выполнить которые можно только с точным предварительным расчётом и соблюдением высокой точности степени нагрева заготовки.
Предварительный нагрев деталей до определённых (и достаточно высоких) температур предполагается в основном на крупных промышленных предприятиях, каким является, например, металлообрабатывающий завод. Это связано со сложностью такого технологического процесса, большим количеством операций, качественно выполнить которые можно только с точным предварительным расчётом и соблюдением высокой точности степени нагрева заготовки.
Горячий способ
Штампованные детали, обработанные по горячей технологии, должны обладать отменным качеством, поскольку, например, из листового металла разной толщины изготавливают такие ответственные вещи, как днища котлов и другие полусферические изделия, в том числе и ответственные элементы в судостроении. Для нагрева металлической детали используют оборудование, обеспечивающее правильный температурный режим.
Эти устройства и печи могут быть плазменными, электрическими или другими, их достаточно много видов. Перед подачей горячей детали на штамповочный пресс нужно не только норму нагрева рассчитать, но и разработать подробный чертёж уже готового изделия, где обязательно учесть усадку металла после остывания.
Холодная штамповка
Выполнение штамповки холодным способом подразумевает формирование изделия посредством давления, которое оказывают на заготовку рабочие элементы пресса. Усадке такие изделия не подвержены, потому что предварительно их не нагревают. Дальнейшая механическая доработка таким изделиям тоже не нужна после того, как окончена штамповка. Способы штамповки могут быть разными, холодный же является и более удобным, и экономически выгодным.
Материалы, хорошо поддающиеся холодной штамповке, относятся не только к углеродистым или легированным сталям. Штамповочное производство успешно работает и на алюминиевых, и на медных сплавах. Холодный способ выполняется преимущественно с помощью гидравлических прессов, и производство их регулируется ГОСТом. Серийные модели весьма разнообразны, а потому появляется возможность подобрать подходящий станок для производства любых конфигураций и размеров изделий. Штампы для штамповки металлов по своему оснащению очень сильно отличаются от тех, которые работают с такими материалами, как кожа, резина, картон, полимерные сплавы и тому подобное.
Разделительное штампование
Одной из самых распространённых технологическх операций является разделительное штампование, которое отделяет от заготовки часть металла. Этот способ используется почти на всех производственных предприятиях. На штамповочный пресс устанавливают специальные инструменты, которые производят резку, вырубку и пробивку материала. Благодаря этому процессу можно разделять металлические детали хоть по кривой, хоть по прямой линии реза. Резку выполняют самые разные устройства: гильотинные ножницы, вибрационные и дисковые станки и тому подобное. Используется резка для того, чтобы для дальнейшей обработки раскроить заготовки.
Вырубка — другая технологическая операция. Например, нержавеющий лист из металла нужно превратить в детали с замкнутыми контурами. Листовой металл при помощи пробивки снабжают отверстиями любой конфигурации. Нужно сказать, что и этот технологический процесс требует тщательной предварительной подготовки и подробного плана, с расчётом геометрических параметров инструмента, который используется. Иначе качественное изделие может и не получиться. Технологических операций, касающихся штамповки, очень много, потому что требуется изменить начальную конфигурацию деталей. Это гибка, формовка, отбортовка, вытяжка и обжим.
Иначе качественное изделие может и не получиться. Технологических операций, касающихся штамповки, очень много, потому что требуется изменить начальную конфигурацию деталей. Это гибка, формовка, отбортовка, вытяжка и обжим.
Технологические операции
Наиболее распространённая операция, изменяющая форму детали, это гибка, которая формирует на поверхности заготовки из металла запланированные участки с изгибом. Вытяжкой называется объёмная штамповка. Это операция, с помощью которой получается объёмное изделие из такой плоской металлической поверхности, как, например, металлический нержавеющий лист. Именно с помощью вытяжки он превращается в цилиндр, конус, полусферу или принимает коробчатую конфигурацию. Изделия из листового металла должны иметь бортик по краю и вокруг отверстий, если они внутри заготовки выполнены. Например, отбортовка должна завершать конец трубы, чтобы установить на неё фланец. Такая операция требует наличия специального инструмента.
При помощи обжима происходит обратное действие.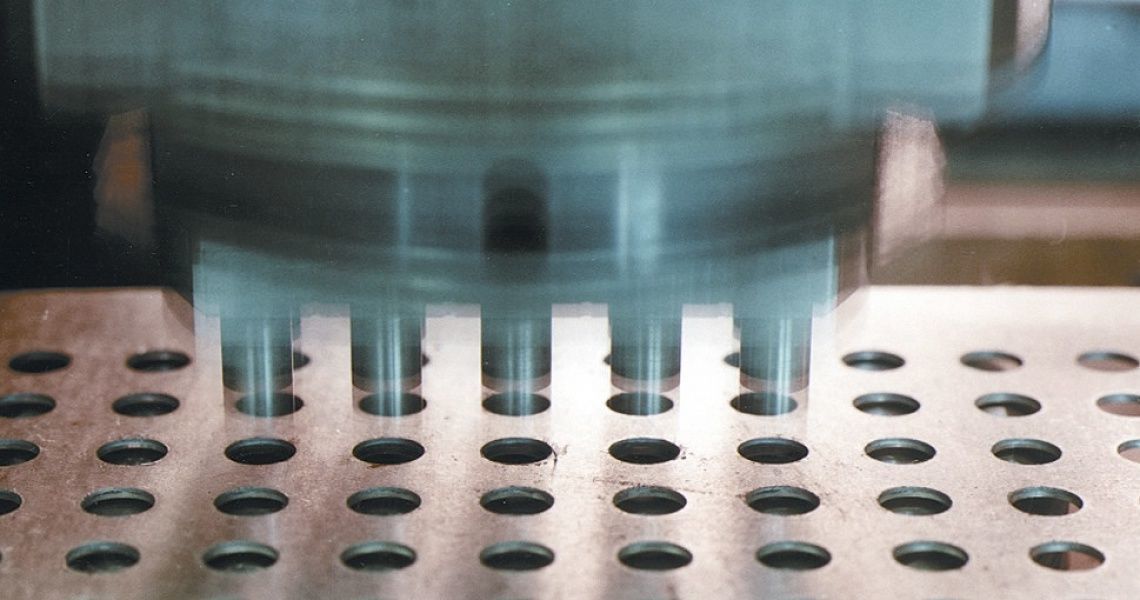 Отбортовка расширяет концы заготовок из листового металла, а обжим сужает. Те же концы труб или край полости требуют такой операции, которая осуществляется посредством конической матрицы наружно. Формовка тоже относится к основным операциям, относящимся к штамповке. Она помогает изменить форму отдельным элементам штампованной детали, а наружный контур оставляет неизменным. Объёмная штамповка требует работы специального оборудования и сложных предварительных чертежей, а потому в домашних условиях практически никогда не реализуется.
