Штамповка листовая: Технология штамповки — РПРЗ — ООО «Ростовский Прессово-Раскройный Завод»
Содержание
Технология листовой штамповки: горячая, холодная, резиной, взрывом, жидкостью
Листовая штамповка — метод изготовления плоских и объемных тонкостенных изделий из листового материала, ленты или полосы с помощью штампов на прессах или без применения прессов. Листовая штамповка подразделяется на горячую и холодную.
Горячая штамповка. Применяется главным образом в производстве котельных днищ, полушариев, буев и других корпусных деталей для судостроения. Изготовляются они из стального листа толщиной 3 … 4 мм. Операции горячей листовой штамповки аналогичны операциям холодной штамповки. Однако при составлении технологического процесса всегда учитывается нагрев. Составляя чертеж заготовки, надо учитывать утяжку металла при вырубке, пробивке и гибке, а также и степень коробления при остывании детали, так как ее размеры при этом несколько сокращаются. Это обстоятельство заставляет увеличивать допуски на размеры в сравнении с холодной штамповкой. Нагревают заготовки в пламенных и электрических печах, а также в электронагревательных устройствах.
Нагревают заготовки в пламенных и электрических печах, а также в электронагревательных устройствах.
Холодная штамповка. Это наиболее прогрессивный метод обработки давлением, так как он позволяет получить детали, не требующие в большинстве случаев дальнейшей обработки резанием. Холодной листовой штамповкой изготовляют как крупные, так и мелкие детали (рамы и кузова автомобилей, шасси самолетов, элементы обшивки судов, детали часовых механизмов и др.).
Листовая штамповка дает большую экономию в использовании металла, обеспечивая в то же время высокую производительность. Но наибольший эффект она дает при массовом и крупносерийном производстве.
При холодной листовой штамповке применяются углеродистая и легированная стали, алюминий и его сплавы, медь и ее сплавы, а также неметаллические материалы: картон, эбонит, кожа, резина, фибра, пластмасса, поставляемые в виде листов, лент и полос.
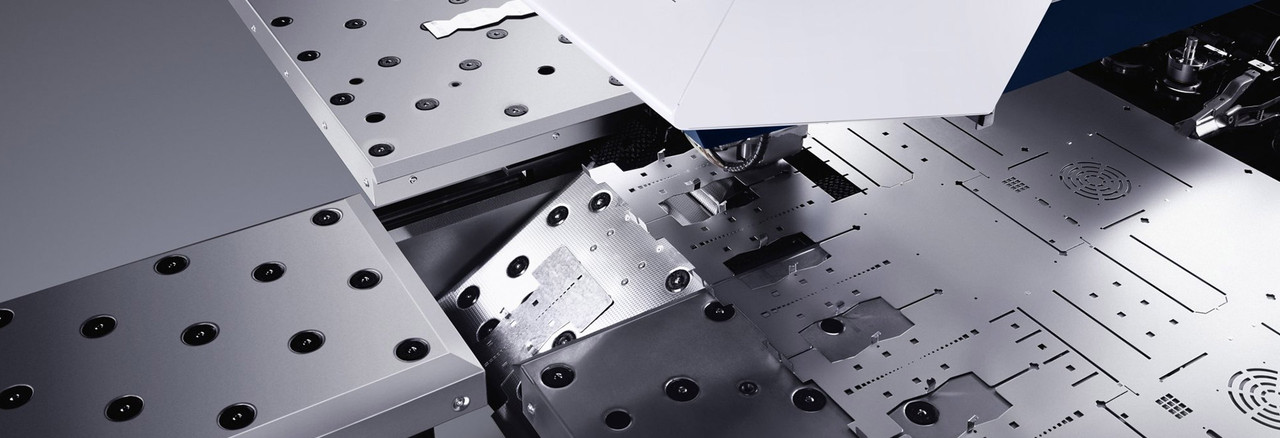
Технология листовой штамповки. Основным технологическим оборудованием для изготовления изделий методом листовой штамповки являются вибрационные ножницы (рис. 77), кривошипные (см. рис. 87 и рис. 88) и гидравлические прессы. Операции листовой штамповки могут быть разделены на два основных вида: разделительные и формоизменяющие. К основным разделительным операциям относятся: резка, вырубка и пробивка.
Основным технологическим оборудованием для изготовления изделий методом листовой штамповки являются вибрационные ножницы (рис. 77), кривошипные (см. рис. 87 и рис. 88) и гидравлические прессы. Операции листовой штамповки могут быть разделены на два основных вида: разделительные и формоизменяющие. К основным разделительным операциям относятся: резка, вырубка и пробивка.
Рис. 77
Рис. 87
Рис. 88
Резкой называют операцию, где происходит последовательное отделение части заготовки по прямой или кривой линии. Применяется резка для получения как готовых деталей, так и раскроя листа на полосы нужной ширины. При раскрое листа необходимо, чтобы выход деталей из листа был максимальным, а отходы были минимальными. Рациональность раскроя определяется на основании подсчета коэффициента использования материала. Под коэффициентом понимается отношение площади вырубленных деталей к площади листа. Операция резки производится с помощью вибрационных, дисковых, гильотинных и других ножниц.
Операция резки производится с помощью вибрационных, дисковых, гильотинных и других ножниц.
Вибрационные ножницы (рис. 77) представляют собой станок с короткими ножами. Верхний нож 5 получает колебательные движения от электродвигателя 1 через эксцентриковый механизм. Листовой металл устанавливают на столе 7 и подвигают между верхним 5 и нижним 6 ножами до упора 3, который может передвигаться и закрепляться в скобе станины, 2,4 — головку, 8 — стойка станины.
Вырубка — операция по получению заготовки замкнутого контура (рис. 78). На рис. 79 приведены чертеж (I) и схема (II) типовой детали, изготовляемой из полосы вырубкой.
Рис. 78
Рис. 79
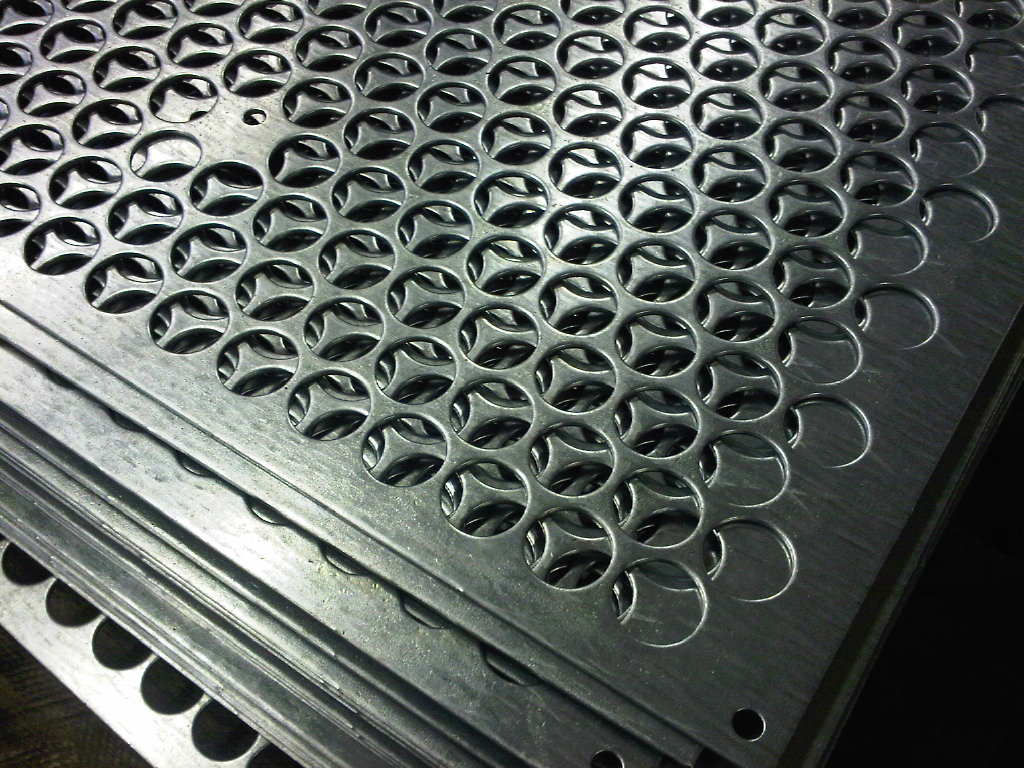
Пробивка — получение отверстий в детали нужной формы (рис. 80).
Рис. 80
К основным формоизменяющим операциям* относят гибку, вытяжку, отбортовку, обжим и формовку.
Гибка — операция, при которой плоской заготовке придают изогнутую форму (рис. 81: 1 — пуасон; 2 — нейтральный слой; 3 — матрица): R и г — внешний и внутренние радиусы гибки, S — толщина материала. Она может быть V -образная, U-образная и др. (рис. 82).
81: 1 — пуасон; 2 — нейтральный слой; 3 — матрица): R и г — внешний и внутренние радиусы гибки, S — толщина материала. Она может быть V -образная, U-образная и др. (рис. 82).
Рис. 81
Рис. 82
На рис. 83 представлен чертеж детали, отверстия в которой получены пробивкой. После этого деталь изогнута на штампе.
Рис. 83
Вытяжка — операция, превращающая плоскую заготовку в полую пространственную деталь или полуфабрикат 2 (рис. 84). Вытяжкой изготовляют не только цилиндрические детали, но и сложные по форме коробчатые, конические и полусферические. При вытяжке плоская заготовка 5 втягивается пуансоном 1 в отверстие матрицы 3. Для предотвращения в заготовке при сжимающем напряжении образования складок применяют прижимы 4.
Рис. 84
Вытяжка может быть без утонения и с утонением. В первом случае она происходит без заметного изменения, во втором изменяется не только форма заготовки, но и толщина ее стенок. В случае, когда нужно получить глубокую вытяжку, ее ведут в несколько проходов. На рис. 85 показан чертеж типовой детали и из металлического листа 1, изготовленной штамповкой с вытяжкой.
В случае, когда нужно получить глубокую вытяжку, ее ведут в несколько проходов. На рис. 85 показан чертеж типовой детали и из металлического листа 1, изготовленной штамповкой с вытяжкой.
Рис. 85
Отбортовка — операция образования бортов по наружному контуру листовой заготовки или вокруг заранее пробитых отверстий (рис. 86). Она применяется главным образом для образования горловин у плоских деталей 2, необходимых как для нарезания резьбы, так и сварки или сборки. Обычно она выполняется последовательно (I, II, III) за один или несколько проходов в штампах, состоящих из пуансона 1 и матрицы 3. Операцию отбортовки очень часто выполняют на концах труб при подсоединении к ним фланцев, с помощью которых трубы будут в дальнейшем соединяться.
Рис. 86
Обжим — операция сужения (уменьшения) концевой части полых или объемных деталей. Осуществляется она путем обжатия материала штампом снаружи в конической матрице. При этом конфигурация обжимаемой части целиком зависит от формы штампа.
При этом конфигурация обжимаемой части целиком зависит от формы штампа.
Формовка — операция, связанная с местным изменением формы с сохранением конфигурации наружного контура детали. Примером формовки может служить изготовление ребер жесткости на машиностроительных деталях, а также увеличение размеров по диаметру средней части полой детали.
Технологический процесс обработки различных материалов давлением, как упоминалось выше, производят на прессах. Прессы бывают гидравлические и механические (кривошипные, винтовые, реечные и т. д.). По назначению прессы подразделяют на ковочные, штамповочные, листоштамповочные, чеканочные, обрезные, трубопрофильные, гибочные, правильные, брикетировочные (для изготовления брикетов из кусковатых или порошкообразных материалов), кузнечно-штамповочные автоматы, термо- пластавтоматы и др.
Кривошипные горячештамповочные прессы ГОСТ 6809-87Е (рис. 87) изготавливаются в России давлением от 61,78 до 617,8 кН (mc — единица силы и веса).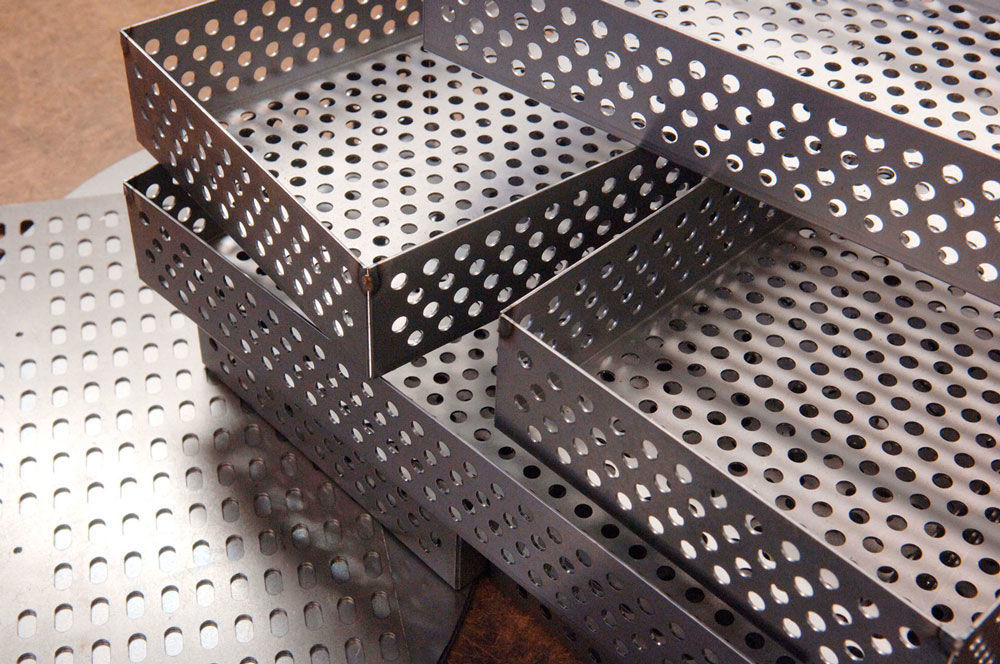 Они состоят из станины 1, ползуна 2, шатуна 3, кривошипного вала 4, стажных колонн 5, зубчатого колеса 6 и фрикционной муфты 7. Применение прессов для горячей объемной штамповки очень эффективно в сравнении с другим технологическим оборудованием. Они обеспечивают более высокую точность поковок при значительной экономии металла. Наличие в них индукционного электрического нагрева способствует улучшению условий труда в цехе: уменьшаются шум и сотрясение здания, устраняется задымленность производственных помещений. Управление прессом осуществляется органами регулирования и с помощью сжатого воздуха из цеховой магистрали.
