Штамповочный пресс: Штамповочный пресс
Содержание
Dnepropress PB2640 Штамповочный пресс Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
Продается гидравлический пресс для бесшовной штамповки. Усилие 1000 тонн.
Вес пресса 315 тонн.
Расположение — Россия (Москва).
Мы можем продать этот пресс с гарантией.
Возможна доставка FOB или CIF.
Мы можем произвести установку и запуск этого пресса на вашем предприятии
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Тип | Гидравлический |
| Мощность в тоннах | 1000 T |
| ——————- | |
| Вес | 315 kg |
| Часы наработки | |
| Часы включения | 100 часы |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
| Тип клиента | Крупная компания |
| Активный с | 2018 |
| Предложения онлайн | 1 |
| Последняя активность | 19 июля 2022 г. |
Описание
Продается гидравлический пресс для бесшовной штамповки. Усилие 1000 тонн.
Вес пресса 315 тонн.
Расположение — Россия (Москва).
Мы можем продать этот пресс с гарантией.
Возможна доставка FOB или CIF.
Мы можем произвести установку и запуск этого пресса на вашем предприятии
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Тип | Гидравлический |
| Мощность в тоннах | 1000 T |
| ——————- | |
| Вес | 315 kg |
| Часы наработки | |
| Часы включения | 100 часы |
| Состояние | в хорошем состоянии |
| Маркировка CE | ——— |
| Статус |
Об этом продавце
| Тип клиента | Крупная компания |
| Активный с | 2018 |
| Предложения онлайн | 1 |
| Последняя активность | 19 июля 2022 г.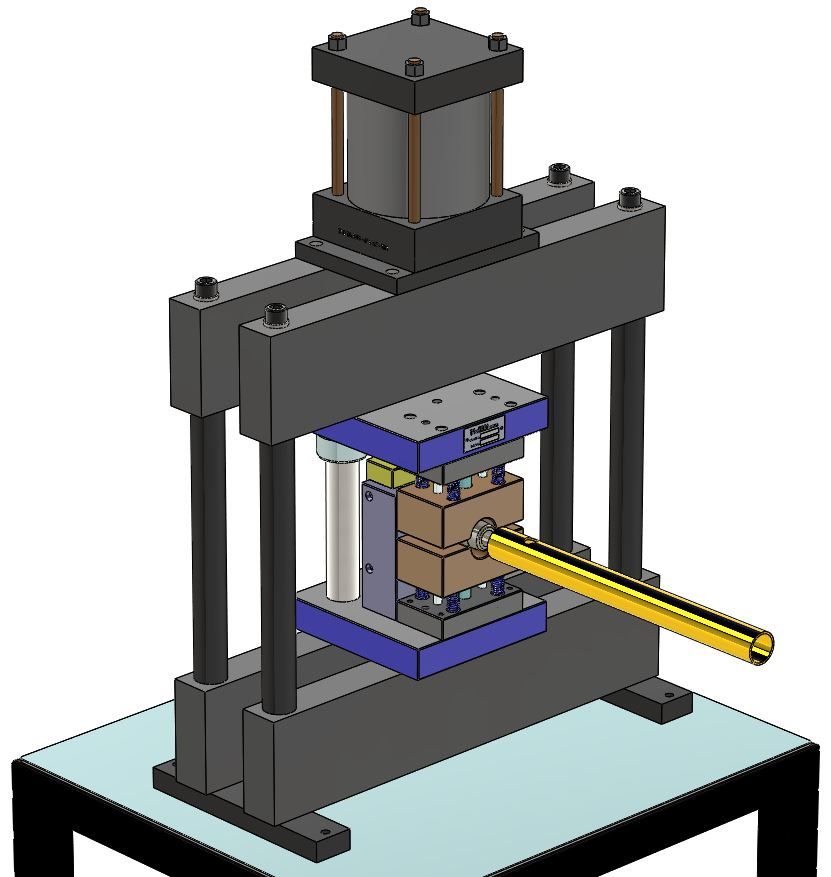 |
Пресс для штамповки листового металла – виды штамповочного оборудования
Для получения различных изделий из плоской металлической заготовки применяются прессы для штамповки листового металла. Оборудование оказывает механическое воздействие на лист, вызывая пластическую деформацию материала. В результате изменяются размеры и форма детали по заданным параметрам. Методом штамповки можно получить изделия любой геометрической формы, которые отличаются точностью размеров и высокими прочностными характеристиками.
Содержание
- Разновидности штамповочных технологий
- Разновидности технологических операций
- Типы штамповочного оборудования
- Механизмы для обработки металла
- Особенности открытых и закрытых штампов
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
Холодная штамповка является одним из разновидностей штампования
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.
Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.
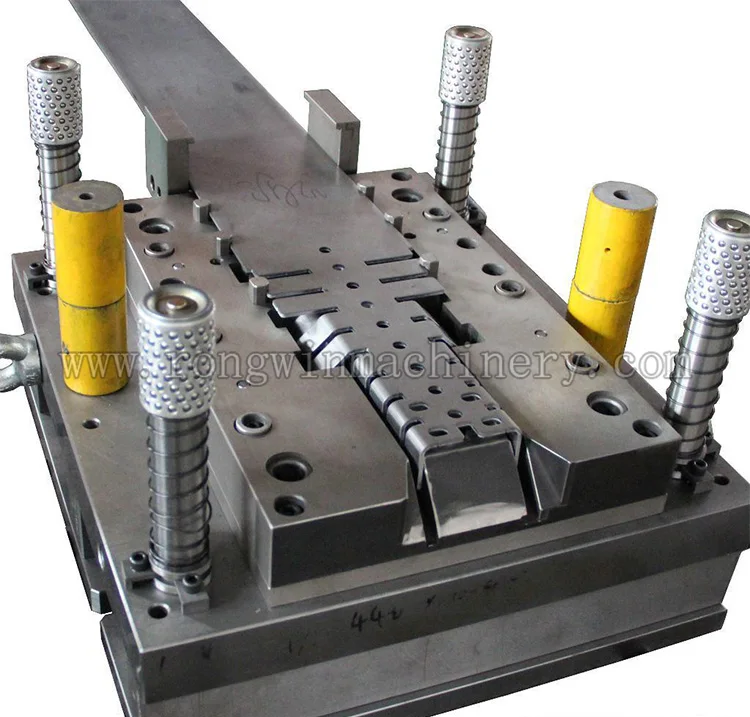
Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.
Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.
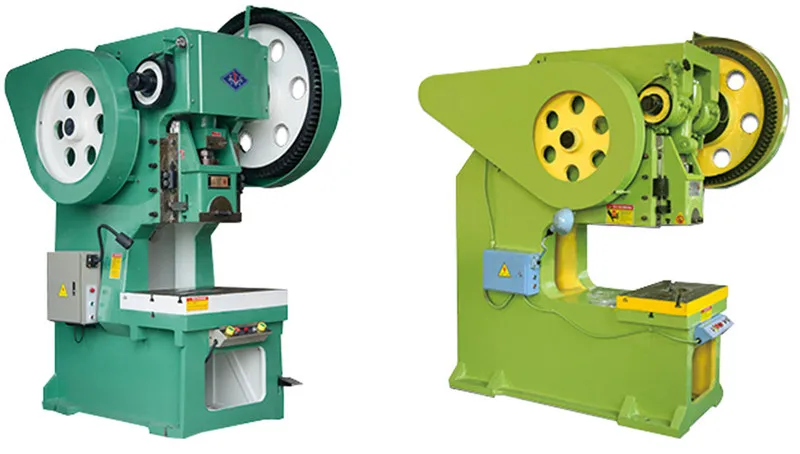
Гидравлическая штамповочная машина
Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Механизмы для обработки металла
Гидравлический пресс способен развивать значительное усилие до 2 тыс. тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.
тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.
Чертёж гидравлического пресса
Радиально-ковочный станок предназначен для выполнения формоизменяющих операций в целях получения цилиндрических изделий. В конструкцию механизма входит индукционная печь для предварительного нагрева детали. В процессе обработки обеспечивается вращение заготовки от электродвигателя при прохождении через зону ковки.
Чертёж радиально-ковочного станка
Электромагнитные прессы – новое высокопроизводительное экономичное оборудование для штамповки. Принцип действия основан на движении электромагнитного сердечника, который направляет исполнительный механизм станка к металлической детали.
Чертёж электромагнитного пресса
Особенности открытых и закрытых штампов
Штамповка закрытым способом
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.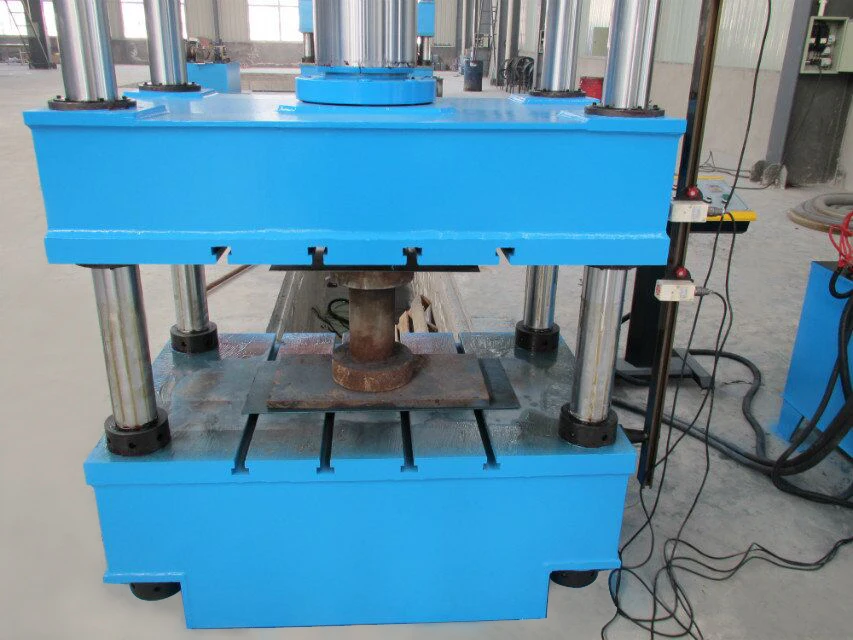
Видео по теме: Листовая штамповка
Что такое штамповочные прессы? Их виды и принцип работы
Содержание
- Штамповочные прессы
- Принцип работы штамповочного пресса
- Виды штамповочных прессов
- Преимущества штамповочных прессов
Штамповочные прессы — это металлообрабатывающие станки, которые разработаны и изготовлены специально для работы с различными типами штампов, например штампами для штамповки и деформации металла.
Таким образом, штамповочные прессы, используемые для резки или формовки твердых и / или расплавленных металлических материалов, потенциально могут удовлетворить потребности любого процесса штамповки или штамповки металла.
Подобные процессы включают, помимо прочего: вырубку, прошивку, высечку, выдавливание и глубокая вытяжка. Эти процессы используются для изготовления деталей и продуктов для различных отраслей, таких как электроника, промышленное производство, строительство, аэрокосмическая промышленность и автомобилестроение.
Примеры приложений, для которых используются их услуги, включают: изготовление различных корпусов для электронных / электрических устройств, изготовление компонентов машин и деталей из листового металла, изготовление различных бытовых устройств безопасности и приспособлений.