Отбортовка расширяет концы заготовок из листового металла, а обжим сужает. Те же концы труб или край полости требуют такой операции, которая осуществляется посредством конической матрицы наружно. Формовка тоже относится к основным операциям, относящимся к штамповке. Она помогает изменить форму отдельным элементам штампованной детали, а наружный контур оставляет неизменным. Объёмная штамповка требует работы специального оборудования и сложных предварительных чертежей, а потому в домашних условиях практически никогда не реализуется.
Выбор пресса
Для обработки металлов, даже самых мягких (например, для штамповки алюминия), требуется специальное оборудование: гидравлический или кривошипный пресс или гильотинные ножницы. И конечно же, необходимы многие знания. Например, как произвести расчёты по расходу материала и выполнить технические чертежи. Требования ГОСТа при этом обязательно учитываются.
Чтобы выбрать нужный пресс для штамповки, сначала нужно чётко представить себе задачу, которую ему предстоит решать.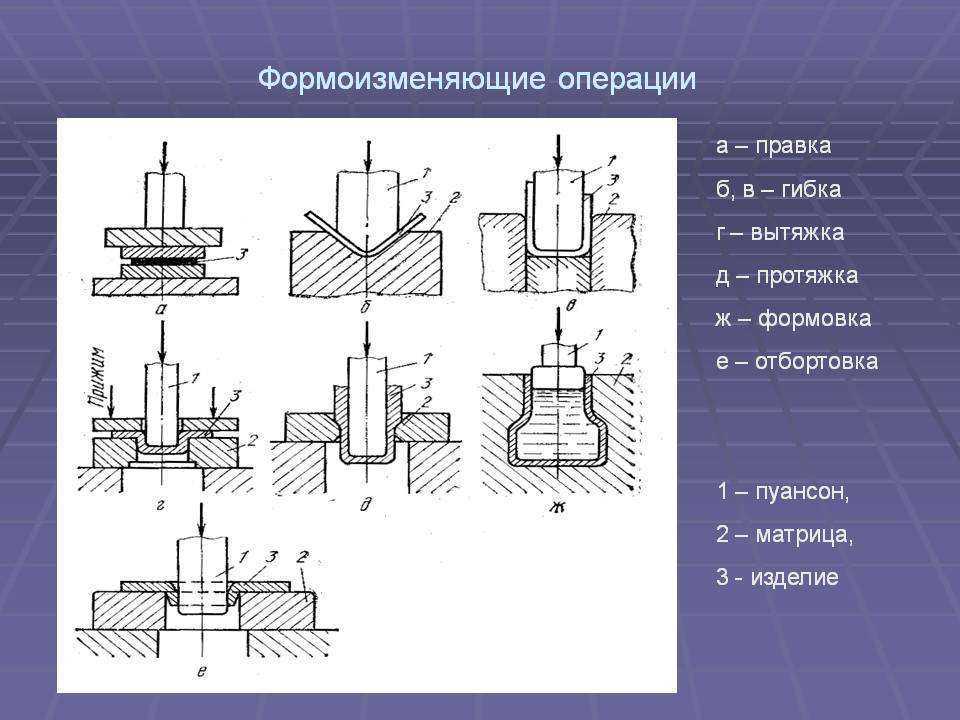 Выполнение таких операций, как пробивка или вырубка, требует использования штамповочного оборудования простого действия, с небольшим ходом ползуна и шайб в процессе обработки. Но уже для вытяжки необходимо совсем другое, более мощное оборудование, где ползун и шайбы совершают значительно более широкий ход. Такая способность есть у оборудования двойного действия.
Выполнение таких операций, как пробивка или вырубка, требует использования штамповочного оборудования простого действия, с небольшим ходом ползуна и шайб в процессе обработки. Но уже для вытяжки необходимо совсем другое, более мощное оборудование, где ползун и шайбы совершают значительно более широкий ход. Такая способность есть у оборудования двойного действия.
Оборудование по ГОСТу
Выполнение штамповки в зависимости от условий задачи может быть совершено на оборудовании следующих типов: одно-, двух- и четырёхкривошипном. Последнее — с установкой ползунов крупных размеров. Однако оснащение штамповочного пресса матрицей не зависит от конструктивного исполнения. Основную работу посредством движения выполняет ползун, соединённый нижней своей частью с подвижным штампом. А чтобы ползун пресса двигался, приводной электродвигатель снабжён элементами кинематической цепи: клиноременной передачей, пусковой муфтой, шайбами, кривошипным валом, шатуном, регулирующим величину хода ползуна.
Запускается ползун с помощью ножной пресс-педали, которая связана с пусковой муфтой, после чего начинаются его возвратно-поступательные движения, направленные на рабочий стол пресса. Четырёхшатунный пресс имеет другой принцип действия. Его рабочие органы направляют всё усилие в середину четырёхугольника, который образуют четыре шатуна. Такое устройство успешно используют для изготовления изделий самой сложной конфигурации: асимметричных или габаритных.
Для сложных изделий
Чтобы получить качественные изделия сложной конфигурации, очень широко используется пресс пневматического типа с двумя или тремя ползунами. Пресс двойного действия работает двумя ползунами одновременно: внешний фиксирует заготовку, а внутренний производит вытяжку поверхности металлического листа. Тонкие листы металла штампуют специальными фрикционными прессами, а толстые — гидравлическими, которые имеют более надёжные шайбы.