Они состоят из станины 1, ползуна 2, шатуна 3, кривошипного вала 4, стажных колонн 5, зубчатого колеса 6 и фрикционной муфты 7. Применение прессов для горячей объемной штамповки очень эффективно в сравнении с другим технологическим оборудованием. Они обеспечивают более высокую точность поковок при значительной экономии металла. Наличие в них индукционного электрического нагрева способствует улучшению условий труда в цехе: уменьшаются шум и сотрясение здания, устраняется задымленность производственных помещений. Управление прессом осуществляется органами регулирования и с помощью сжатого воздуха из цеховой магистрали.
Рис. 87
На рис. 88 показан пресс для холодной штамповки ГОСТ 9408-89Е, состоящий из стойки 1, электродвигателя 2, цилиндра уравновешивания ползуна 3, зубчатого колеса 4, направляющих 5, ползуна 6 и стола пресса 7. На подобных прессах изготавливают как мелкие, так и крупные листовые детали, например, кузова автомобилей. Возможное давление пресса — 30,89 кН.
Возможное давление пресса — 30,89 кН.
Рис. 88
Гидравлические прессы обладают наилучшей характеристикой для глубокой вытяжки и других операций листовой штамповки, так как осуществляют деформирование металла с постоянной скоростью. Подобные прессы широко применяют в авиационной и ракетостроительной промышленности.
На рис. 89 и 90 показаны крупные сборочные единицы самолетов, детали которых изготовлены прессованием. Так, каркас пола пассажирской кабины самолета (рис. 89) включает: обшивку 1, шпангоут 2, стрингеры 3, поперечные балки 4 и продолжные балки 5. А гондола турбо-винтового двигателя самолета (рис. 90) состоит из обтекателя втулки винта — 1, воздухозаборника 2, крышки переднего капота 3, крышки заднего капота 4, люка 5, силовой фермы в, кожуха 7, стекателя 8, хвостовой части гондолы 9, силового шпангоута 10, рамы маслорадиатора 11, силового шпангоута 12 и боковой балки 13.
Рис. 89
Рис. 90
90
Прогрессивные способы холодной листовой штамповки. Новые, виды штамповки благодаря своей простоте и экономичности находят широкое применение в условиях мелкосерийного и единичного производства. К ним относят штамповку резиной, жидкостью, взрывом, электрогидравлическую и др.
Штамповка резиной. С ее помощью осуществляются разделительные и формоизменяющие операции. При этом пуансоном или матрицей является резина. Штамповку резиной чаще всего применяют для изделий из тонколистового металла толщиной до 2 мм (алюминия, медных сплавов, малоуглеродистой стали).
Штамповка жидкостью. В этом случае металл деформируется под давлением жидкости, принимая форму матрицы. Данный способ применяют для вытяжки полых деталей разной формы.
Штамповка взрывом. Для пластического формоизменения заготовки применяют и взрывчатые вещества (взрывчатые газовые смеси из метана, пропана, гиксогена и др. ), создающие высокое давление, под действием которого заготовка принимает форму штампа.
), создающие высокое давление, под действием которого заготовка принимает форму штампа.
Штамповку взрывом применяют для изготовления крупных деталей и деталей сложной формы, когда изготовление их другими способами невозможно (например, сплавы труднодеформируемые) или неэкономично. Такая
штамповка не требует сложного и дорогостоящего оборудования.
Электрогидравлическая штамповка. Этот метод характерен тем, что энергоносителем является высоковольтный электрический заряд в жидкости. Разряд вызывает появление ударной волны, которая и деформирует заготовку, придавая ей необходимую форму.
Этот вид штамповки дает возможность выполнять все операции холодной листовой штамповки с большой точностью и с сравнительно малыми затратами.
Магнитно-импульсная формовка. Формирование изделий этим методом происходит при создании импульсного магнитного поля вокруг заготовки и взаимодействия этого поля с импульсными токами, протекающими в заготовке. В результате такого взаимодействия в заготовке возбуждаются вихревые токи, что приводит к образованию вокруг нее также электромагнитного поля. Это создает предпосылки для динамического воздействия на заготовку и ее деформирование.
В результате такого взаимодействия в заготовке возбуждаются вихревые токи, что приводит к образованию вокруг нее также электромагнитного поля. Это создает предпосылки для динамического воздействия на заготовку и ее деформирование.
Этим методом осуществляют обжатие трубных заготовок, рельефную формовку, вырубку и др.
Существуют и другие прогрессивные методы листовой штамповки, но мы их рассматривать не будем.
* Формоизменяющими операциями называют такие, при помощи которых из плоской заготовки получают детали пространственной формы
Листовая штамповка
Штамповка – способ обработки металлов давлением, при котором течение металла ограничено поверхностями полостей и выступов штампа. Верхняя и нижняя части штампа образуют замкнутую полость по форме изготовляемой детали – штамповки. В зависимости от формы заготовки, оборудования и технологических приемов различают объемную штамповку и листовую штамповку. Кроме того, штамповку можно осуществлять с нагревом и без нагрева. Ранней штамповкой можно считать чеканку монет. Широкое применение процесса штамповки началось в конце XVIII вв. в связи с переходом на промышленный выпуск изделий, в частности первый патент на изготовление штампованием латунных гильз был выдан в 1796 г. С появлением паровых машин на штамповочных прессах стали осуществлять различные пробивные и вырубные операции, например, пробивку отверстий под заклепки. Наибольшее развитие штамповка получила в середине ХХ в. с ростом серийного и массового производства в приборо- и машиностроении, радиоэлектронной промышленности и других отраслях, так как является в десятки раз выгоднее ковки. Штампованные детали имеют в 2-3 раза меньшие припуски на обработку, чем кованные, то есть выше процент использования металла. Штамповку осуществляют на молотах с массой падающих частей 0,5-30 т, кривошипных горячештамповочных прессах с усилием от 6 до 100 МН (6000–10 000 тс), гидравлических прессах с усилием до 750 МН (75 000 тс), горизонтально-ковочных машинах, кузнечно-штамповочных автоматах, гидровинтовых пресс-молотах.
Кроме того, штамповку можно осуществлять с нагревом и без нагрева. Ранней штамповкой можно считать чеканку монет. Широкое применение процесса штамповки началось в конце XVIII вв. в связи с переходом на промышленный выпуск изделий, в частности первый патент на изготовление штампованием латунных гильз был выдан в 1796 г. С появлением паровых машин на штамповочных прессах стали осуществлять различные пробивные и вырубные операции, например, пробивку отверстий под заклепки. Наибольшее развитие штамповка получила в середине ХХ в. с ростом серийного и массового производства в приборо- и машиностроении, радиоэлектронной промышленности и других отраслях, так как является в десятки раз выгоднее ковки. Штампованные детали имеют в 2-3 раза меньшие припуски на обработку, чем кованные, то есть выше процент использования металла. Штамповку осуществляют на молотах с массой падающих частей 0,5-30 т, кривошипных горячештамповочных прессах с усилием от 6 до 100 МН (6000–10 000 тс), гидравлических прессах с усилием до 750 МН (75 000 тс), горизонтально-ковочных машинах, кузнечно-штамповочных автоматах, гидровинтовых пресс-молотах. Чтобы сократить отход металла, уменьшить последующую обработку, применяют безоблойное штампование. При горячей штамповке на молотах окалина удаляется в промежутках между первыми ударами. На прессах штамповку выполняют за один ход. В связи с этим применяют так называемый без окислительного нагрева заготовок, например, в индукционных печах. Это обеспечивает получение изделий почти без окалины.
Чтобы сократить отход металла, уменьшить последующую обработку, применяют безоблойное штампование. При горячей штамповке на молотах окалина удаляется в промежутках между первыми ударами. На прессах штамповку выполняют за один ход. В связи с этим применяют так называемый без окислительного нагрева заготовок, например, в индукционных печах. Это обеспечивает получение изделий почти без окалины.
Штамповка осуществлялась на молотах простого действия, а обрезка и прошивка на винтовых прессах. В начале XX века появились горизонтально-ковочные машины, что расширило область использования горячей штамповки. Бурное развитие индустрии в годы первых пятилеток способствовало развитию штамповочного производства.
Перспективы дальнейшего развития горячей объемной штамповки (ГОШ) определяются расширением применения штампов для горячей малоотходной штамповки и конструированием мощного оборудования для холодной штамповки, а также внедрением новых процессов деформации металлов с использованием явлений сверх пластичности, применением гидростатических методов и др.
Основные технологические процессы листовой штамповки: вырубка- пробивка, гибка, формовка, вытяжка реализуются в инструментальных штампах.
Штамп состоит из подвижной и неподвижной частей. Верхняя часть – подвижная – крепится к ползуну пресса, нижняя закрепляется неподвижно на рабочем столе пресса (рис. 1).
Вытяжкой в листовой штамповке называют процесс перевоплощения плоской или полой листовой заготовки в открытую сверху полую деталь, осуществляемый с помощью листовых штампов. Вытяжку из тонколистового металла в большинстве случаев производят в холодном состоянии. Вытяжку из толстолистового металла, а также из низко пластичных металлов осуществляют при нагреве заготовки.
Вытяжкой изготовляют детали автомобилей, тракторов, самолетов, детали электрических машин и аппаратов, детали типа днищ баков и кислородных баллонов, корпуса и детали приборов, часовых механизмов, предметов домашнего потребления.
Полые детали, получаемые методами вытяжки, по степени сложности формы можно разделить на три основные группы:
Осесимметричные детали могут быть цилиндрические, ступенчатые, конические или с какой-либо криволинейной образующей. Детали могут быть с фланцем или без фланца, с плоским (см. рис. 2, а) или с фасонным дном (см. рис. 2, б).
Детали могут быть с фланцем или без фланца, с плоским (см. рис. 2, а) или с фасонным дном (см. рис. 2, б).
Детали коробчатой формы могут иметь квадратные, прямоугольные или криволинейные боковые стенки с фланцем или без фланца. При этом дно может быть плоское (см. рис. 2, б) или фасонное (см. рис. 2, в).
Все детали, не относящиеся к первым двум группам, относятся к деталям сложной формы. Примером могут служить дверца, крыло или другая деталь внешней обшивки автомобиля.
В первом случае вытяжка происходит без заранее обусловленной толщины материала стенок изделия. Во втором случае процесс вытяжки идет за счет изменения толщины листа.
По характеру напряженно-деформированного состояния заготовки различают три базовых способа вытяжки (рис. 3):
Основная деформация протекает вне прижима при значительном утонении материала. Глубина вытяжки обычно находится в пределах h = (0,2-0,6)d.
Рис. 3. Технологические схемы вытяжки:
а – вытяжка цилиндрических деталей, б – вытяжка сферических и сложной формы деталей,
в – вытяжка эластично-жидкостной матрицей; 1 – пуансон, 2 – матрица, 3 – прижим, 4 – заготовка
Вытяжка цилиндрических, коробчатых и сферических деталей эластично-жидкостной матрицей на пуансон (рис. 3, в) производит заталкивание заготовки в центр деформации и противодействует возникновению опасного сечения. При этой технологической схеме полнее используются пластические свойства металла, предельная глубина вытяжки резко возрастает и составляет
3, в) производит заталкивание заготовки в центр деформации и противодействует возникновению опасного сечения. При этой технологической схеме полнее используются пластические свойства металла, предельная глубина вытяжки резко возрастает и составляет
h = (1,5-1,75)d, что недостижимо при первых двух способах вытяжки.
Вытяжку листовых металлов в условиях крупносерийного и массового производства обычно производят в жестких инструментальных штампах на кривошипных прессах двойного и тройного действия, кривошипных прессах простого действия с пневматическим или гидропневматическим устройством, гидравлических прессах, эксцентриковых прессах, а также на листоштамповочных молотах. В условиях мелкосерийного и опытного производства часто применяют штамповку эластичными средами, гидроударную, электрогидро- импульсную и магнитно-импульсную штамповку.
Разделительные операции
Резка-вырубка листового металла представляет собой процесс отделения одной части материала от другой по замкнутому или незамкнутому контуру при помощи штампов. В зависимости от назначения и характера выполняемой работы операции группы резки разделяют на следующие.
В зависимости от назначения и характера выполняемой работы операции группы резки разделяют на следующие.
Вырубка – полное отделение металла по замкнутому контуру, при котором отделяемая часть заготовки является изделием (рис. 4,а).
Пробивка – операция, имеющая цель получить в вырубленной детали или листе отверстие путем отделения при помощи пробивного штампа части материала по замкнутому контуру (рис. 4, б). Отличие вырубки от пробивки заключается в том, что при вырубке часть материала, проталкиваемая пуансоном в матрицу, является деталью, а при пробивке проталкиваемый через матрицу материал является отходом, а на матрице остается изделие.
Надрезка – операция, при которой происходит частичное отделение материала по незамкнутому контуру без удаления остатков (рис. 4,в).
Разрезка – разделение плоских, гнутых или полых заготовок на две или несколько деталей, например, при штамповке несимметричных деталей. В этом случае сначала штампуют симметричную деталь, а потом разделяют на две детали (рис. 4,г).
4,г).
Обрезка – полное отделение неровного края или лишнего металла по наружному контуру плоских, гнутых или вытянутых изделий (рис. 4,д).