Изготовление различных конструктивных компонентов: внутренние детали и оборудование самолетов и производство автомобильных деталей, таких как клеммные колодки, соединители и опоры двигателя.
Принцип работы штамповочного пресса
Базовая конструкция штамповочного пресса состоит из рамы пресса, ползуна и опорной плиты. Плунжер или ползун — это возвратно-поступательная или движущаяся часть пресса, на которой установлена верхняя матрица.
Опорная плита, также известная как станина пресса, представляет собой большой неподвижный блок, на котором зажимается нижняя часть матрицы или нижняя матрица.
Большие штамповочные прессы, которые часто используются в автомобильной промышленности, также имеют подушку штампа, прикрепленную к опорной пластине, которая прикладывает усилия для держателя заготовки или противодействующие силы вытяжки.
Подушечки штампа важны, когда пресс одностороннего действия выполняет глубокую вытяжку, процесс формования листового металла, при котором листовой металл вытягивается или втягивается в формовочную матрицу за глубину своего диаметра за счет механического воздействия пуансона и, таким образом, трансформируется.
Таран, представляющий собой цельный кусок металла, Прижимается к верхней части штампа, где он действует как молоток дуэта молотка и наковальни. Другими словами, плунжер обеспечивает ход, необходимый для того, чтобы заставить матрицу формировать части из подаваемого через нее исходного материала после того, как он был развернут из рулона и пропущен через правильное устройство.
Обратите внимание, что это сырье, скорее всего, подается через другой компонент штамповочного пресса, автоматический податчик. Как правило, автоматические питатели связаны с прессами электронно через программируемый логический контроллер.
Чтобы следить за этим процессом, штамповочные прессы могут быть дополнительно оснащены монитором тоннажа, который представляет собой измеритель, который отслеживает количество силы за каждым ходом.
Плунжер обеспечивает ход, необходимый для того, чтобы матрица формировала части из подаваемого через нее исходного материала после того, как она была развернута из рулона и пропущена через правильное устройство. Обратите внимание, что это сырье, скорее всего, подается через другой компонент штамповочного пресса, автоматический податчик.
Обычно автоматические питатели связаны с прессами электронно через программируемый логический контроллер. Чтобы следить за этим процессом, штамповочные прессы могут быть дополнительно оснащены монитором тоннажа, который представляет собой измеритель, который отслеживает количество силы за каждым ходом.
Виды штамповочных прессов
Штамповочные прессы подразделяются на несколько различных категорий. К ним относятся вышеупомянутые прессы одностороннего действия, а также прессы двойного действия и, реже, прессы тройного действия.
Прессы одностороннего действия характеризуются одним плунжером, в то время как прессы двойного действия имеют раздельный плунжер. Подразделенный плунжер пресса двойного действия может выполнять несколько операций.
Например, первая секция плунжера может во избежание образования складок управлять удержанием заготовки, а вторая может контролировать операцию формования.
Другой способ их классификации — по источнику питания. Их можно разделить на две группы: прессы с механическим приводом и прессы с гидравлическим приводом.
У прессов с механическим приводом есть несколько различных вариантов того, какой тип механического привода они используют для перемещения плунжера пресса, но в основном это: они делают это с помощью эксцентриковых приводов.
С другой стороны, прессы с гидравлическим приводом выполняют это действие исключительно с помощью гидроцилиндров.
Преимущества штамповочных прессов
Преимущество механических штамповочных прессов заключается в их способности достигать более высоких циклов за более короткое время, чем гидравлические прессы.
Однако гидравлические прессы до сих пор остаются наиболее предпочтительными штамповочными прессами в мире металлообработки. Это происходит по ряду причин, включая, прежде всего, тот факт, что они допускают постоянное приложение усилия пресса во время хода.
Также гидравлические штамповочные прессы выполняют штамповки с контролируемым усилием. Обычно доставляемый тоннаж составляет от 20 до 10 000 тонн; длина хода обычно составляет от 10 мм до 800 мм.
Гидравлические штамповочные прессы могут быть оснащены множеством дополнительных функций, таких как регулируемый тоннаж, защита от перегрузки, регулируемый ход и регулируемая скорость.
Хотя они хорошо работают с различными процессами, эти штамповочные прессы работают исключительно хорошо с такими процессами, как: низкоскоростная / высокоскоростная вырубка тоннажа, глубокая вытяжка, составная штамповка (например, вырубка в сочетании с чеканкой или формовкой).
Работа штамповочного пресса
Штамповочный пресс | Штамповочные прессы для металла
Штамповочный пресс | Прессы для штамповки металлов | Стэмтек Инк.
ЦИТАТА
Пожалуйста, заполните форму ниже, и мы будем рады помочь вам с вашими требованиями к штамповочному прессу. Чтобы получить немедленную помощь, позвоните по номеру 931-393-5050.
Company
Phone Number
Address
Zip Code
Country
Select OneAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo , Демократическая Республика Острова КукаКоста-РикаКот-д’ИвуарХорватияКубаКюрасаоКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузская Южная Территория sGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестинская территория, оккупированнаяПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
Информация для прессы
Производительность (мощность пресса)
Длина хода
Скорость (непрерывная)
Скорость (прерывистая)
Высота штампа
Регулировка салазок
Область валика (слева направо x спереди назад)
5 9 справа x спереди назад)
Оконный проем
Опции и периферийное оборудование
Пожалуйста, проверьте опции и периферийное оборудование, которые вам нужны.
Да, я хочу подписаться на рассылку новостей Stamtec по электронной почте.