Отдельная категория штамповочного оборудования — штамповка, управляемым взрывом.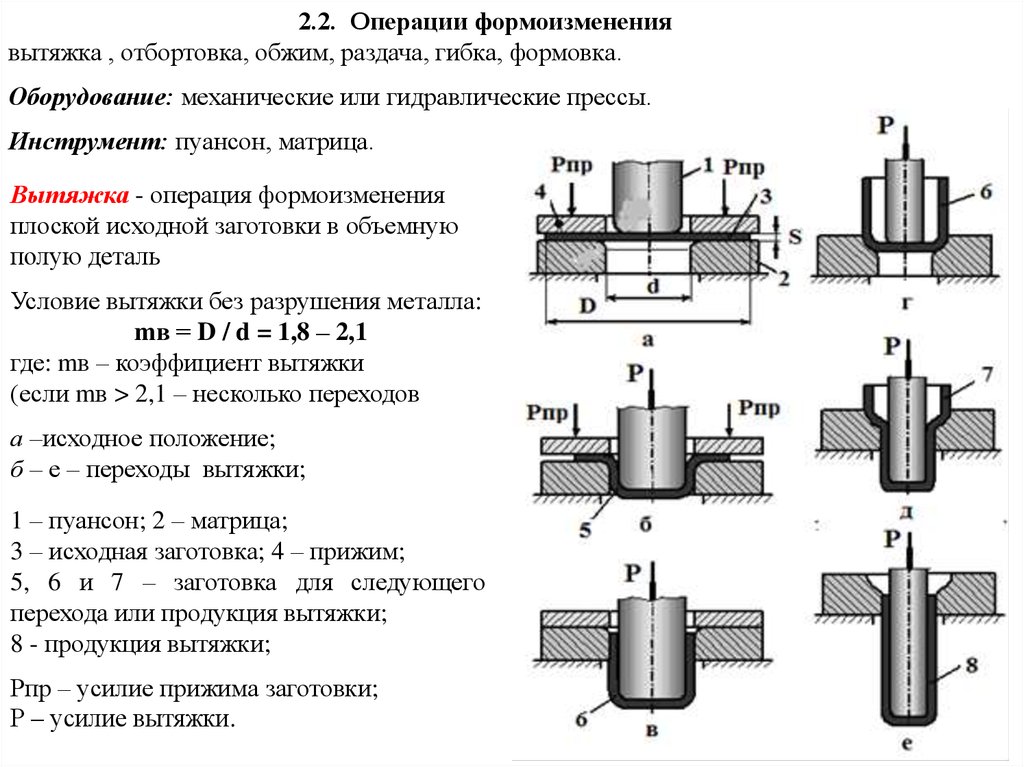 Такие устройства направляют мощность взрыва на отдельные участки металлической заготовки (обычно значительной толщины). Это инновационное оборудование, работа которого даже на видео выглядит весьма эффектно. Сгибы и общую конфигурацию сложного изделия обрабатывают с помощью встроенных вибрационных ножниц.
Такие устройства направляют мощность взрыва на отдельные участки металлической заготовки (обычно значительной толщины). Это инновационное оборудование, работа которого даже на видео выглядит весьма эффектно. Сгибы и общую конфигурацию сложного изделия обрабатывают с помощью встроенных вибрационных ножниц.
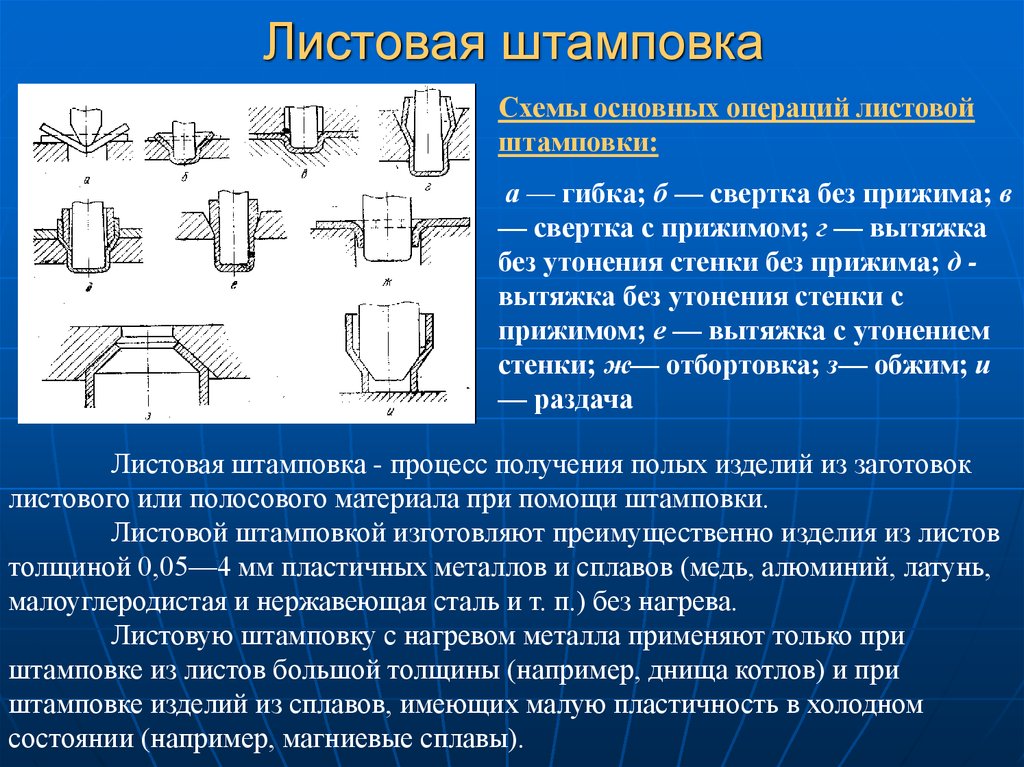
Листовая штамповка
Листовая штамповка (например, изготовление перфолиста) подразумевает процесс пробивания листового металла. Вся остальная штамповка — объёмная. Применяемая оснастка для штамповочного оборудования разделяется на виды. Она может быть инструментальной, импульсной (взрыв, магнитный или гидроимпульс), валковой или штамповкой эластичными средами. Листовой штамповкой можно изготовить пространственные и плоские детали различной массы — от долей грамма, и различных размеров — от долей миллиметра (здесь можно посмотреть на секундную стрелку наручных часов). Также листовой штамповкой изготавливаются детали во многие десятки килограммов по массе и в несколько метров величиной (автомобильная облицовка, ракеты и самолёты).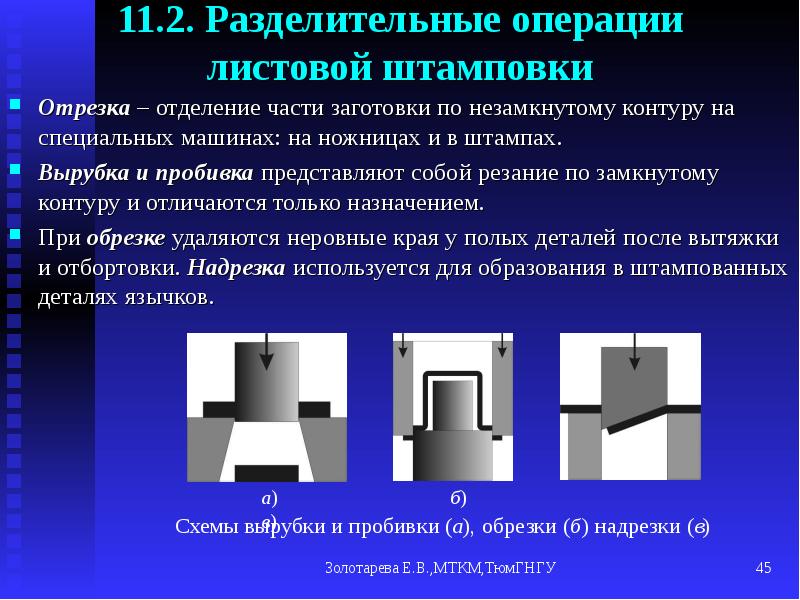
Используют для этого преимущественно низкоуглеродную сталь, а также и легированную — с особой пластичностью, латунь, медь, алюминий и магний со сплавами, титан и многое другое. Листовая штамповка — это почти все отрасли промышленности: ракето-, самолёто-, тракторо-, авто-, приборостроение, электротехническая промышленность и так далее, можно перечислять всё. Преимущества её велики.