Зачистка – небольшая обрезка заранее предусмотренного припуска на плоских заготовках с целью получения точных размеров и формы, точных кромок и гладкой перпендикулярной поверхности среза (рис. 4, е). Если зачистка производится одновременно с вырубкой или пробивкой, то такая операция называется чистовой вырубкой или пробивкой.
Просечка – отделение листовых неметаллических материалов по замкнутому контуру при помощи просечных – ножевых штампов. Операция производится стальными трубчатыми пуансонами без применения стальной матрицы. Роль матрицы играют пластины из неметаллических материалов (рис. 4,ж).
Перечисленные операции в целях увеличения производительности можно объединить либо по принципу последовательной штамповки, когда деталь получается из полосы отдельными пуансонами за несколько ходов пресса, либо по принципу совмещенной штамповки, когда деталь получается за один ход пресса и за одну установку заготовки в штампе. В первом случае объединенные операции называются последовательной вырубкой, а во втором случае – совмещенной вырубкой.
В первом случае объединенные операции называются последовательной вырубкой, а во втором случае – совмещенной вырубкой.
Рис. 4. Схемы операций резки:
а – вырубка; б – пробивка; в – надрезка; г – разрезка; д – обрезка; е – зачистка;
ж – просечка: 1 – выталкиватель, 2 – просечной пуансон, 3 – вырезаемый материал, 4 – подкладная пластина
Усилие резания при вырубке-пробивке
Процесс разделения листового материала состоит из трех последовательных стадий: упругой, пластической и скалывания. На срезанной кромке листа четко выделяются две зоны: узкая блестящая полоска, соответствующая, пластической стадии, и более широкая матовая зона, соответствующая зоне скалывания. Последовательность процесса вырубки показана на рис. 5.
В первой стадии происходит упругий изгиб металла с некоторым выдавливанием его в отверстие матрицы. Вдавливание вырубного пуансона происходит не по всей торцевой поверхности, а лишь по пояску шириной b. Такое же вдавливание наблюдается и со стороны матрицы.
В результате локализованного вдавливания пуансона и матрицы возникает круговой изгибающий момент, условно представленный на рис. 5, I, II равнодействующими нормальных напряжений. Под действием кругового изгибающего момента заготовка получает пространственный изгиб, при котором с наружной стороны заготовки возникает растяжение, а с внутренней стороны сжатие. Сжатие хорошо для пластического течения металла, а растяжение способствует возникновению трещин в зоне реза. К концу второй стадии напряжения вблизи режущих кромок достигают максимальной величины, соответствующей напряжению среза материала.
В третьей стадии вырубки у режущих кромок матрицы образуются скалывающие трещины (рис. 5, III). После дальнейшего погружения пуансона, скалывающие трещины возникают и у режущих кромок пуансона (рис. 5, IV, V). Скалывающие трещины распространяются на внутренние слои металла и вызывают отделение вырезаемой детали.
Рис. 5. Последовательность процесса вырубки
Классификация инструментальных штампов
По технологическому признаку штампы листовой штамповки делятся на штампы простого, совмещенного и последовательного действия.
В штампе простого действия производят одну штамповочную операцию за один ход ползуна пресса в пределах одного шага подачи заготовки. Например, штамп вырубки круга в полосе (рис. 6).
Рис. 6. Вырубной штамп простого действия
В штампе совмещенного действия выполняется несколько операций одновременно за один ход ползуна пресса в пределах одного шага подачи (рис. 7).
Рис. 7. Штамп последовательного действия
По назначению штампы подразделяются на специальные, специализированные и универсальные. Штамп, предназначенный для изготовления конкретной детали, называется специальным. Этот штамп специально предназначен для изготовления конкретной детали. Сколько разнообразных деталей, столько и специальных штампов. Штамп, предназначенный (специализирующийся) для выполнения конкретной операции (детали разные) является специализированным. Например, это штамп для выполнения одной и той же операции гибки, но детали, изготавливаемые на нем, могут отличаться длиной, разной высотой полок и т. д.
д.
Универсальный штамп путем его переналадки или замены отдельных частей может реализовать разные операции, изготавливать различные детали.
Основные детали штампов
Штамп представляет собой сложную конструкцию, состоящую из большого количества деталей, которые можно разбить на две основных группы: детали технологического и детали конструкторского назначения.
Детали штампа технологического назначения непосредственно участвуют в выполнении технологической операции, находятся во взаимодействии с деформируемым металлом заготовки.
Детали штампа конструктивного назначения служат для монтажа, крепления элементов штампа, передачи рабочего давления на детали технологического назначения.
Плиты штампов – детали конструктивного назначения
Верхние и нижние плиты штампа являются основанием, на которых монтируются все остальные детали штампа. Основные требования к плитам – достаточная прочность, обеспечивающих лишь незначительные упругие их деформации в процессе работы.
Применяемые в штампах плиты могут быть стандартными и индивидуальными, изготавливаемыми предприятиями изготовителями штампов.
Стандартные плиты заказываются на специализирующихся на изготовлении этой продукции предприятиях, они могут использоваться как заготовки плит, то есть храниться окончательно необработанными.
Плиты изготавливаются из малоуглеродистой стали ст.3, чугуна или стального литья 40Л.
Плиты, весом более 16 кг, оснащаются средствами захвата для транспортировки: отверстиями под рым-болты, приливами, выступами.
Направляющие элементы
Направляющие элементы служат для обеспечения высокоточного совпадения технологических деталей верхней половины штампа с технологическими деталями нижней половины штампа (рис. 8). Направляющие элементы – колонки и втулки (рис. 9).
Рис. 8. Совпадение осей верхних (ОО) и нижних (О’O’)
Рис. 9. Направляющие детали: колонка-втулка
Втулки запрессовываются в верхнюю плиту штампа, а колонки в нижнюю.
Верхняя часть штампа относительно нижней перемещается по направляющим элементам колонкам со втулками.
Колонки и втулки выполняются из конструкционной стали 20 с цементацией на глубину 0,5…0,8 мм и закалкой до HRC 59…63, трущиеся поверхности полируются до Ra 0,12. Во втулке изготавливают канавки под консистентную смазку.
При штамповке на эксцентриковых прессах втулки обеспечивают постоянный контакт с колонками при перемещении верхней плиты при рабочем ходе ползуна пресса.
При штамповке на кривошипных и гидравлических прессах допускается выход колонок и втулок из зацепления при перемещении верхней плиты при рабочем ходе ползуна пресса.
Основное требование к направляющим элементам – обеспечение высокой износостойкости от 500 тысяч до 10 миллионов циклов.
Штамповочный блок
Штамповочный блок – это комплект верхней и нижней плит, связанных между собой направляющими элементами. В блок входит хвостовик, служащий для соединения верхней плиты с ползуном пресса. Блоки могут быть с двумя, тремя или четырьмя колонками с различным их расположением (рис. 10).
Схема расположения колонок (а) обеспечивает свободный доступ заготовки в рабочую зону штампа. Однако в этом случае из-за смещения центра давления относительно колонок создается перекос плиты, ведущий к преждевременному износу рабочих частей штампа (рис. 11). Такую схему размещения колонок можно рекомендовать при небольших усилиях штамповки.
Однако в этом случае из-за смещения центра давления относительно колонок создается перекос плиты, ведущий к преждевременному износу рабочих частей штампа (рис. 11). Такую схему размещения колонок можно рекомендовать при небольших усилиях штамповки.
Схема (б) лишена такого недостатка, но ограничивает доступ заготовки в рабочую зону.
Схема (в) используется при штамповке крупногабаритных деталей.
Рис. 10. Штамповочный блок
Рис. 11. Возникновение момента, приводящего к перекосу плиты и преждевременному износу рабочих частей штампа
Пуансоны
Пуансоны предназначены для непосредственного деформирования заготовки при выполнении соответствующей технологической операции. Они подразделяются на: пробивные, гибочные, вытяжные.
Основные требования, предъявляемые к пуансонам: простота конструкции, технологичность изготовления, прочность и стойкость.
Пуансоны представляют собой отдельный элемент штампа. По своему профилю соответствуют профилю детали. По длине, как правило, выполняются одинакового сечения. К плите пуансоны крепятся с помощью пуансонодержателя. Он центрируется с плитой двумя штифтами и закрепляется винтами с внутренним шестигранником. Пуансон центрируется с пуансонодержателем за счёт его размещения в нем по неподвижной посадке. Для закрепления в пуансонодержателе опорная поверхность пуансона расклепывается или пуансон снабжается буртиком (рис. 12).
К плите пуансоны крепятся с помощью пуансонодержателя. Он центрируется с плитой двумя штифтами и закрепляется винтами с внутренним шестигранником. Пуансон центрируется с пуансонодержателем за счёт его размещения в нем по неподвижной посадке. Для закрепления в пуансонодержателе опорная поверхность пуансона расклепывается или пуансон снабжается буртиком (рис. 12).
Рис. 12. Схема центрирования и крепления пуансона
Пуансон изготавливается из термоупрочняемых высокопрочных инструментальных сталей, например, 40Х, Х12Ф1, У8А, У10А, а также из чугуна. При небольшой опорной площади пуансона развиваемых высоких контактных напряжений, может произойти смятие плиты под пуансоном. Для предотвращения этого явления между пуансоном и плитой размещают подкладную плитку (Сталь 45 ГОСТ1050-88; 40…45 HRC), роль которой — увеличить опорную площадь и снизить давление на плиту (рис. 13).
Рис. 13. Конструктивное оформление пакета: плита, плитка, пуансон, пуансонодержатель
Использование длинномерных пуансонов малого сечения может привести к потере продольной устойчивости и поломке, что требует применения дополнительного конструктивного элемента – направляющей втулки.
Рис. 14. Вариант конструктивного решения крепления пуансона с направляющими втулками
Матрицы
Исполнение и крепление матриц к нижней плите штампа аналогично пуансонам.
Для крупных деталей и деталей сложной формы пуансоны и матрицы делают секционными с запрессовкой отдельных секций в обоймы матрице держателя или пуансонодержателя. Секции пригоняются между собой без зазора и крепятся к обойме винтами с внутренним шестигранником и штифтами.
Удаляющие детали штампа
При выполнении технологических операций: пробивки, вырубки, вытяжки, гибки и заготовка или готовая деталь стремятся остаться на пуансоне или в матрице. Причиной тому могут быть напряжения разгрузки, трение, особенности конструкции детали. Для освобождения пуансона, матрицы снятия с них заготовки или детали применяются различные удаляющие элементы: съемники и выталкиватели.
Съемники могут быть мягкими (подвижными) и жёсткими (неподвижными). Жёсткий съемник выполнен в виде плиты, жестко соединенной с матрицей (рис. 15).
15).
Рис. 15. Схема конструктивного оформления штампа с жёстким съемником
Мягкие съемники, выталкиватели приводятся в движение либо различными рода пружинами штампа, либо с помощью дополнительных элементов (толкатели), соединенных со специальными устройствами прессов.
Фиксирующие детали штампа
Для установки точного положения полосы или заготовки в штампе перед выполнением технологической операции применяют упоры, фиксаторы, ловители и различного рода прижимы.
Упоры могут быть стационарные, неподвижные и утапливаемы во время рабочего хода. Упор обеспечивает шаг подачи полосы (рис. 16).
Рис. 16. Подвижный и неподвижный упоры
Ловитель обеспечивает точное, чем упоры положение заготовки в штампе, то есть устраняет погрешности при шаге подачи. Ловители используются как правило в штампах последовательного действия, когда окончательное положение заготовки осуществляется ловителем по отверстию, пробитому на предыдущем шаге (рис. 17).
Кроме обеспечения заданного шага подачи, полоса или заготовка должны быть ещё и строго ориентированы в плоскости. Для достижения этой цели в конструкции штампа кроме фиксаторов применяются ещё направляющие планки и прижима (рис. 18).
Для достижения этой цели в конструкции штампа кроме фиксаторов применяются ещё направляющие планки и прижима (рис. 18).
На отдельные элементы штампа существуют ГОСТы, определяющие их конструктивное исполнение, геометрические размеры.
При проектировании конкретных штампов используются приведенные элементы штампа.
Рис. 17. Штамп с ловителем для более точного расположения заготовки
Рис. 18. Прижимы, используемые в штампах для строгой ориентации заготовки
Виды брака при листовой штамповке
Причинами брака при листовой штамповке могут являться:
- дефекты исходного материала;
- недостаточная технологичность детали;
- несовершенство конструкций штампов или их неправильная эксплуатация;
- неправильно разработанный технологический процесс;
- отступление от технологического процесса;
- нарушение правил транспортировки и хранения полуфабрикатов или деталей.
Некачественный первоначальный материал ведет к появлению таких дефектов, как разрыв или разрушение штампуемых деталей при формоизменяющих операциях (рис. 19). Причины появления дефекта на деталях:
19). Причины появления дефекта на деталях:
- низкая пластичность материала;
- отклонение по структуре и зернистости;
- неодинаковые механические свойства металла в разных местах внутренние дефекты (трещины, расслоения).
Наличие площадки текучести в кривой упрочнения деформируемого металла может привести к потере устойчивости при вытяжке. В связи с этим на поверхности детали могут появляться полосы скольжения или шероховатости. Для устранения данного дефекта металл перед вытяжкой дрессируют. Дрессировкой является прокат металла в холодном состоянии с малым обжатием (до 5%).
Рис. 19. Разрыв металла в местах гибки
Благодаря этой операции устраняется площадка текучести на кривой упрочнения металла.
Брак также может возникать, когда выбранный металл по толщине, механическим свойствам и другим показателям не соответствует разработанному технологическому процессу.
Если использовать металл повышенной толщины, это приведет к поломке штампа или пресса.![]() Поэтому службам входного контроля необходимо тщательно проверять толщину, механические свойства, структуру, а если необходимо, то и химический состав металлов, поступающих в производство.
Поэтому службам входного контроля необходимо тщательно проверять толщину, механические свойства, структуру, а если необходимо, то и химический состав металлов, поступающих в производство.