Работает на ChronoForms — ChronoEngine. com
com
СЛУЖБА
Работает на ChronoForms — ChronoEngine.com
КОНТАКТЫ
Работает на ChronoForms — ChronoEngine.com
Компания Stamtec уже тридцать лет поставляет надежные штамповочные прессы по конкурентоспособным ценам на рынок Северной Америки и более шести десятилетий по всему миру.
Наше предприятие площадью 65 000 квадратных футов в Теннесси является домом для крупнейшего в Северной Америке ассортимента новых прессов для штамповки металла и запасных частей, а также преданного своему делу опытного персонала, занимающегося проектированием, продажами, сервисным и вспомогательным персоналом.
Вот почему наше оборудование для штамповки признано в отрасли штамповки металлов за качество, надежность и производительность.
Выберите вариант слева, чтобы узнать больше о наших конкретных линиях штамповочных прессов, или просмотрите наш подробный сравнительный лист механических, сервоприводных и гидравлических прессов.
И не забудьте связаться с нами, когда будете готовы приобрести надежный и эффективный штамповочный пресс, необходимый для вашего применения.
Анатомия механического пресса
Функции штамповочного пресса
Примечание редактора: STAMPING Journal® исследует возможности гидравлических прессов, различия между механическими прессами и гидравлическими прессами, а также прессами с сервоприводом и пневматическими прессами в статье «Как выбрать пресс», которая будет опубликована в марте. проблема.
Для понимания основ технологии штамповки необходимо, как минимум, ответить на несколько основных вопросов:
- Что такое штамповка и для чего нужен штамповочный пресс?
- Какие материалы чаще всего штампуют?
- Что такое штамп или пресс-инструмент и как он используется?
- Каковы основные типы штамповочных прессов?
- Что такое механические приводы прессов и как они работают?
Прежде чем вы сможете изучить структуру пресса, вы должны сделать шаг назад и посмотреть на функцию штамповочного пресса.
Штампованные детали изготавливаются путем формовки, волочения, обрезки, вырубки или прокалывания металла в виде листа или рулона между двумя половинами (верхней и нижней) пресс-формы, называемой матрицей (см. «Штамповка 101: Основы штамповки», «стр. 22). Верхний элемент крепится к салазкам, а нижний элемент зажимается или привинчивается к станине или валику. Матрица предназначена для повторного создания формы и размера компонента и в количествах, которые будут соответствовать производственным требованиям. Две половины штампа соединяются в прессе. Для достижения требований к повторяемости и допускам для окончательной штампованной и собранной детали требуются как сила (нагрузка), так и точность.
Штамповки изготавливаются из различных материалов. Например, банки для напитков изготавливаются из алюминия; многие автомобильные детали штампуются из высокопрочных сталей; дверные ручки и механизмы замков штампуются из латуни. Конструктивные детали, такие как гвоздевые пластины и кронштейны балок, штампуются из оцинкованной стали.
Подбор штампа для пресса
Для подбора штампа под пресс необходимо выполнить два расчета. Первый – это тоннаж (сила), а второй – потребляемая энергия. Каждый пресс в мире оценивается по тоннажу (усилию в тоннах), которое он может приложить от нижней мертвой точки (НМТ) цикла прессования до НМТ того же цикла прессования.
Грузоподъемность пресса не следует путать с энергией, вырабатываемой маховиком пресса. Каждый пресс имеет табличный график энергии, подаваемой производителем пресса, и каждый из них отличается. Это связано с тем, что энергия, генерируемая маховиком, зависит от размера маховика и передаточного отношения. Это также существенно влияет на стоимость пресса.
При выборе размера штампа необходимо проявлять должную осмотрительность. Многие инженеры, имеющие большой опыт в проектировании штампов, производстве или снабжении прессов, но не имеющие опыта во всех областях, попадают в ловушку, рассматривая только один из двух расчетов. Затем этот вопрос задают слишком поздно: «Почему мы не можем запустить эту часть?»
Приводы и рамы прессов
Прессы делятся на четыре основные категории: механические (см. изображение вверху страницы ), гидравлические, сервоприводы и пневматические. Каждая категория получила свое название от источника привода, который создает давление (силу) на штамп для формирования готовой штамповки. Каждая категория может быть дополнительно разделена на одну из двух различных конструкций рамы: с прямой или С-образной рамой. Каждый тип пресса может иметь одно- или двухползунковое (плунжерное) соединение. Малотоннажный пресс может иметь соединение с одинарным или двойным ползунком в зависимости от того, оправдывает ли требуемая точность дополнительные затраты на соединение с двойным ползунком.
изображение вверху страницы ), гидравлические, сервоприводы и пневматические. Каждая категория получила свое название от источника привода, который создает давление (силу) на штамп для формирования готовой штамповки. Каждая категория может быть дополнительно разделена на одну из двух различных конструкций рамы: с прямой или С-образной рамой. Каждый тип пресса может иметь одно- или двухползунковое (плунжерное) соединение. Малотоннажный пресс может иметь соединение с одинарным или двойным ползунком в зависимости от того, оправдывает ли требуемая точность дополнительные затраты на соединение с двойным ползунком.
Прямосторонние прессы имеют две стороны и от четырех до восьми направляющих для салазок. Это уменьшает прогиб и позволяет им лучше справляться с нецентральными нагрузками.
Рис. 1. В безредукторном приводе маховик, сцепление и тормоз расположены на эксцентрике или коленчатом валу. Как правило, полная энергия жима доступна между половиной максимальной скорости жима и максимальной скоростью жима.
Прессы с С-образной рамой имеют форму буквы C или G, и большинство из них управляются вручную. Из-за своей открытой формы пресс с С-образной рамой подвержен большему прогибу при нецентральных нагрузках, чем пресс с прямой стороной. Слайд направляется двумя V-образными или коробчатыми направляющими.