Объёмная штамповка
Объёмная штамповка может быть выполнена и холодным, и горячим способами. Горячая — обработка давлением, где формообразование поковки осуществляется с помощью штампа. Заготовками служат прокат прямоугольного, круглого, квадратного профиля, который разрезается на мерные заготовки (иногда не разрезают, а штампуют прямо из прутка, отделяя затем поковку прямо штамповочной машиной).
Объёмная штамповка применяется при массовом производстве и серийном, что повышает производительность труда и снижает отходы металла. Качество изделий тоже соответствует высоким стандартам. Такой штамповкой получают изделия, исключительно сложные по форме, которые нельзя получить даже свободной ковкой.
Штампы открытые и закрытые
Открытые штампы позволяют наблюдать зазор между неподвижной и подвижной частями станка. При горячей штамповке в зазор вытекает облой — металл, закрывающий выход из полости и заставляющий остальную массу заполнить полость полностью. В процессе деформирования в облой попадают излишки металла. Но удалять облой трудно.
Закрытые штампы не позволяют заглядывать внутрь и наблюдать процесс — полость закрыта. Облой тоже не предусмотрен. Устройство такого штампа зависит от типа станка. Здесь нужно очень строго соблюдать точность объёмов и равенство их в заготовках и поковках: недостаток металла оставит пустыми углы полости, а избыток его сделает поковку больше требуемой по высоте.
9 процессов штамповки металлов, которые следует учитывать Оставить комментарий
Штамповка металла — это гораздо больше, чем многие думают.
Сложные детали часто требуют для создания серии нескольких различных шагов. Детали, которые могут показаться простыми на первый взгляд, редко требуют только одного шага штамповки, чтобы считаться должным образом выполненными.
Часто возникает путаница при определении подходящего процесса штамповки металла. При выборе металла 9Процесс штамповки 0005 следует учитывать:
- Как процесс штамповки повлияет на функциональность дизайна
- Конструктивные или отраслевые требования
- Время производства и экономическая эффективность
Общие процессы штамповки металлов
Если не принимать во внимание такие этапы, как проектирование и изготовление прототипов, которые обязательно выполняются перед штамповкой, существует девять основных процессов, связанных с фактической штамповкой металлических деталей.
Заглушка
При необходимости вырубка является первым этапом процесса штамповки. Вырубка — это процесс разрезания больших листов или рулонов металла на более мелкие, более удобные в обращении части. Вырубка обычно выполняется, когда штампованная металлическая деталь будет вытянута или сформирована.
Пирсинг
Если в детали требуются прорези, отверстия или другие вырезы, можно использовать прокалывание.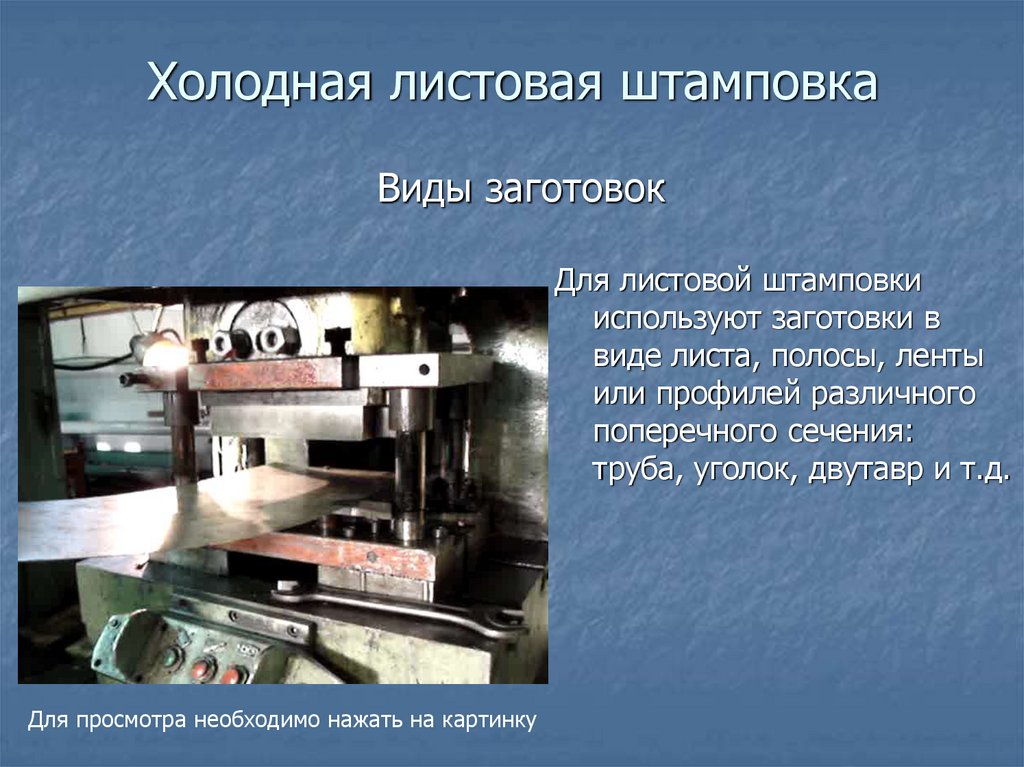 Пробивка, которая может выполняться одновременно с вырубкой, вырубает из металлического листа необходимые формы.
Пробивка, которая может выполняться одновременно с вырубкой, вырубает из металлического листа необходимые формы.
Чертеж
Рисунок — это фактическая штамповка в процессе штамповки металла. Пуансон продавливает секцию металла через матрицу, обеспечивая первичную форму детали. Когда глубина детали меньше основного отверстия, это считается мелкой вытяжкой; детали с глубиной больше отверстия глубоко вытянуты.
Гибка
Изгиб — процесс, который не требует пояснений. Заготовка помещается на специально сконструированную матрицу, и пуансон давит на металл, обеспечивая необходимый изгиб. Гибка выполняется после волочения, так как попытка пробить уже согнутый кусок металла приводит к деформации всей детали.