Неправильно спроектированная оснастка или положение в ней заготовки, а также неправильная форма и размеры рабочих частей штампа, недостаточное или чрезмерное усилие прижима, малая жесткость конструкции штампа – все это может повлиять на появление брака при штамповке. Разностенность, складки, задиры, надрывы, недоштамповка и т.д., все это является браком из-за вышеперечисленных факторов (рис. 20). Для предупреждения брака по этим причинам конструкция штампа должна быть внимательно проверена в чертежах, а изготовленный штамп следует тщательно испытать, отрегулировать и наладить.
Рис. 20. Надрыв металла при вытяжке из-за сильного прижима заготовки
Причинами брака также могут быть неправильная или неточная установка штампа, износ и поломка рабочих частей, ослабление или неправильная регулировка пружин. Поэтому при установке на пресс штампа его состояние тщательно проверяют: осматривают, протирают, смазывают направляющие устройства. При необходимости, режущие части пуансонов и матриц затачивают, заполировывают дефекты на гибочных, вытяжных и других пуансонах и матрицах, регулируют пружины.
Поэтому при установке на пресс штампа его состояние тщательно проверяют: осматривают, протирают, смазывают направляющие устройства. При необходимости, режущие части пуансонов и матриц затачивают, заполировывают дефекты на гибочных, вытяжных и других пуансонах и матрицах, регулируют пружины.
Часто причиной получения брака является отступление от технологии производства, т.е. неправильная последовательность операций или пропуске отдельных операций (рис. 21).
Рис. 21. Деталь с пропущенной операцией калибровки
Одной из причин брака является неправильная фиксация и установка заготовки или детали в штамп, т.е. небрежность в работе, поэтому необходимо строго соблюдать технологию изготовления изделий рабочими и мастерами (рис. 22).
Рис. 22. Последствия неправильной установки детали в штамп
Часто в производстве бракуют детали с такими дефектами, как коробления, вмятины, царапины, забоины и т.д. Такие дефекты возникают при небрежной транспортировке и работе или неправильных условиях хранения деталей (рис. 23).
23).
Рис. 23. Царапины на корпусе
Контроль качества штампованных деталей необходимо проводить вовремя и после завершения изготовления. Данный контроль предусматривает в себе: внешний осмотр (трещины, царапины, задиры, разрывы и т.д.) и измерение деталей согласно чертежам и межоперационным эскизам. Как контролировать, чем и после каких операций, указывается в технологическом процессе. Обычно проводится выборочный контроль от 5 до 10% продукции, однако бывает и 100%. За помощью в разработке комплекта конструкторской документации и чертежей на прессовое оборудование (матрица и пуансон) вы можете обращаться сюда.
Поделиться статьёй:
О листовой штамповке
Листовая штамповка, или штамповка листового материала, является широко распространенной и весьма прогрессивной разновидностью технологии обработки металла давлением. Используя в качестве исходной заготовки листовой материал (полосу, ленту, лист), листовой штамповкой можно изготовлять большую номенклатуру самых разнообразных плоских и пространственных деталей.
Листовая штамповка находит применение во всех отраслях производства, связанных с изготовлением металлических деталей.
Особенно большое применение она находит в таких отраслях, как автомобиле-, тракторо- и самолетостроение, в оборонной промышленности, приборостроении, при изготовлении предметов домашнего обихода и т. д.
К числу достоинств листовой штамповки, обеспечивающих все возрастающее ее применение в промышленности, можно отнести следующие.
- Возможность изготовления деталей с минимальной металлоемкостью, которую нельзя получить другими способами металлообработки.
- Высокую точность штампуемых деталей, обеспечивающуюих взаимозаменяемость.
- Хорошее качество поверхности отштампованных деталей(в условиях холодной штамповки), что наряду с их точностьюпозволяет полностью исключить или свести к минимуму обработку резанием.
- Сравнительно высокую производительность труда дажепри ручной подаче заготовок.

- Сравнительную простоту механизации и автоматизациипроцессов листовой штамповки.
- Приспособляемость к масштабам производства.
- Относительно небольшой отход металла.
- Возможность получения различных и оптимальных механических свойств в разных участках деталей, получаемых штамповкой.
Некоторые из отмеченных достоинств листовой штамповки связаны с тем, что формоизменение заготовки осуществляется путем ее пластического деформирования, причем одновременному деформированию подвергается значительная часть заготовки. Холодная штамповка, характеризующаяся деформированием заготовки без предварительного нагрева, обычно сопровождается упрочнением металла, качество поверхности при этом, как правило, не ухудшается, а может даже улучшиться по сравнению с качеством поверхности исходной листовой заготовки.
Изменение механических, а иногда и физико-химических свойств металла в процессе его пластического деформирования открывает дополнительные возможности (сверх технологических и конструктивных возможностей листовой штамповки) создания максимально облегченных конструкций при заданной их прочности и жесткости.
Совершенствование технологии, конструкций штампов и используемого оборудования привело к тому, что листовая штамповка применяется для изготовления деталей самых разнообразных размеров (от долей миллиметра до нескольких метров) и конфигураций (от простых плоских деталей до сложных пространственных типа облицовочных деталей автомобиля, самолета или деталей приборов). Тем не менее процесс развития листовой штамповки далеко не завершен; в настоящее время наблюдается тенденция все более интенсивного совершенствования способов штамповки, оснастки и оборудования, применяемых для штамповки.
Создаются совершенно новые способы штамповки, например взрывная и электромагнитная; коренным образом изменяются обычные способы штамповки введением, например, дифференцированного нагрева заготовки; создаются машины, открывающие новые технологические возможности, например для давильных работ с утонением заготовки и т. п.
В этих условиях особенно актуальной становится задача разработки научных основ построения рациональных технологических процессов, дающих минимальные трудоемкость и себестоимость изготовления заданных деталей при наилучшем их качестве.
Технологические процессы листовой штамповки можно разделить на операции, поочередное применение которых позволяет придать исходной плоской заготовке форму и размеры детали, заданной к изготовлению.
В основу деления технологических процессов листовой штамповки на операции можно положить такие признаки, как характер формоизменения, схема напряженного состояния и назначение операции.
Каждая из операций листовой штамповки имеет определенную, характерную для данной операции схему напряженного состояния в участке, получающем пластическую деформацию, и присущее этой операции изменение размеров заготовки. Иногда, как будет показано ниже, оказывается удобным кроме указанных двух признаков характеризовать операции еще и по назначению.
Все операции листовой штамповки можно объединить в две группы: разделительные и формоизменяющие. При выполнении разделительных операций деформирование заготовки происходит вплоть до разрушения. Для успешного выполнения этих операций стремятся к максимальной локализации зоны, в которой имеют место пластические деформации. При выполнении формоизменяющих операций не должно происходить разрушения заготовки. При этом обычно стремятся к созданию условий, при которых может быть получено наибольшее формоизменение заготовки без ее разрушения.
Для успешного выполнения этих операций стремятся к максимальной локализации зоны, в которой имеют место пластические деформации. При выполнении формоизменяющих операций не должно происходить разрушения заготовки. При этом обычно стремятся к созданию условий, при которых может быть получено наибольшее формоизменение заготовки без ее разрушения.
Если в разделительных операциях стремятся к максимальной локализации очага пластической деформации, то в формоизменяющих операциях стремятся избежать ее. Заметим, что очагом пластической деформации называется та часть заготовки, пластическая деформация которой обеспечивает формоизменение, характерное для той или иной операции листовой штамповки.
В классическом виде операции листовой штамповки осуществляются действием на заготовку двух рабочих инструментов — пуансона и матрицы. Пуансоном называется инструмент, охватываемый заготовкой в процессе деформирования, а матрицей — инструмент, охватывающий заготовку в процессе ее деформирования.
Степень локализации очага пластической деформации зависит от размерных характеристик инструмента, в частности, от величины зазора между матрицей и пуансоном и от радиусов скругления рабочих кромок пуансона и матрицы. Чем меньше зазор и радиусы скругления рабочих кромок инструмента, тем (более подробно об этом будет сказано ниже) больше локализуется очаг пластической деформации около рабочих кромок пуансона и матрицы.
В разделительных операциях зазор между пуансоном и матрицей обычно составляет десятые или даже сотые доли от толщины заготовки.
Обычно в формоизменяющих операциях кромки пуансона и матрицы скруглены радиусами, значительно большими толщины заготовки; зазор принимается немного большим толщины заготовки.
Дадим краткую характеристику основных разделительных и формоизменяющих операций листовой штамповки. Из разделительных операций отметим следующие.
Отрезка — полное отделение части заготовки по незамкнутому контуру.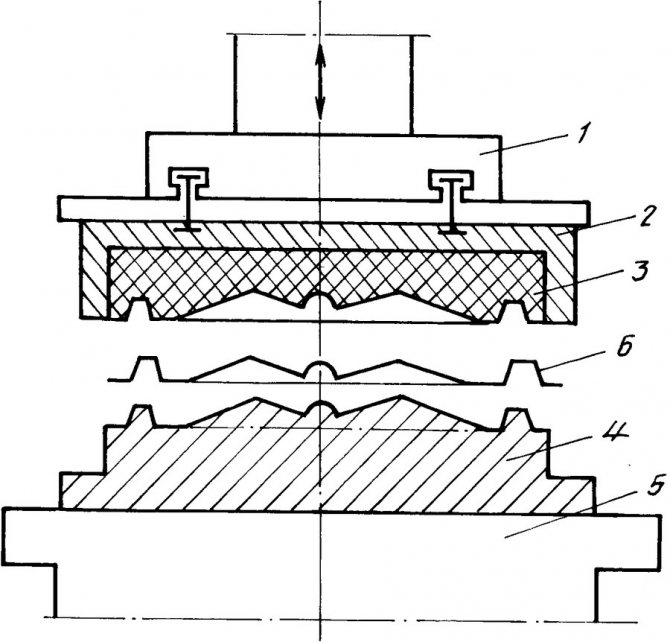
Вырубка — отделение части заготовки по замкнутому контуру в штампе, причем отделенная, смещенная в матрицу часть заготовки является деталью или полуфабрикатом для последующей штамповки, механической или иной обработки.
Пробивка — отделение части заготовки по замкнутому контуру в штампе, причем отделенная, смещенная в матрицу часть заготовки является отходом (получение отверстий).
Надрезка — отделение части заготовки по незамкнутому контуру без нарушения связи разделяемых частей заготовки по другим участкам контура.
Обрезка — отделение краевой части (припуска) полуфабриката, полученного формоизменяющими операциями.
Зачистка — отделение припуска со снятием стружки на боковых поверхностях полуфабриката, полученного вырубкой или пробивкой отверстия.
Во всех операциях, за исключением зачистки, очаг пластической деформации охватывает всю толщину заготовки и имеет ограниченную, по возможности минимальную протяженность в плоскости заготовки (в направлении, перпендикулярном к поверхности раздела).
В зачистных операциях очаг деформации еще более локализован вблизи режущей кромки и охватывает лишь долю толщины заготовки; удаление припуска осуществляется срезанием стружки, аналогично тому как это имеет место при обработке резанием. Из формоизменяющих операций отметим следующие:
Гибка — изменение кривизны срединной поверхности заготовки без существенного изменения ее линейных размеров. Очаг деформации охватывает всю толщину заготовки и имеет значительную протяженность в поперечных направлениях, причем поле напряжений и деформаций переменно по толщине заготовки.
Вытяжка без утонения стенки — превращение плоской заготовки в полое изделие или увеличение высоты полого полуфабриката путем протягивания через матрицу с уменьшением поперечных размеров заготовки, но без принудительного ее утонения. Очаг пластической деформации охватывает периферийные участки заготовки (фланец), схема напряженного состояния в очаге деформации близка к плоской разноименной с меридиональными растягивающими напряжениями.
Вытяжка с утонением стенки — увеличение высоты полого полуфабриката за счет уменьшения толщины его стенки. Очаг деформации обычно охватывает часть заготовки, которая находится в зазоре между пуансоном и матрицей и одновременно контактирует с поверхностями пуансона и матрицы.Схема напряженного состояния в очаге деформации объемная разноименная с меридиональными растягивающими напряжениями.
Обжим — уменьшение поперечного сечения краевой части полого полуфабриката путем заталкивания его в сужающуюся рабочую полость матрицы. Очаг деформации контактирует только с рабочей полостью матрицы, а схема напряженного состояния близка к плоской одноименной схеме сжатия.
Отбортовка — образование горловин путем вдаливания в матрицу части заготовки, противостоящей отверстию матрицы, с одновременным увеличением периметра отверстия, предварительно пробитого в этой части заготовки. Очаг деформации охватывает часть заготовки, находящуюся напротив отверстия матрицы, а схема напряженного состояния в нем близка к плоской одноименной схеме растяжения.
Раздача — увеличение поперечных размеров краевой части полого полуфабриката путем внедрения в него пуансона с постепенно увеличивающимися размерами поперечного сечения. Очаг деформации контактирует только с рабочей поверхностью пуансона, а схема напряженного состояния близка к плоской разноименной, с меридиональными сжимающими напряжениями при опоре заготовки на торец.
Формовка — образование местных выпуклостей за счет уменьшения толщины заготовки при неизменных ее наружных размерах. Очаг деформации обычно охватывает часть заготовки, расположенную напротив отверстия матрицы, а схема напряженного состояния близка к плоской одноименной схеме растяжения.
Во всех операциях листовой штамповки поле напряжений и деформаций неоднородно, т. е. напряжения в очаге деформации являются функцией координат в каждый момент деформирования; кроме того, они могут изменяться во времени по мере деформирования заготовки.
Величина и распределение напряжений в очаге деформации зависят от многих факторов, связанных с размерными характеристиками инструмента, с контактными условиями деформирования,с температурно-скоростными условиями деформирования и т.п. При формоизменяющих операциях напряжения и деформации, которые имеют место в очаге деформации, в большинстве случаев определяют величину допустимого формоизменения заготовки. Заметим, что величина допустимого формоизменения в операциях листовой штамповки ограничивается или разрушением заготовки, или потерей устойчивости, приводящей к недопустимому искажению формы.