Другие типы прессов, такие как трансферные, гидроформовочные, горячештамповочные и фрикционные шнековые, предназначены для специального применения.
Приводные трансмиссии механических прессов
Механические прессы также можно классифицировать по типу приводной трансмиссии, воздействующей на штамп: маховик, однозубчатый, двухзубчатый, двойного действия, рычажный (также называемый альтернативным движением ползуна [ASM ]), так и с эксцентриковым зацеплением.
Все они приводятся в действие электродвигателем, который приводит в движение большой маховик. Маховик накапливает кинетическую энергию, которая высвобождается за счет различных типов привода. Для каждого 360-градусного цикла прессования или хода энергия маховика расходуется по мере того, как деталь изготавливается в штампе.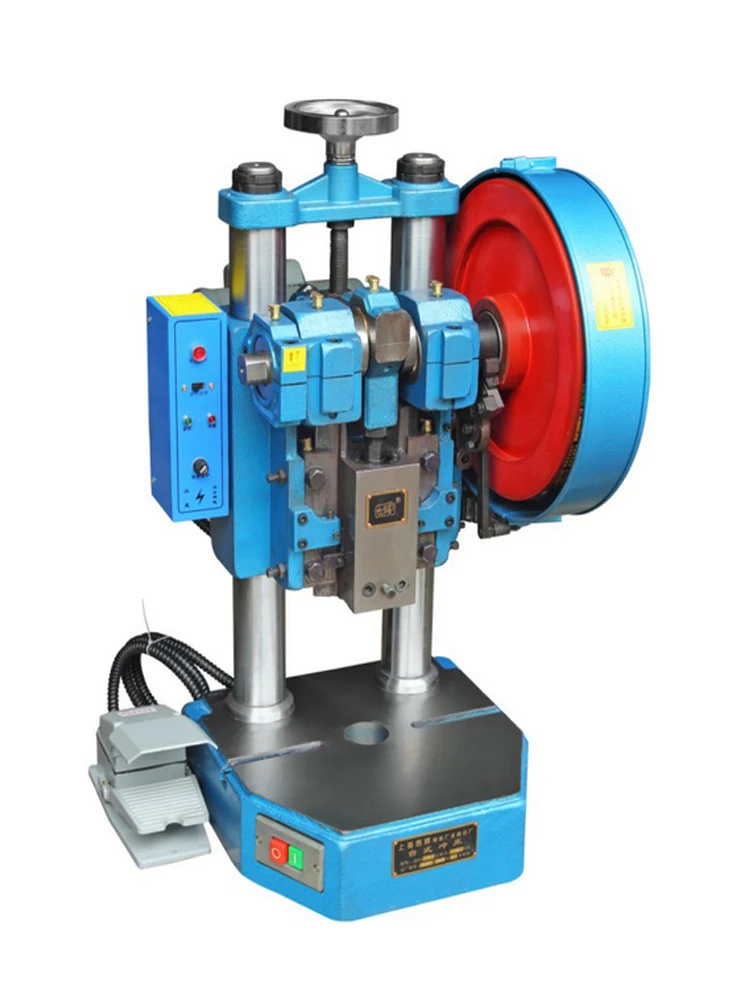 Это заставляет маховик замедляться, обычно на 10-15 процентов. Затем электродвигатель восстанавливает эту потерянную энергию обратно в маховик при движении пресса вверх. После этого пресс готов к следующему циклу.
Это заставляет маховик замедляться, обычно на 10-15 процентов. Затем электродвигатель восстанавливает эту потерянную энергию обратно в маховик при движении пресса вверх. После этого пресс готов к следующему циклу.
Если процент замедления маховика (замедление), определяемый в числах ударов в минуту (SPM), превышает 15 процентов, электродвигатель не успеет восстановить эту потерянную энергию, и пресс слишком сильно замедлится . После нескольких ходов пресс заклинит на BDC. Это происходит, когда тоннаж штампа или энергия были рассчитаны неправильно.
Чтобы остановить и запустить пресс, вы используете электронное управление для сцепления и тормоза, которые, в свою очередь, отключают маховик от привода пресса. Большинство сцеплений и тормозов имеют пружинный привод и пневматические или гидравлические расцепители. Время остановки сцепления и тормоза имеет решающее значение для определения как скорости, с которой может работать пресс, так и безопасности оператора и штампа.
Механический пресс с маховиком. Прессы с маховиком (см. Рисунок 1 ) используются для пробивки, вырубки, гибки и очень мелкого волочения с помощью прогрессивных штампов. Обычный тоннаж пресса составляет от 30 до 600 тонн. Они работают на высоких скоростях — от 125 до 250 SPM на низком уровне и до скоростей, превышающих 1000 SPM на высоком уровне. Длина хода пресса всегда поддерживается как можно более короткой, так как это влияет на скорость пресса. Средний ход составляет 2 дюйма. Если требуется больше энергии на более низких скоростях, к приводу можно добавить вспомогательный маховик. Однако энергия никогда не достигнет мощности редукторного пресса.
Прессы с маховиком (см. Рисунок 1 ) используются для пробивки, вырубки, гибки и очень мелкого волочения с помощью прогрессивных штампов. Обычный тоннаж пресса составляет от 30 до 600 тонн. Они работают на высоких скоростях — от 125 до 250 SPM на низком уровне и до скоростей, превышающих 1000 SPM на высоком уровне. Длина хода пресса всегда поддерживается как можно более короткой, так как это влияет на скорость пресса. Средний ход составляет 2 дюйма. Если требуется больше энергии на более низких скоростях, к приводу можно добавить вспомогательный маховик. Однако энергия никогда не достигнет мощности редукторного пресса.