Воздушная гибка
Воздушная гибка — это когда плоская поверхность детали изгибается пуансоном в матрицу, часто V-образную. Пространство между пуансоном и матрицей больше, чем толщина металла, что приводит к изгибу, который немного ослабевает при отпускании детали.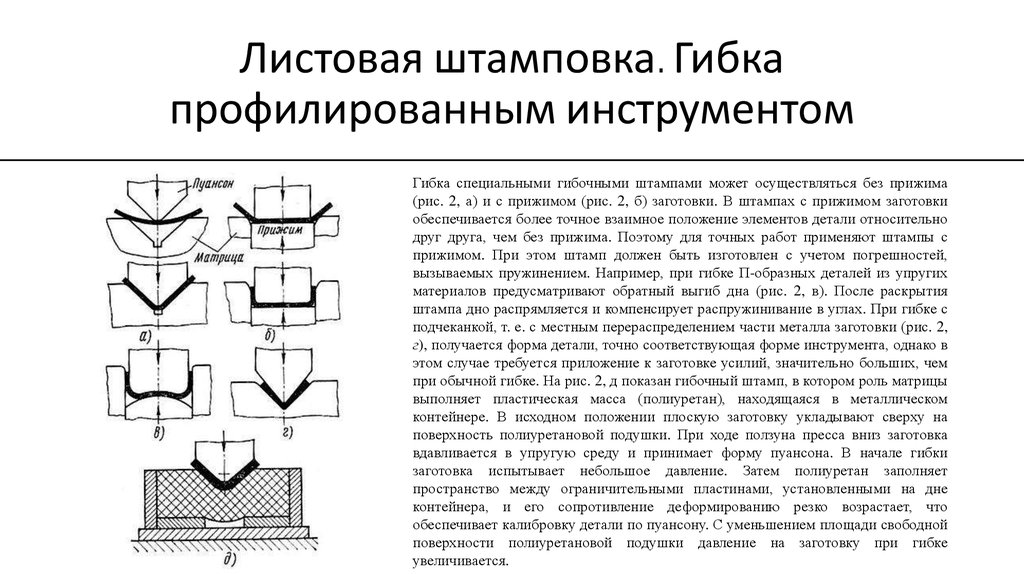 При гибке воздухом используется меньше энергии и давления, чем при других методах гибки.
При гибке воздухом используется меньше энергии и давления, чем при других методах гибки.
Дно и чеканка
Процессы гибки дна и чеканки аналогичны гибке воздухом, но используют от 2 до 30 раз большее давление, и материал полностью вдавливается в плотно прилегающую матрицу, что приводит к более прочному изгибу.
Формовка
Формовка — это процесс гибки, аналогичный гибке, формовке дна и чеканке. Он создает детали с несколькими изгибами, такими как U-образные изгибы, за один шаг.
Обрезка щипцов
Обрезка с защемлением – это метод вырезания куска из металлического листа для отделения его от металлолома. Это нетрадиционный процесс: металл прижимается к плоской вертикальной поверхности. Он часто, но не исключительно, используется для вырезания из листа глубоко вытянутых круглых чашек.
Копье
Уникальный процесс, прокалывание — это тип резки металла, используемый для изготовления вентиляционных отверстий или выступов.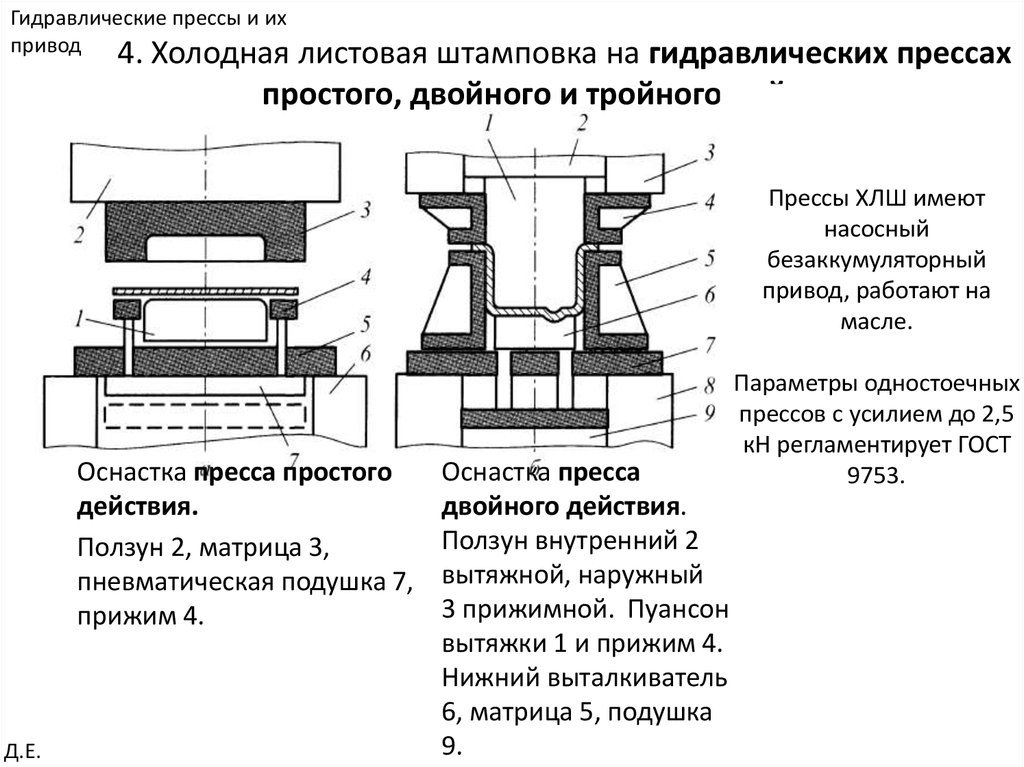 Участок детали разрезают по трем кромкам и одновременно сгибают. Это создает необходимый элемент в виде отверстия или крючка, но устраняет сбор брака или этап вторичной обработки.
Участок детали разрезают по трем кромкам и одновременно сгибают. Это создает необходимый элемент в виде отверстия или крючка, но устраняет сбор брака или этап вторичной обработки.
Узнать больше
В процесс штамповки вовлечено множество различных процессов, и очевидно, что не каждый процесс является лучшим или даже необходимым для каждой детали. Имея полное представление о процессах, вы можете лучше проектировать детали, чтобы свести к минимуму брак, добиться экономии средств и увеличить скорость производства, никогда не жертвуя качеством.
American Industrial Company, специализирующаяся на штамповке металла с 1981 года, недавно опубликовала электронную книгу «Понимание штамповки металла: от проектирования до прототипа и производства». Чтобы узнать больше об этих различных процессах штамповки, а также о процессе штамповки металла в целом, загрузите бесплатную копию сегодня.