В тех случаях, когда в пределах допустимого формоизменения заготовки при однократном и одновременном деформировании не удается получить формоизменение, потребное для получения заданной детали, выполнение операции разделяется на переходы. Чем больше потребное формоизменение и чем меньше допустимое формоизменение, тем большее число переходов необходимо для изготовления данной детали. Следовательно, для сокращения длительности технологического цикла и уменьшения потребного числа переходов необходимо максимально увеличить допустимое формоизменение.
Следовательно, для сокращения длительности технологического цикла и уменьшения потребного числа переходов необходимо максимально увеличить допустимое формоизменение.
Анализ процесса деформирования заготовки в операциях листовой штамповки с использованием теории пластичности позволяет оценить характер и степень влияния отдельных факторов на величину допустимого формоизменения заготовки.
Аналитическое и численное решение задач, связанных с отысканием полей напряжений и деформаций, и определение на основе этого решения величины допустимой степени деформации с учетом влияния основных факторов составляет первую задачу, решаемую теорией листовой штамповки.
Выявление причин брака и борьба с ним вызывают большие трудности при отладке технологических процессов листовой штамповки.
Сложность зависимостей и одновременность влияния многих факторов на процесс деформирования создают большие трудности в установлении причин возникновения отдельных дефектов, а иногда и в уяснении механизма их образования. Отсюда второй задачей, решаемой теорией листовой штамповки, является выяснение механизма деформирования заготовки, оценка характера и степени влияния отдельных факторов на процесс деформирования для нахождения причин образования дефектов штампуемых деталей и способов борьбы с ними.
Отсюда второй задачей, решаемой теорией листовой штамповки, является выяснение механизма деформирования заготовки, оценка характера и степени влияния отдельных факторов на процесс деформирования для нахождения причин образования дефектов штампуемых деталей и способов борьбы с ними.
Точность штампованных деталей, служащая одним из показателей их качества, зависит от условий штамповки и величин напряжений и деформаций, возникающих в заготовке при ее деформировании.
Третьей задачей, решаемой теорией листовой штамповки, является оценка влияния условий деформирования и, в частности, величины и распределения напряжений, возникающих в заготовке при ее деформировании, на точностные показатели получаемых деталей.
При разработке технологических процессов и их отладке зачастую возникают трудности, связанные с получением заданных размерных и прочностных характеристик штампованных деталей. Это вызвано тем, что поле деформаций, являющееся функцией поля напряжений, зависит от условий деформирования и может изменяться в процессе деформирования.
Отыскание поля конечных деформаций или же величины деформаций, получаемых любым элементом заготовки в результате ее деформирования, является четвертой задачей, решаемой в теории листовой штамповки.
Решение указанных и некоторых других задач может дать технологам научно обоснованные данные по проектированию и отладке технологических процессов листовой штамповки.
Следует отметить, что решение этих задач на основе теории пластичности с учетом одновременного влияния многих факторов наталкивается на значительные математические трудности, не позволяющие в большинстве случаев получить точные решения в виде формул, функционально отражающих влияние основных факторов на процесс деформирования. В то же время такие формулы представляют особую ценность, так как они позволяют не только осознать процесс деформирования в той или иной операции листовой штамповки, но и создать условия для сознательного управления технологическими процессами.
Трудности, связанные с учетом влияния многих факторов на процесс деформирования в математическом анализе операций листовой штамповки, привели к тому, что вначале учитывали лишь некоторые из основных факторов (например, величину формоизменения и трение на контактных поверхностях) при значительном упрощении формы очага деформации.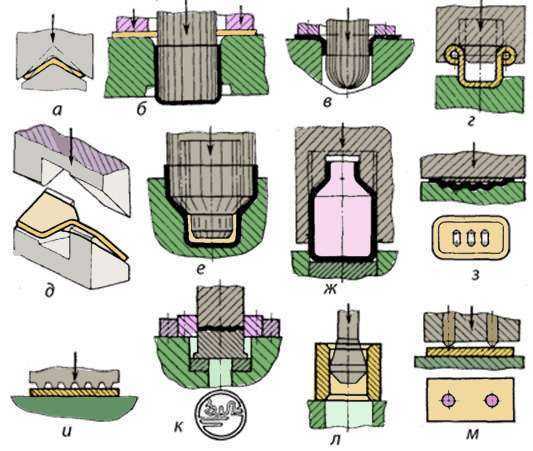 Полученные зависимости давали неточное представление о процессе деформирования и могли явиться исходными для отыскания формул, позволяющих приближенно определять усилие деформирования.
Полученные зависимости давали неточное представление о процессе деформирования и могли явиться исходными для отыскания формул, позволяющих приближенно определять усилие деформирования.
По мере изучения процесса деформирования в операциях листовой штамповки и разработки способов учета все большего числа влияющих факторов в аналитических решениях последние становились точнее, а главное, они более полно отражали реальные условия деформирования. Увеличивалась и практическая ценность полученных формул и зависимостей, так как они позволяли не только более точно оценивать влияние отдельных факторов на величину потребного усилия деформирования, но и решать другие интересующие технологов вопросы, связанные с определением допустимой степени деформации, оценкой точности получаемых деталей и т. п.
Большой вклад в разработку научных основ технологии листовой штамповки внесли многие отечественные и зарубежные ученые. Большую ценность представляют труды советских ученых С. И. Губкина, Л. А. Шофмана, И. А. Норицына, Р. В. Пихтовникова, Е. И. Исаченкова, А. Д. Томленова, М. Н. Горбунова, В. Т. Мещерина, И. П. Ренне и многих других, а также зарубежных ученых Г. Закса, Э. Зибеля, X. Свифта, Э. Томсена, Ш. Кабояши, В. Джонсона и др.
И. Губкина, Л. А. Шофмана, И. А. Норицына, Р. В. Пихтовникова, Е. И. Исаченкова, А. Д. Томленова, М. Н. Горбунова, В. Т. Мещерина, И. П. Ренне и многих других, а также зарубежных ученых Г. Закса, Э. Зибеля, X. Свифта, Э. Томсена, Ш. Кабояши, В. Джонсона и др.
Теория листовой штамповки продолжает развиваться и совершенствоваться.
Развиваются направления теории листовой штамповки, связанные с учетом таких особенностей, как влияние инерционных сил и волновых процессов при импульсном нагружении, влияние анизотропии механических свойств заготовки, переменного температурного поля и т. п.
Что такое штамповка металла? | ЭСИ Инжиниринг
Основы штамповки металлов
Штамповка металлов — это производственный процесс, используемый для преобразования плоских металлических листов в определенные формы. Это сложный процесс, который может включать в себя ряд методов формовки металла — вырубку, штамповку, гибку и прошивку, и это лишь некоторые из них.
В США тысячи компаний предлагают услуги по штамповке металла для поставки компонентов для автомобильной, аэрокосмической, медицинской и других отраслей промышленности. По мере развития мировых рынков возрастает потребность в быстром производстве больших объемов сложных деталей. .
Штамповка металла — это быстрое и экономичное решение для этой потребности в крупносерийном производстве. Производители, которым для проекта нужны штампованные металлические детали, обычно обращают внимание на три важных качества:
Высокое качество
и долговечность
Низкая стоимость
Быстрое время выполнения работ
Штамповка металла — быстрое и экономичное решение для такого крупносерийного производства. необходимость. Производители, которым нужны штампованные металлические детали для проекта, обычно обращают внимание на три важных качества:
Высокое качество
и долговечность
Низкая стоимость
Быстрое время выполнения работ
Следующее руководство иллюстрирует передовой опыт и формулы, обычно используемые в процессе проектирования металлических штамповок, а также содержит советы по включению соображений сокращения затрат в детали.
Основы штамповки
Штамповка, также называемая прессованием, заключается в размещении плоского листового металла в виде рулона или заготовки в штамповочном прессе. В прессе инструмент и поверхность штампа придают металлу желаемую форму. Штамповка, вырубка, гибка, чеканка, тиснение и отбортовка — все это методы штамповки, используемые для придания формы металлу.
Перед формовкой материала специалисты по штамповке должны спроектировать оснастку с помощью инженерных технологий CAD/CAM. Эти конструкции должны быть максимально точными, чтобы каждый пуансон и изгиб сохраняли надлежащий зазор и, следовательно, оптимальное качество детали. Одна 3D-модель инструмента может содержать сотни деталей, поэтому процесс проектирования часто бывает довольно сложным и трудоемким.
После того, как конструкция инструмента определена, производитель может использовать различные услуги по механической обработке, шлифовке, проволочной электроэрозионной обработке и другие производственные услуги для завершения его производства.
Типы штамповки металла
Существует три основных типа техники штамповки металла: прогрессивная, четыре слайда и глубокая вытяжка.
Прогрессивная штамповка
Прогрессивная штамповка включает ряд станций, каждая из которых выполняет уникальную функцию.
Сначала полосовой металл подается через прогрессивный штамповочный пресс. Полоса неуклонно сматывается с рулона в штамповочный пресс, где каждая станция в инструменте затем выполняет отдельный разрез, штамповку или изгиб. Действия каждой последующей станции добавляются к работе предыдущих станций, в результате чего получается готовая деталь.
Производителю может потребоваться неоднократно менять инструмент на одном прессе или выполнять несколько прессов, каждый из которых выполняет одно действие, необходимое для готовой детали. Даже при использовании нескольких прессов для полной обработки детали часто требовались услуги вторичной обработки. По этой причине прогрессивная штамповка является идеальным решением для металлических деталей со сложной геометрией для удовлетворения:
- Более быстрого выполнения работ
- Более низкая стоимость рабочей силы
- Более короткая длина
- Более высокая повторяемость
Штамповка Fourslide
Fourslide, или мультислайд, предполагает горизонтальное выравнивание и четыре разных слайда; другими словами, четыре инструмента используются одновременно для придания формы заготовке. Этот процесс позволяет выполнять сложные разрезы и сложные изгибы для разработки даже самых сложных деталей.
Этот процесс позволяет выполнять сложные разрезы и сложные изгибы для разработки даже самых сложных деталей.
Металлическая штамповка Fourslide имеет ряд преимуществ по сравнению с традиционной штамповкой, что делает ее идеальным выбором для многих применений. Некоторые из этих преимуществ включают в себя:
- Универсальность для более сложных деталей
- Больше гибкости при изменении конструкции
Как следует из названия, у четырехходового механизма четыре суппорта, а это означает, что для одновременного выполнения нескольких изгибов можно использовать до четырех различных инструментов, по одному на слайдер. По мере того, как материал подается в кулисный механизм, он быстро изгибается каждым валом, оснащенным инструментом.
Штамповка с глубокой вытяжкой
Глубокая вытяжка включает протягивание заготовки из листового металла в матрицу с помощью пуансона, придавая ей форму. Метод называется «глубокой вытяжкой», когда глубина вычерчиваемой детали превышает ее диаметр. Этот тип формовки идеально подходит для изготовления деталей, для которых требуется несколько серий диаметров, и является экономичной альтернативой процессам токарной обработки, которые обычно требуют использования большего количества сырья. Общие приложения и продукты, изготовленные методом глубокой вытяжки, включают:
Метод называется «глубокой вытяжкой», когда глубина вычерчиваемой детали превышает ее диаметр. Этот тип формовки идеально подходит для изготовления деталей, для которых требуется несколько серий диаметров, и является экономичной альтернативой процессам токарной обработки, которые обычно требуют использования большего количества сырья. Общие приложения и продукты, изготовленные методом глубокой вытяжки, включают:
- Автокомпоненты
- Детали самолетов
- Электронные реле
- Посуда и посуда
Мелкосерийная штамповка
Мелкосерийная штамповка металла требует минимальных предварительных затрат на инструменты и может быть идеальным решением для прототипов или небольших проектов. После того, как заготовка создана, производители используют комбинацию нестандартных компонентов инструментов и вставок штампа, чтобы согнуть, пробить или просверлить деталь. Операции формования по индивидуальному заказу и меньший тираж могут привести к более высокой цене за штуку, но отсутствие затрат на инструменты может сделать короткие тиражи более рентабельными для многих проектов, особенно тех, которые требуют быстрого выполнения работ.
Изготовление инструментов для штамповки
Изготовление штамповки металла осуществляется в несколько этапов. Первым шагом является проектирование и изготовление самого инструмента, используемого для создания продукта.
Давайте посмотрим, как создается этот первоначальный инструмент: Макет и дизайн полосы: Конструктор использует инструмент для проектирования полосы и определения размеров, допусков, направления подачи, минимизации брака и многого другого.
Инструментальная сталь и набор штампов для обработки: CNC обеспечивает более высокий уровень точности и повторяемости даже для самых сложных штампов. Такое оборудование, как 5-осевые фрезерные станки с ЧПУ и проволочные электроэрозионные станки, может резать закаленные инструментальные стали с чрезвычайно жесткими допусками.
Вторичная обработка: Термическая обработка применяется к металлическим деталям, чтобы повысить их прочность и сделать их более долговечными для их применения.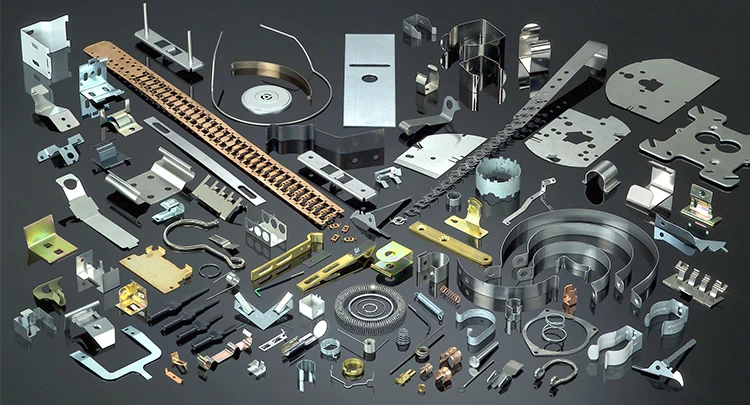 Шлифование применяют для отделки деталей, требующих высокого качества поверхности и точности размеров.