Пресс с приводом от маховика обычно рассчитан на полное усилие при 0,062 дюйма от НМТ цикла прессования до НМТ того же цикла прессования. Маховик, сцепление и тормоз расположены на эксцентрике или коленчатом валу. Как правило, полная энергия жима доступна между половиной максимальной скорости жима и максимальной скоростью жима. Тем не менее, лучше всего обратиться за подтверждением к производителю пресса.
Если толщина материала превышает номинальную мощность пресса, необходимо тщательно проверить расчет штампа. Вы должны осознать, что делать с высокими защелками (обратными нагрузками) и вибрацией пресса при использовании сверхвысоких скоростей.
Прессы с маховиком сконструированы с динамической балансировкой веса верхней матрицы и ползуна пресса с помощью противодействующей силы. Без этой противодействующей силы пресса ходила бы по залу на высоких скоростях.
Рисунок 2. Это самый популярный пресс-привод, используемый штамповщиками в автомобильной промышленности. Он может работать на постоянной скорости до 28 страниц в минуту, хотя типичный диапазон скоростей пресса составляет от 40 до 80 страниц в минуту.
Механический пресс с одной передачей. Это самый популярный пресс-привод, используемый штамповщиками в автомобильной промышленности (см. , рис. 2 ). Грузоподъемность колеблется от 200 до 1600, с двухточечным соединением с затвором. Передаточное число позволяет маховику работать быстро, сохраняя энергию, в то время как скорость пресса намного ниже, чем у маховика. Прессы с одним редуктором обычно рассчитаны на полную грузоподъемность от 0,250 до 0,500 дюйма от нижней мертвой точки до нижней мертвой точки. Правильный выбор номинала для вашего приложения зависит от потребности кристалла в энергии. Этот рейтинг повлияет на цену печатной машины и размер диска.
Передаточное число позволяет маховику работать быстро, сохраняя энергию, в то время как скорость пресса намного ниже, чем у маховика. Прессы с одним редуктором обычно рассчитаны на полную грузоподъемность от 0,250 до 0,500 дюйма от нижней мертвой точки до нижней мертвой точки. Правильный выбор номинала для вашего приложения зависит от потребности кристалла в энергии. Этот рейтинг повлияет на цену печатной машины и размер диска.
Пресс однозубчатый применяется для последовательной штамповки штампами с мелкой вытяжкой или формами с прошивкой и вырубкой. Этот тип трансмиссии привода пресса может работать на постоянной скорости до 28 ходов в минуту. Типичный диапазон скорости печати составляет от 40 до 80 страниц в минуту с 12-дюймовым прессом. Инсульт. Помните эмпирическое правило относительно энергии: полная энергия жима доступна между половиной максимальной скорости жима и максимальной скоростью жима.
Всегда ищите пресс с двухсторонним приводом, который имеет противоположные косозубые шестерни с эксцентриковым валом.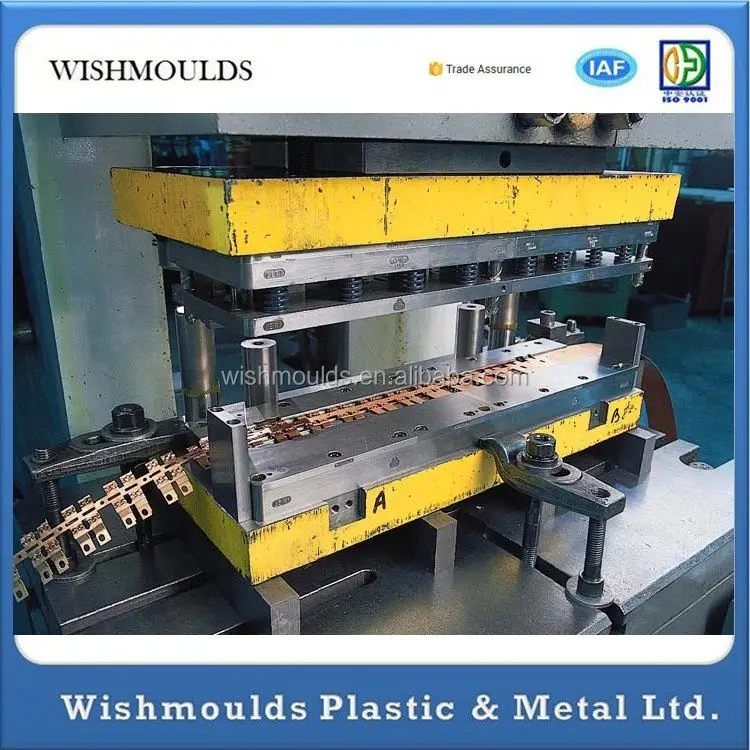 Это повысит точность, уменьшит отклонение и увеличит срок службы.
Это повысит точность, уменьшит отклонение и увеличит срок службы.
Однозубчатый привод может быть оснащен альтернативным скользящим движением (ASM) или рычажным приводом.
Двухступенчатый механический пресс. Этот пресс используется, когда требуется непрерывная скорость производства ниже 28 ходов в минуту (см. Рисунок 3 ). Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей. Передаточное отношение приводной передачи позволяет маховику поддерживать свою скорость, в то время как пресс работает медленнее, чем маховик и однозубчатый пресс. В зависимости от размера маховика этот тип привода может генерировать очень большую энергию. Усилие пресса от 200 до 1600, с двухточечным соединением с ползуном.
Двухступенчатый привод пресса удобен для штамповки. Передачи обычно выполняются со скоростью от 15 до 30 SPM. Прессы с этим приводом обычно рассчитаны на 0,500 дюйма от НМТ до НМТ. Некоторые прессы имеют специальный привод, рассчитанный на 1 дюйм от НМТ до НМТ; он используется для волочения, формовки, вырубки и прошивки с помощью трансферных и прогрессивных штампов.