Последние сообщения
- Полное руководство AIC по гидроизоляции крыши
- Решоринг – все, что вам нужно знать
- 3 основные причины выбрать американскую промышленную компанию для штамповки металлов
- Преимущества штамповки холоднокатаного металла по сравнению с горячекатаной штамповкой
- Почему стоит выбрать штамповку металла для электронных компонентов?
- Прогноз штамповки металлов на 2021 год
- Важность штамповки металла для электроинструментов и строительства
- Почему следует избегать создания брака и как это сделать
Архив:
- Май 2022
- Октябрь 2021
- июнь 2021
- март 2021
- Февраль 2021
- декабрь 2020
- ноябрь 2020
- Октябрь 2020
- Сентябрь 2020
- июль 2020
- Май 2020
- март 2020 г.
- Январь 2020
- Октябрь 2019
- июнь 2019 г.
- Апрель 2019
- Февраль 2019
- Январь 2019
- ноябрь 2018
- октябрь 2018 г.
- Сентябрь 2018
- август 2018 г.
- июнь 2018 г.
- май 2018 г.
- март 2018 г.
- Январь 2018 г.
- октябрь 2017 г.
- август 2017 г.
- Май 2017
- Февраль 2017
- ноябрь 2016 г.
- август 2016 г.
- март 2016 г.
- Январь 2016
- ноябрь 2015 г.
- октябрь 2015 г.
- Сентябрь 2015
- июль 2015 г.
- апрель 2015 г.
- март 2015 г.
- Февраль 2015 г.
- декабрь 2014 г.
- ноябрь 2014 г.
- сентябрь 2014 г.
- август 2014 г.
- июль 2014 г.
- июнь 2014 г.
- май 2014 г.
- апрель 2014 г.
- март 2014 г.
- Январь 2014 г.
- ноябрь 2013 г.
- август 2013 г.
- июнь 2013 г.
Категории:
- Автомобильная промышленность
- Сертификаты
- Обновления объекта
- Оборудование для лазерной резки
- Производственные события
- Выбор материала
- Формование металлов
- Проблемы металлического штампа
- Штамповка металла
- Перекраивание
- Возможности «под ключ»
- Новости производства в США
- Без категории
Ищете дополнительные ресурсы?
Наша библиотека ресурсов содержит множество загружаемых материалов, связанных с нашей компанией и продуктами.
Просмотрите нашу библиотекуСвяжитесь с нами
Штамповка металла 101 — Как работает процесс штамповки металла
Штамповка металла превращает листовой металл в детали и инструменты, используемые во многих отраслях промышленности. При наличии почти такого же количества стилей, как и отраслей, которые обслуживает этот процесс, распознавание и понимание сложности этого метода формирования деталей становится критическим аспектом выбора услуг для создания деталей.
Что такое штамповка металла?
Как правило, при штамповке металла холодный металл помещается между штампами, хотя в некоторых процессах используется нагретый материал. Прессование материала придает металлу желаемую форму. Часто эти формы создают инструменты или компоненты более крупных творений. Иногда некоторые работники обрабатывающей промышленности могут называть штамповку металла прессованием.
Штамповочные штампы внутри машин либо режут, либо формуют металл.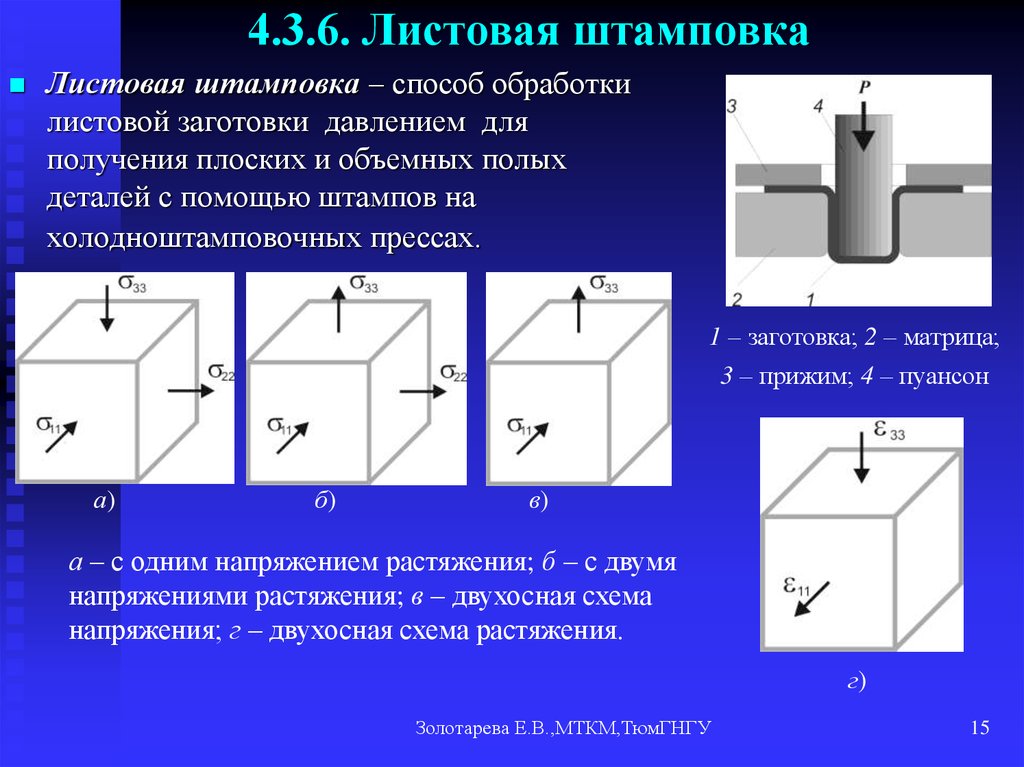 Эти штампы имеют специальные конструкции для каждого проекта. Хотя изготовление штампов занимает некоторое время, после завершения штамповки процесс штамповки происходит очень быстро.
Эти штампы имеют специальные конструкции для каждого проекта. Хотя изготовление штампов занимает некоторое время, после завершения штамповки процесс штамповки происходит очень быстро.
Этот процесс позволяет производить большое количество идентичных деталей. Штамповка может быть одним из многих шагов в создании детали, а может быть и единственным. Штамповка, вырубка, тиснение, отбортовка, гибка и чеканка — вот некоторые из этапов, которые металл может пройти в процессе штамповки.
Универсальность штамповки делает ее идеальным методом производства для таких отраслей, как автомобилестроение, военная промышленность, общественный транспорт, производство и многие другие.