Шлифование применяют для отделки деталей, требующих высокого качества поверхности и точности размеров.
Электроэрозионная обработка проволоки: Электроэрозионная обработка проволоки формирует металлические материалы электрически заряженной нитью латунной проволоки. Проволочный электроэрозионный станок позволяет вырезать самые сложные формы, включая небольшие углы и контуры.
Процессы проектирования штамповки металла
Штамповка металла — это сложный процесс, который может включать ряд процессов формовки металла — вырубку, штамповку, гибку, прошивку и многое другое. Вырубка: Этот процесс заключается в вырезании грубого контура или формы изделия. На этом этапе нужно свести к минимуму и избежать заусенцев, которые могут увеличить стоимость вашей детали и увеличить время выполнения заказа. На этом шаге вы определяете диаметр отверстия, геометрию/конусность, расстояние между краем и отверстием и вставляете первый прокол.
На этом шаге вы определяете диаметр отверстия, геометрию/конусность, расстояние между краем и отверстием и вставляете первый прокол.
Гибка: Когда вы проектируете изгибы штампованной металлической детали, важно предусмотреть достаточно материала — убедитесь, что ваша деталь и ее заготовка спроектированы таким образом, чтобы было достаточно материала для выполнения изгиба. Следует помнить некоторые важные факторы:
- Если изгиб сделан слишком близко к отверстию, оно может деформироваться.
- Вырезы и выступы, а также прорези должны иметь ширину, которая не менее чем в 1,5 раза превышает толщину материала. Если сделать их меньше, их может быть трудно создать из-за силы, действующей на удары, что приводит к их поломке.
- Радиус каждого угла в заготовке должен составлять не менее половины толщины материала.
- Чтобы свести к минимуму количество и серьезность заусенцев, по возможности избегайте острых углов и сложных вырезов.
 Если таких факторов нельзя избежать, обязательно укажите направление заусенцев в конструкции, чтобы их можно было учесть при штамповке
Если таких факторов нельзя избежать, обязательно укажите направление заусенцев в конструкции, чтобы их можно было учесть при штамповке
.
Чеканка: Это действие, когда края штампованной металлической детали ударяют, чтобы сгладить или сломать заусенец; это может создать гораздо более гладкую кромку в области геометрии детали; это также может добавить дополнительную прочность локализованным участкам детали, и это можно использовать, чтобы избежать вторичных процессов, таких как удаление заусенцев и шлифование. Некоторые важные факторы, которые следует помнить:
Пластичность и направление волокон – Пластичность – это мера остаточной деформации, которой подвергается материал под действием силы. Металлы с большей пластичностью легче деформируются. Направление волокон важно для высокопрочных материалов, таких как закаленные металлы и нержавеющая сталь. Если изгиб идет по волокну высокой прочности, оно может быть склонно к растрескиванию.
Высота изгиба – Общая высота изгиба имеет минимальные требования для эффективной формовки и должна быть как минимум в 2,5 раза больше толщины материала + радиус изгиба
Разгрузка изгиба – Добавьте небольшие надрезы, расположенные в непосредственной близости от участка изгибаемой детали — они должны быть как минимум в два раза шире толщины материала, а по длине должны равняться радиусу изгиба плюс толщина материала.
Деформация изгиба/выпуклость: Выпуклость, вызванная искривлением изгиба, может достигать ½ толщины материала. По мере увеличения толщины материала и уменьшения радиуса изгиба деформация/выпуклость становятся более значительными. Транспортировочная лента и вырез «Несоответствие»: Это когда требуется очень небольшая врезка или выпуклость на детали, глубина которой обычно составляет около 0,005 дюйма. Эта функция необязательна при использовании инструмента составного или переносного типа, но требуется при использовании инструмента с прогрессивной матрицей.
Хотите снизить затраты на производство штампованных металлических деталей?
Загрузите наше руководство по проектированию штамповки металлов.
Внутри мы покрываем:
- Как избежать дорогостоящих ошибок проектирования
- Экономически эффективные процессы штамповки для замены дорогостоящих вторичных услуг
- Чертежи, иллюстрирующие разгрузку изгиба, пластичность, угол излома и т. д.
Загрузите бесплатное руководство по проектированию
Дополнительные ресурсы
Штамповка металла на заказ
Штамповка металла на заказ описывает процессы формовки металла, которые требуют специальных инструментов и методов для производства деталей, указанных заказчиком. В широком спектре отраслей и приложений используются специальные процессы штамповки для удовлетворения потребностей крупносерийного производства и обеспечения того, чтобы все детали соответствовали точным спецификациям.
Индивидуальные проекты штамповки металла
Инженеры-конструкторы могут работать над широким спектром проектов штамповки металла для клиентов из различных отраслей. Чтобы лучше проиллюстрировать универсальность изготовленных на заказ металлических деталей, мы описали несколько недавних проектов, выполненных инженерами ESI ниже.
Чтобы лучше проиллюстрировать универсальность изготовленных на заказ металлических деталей, мы описали несколько недавних проектов, выполненных инженерами ESI ниже.
Изготовленная на заказ деталь для оборудования для мониторинга жизненно важных функций в медицинской промышленности
Клиент из медицинской отрасли обратился в ESI с просьбой отштамповать на заказ металлическую деталь, которая будет использоваться в качестве пружины и электронного экрана для мониторинга жизненно важных функций оборудование в области медицины.
- Им был нужен ящик из нержавеющей стали с пружинными язычками, и у них возникли проблемы с поиском поставщика, который мог бы предоставить высококачественную конструкцию по доступной цене в разумные сроки.
- Чтобы удовлетворить уникальный запрос клиента о нанесении покрытия только на один конец детали, а не на всю деталь, мы сотрудничали с ведущей в отрасли компанией по лужению, которая смогла разработать усовершенствованный процесс селективного однокромочного покрытия.

Компания ESI смогла удовлетворить сложные требования к конструкции, используя технику укладки материалов, которая позволила нам одновременно вырезать множество заготовок, что снизило затраты и время выполнения заказа.
Штампованный электрический разъем для проводки и кабеля
В другом случае нас попросили изменить дизайн существующей крышки электрического разъема; клиент, компания AFC Cable Systems, искал продукт более высокого качества по более низкой цене и с более короткими сроками поставки.
- Конструкция была очень сложной; эти покрытия предназначались для использования в качестве шлейфовых кабелей внутри электрических каналов в полу и под полом; поэтому это приложение по своей сути имеет строгие ограничения по размеру.
- Производственный процесс был сложным и дорогим, так как для некоторых работ клиента требовалось полностью готовое покрытие, а для других — нет. Это означало, что AFC создавала детали из двух частей и при необходимости сваривала их вместе.

- Работая с образцом крышки соединителя и одним инструментом, предоставленным клиентом, наша команда в ESI смогла реконструировать деталь и ее инструмент. Исходя из этого, мы разработали новый инструмент, который мы могли использовать в нашем прогрессивном штамповочном прессе Bliss мощностью 150 тонн.
- Это позволило нам изготовить деталь как единое целое со взаимозаменяемыми компонентами, а не изготавливать две отдельные детали, как это делал клиент.
Это позволило значительно сэкономить — 80 % от стоимости заказа из 500 000 деталей — а также сократить время выполнения заказа до четырех недель вместо 10.
Штамповка на заказ для автомобильных подушек безопасности требовалась высокопрочная, устойчивая к давлению металлическая втулка для использования в подушках безопасности Ford Transit Vans.
- При размерах 34 мм x 18 мм x 8 мм втулка должна была выдерживать допуск 0,1 мм, а производственный процесс должен был учитывать уникальное растяжение материала, присущее конечному применению.
- Из-за своей уникальной геометрии втулка не могла быть изготовлена с использованием трансферного пресса, а ее глубокая вытяжка представляла собой уникальную проблему.
Команда ESI построила прогрессивный инструмент с 24 станциями, чтобы обеспечить надлежащее развитие волочения, и использовала сталь DDQ с цинковым покрытием для обеспечения оптимальной прочности и коррозионной стойкости. Штамповка металла может использоваться для создания сложных деталей для огромного спектра отраслей промышленности. Хотите узнать больше о различных нестандартных приложениях для штамповки металла, над которыми мы работали? Посетите нашу страницу тематических исследований или свяжитесь с командой ESI напрямую, чтобы обсудить ваши уникальные потребности с экспертом.
Мы очень рады тому, что являемся клиентом ESI в течение последних 10 лет. Они чрезвычайно профессиональны, обеспечивают отличное качество и, самое главное, делают работу с ними увлекательной.
Лен Одегаард
Президент
Северо-западный отдел продаж крепежа
Я бы рекомендовал ESI для будущих штампованных деталей (деталей из листового металла) в будущем. Щиты Близнецов не кажутся особенно простыми в изготовлении, и, как вы знаете, нам было трудно найти подходящего поставщика. Качество работы отличное, точность размеров выдающаяся. Я считаю, что с ними очень легко работать, и они очень удобны для развития. Цены приемлемые, и приятно работать с местной одеждой.
Рой Абрамс
Старший инженер-механик
Casmed Medical Systems, Inc.
Готовы начать?
Пожалуйста, заполните эту короткую форму, чтобы запросить расценки.
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для придания листовому металлу различных форм. Куски плоского листового металла, обычно называемые заготовками, подаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и производители металла, предлагающие услуги по штамповке, будут помещать материал, подлежащий штамповке, между секциями штампа, где использование давления придаст материалу желаемую окончательную форму для продукта или компонента.
Производственные предприятия и производители металла, предлагающие услуги по штамповке, будут помещать материал, подлежащий штамповке, между секциями штампа, где использование давления придаст материалу желаемую окончательную форму для продукта или компонента.
Штамповка металла используется для автомобильных деталей.
Изображение предоставлено: DRN Studio/Shutterstock.com
В этой статье описывается процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы операций штамповки и их применение.
Основные понятия штамповки металлов
Штамповка металла, также называемая штамповкой, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов. Операции штамповки подходят как для коротких, так и для длинных производственных циклов и могут проводиться вместе с другими операциями по обработке металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Штамповка
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Отбортовка
Штамповка и вырубка относятся к использованию штампа для резки материала в определенные формы. В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклого или углубленного рисунка на листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки через роликовый штамп.
Чеканка — это метод гибки, при котором заготовка штампуется, когда ее помещают между штампом и пуансоном или прессом. Это действие приводит к тому, что кончик пуансона проникает в металл, что приводит к точным повторяемым изгибам. Глубокое проникновение также снимает внутренние напряжения в металлической заготовке, что приводит к отсутствию пружинящего эффекта.
Гибка относится к общей технике придания металлу желаемой формы, такой как L-, U- или V-образные профили. Процесс гибки металла приводит к пластической деформации, при которой напряжения выше предела текучести, но ниже предела прочности при растяжении.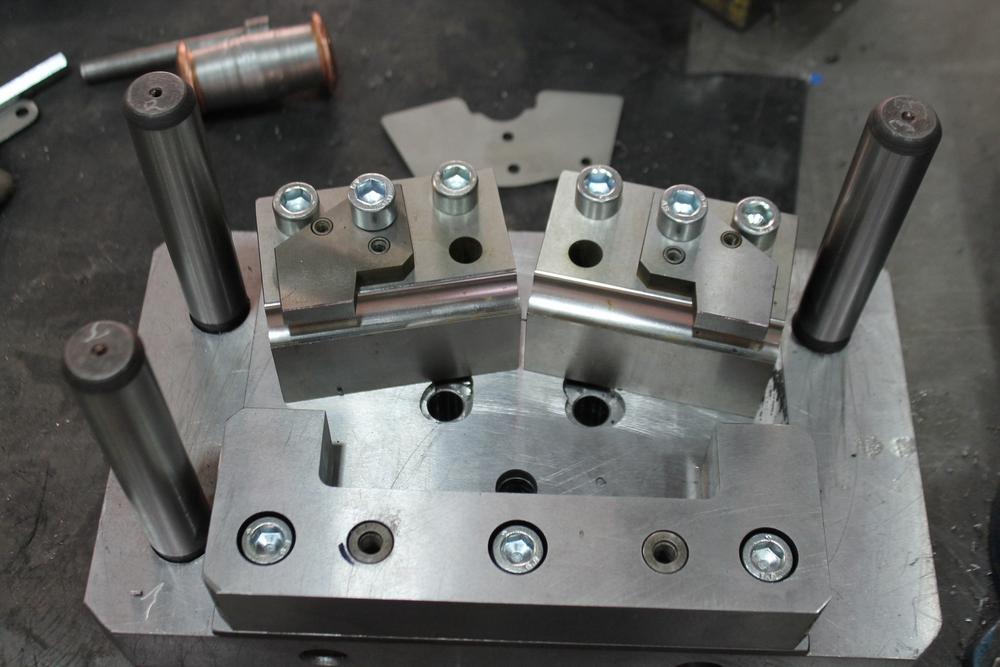 Изгиб обычно происходит вокруг одной оси.
Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки.
Машины для штамповки металла могут делать больше, чем просто штамповка; они могут отливать, штамповать, резать и формовать металлические листы. Станки могут быть запрограммированы или иметь компьютерное числовое управление (ЧПУ), чтобы обеспечить высокую точность и повторяемость для каждой штампованной детали. Электроэрозионная обработка (EDM) и программы автоматизированного проектирования (CAD) обеспечивают точность. Доступны различные инструментальные станки для штампов, используемых при штамповке. Прогрессивная, формовочная, компаундная и твердосплавная оснастка удовлетворяет особые потребности в штамповке. Прогрессивные штампы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Гидравлический штамповочный пресс.