Привод может быть оснащен альтернативным ползунковым или рычажным приводом.
Link Drive или альтернативное движение слайдов. Эта опция позволяет снизить скорость скольжения во время рабочей части цикла прессования. Это также может позволить увеличить производство до 25 процентов (см. 9).0112 Рисунок 4 ).
Механический пресс с эксцентриковым редуктором. Этот тип пресса и привода используется там, где требуется очень длинный ход — обычно более 24 дюймов (см. Рисунок 5 ). Все характеристики двухредукторного пресса применимы к этой конструкции привода; однако точность не так хороша, как у пресса с эксцентриковым валом, из-за зазора с расположением зубчатой передачи и дополнительного зазора, необходимого для регулировки направляющей стрелы скольжения.
Затвор двойного действия. Этот пресс имеет два ползуна — один ползун внутри другого (см. Рисунок 6 ). Каждая направляющая имеет два соединения с эксцентриковым валом. Ход каждого из них отличается и рассчитан по времени, поэтому внешний слайд является пустым держателем, а внутренний слайд завершает операцию рисования.
Ход каждого из них отличается и рассчитан по времени, поэтому внешний слайд является пустым держателем, а внутренний слайд завершает операцию рисования.
Рис. 3. Этот привод используется, когда требуется непрерывная производственная скорость ниже 28 ходов в минуту. Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей.
Пресс двойного действия с ползунами используется для глубокой вытяжки, например, для производства банок для напитков. Кроме того, это первый пресс в линии автомобильных прессов для вытягивания панелей внешней обшивки автомобилей.
Гидравлический пресс
Гидравлические прессы значительно усовершенствовались за эти годы благодаря новым технологиям и улучшениям в электронике и клапанах. Они особенно подходят для работы с глубокой вытяжкой, потому что они могут передавать полную мощность по всей длине хода.
Кроме того, вы можете запрограммировать скорость перемещения ползуна при закрытии штампа.
Вы можете запрограммировать обратный ход для быстрого возврата, и вы можете отрегулировать ход на любое необходимое вам расстояние, таким образом, достигнув максимального числа оборотов в минуту, доступного для данной конструкции насоса.
Гидравлический пресс приводится в действие гидравлическим насосом к гидравлическому цилиндру или цилиндрам, которые опускают ползун. Давление может быть задано заранее, и после его достижения клапан может активировать реверсирование давления, чтобы исключить перегрузку. При такой конструкции пресса и его применении матрица имеет тенденцию направлять пресс, поэтому направляющие системы не должны быть такими точными, как в механическом прессе с прогрессивной матрицей. Скорость производства гидравлических прессов обычно ниже, чем у механических прессов.
Штамповочные прессы для металла 101 — Keats Manufacturing
Что такое штамповка и для чего нужен штамповочный пресс?
Штамповка металла — это метод изготовления металла холодной штамповкой, в котором используются предварительно сформированные штампы и давление для формования заготовок из листового металла в изделия и компоненты. Используя автоматические или ручные устройства подачи, производители вставляют металлические листы в штамповочный пресс между инструментом и поверхностью штампа. Пресс опускается на листовой металл, используя сжимающую силу, чтобы вдавить материал в матрицу, чтобы создать желаемую форму.
Используя автоматические или ручные устройства подачи, производители вставляют металлические листы в штамповочный пресс между инструментом и поверхностью штампа. Пресс опускается на листовой металл, используя сжимающую силу, чтобы вдавить материал в матрицу, чтобы создать желаемую форму.
Штамповка металла, также известная как штамповка металла, представляет собой очень универсальный процесс, позволяющий быстро и эффективно производить точные однородные изделия. Этот процесс используется как в крупносерийном, так и в мелкосерийном производстве и часто сочетается с другими процессами металлообработки, такими как механическая обработка, сборка и отделка. Существует множество специализированных методов штамповки, которые можно использовать для получения конкретных результатов, в том числе:
- Штамповка. Включает использование штампа и пресса для создания отверстий в заготовке.
- Заглушка. Вырубает заготовку из листового металла.

- Тиснение. Создает выпуклые или вдавленные слова, цифры и рисунки на листовом металле.
- Чеканка. Аналогично тиснению, но на заготовку наносят штамп с обеих сторон для создания выпуклых или вдавленных слов, узоров и фигур.
- Гибка. С помощью листогибочного пресса к металлической заготовке прикладывается усилие, которое изгибается под углом к исходной оси, создавая форму V или U.
- Отбортовка. Края заготовки вокруг пробитых отверстий загибают под углом 90° от листа, создавая бортик вокруг каждого отверстия.
Прецизионная штамповка металла, также известная как прогрессивная штамповка металла, представляет собой особый процесс штамповки, в котором используется ряд последовательных штампов для быстрого и доступного изготовления детализированных и сложных металлических компонентов. При прецизионной штамповке заготовка подается через пресс по одной станции за раз. На каждом этапе листовой металл последовательно формуется путем незначительных изменений в каждой матрице, что в конечном итоге приводит к созданию детализированных компонентов с высокой степенью точности и повторяемости. Надежность, скорость и экономичность прецизионной штамповки металлов делают ее идеальной для крупносерийного производства детализированных металлических компонентов, где время и затраты на обработку будут непомерно высокими.
На каждом этапе листовой металл последовательно формуется путем незначительных изменений в каждой матрице, что в конечном итоге приводит к созданию детализированных компонентов с высокой степенью точности и повторяемости. Надежность, скорость и экономичность прецизионной штамповки металлов делают ее идеальной для крупносерийного производства детализированных металлических компонентов, где время и затраты на обработку будут непомерно высокими.