Типы тиснения
Тип используемого тиснения зависит от желаемого конечного продукта. Прецизионная штамповка, горячий металл и прогрессивная штамповка являются одними из наиболее часто используемых процедур штамповки.
1. Прецизионная штамповка металла
Прецизионная штамповка создает выпуклые изображения или трехмерные детали, в результате чего получаются готовые изделия с жесткими допусками. По сравнению с другими формами штамповки прецизионная штамповка требует меньшего количества перемещений материала между машинами, что значительно ускоряет процесс.
По сравнению с другими формами штамповки прецизионная штамповка требует меньшего количества перемещений материала между машинами, что значительно ускоряет процесс.
Высокий уровень точности, обеспечиваемый этим методом штамповки, позволяет формировать сложные рисунки, которые должны строго соответствовать своим спецификациям. Вы можете использовать прецизионную штамповку на компонентах с допусками от 0,001 до 0,002 дюйма по длине и от 0,0005 до 0,001 дюйма по круглости. Компоненты самолетов, детали двигателей, электроника, телекоммуникационные устройства и прототипы обычно изготавливаются с использованием прецизионной штамповки металла.
Разновидностью этого процесса является высокоточная штамповка. Этот метод позволяет создавать сложные детали для электронной или медицинской промышленности толщиной от 0,002 до 0,005 дюйма.
2. Горячая штамповка
Горячая штамповка — это процесс формования металла с использованием сильного нагрева. Металл, бористая сталь, нагревается до температуры более 1700 градусов по Фаренгейту и закаливается в самой матрице. В результате получается высокопрочная и легкая стальная деталь.
В результате получается высокопрочная и легкая стальная деталь.
Одним из основных преимуществ деталей, штампованных из горячего металла, является их высокая прочность на растяжение, которая колеблется от примерно 50 килофунтов на квадратный дюйм (KSI) до примерно 200 KSI после завершения процесса. Горячая штамповка также позволяет формировать сложные детали одновременно, что означает меньшее количество сварки или других действий по соединению. Детали, изготовленные этим методом, также не испытывают пружинения и коробления, как это происходит с другими формованными деталями из высокопрочной стали. К сожалению, затвердевшую часть трудно разрезать, что затрудняет обрезку и резку после формирования. Как правило, для этих процессов вам понадобится мощный лазер.
Для выполнения горячей штамповки металла необходимо несколько единиц оборудования, в том числе:
- Система нагрева, способная нагревать металл до необходимой температуры
- Адекватная система охлаждения
- Автоматизированная система подачи, так как готовая деталь изначально будет слишком горячей, чтобы ее можно было трогать
- Инструментальные материалы с высокой устойчивостью к тепловому удару
- Гидравлический/сервопресс с возможностью остановки
Очевидно, что ваша система штамповочного пресса должна соответствовать всем требованиям безопасности.
3. Прогрессивная штамповка металла
Прогрессивная штамповка, также известная как последовательная штамповка, заключается в том, что металлические детали проходят через несколько станций, каждая из которых выполняет отдельное действие с металлом. На всех этих этапах металлическая деталь остается прикрепленной к длинной полосе материала. Последняя машина вырезает готовую деталь из металлической полосы.
При выборе методов изготовления для длительных процессов, требующих больших объемов, прогрессивная штамповка является отличным выбором. Матрицы служат долго, а в процессе образуется минимальное количество отходов.
При создании более крупных деталей, для которых могут потребоваться другие прессы, вам потребуется использовать штамповку с переносом. Этот процесс отличается от прогрессивного тиснения лишь несколькими небольшими особенностями. Деталь отделяется от металлической полосы раньше, и конвейерная лента передает деталь от машины к машине.
Как работает штамповка металла
Штамповка металла относится к процессу формирования листового металла в готовую деталь с помощью штамповки, вырубки, гибки и других методов. Давайте подробнее рассмотрим, как работает этот процесс.
Давайте подробнее рассмотрим, как работает этот процесс.
Какие типы металлических штамповочных материалов используют производители?
Для штамповки производители начинают с куска листового металла. Тонко обработанный металл обеспечивает прочность готовой продукции, оставаясь при этом достаточно гибким для процесса штамповки. Чаще всего металл имеет толщину от 0,001 дюйма до 0,625 дюйма.
Несмотря на тонкий размер металла, прессы должны оказывать значительное давление для резки и формовки материала. Например, сила, необходимая для вырезания 10-дюймового круга из стали толщиной 1/8 дюйма, составляет 78,5 тонны. В металлообрабатывающей промышленности эта сила соответствует низкой силе. Машины для штамповки металла могут создавать давление от 10 до 50 000 тонн (от 20 000 до 1 миллиона фунтов).
Тип используемого металла определяет усилие, необходимое для придания ему формы и резки. Наиболее распространенные категории используемых металлов включают следующие:
- Черные металлы: Металлы на основе железа, такие как нержавеющая сталь, стоят меньше всего и имеют более низкие производственные цены.

- Цветные металлы: Никель, бронза, латунь и другие металлы, не содержащие железа, составляют эту категорию.
- Нестандартные сплавы: Содержание металлов в этих сплавах зависит от желаемых свойств конечного продукта.
- Драгоценные металлы: Золото, серебро и платина дороги, но необходимы для определенных целей.
Знание типов сил прессования и процессов, с которыми нужно использовать материалы, является частью экспертных знаний, необходимых для штамповки металлов. Например, при прецизионной штамповке обычно используются определенные сплавы или драгоценные металлы в полосах, а не в рулонах.
Что происходит во время формирования?
Стадия формирования происходит, когда пресс изгибает или иным образом формирует металл. Несколько методов формируют металл, в зависимости от толщины металла и того, как выглядит окончательная деталь.
- Изгиб: Изгиб сгибает металл вдоль одной прямой оси.
- Чеканка: Чеканка превращает металл в готовую деталь с четкими краями.
- Чертеж: В процессе волочения металл натягивается на форму, которая растягивает материал. Масляные поддоны и металлические раковины являются примерами изделий, созданных методом рисования.
- Тиснение: Когда на металле требуется рисунок, машина растягивает его и втягивает в углубление. Надписи, рисунки и изображения требуют тиснения для их создания на металлических поверхностях.
- Отбортовка: Подобно гибке, отбортовка сгибает металл вдоль оси, которая изгибается, а не по прямой линии, которую создает гибка.
- Подгибка: Подгибка создает очень прочный край с загнутым на себя низом.
Эти процессы формирования могут происходить при штамповке, хотя эти же методы могут использоваться и в других видах металлообработки.
Что такое процессы резки?
Резка металла может происходить до или после формовки, в зависимости от типа используемого процесса штамповки. Например, при прогрессивной штамповке готовое изделие обрезается в конце процесса, а при штамповке с переносом металла металл отрезается в начале.