Изображение предоставлено: Romul014/Shutterstock.com
Типы штамповочных операций
Прогрессивная штамповка
В прогрессивной штамповке используется последовательность штамповочных станций. Рулон металла подается в возвратно-поступательный штамповочный пресс с прогрессивными штампами. Матрица движется вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь. Когда пресс движется вверх, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, так как деталь все еще соединена с металлической полосой. Конечная станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для больших тиражей, потому что штампы служат долгое время, не повреждаясь, а процесс легко воспроизводим. На каждом этапе процесса на металле выполняются разные операции по резке, изгибу или штамповке, что позволяет постепенно достигать желаемой формы и дизайна конечного продукта. Это также более быстрый процесс с ограниченным количеством отходов.
Это также более быстрый процесс с ограниченным количеством отходов.
Штамповка трансферной штамповки
Штамповка с переносом похожа на прогрессивную штамповку, но деталь отделяется от металлического трапа на ранней стадии процесса и перемещается от одной штамповочной станции к другой с помощью другой механической транспортной системы, такой как конвейерная лента. Этот процесс обычно используется для более крупных деталей, которые необходимо перенести на другие прессы.
Штамповка с четырьмя слайдами
Четырёхходовое тиснение также называют многоползунковым или четырёхходовым тиснением. Этот метод лучше всего подходит для создания сложных компонентов с многочисленными изгибами или изгибами. Он использует четыре скользящих инструмента вместо одного вертикального ползуна, чтобы формировать заготовку посредством множественных деформаций. Два ползуна или ползуна ударяют по заготовке горизонтально, чтобы придать ей форму, и штампы не используются. Штамповка с несколькими слайдами также может иметь более четырех движущихся слайдов.
Штамповка с четырьмя слайдами является очень универсальным типом штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Тонкое гашение
Прецизионная вырубка, также известная как вырубка тонких кромок, ценна тем, что обеспечивает высокую точность и гладкие края. Обычно выполняемые на гидравлическом или механическом прессе или их комбинации, операции точной вырубки состоят из трех отдельных движений:
- Зажим заготовки или рабочего материала на месте
- Выполнение операции гашения
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются в обычных штамповочных операциях, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, изготовленные методом тонкой штамповки, не имеют трещин, поскольку они производятся с использованием обычных инструментов, а плоскостность поверхности может превышать плоскостность, получаемую при других методах штамповки. Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают механические, гидравлические и механические сервоприводы. Обычно прессы связаны с автоматическим податчиком, который пропускает листовой металл через пресс либо в рулонах, либо в виде заготовок.
Механический
Механические прессы используют двигатель, соединенный с механическим маховиком, для передачи и хранения энергии. Их пуансоны могут иметь размер от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы бывают самых разных размеров, от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла. Они обычно используются для прогрессивной и трансферной штамповки с большими тиражами.
Гидравлический
Гидравлические прессы используют гидравлическую жидкость под давлением для приложения усилия к материалу. Гидравлические поршни вытесняют жидкость с уровнем силы, пропорциональным диаметру головки поршня, что позволяет лучше контролировать величину давления и более стабильное давление, чем механический пресс. Кроме того, они имеют регулируемый ход и скорость и обычно могут обеспечивать полную мощность в любой точке хода. Эти прессы обычно различаются по размеру от 20 до 10 000 тонн и предлагают размеры хода от 10 мм до 800 мм.
Гидравлические прессы обычно используются для небольших производственных циклов для создания более сложных и глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
В механических сервопрессах вместо маховиков используются двигатели большой мощности. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы. Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Типы штампов
Штамповочный пресс с ЧПУ
Изображение предоставлено: DRN Studio/Shutterstock.com
Матрицы, используемые в операциях штамповки металлов, могут быть охарактеризованы как однопозиционные или многостанционные.
Однопозиционные штампы включают как составные, так и комбинированные штампы. Составные штампы выполняют более одной операции резки в одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные штампы — это штампы, в которых операции резания и нережущие операции выполняются за один ход пресса. Примером может быть матрица, которая производит разрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и передаточные штампы, в которых операции надрезания, пробивки и резки выполняются последовательно с одного и того же набора штампов.
Стальные линейки, также называемые ножевыми штампами, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, спроектирован так, чтобы соответствовать желаемой форме, а в башмаке штампа вырезается прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают определить толщину стальной линейки, которая будет использоваться в режущем лезвии.
Вопросы материалов
Кольца Рашида
Изображение предоставлено Wisconsin Stamping
Выбор используемых металлических штамповочных материалов зависит от желаемых свойств готового изделия. Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Обычно металлы сохраняют свою ковкость и пластичность после штамповки. Те, которые используются для точной штамповки, обычно варьируются от мягкой до средней твердости и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготовленных штамповкой, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в операциях штамповки, так как их низкое содержание углерода означает, что они являются одним из наименее дорогих доступных вариантов, что приводит к низким затратам на производство единицы продукции.
При выполнении операций штамповки металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные операции
Производственные операции после штамповки могут включать удаление заусенцев с штампованного изделия, нарезание резьбы, развертывание и раззенковку. Они позволяют добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Они позволяют добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков отрезанного материала, оставшихся на заготовке после завершения операции штамповки. Острые кромки могут потребовать шлифовки для удаления заусенцев или, возможно, потребуется отшлифовать их, чтобы получить сглаженную кромку и направить заусенцы во внутреннюю складку, где они не вызовут травм и не будут заметны косметически.
Концепции дизайна
Как правило, следует избегать слишком узких выступов в штампованных изделиях, поскольку они могут легче искажаться и влиять на восприятие качества готового изделия.
По возможности конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов. Необходимость создания специальной матрицы для штамповки увеличит первоначальные затраты на инструменты.
Избегание острых внутренних и внешних углов в конструкциях штампованных изделий может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых краев, для удаления которых требуется вторичная обработка. Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.
Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.
Габаритные размеры готового изделия будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного в складках на краях или фланцах, а также для любого дополнительного удаления или использования материала. Очень большие продукты могут быть созданы в несколько этапов и механически соединены друг с другом на втором этапе производственного процесса.
При пробивке учитывайте как направление пробивки, так и размер вырубленного элемента. Как правило, лучше всего делать штамповку в одном направлении, чтобы все острые края, создаваемые пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и убрать из общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность. Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.
Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.
Для изгибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы более трудны для достижения и могут привести к точкам концентрации напряжения в готовой детали, что впоследствии может вызвать проблемы с качеством продукта.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуски и повторяемость. Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Операции по гибке следует выполнять с осознанием риска деформации материала, так как материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, опять же во избежание накопления концентрации напряжений. Длина фланцев должна быть примерно в три раза больше толщины заготовки.
Длина фланцев должна быть примерно в три раза больше толщины заготовки.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость матрицы, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Металлические штампы для штамповки, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла. Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость прессов. Штампы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла на заказ — более длительный подготовительный процесс. Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.
Штампы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла на заказ — более длительный подготовительный процесс. Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.
Приложения
Штамповка
используется в различных областях, особенно в том, что касается трехмерных рисунков, надписей или других элементов гравировки на поверхности. Такие штампованные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, светотехнической промышленности, телекоммуникационных услуг, военной и оборонной, аэрокосмической промышленности, производителей медицинского оборудования и компаний, производящих электронику. Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых штампованных элементов, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как те, что используются в основаниях двигателей или фрикционных дисках. Этот процесс используется для производства как деталей для крупного оборудования, так и невероятно детализированных мелких деталей. Штамповка с микроточной точностью позволяет создавать детали диаметром до 0,002 дюйма.
Этот процесс используется для производства как деталей для крупного оборудования, так и невероятно детализированных мелких деталей. Штамповка с микроточной точностью позволяет создавать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и аэрокосмической отрасли. Электронные штамповки доступны для ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также более дорогие металлы, такие как платина и золото. К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Резюме
В этой статье представлены сведения об операциях штамповки металлов и машинных прессах. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://metalproductsblog.com/2014/03/12/mechanical-vs-hydraulic-punch-presses/
- https://www.thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
- https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https://www.keatsmfg.com/metal-stamping/
- https://www.espemfg.com/blog/blanking-vs-punching/
- https://www.
 manortool.com/blog/applications-tips-transferring-tooling/
manortool.com/blog/applications-tips-transferring-tooling/ - https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https://www.esict.com/tool-die-making/
- https://www.metalcraftspinning.com/blog/aluminum-vs-steel/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https://www.customrollform.com/blog/types-metal-stamping-dies/
- https://www.associatedfastening.com/alluminum-stamping/
- https://www.tlclam.net/capabilities/annealing/
Другие изделия из металла
- Как предотвратить образование складок во время глубокой вытяжки
- Травмы, характерные для металлообработки
- Основное сырье, используемое при изготовлении металла
- Процессы изготовления нержавеющей стали
- Готовые изделия из нержавеющей стали
- Производство сварных и бесшовных труб из нержавеющей стали
- Металлообработка на токарном станке
- Как глубоко вытянуть латунь
- История металлического прядения
- Алюминиевый профиль в строительстве
- Как работают станки для отделки металла
- Взрывной гидроформинг
- Технология гидроформовки металлов
- Применение ротационной штамповки в профилегибочном производстве
- Пластик против.
 Изготовление металла – преимущества и недостатки
Изготовление металла – преимущества и недостатки - Материалы, используемые при профилировании
- Гидроформинг в автомобильной промышленности
- Процесс экструзии алюминия и его применение
- Конструкционные алюминиевые профили
- Наплавка нержавеющей сталью
- Ведущие компании по производству штамповок глубокой вытяжки в США
- Об обработке металлов давлением – краткое руководство
- Обзор процессов изготовления металлов
- Что такое ковка?
- Инструменты и оборудование для ковки металла, а также запасные части
- Металлическая отделка – какие виды отделки существуют?
- Что такое глубокое рисование? Углубленный взгляд на формирование глубокой вытяжки
- Справочник по видам ковки — холодная и горячая ковка
- Что такое прецизионная штамповка? Взгляд на машину для штамповки металла
- Профилегибочная машина и процесс профилирования
- Ведущие компании по производству и обработке металлов в США
Еще от Изготовление и изготовление на заказ
ИНФОРМАЦИЯ О ШТАМПОВКЕ ЛИСТОВОГО МЕТАЛЛА – РУКОВОДСТВО ДЛЯ ПОКУПАТЕЛЕЙ
Штамповка листового металла – это недорогой высокоскоростной производственный процесс, в ходе которого производится большое количество идентичных металлических компонентов. бытовая техника, инструменты и многое другое. Например, штамповка листового металла предлагает большое количество деталей машин оптом для машиностроения.
бытовая техника, инструменты и многое другое. Например, штамповка листового металла предлагает большое количество деталей машин оптом для машиностроения.
В AM Industries Vietnam наши специалисты могут производить высокодетализированные штамповки и компоненты из листового металла на заказ, которые соответствуют всем спецификациям заказчика. Мы обслуживаем клиентов во всех отраслях промышленности и поставляем мелко- и среднесерийные металлические штамповки и прототипы из листового металла для деталей и компонентов всех размеров и форм.
Чтобы узнать больше о наших прецизионных металлических штамповках и возможностях изготовления стальных изделий на заказ, поговорите со специалистом или напишите нам по электронной почте [email protected], и мы с радостью ответим на ваши конкретные вопросы.
Содержание
- Что такое штамповка листового металла?
- Основные методы штамповки листового металла
- Индивидуальные штамповки листового металла Варианты материалов
- Индивидуальная штамповка листового металла
- Типы операций штамповки
- Преимущества и недостатки штамповки
- Прецизионная штамповка и изготовление
- Применение штамповки листового металла
- Свяжитесь с нами, чтобы узнать о прецизионной штамповке листового металла и многом другом
Что такое штамповка листового металла?
Штамповка листового металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для придания листовому металлу различных форм. Куски плоского листового металла, обычно называемые заготовками, подаются в штамповочный пресс для листового металла, который использует инструмент и поверхность матрицы для преобразования металла в новую форму. Материал помещается для штамповки между секциями штампа, где с помощью давления материал будет формироваться и срезаться в желаемую окончательную форму продукта или компонента.
Куски плоского листового металла, обычно называемые заготовками, подаются в штамповочный пресс для листового металла, который использует инструмент и поверхность матрицы для преобразования металла в новую форму. Материал помещается для штамповки между секциями штампа, где с помощью давления материал будет формироваться и срезаться в желаемую окончательную форму продукта или компонента.
Операции штамповки подходят как для коротких, так и для длинных производственных циклов, и могут проводиться вместе с другими операциями по обработке металлов давлением и могут состоять из одного или нескольких из серии более конкретных процессов или методов, которые мы упомянем ниже.
С помощью штамповочных прессов, рассчитанных на нагрузку до 440 тонн, а также прецизионных штампов и инструментов, которые мы производим сами, мы можем изготавливать детали толщиной всего 0,005 дюйма, сохраняя при этом допуски, которые часто превышают отраслевые стандарты.
Основные методы штамповки листового металла
Машины для штамповки металла могут делать больше, чем просто штамповка; они могут отливать, штамповать, резать и формировать металлические листы. Станки могут быть запрограммированы или иметь компьютерное числовое управление (ЧПУ), чтобы обеспечить высокую точность и повторяемость для каждой штампованной детали. Электроэрозионная обработка (EDM) и программы автоматизированного проектирования (CAD) обеспечивают точность
Заготовка
Заготовка — это процесс производства стали, в котором плоская геометрическая форма (или «заготовка») создается путем подачи рулона листового металла. в пресс и умереть. В этом процессе заготовка вырубается из большого металлического листа. Вот графическое представление процесса:
Прокалывание
Если в детали требуются прорези, отверстия или другие вырезы, можно использовать прокалывание. Пробивка, которая может выполняться одновременно с вырубкой, вырубает из металлического листа необходимые формы.