Например, при прогрессивной штамповке готовое изделие обрезается в конце процесса, а при штамповке с переносом металла металл отрезается в начале.
Используемые методы резки требуют использования различных режущих инструментов для достижения желаемого результата.
- Вырубка: Вырубка удаляет основную форму необходимого материала, а остальную часть металла рабочие откладывают в сторону.
- Прокалывание: При прогрессивной штамповке металл может нуждаться в прокалывании, что создает небольшие надрезы в металле для обеспечения большей гибкости материала при его прохождении через прессы.
- Перфорация: Вместо сохранения части, вырезанной из металла, перфорация делает отверстие в металле. Материал, вырезанный из металла, будет иметь другое применение, в то время как металл, окружающий отверстие, будет проходить через процесс штамповки.
- Резка: Резка разрезает металл по прямой линии, как ножницы режут бумагу.

- Обрезка: Обрезка вырезает готовую или почти готовую деталь из заготовки. Предприятие может повторно использовать оставшийся металл, продать его на металлолом или переработать.
Штамповка металла за и против
Как и любой процесс, штамповка металла имеет свои преимущества и недостатки. Некоторые из основных преимуществ и недостатков включают следующее.
Преимущества штамповки металла
Процесс штамповки дает множество преимуществ тем, кто выбирает его для создания детали.
После изготовления штампов слесари могут производить большие объемы деталей за относительно короткое время. Использование станков с ЧПУ и других форм автоматизации делает производство еще быстрее.
При сравнении затрат производство штампов для штамповки металла имеет более низкую цену, чем различные виды обработки металлов давлением. Кроме того, при использовании черных металлов цена проекта снижается еще больше.
Одним из существенных преимуществ штамповки листового металла является возможность вторичной переработки материала. Любой лом, оставшийся после создания готовых деталей, производители могут переработать для будущих продуктов.
Любой лом, оставшийся после создания готовых деталей, производители могут переработать для будущих продуктов.
Недостатки штамповки металла
Процесс, который позволяет производить идентичные детали в больших объемах, также вносит свой вклад в наиболее существенный недостаток штамповки — изготовление штампов по индивидуальному заказу.
Изготовление штампа в соответствии со спецификациями вашего проекта увеличивает время подготовки к штамповке металла. Кроме того, любые изменения в штампе увеличивают время обработки. Другими словами, как только начинается производство с готовым штампом, его остановка становится дорогой и сложной, хотя и не невозможной.
Несмотря на то, что штамповка все еще может производить небольшие заказы или краткосрочные проекты, использование прессов может не оправдывать такой меньший заказ. Для небольших проектов изготовление может стать более экономичной альтернативой. Для получения дополнительной информации поговорите с нами о деталях вашего проекта, чтобы понять, является ли штамповка или изготовление правильным выбором.
Штамповка металлов
Штамповка позволяет создавать как узкоспециализированные детали машин, так и бытовые компоненты товаров народного потребления, промышленного оборудования и многого другого.
Применение штамповки металлов зависит от отрасли, но для некоторых деталей может быть выгодна штамповка или изготовление. Следующие качества проекта могут способствовать использованию штамповки вместо изготовления.
- Жесткие допуски: Прецизионная штамповка позволяет создавать детали, изготовленные с точными размерами и небольшими погрешностями.
- Большой объем: После того, как производитель изготовит штамп, штамповка происходит быстро и может создавать большой объем деталей.
- Размер детали: Для более мелких деталей, особенно штампованных с микроточной точностью, штамповка может быть лучшим вариантом, чем изготовление.
- Форма детали: Если вам нужны круглые формы, вам понадобятся штампованные детали, потому что этот процесс является единственным для создания таких форм.

- Более поздние процессы: Процесс штамповки обеспечивает больший контроль над тем, что происходит с деталями, что может помочь обеспечить наилучшие характеристики компонента во время сборки или сварки.
Отрасли, использующие штамповку металла
Многие отрасли промышленности используют штамповку для некоторых элементов своих инструментов или деталей.
- Автомобильная промышленность: Горячая штамповка металла делает автомобильные крыши легкими и устойчивыми к ударам при опрокидывании. Многие другие детали OEM и вторичного рынка также используют штамповку для своего производства.
- Электроника: Мельчайшие металлические детали внутри электроники, возможно, возникли из металла, подаваемого в штамповочный станок с микроточной точностью.
- Аэрокосмическая промышленность: Прецизионная штамповка позволяет изготавливать детали двигателей и компонентов самолетов в больших количествах.
- Предметы домашнего обихода и бытовая техника: Мебель и бытовые приборы, продаваемые в массовом порядке, могут иметь металлические компоненты, штампованные мастером по металлу.
Важность работы с высококачественным партнером по штамповке листового металла
Процесс штамповки требует высокого уровня знаний о металле, о том, как он работает и как с ним работать. Тип металла и желаемый результат существенно влияют на подход компании, занимающейся штамповкой металла, к проекту. Для достижения ваших целей наличие правильного оборудования имеет решающее значение. Опытные штамповочные компании имеют как оборудование, так и квалифицированный персонал для выполнения необходимой вам работы.
Например, для некоторых проектов требуется горячая штамповка, поскольку готовая деталь должна иметь дополнительную прочность. Компания, занимающаяся штамповкой высококачественного металла, будет знать, когда использовать этот процесс, а когда выбрать другую форму штамповки. Некоторым проектам потребуются процедуры, помимо штамповки. Эти и более простые заказы на штамповку требуют компании, которая может предоставить вам универсальный источник для производства.
Некоторым проектам потребуются процедуры, помимо штамповки. Эти и более простые заказы на штамповку требуют компании, которая может предоставить вам универсальный источник для производства.
Компания Fairlawn Tool, Inc. предлагает готовые решения и имеет сертификат ISO 9001:2015. Наша сертификация демонстрирует нашу постоянную приверженность качеству. Мы проводим регулярные проверки наших услуг, чтобы сохранить нашу сертификацию. Благодаря международной поддержке наших услуг вы можете доверить нам свои проекты.
Свяжитесь с нами
Ваше универсальное решение для штамповки металла
Если вас интересуют детали для штамповки металла, Fairlawn Tool может вам помочь. У нас есть многолетний опыт работы со всеми видами металлообработки, включая штамповку. Вы можете рассчитывать на то, что у нас вы получите необходимые вам высококачественные детали быстро и по цене, соответствующей вашему бюджету. Наши услуги включают горячую штамповку, холодную штамповку, гибку труб, пробивку револьверной головки с ЧПУ, автоматическую сварку и многое другое.