Пробивка отверстий
Пробивка отверстий с ЧПУ является важной опцией для производства заготовок из листового металла. Штамповка по своей сути является более быстрой операцией, которая подходит для металлических изделий, которые имеют много схожих характеристик или где имеется больший объем деталей за один проход.
Тиснение
Тиснение металлом используется для придания рисунка металлическим листам. Металл проталкивают инструментом для тиснения или стилусом, чтобы создать эффект выпуклости на противоположной стороне. Поместив металлический лист на резиновую или пенопластовую прокладку, вы получите гладкую поверхность, которая будет блестеть или может впитывать пигмент.
Гибка
Гибка относится к общему методу придания металлу необходимой формы, такой как L, U или V-образные профили. Процесс гибки металла приводит к пластической деформации, при которой напряжение превышает предел текучести, но ниже предела прочности на растяжение. Изгиб обычно происходит вокруг одной оси.
Изгиб обычно происходит вокруг одной оси.
Когда вы проектируете изгибы в своей штампованной металлической детали, важно предусмотреть достаточно материала — убедитесь, что ваша деталь и ее заготовка спроектированы таким образом, чтобы было достаточно материала для выполнения изгиба. Следует помнить некоторые важные факторы:
- Если изгиб сделан слишком близко к отверстию, оно может деформироваться.
- Вырезы, выступы и пазы должны иметь ширину, которая не менее чем в 1,5 раза превышает толщину материала. Если сделать их меньше, их может быть трудно создать из-за силы, действующей на удары, что приводит к их поломке.
- Радиус каждого угла в заготовке должен составлять не менее половины толщины материала.
- Чтобы свести к минимуму количество и серьезность заусенцев, по возможности избегайте острых углов и сложных вырезов. Если таких факторов нельзя избежать, обязательно отметьте направление заусенцев в своей конструкции, чтобы их можно было учесть при штамповке.
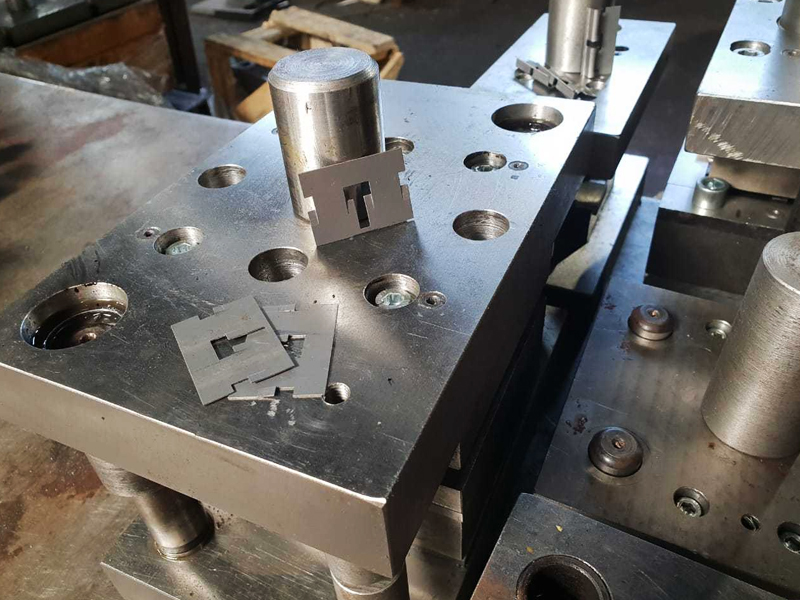 Это действие приводит к тому, что кончик пуансона проникает в металл, что приводит к точным повторяемым изгибам. Глубокое проникновение также снимает внутренние напряжения в металлической заготовке, что приводит к отсутствию эффекта пружинения.
Это действие приводит к тому, что кончик пуансона проникает в металл, что приводит к точным повторяемым изгибам. Глубокое проникновение также снимает внутренние напряжения в металлической заготовке, что приводит к отсутствию эффекта пружинения.Отбортовка
Отбортовка — это процесс установки раструба или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки.
Варианты материалов для штамповки из листового металла на заказ
Мы работаем с широким спектром нестандартных материалов для ваших проектов. Если вы не видите предпочтительный вариант материала в списке ниже, свяжитесь с нами, чтобы обсудить конкретные требования вашего проекта.
- Carbon Steel
- Cold Rolled Steel
- Hot Rolled Steel
- Galvanized Steel
- Stainless Steel
- Aluminum
- Beryllium Copper
- Brass
Custom Sheet Metal Stamping
Our Custom Услуга штамповки листового металла обеспечивает процессы формовки металла, в которых применяются специальные инструменты и методы для производства деталей, указанных заказчиком.
 Мы можем предложить широкий спектр промышленных и прикладных деталей и компонентов, в которых используются специальные процессы штамповки для удовлетворения потребностей крупносерийного производства и обеспечения того, чтобы все детали соответствовали точным спецификациям.
Мы можем предложить широкий спектр промышленных и прикладных деталей и компонентов, в которых используются специальные процессы штамповки для удовлетворения потребностей крупносерийного производства и обеспечения того, чтобы все детали соответствовали точным спецификациям.Индивидуальные проекты штамповки листового металла
Наши инженеры могут работать над широким спектром проектов по изготовлению деталей из листового металла для клиентов из различных отраслей. Чтобы лучше проиллюстрировать универсальность изготовленных на заказ металлических деталей, мы описали несколько недавних проектов, выполненных инженерами AM ниже.
Изготовленная на заказ деталь для монтажных кронштейнов в автомобильной промышленности
Клиент из США, работающий в автомобильной промышленности, обратился к AM с просьбой изготовить металлические штампы по индивидуальному заказу с особыми требованиями к комплектам для конкретных автомобилей.

Им нужны были изготовленные на заказ кронштейны из нержавеющей стали без острых краев на конечных продуктах, и они столкнулись с проблемой поиска поставщика, который мог бы предоставить высококачественную конструкцию по доступной цене в разумные сроки.
Чтобы удовлетворить уникальный запрос клиента на точную толщину и сложные требования к дизайну, мы использовали технологию вырубки и гибки материала, которая позволила нам создать гладкую поверхность и точную форму в соответствии с проектом, ограничивая затраты и сокращая время выполнения заказа.
Штампованный кабельный лоток под электропроводку
9000; наш клиент искал продукт более высокого качества по более низкой цене и с более короткими сроками поставки.
Дизайн не был очень сложным, но это приложение включает в себя ряд мелких деталей, поэтому оно имеет строгие ограничения по размеру. Производственный процесс был сложным и дорогим, так как для некоторых работ клиента требовалось полностью завершенное порошковое покрытие, а для других — нет.

Работая с лотком для образцов, наша команда в AM смогла реконструировать деталь и ее инструмент. Исходя из этого, мы разработали новый набор штампов для штамповки, который позволяет нам производить детали проще и дешевле.
См. Подробнее наши тематические исследования здесь: https://aminds.com/case-studies/
Типы штампов. при штамповке используется инструмент, называемый прогрессивным штампом, который содержит несколько станций штамповки для одновременного выполнения операций на полосе листового металла. Объединяя все необходимые инструменты в один набор штампов, прогрессивная штамповка является отличным решением для крупносерийного производства.
Штамповка с переносом штампа
Штамповка с переносом штампа аналогична прогрессивному штамповочному штампу, но деталь отделяется от металлической траверсы на ранней стадии процесса и перемещается от одной штамповочной станции к другой с помощью другой механической транспортной системы, например конвейерная лента.
 Этот процесс обычно используется для более крупных деталей, которые необходимо перенести на другие прессы.
Этот процесс обычно используется для более крупных деталей, которые необходимо перенести на другие прессы.Штамповка с четырьмя слайдами
Штамповка с четырьмя слайдами также называется штампованием с несколькими слайдами или четырехсторонним штампованием. Этот метод лучше всего подходит для создания сложных компонентов с многочисленными изгибами или изгибами. Он использует четыре скользящих инструмента вместо одного вертикального ползуна, чтобы формировать заготовку посредством множественных деформаций. Два ползуна или ползуна ударяют по заготовке горизонтально, чтобы придать ей форму, и штампы не используются. Штамповка с несколькими слайдами также может иметь более четырех движущихся слайдов.
Штамповка с четырьмя слайдами — очень универсальный вид штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Чистовая вырубка
Тонкая вырубка, также известная как чистовая вырубка кромок, ценна тем, что обеспечивает высокую точность и гладкие края.
 Обычно выполняемые на гидравлическом или механическом прессе или с помощью их комбинации, операции тонкой штамповки состоят из трех отдельных движений:
Обычно выполняемые на гидравлическом или механическом прессе или с помощью их комбинации, операции тонкой штамповки состоят из трех отдельных движений:- Зажим заготовки или рабочего материала на месте
- Выполнение операции вырубки
- Выталкивание готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются в обычных операциях штамповки, поэтому инструменты и оборудование должны проектироваться с учетом этих более высоких рабочих давлений.
Кромки, изготовленные методом тонкой штамповки, избегают изломов, поскольку производятся с помощью обычных инструментов, а плоскостность поверхности может превышать плоскостность других методов штамповки. Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Штамповка с глубокой вытяжкой
Глубокая вытяжка включает протягивание заготовки из листового металла в матрицу с помощью пуансона, придавая ей форму.
 Метод называется «глубокой вытяжкой», когда глубина вычерчиваемой детали превышает ее диаметр. Этот тип формовки идеально подходит для изготовления деталей, для которых требуется несколько серий диаметров, и является экономичной альтернативой процессам токарной обработки, которые обычно требуют использования большего количества сырья. Общие приложения и продукты, изготовленные методом глубокой вытяжки, включают:
Метод называется «глубокой вытяжкой», когда глубина вычерчиваемой детали превышает ее диаметр. Этот тип формовки идеально подходит для изготовления деталей, для которых требуется несколько серий диаметров, и является экономичной альтернативой процессам токарной обработки, которые обычно требуют использования большего количества сырья. Общие приложения и продукты, изготовленные методом глубокой вытяжки, включают:- Компоненты автомобилей
- Детали самолетов
- Электронные реле
- Посуда и кухонные принадлежности
Мелкосерийная штамповка
Мелкосерийная штамповка металла требует минимальных предварительных затрат на инструменты и может быть идеальным решением для прототипов или небольших проектов. После того, как заготовка создана, производители используют комбинацию нестандартных компонентов инструментов и вставок штампа, чтобы согнуть, пробить или просверлить деталь. Операции формования по индивидуальному заказу и меньший размер партии могут привести к более высокой цене за штуку, но отсутствие затрат на инструменты может сделать краткосрочные более рентабельными для многих проектов, особенно для тех, которые требуют быстрого выполнения работ.

Преимущества и недостатки штамповки
Штамповка листового металла имеет ряд преимуществ, включая более низкую стоимость матрицы, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Металлические штампы для штамповки менее затратны в изготовлении и обслуживании, чем штампы, используемые в других типичных операциях. Очистка и гальванопокрытие также дешевле, чем аналогичная обработка для других методов производства металла. Штамповочные машины, как правило, легко автоматизировать, и в них могут использоваться сложные системы компьютерного управления, обеспечивающие большую точность, более быструю производительность и более короткое время обработки. Высокий уровень автоматизации также снижает трудозатраты.
Одним из недостатков штамповки является более высокая стоимость прессов. Штампы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла на заказ — более длительный подготовительный процесс.
 Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.
Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.Прецизионные штамповки и изготовление
Мы производим только металлические штамповки высочайшего качества на заказ. Наша рабочая сила предана и привержена качеству благодаря участию в Quality Circle. Наша продукция отличается высоким качеством и сертифицирована по стандарту ISO 9.Сертификация 001:2015, стандарты Австралии, США, ЕС или Калифорнии.
Штамповка листового металла
Штампованные детали используются в различных областях, особенно в том, что касается трехмерных рисунков, надписей или других элементов гравировки поверхности. Такие штампованные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, светотехнической промышленности, телекоммуникационных услуг, военной и оборонной, аэрокосмической промышленности, производителей медицинского оборудования и компаний, производящих электронику.
 Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.Конкретные продукты и компоненты могут варьироваться от простых штампованных элементов, таких как металлические зажимы, пружины, грузы, шайбы и скобы, до более сложных конструкций, таких как те, которые используются в основаниях двигателей или фрикционных дисках. Этот процесс используется для производства как деталей для крупного оборудования, так и невероятно детализированных мелких деталей. Штамповка с микроточной точностью позволяет создавать детали диаметром до 0,002 дюйма. Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и аэрокосмической отрасли. Электронные штамповки доступны из нескольких металлов, включая медь, медные сплавы, алюминий и сталь, а также из более дорогих металлов, таких как платина и золото.
 К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.Концепции дизайна
Как правило, в штампованных изделиях следует избегать слишком узких выступов, поскольку они могут быть более легко искажены и повлиять на восприятие качества готового изделия.
По возможности конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов. Необходимость создания специальной матрицы для штамповки увеличит первоначальные затраты на инструменты.
Избегание острых внутренних и внешних углов в конструкциях штампованных изделий может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых краев, для удаления которых требуется вторичная обработка.
 Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.
Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.Габаритные размеры готового изделия будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного в складках на краях или фланцах, и любого дополнительного удаления материала. или использовать. Очень большие продукты могут быть созданы в несколько этапов и механически соединены друг с другом на втором этапе производственного процесса.
При пробивке учитывайте как направление пробивки, так и размер вырубленного элемента. Как правило, лучше всего делать штамповку в одном направлении, чтобы все острые края, создаваемые пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и убрать из общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность.
 Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.
Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.Для изгибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы более трудны для достижения и могут привести к точкам концентрации напряжения в готовой детали, что впоследствии может вызвать проблемы с качеством продукта.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуски и повторяемость. Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Операции по гибке следует выполнять с осознанием риска деформации материала, так как материал на внутренней и внешней поверхностях места изгиба соответственно сжимается и растягивается. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, опять же во избежание накопления концентрации напряжений.