Какие материалы чаще всего штампуют?
Штамповка может использоваться для обработки самых разных металлов, как черных, так и цветных. Тип металла, который вы выбираете для своих металлических штампованных компонентов, во многом зависит от области применения, для которой он предназначен, а также от размера, формы и дизайна вашего продукта.
Черные металлы
Черные металлы, содержащие железо, обычно обладают магнитными свойствами и имеют тенденцию быть прочными и долговечными. Сталь — это хорошо известный черный металл, который используется в самых разных областях. Черные металлы ценятся за их высокую прочность, но содержание железа в них делает их более восприимчивыми к ржавчине и коррозии, чем цветные материалы. Углеродистая сталь является наиболее часто используемым черным металлом для штамповки металлов из-за ее чрезвычайно высокой прочности на растяжение.
Черные металлы ценятся за их высокую прочность, но содержание железа в них делает их более восприимчивыми к ржавчине и коррозии, чем цветные материалы. Углеродистая сталь является наиболее часто используемым черным металлом для штамповки металлов из-за ее чрезвычайно высокой прочности на растяжение.
Цветные металлы
Цветные металлы и сплавы не включают железо и поэтому не являются магнитными. Цветные металлы очень популярны для изготовления различных штампованных изделий благодаря высокой пластичности и широкому спектру полезных свойств. Наиболее часто используемые цветные металлы для штамповки включают алюминий, олово, медь, латунь, бронзу, золото и серебро. Алюминий особенно популярен для штампованных компонентов и изделий из-за его низкой стоимости, легкости, прочности и коррозионной стойкости.
При выборе подходящего материала для штамповки металла также важно учитывать состав материала штампа, который вы будете использовать. Хотя большинство штампов изготовлено из инструментальной или закаленной стали, для различных материалов или процессов заготовки может потребоваться альтернативный материал штампа, например алюминий или низкоуглеродистая сталь.
Что такое штамп или пресс-инструмент и как он используется?
Металлические штампы для штамповки, также известные как пресс-инструменты, представляют собой инструменты, используемые для придания формы металлическим заготовкам в процессе штамповки. Инструменты для штамповки с острыми краями, используемые для резки, штамповки, резки или вырубки листового металла, называются режущими штампами. Те, которые используются для формирования, изгиба или иной формы заготовки без удаления материала, называются формовочными штампами.
Части штампа и их функции
Хотя штампы могут быть разных форм, размеров и конфигураций, в механизм обычно входят следующие части штампа:
- Матричный блок. Штамповочный блок представляет собой предварительно сформированную форму, в которой вырезают, сверлят и делают углубления для придания формы изделию. Пресс или пуансон сжимает заготовку в штамповочный блок, разрезая, пробивая или заставляя металл соответствовать желаемой форме.

- Держатель штампа. Держатель штампа удерживает блок штампа на опорной плите, которая, в свою очередь, поддерживается верхним или нижним башмаком штампа.
- Пробойник. Плита пуансона представляет собой механизм, который удерживает пуансон на ползунке или прессе и перемещается вместе с прессом к матрице.
- Пробойник. Пуансон — это часть штампа, которая давит на заготовку, чтобы пробить или сжать ее до нужной формы.
- Пластина съемника. Это тонкая пластина, которая удерживает заготовку от прилипания к пуансону после каждого хода пресса.
- Направляющий штифт. Направляющие штифты обеспечивают точное выравнивание верхней и нижней частей штампа.
- Нажимные и опорные пластины. Набор опорных и прижимных пластин, установленных вокруг штампа, помогает обеспечить равномерное распределение давления пуансона по заготовке.
Какие основные типы штамповочных прессов существуют?
Прессы для штамповки металла
спроектированы с различными методами приведения в действие и конструкциями прессов для удовлетворения широкого спектра производственных потребностей. К основным типам штамповочных прессов относятся прессы одно- и двухстороннего действия, прессы с механическим приводом и прессы с гидравлическим приводом.
Сравнение прессов одностороннего и двустороннего действия
Пресс одностороннего действия имеет один плунжер, а плунжер пресса двойного действия разделен. Прессы одностороннего действия выполняют одну задачу за каждый цикл. Прессы двойного действия выполняют две задачи одновременно, используя два ползуна: один для удержания заготовки, а другой для пробивки или штамповки. В прессах как одностороннего, так и двустороннего действия ползун крепится к верхней части пресса и создает движение, прижимая металлический лист к матрице. Перед подачей в пресс листовой металл для заготовки выпрямляется, чтобы создать обтекаемый поток.
Прессы с механическим приводом
Прессы с механическим приводом приводятся в действие двигателем и маховиком. Маховик передает кинетическую энергию прессу, перемещая ползун к пластине плавным, равномерным движением. Механические прессы работают быстро и эффективно, и на них можно положиться, чтобы получать стабильные результаты в повторяющихся циклах. Скорость и точность механических прессов делают их особенно полезными для сборочных линий и промышленного производства.
Прессы с гидравлическим приводом
Прессы с гидравлическим приводом используют давление жидкости или газа для передачи усилия на пресс. Они прижимают ползун к заготовке, используя постоянное давление, в отличие от механических прессов, в которых сила увеличивается. Гидравлические прессы работают медленнее, чем механические прессы, но обеспечивают высокую степень универсальности и контроля, когда речь идет о тоннаже, размере заготовки и сложности компонентов. По этой причине прессы с гидравлическим приводом идеально подходят для создания деталей сложной формы и деталей необычной формы.
Прецизионная штамповка металла от экспертов Keats Manufacturing
Прецизионная штамповка металлов предлагает уникальные преимущества для широкого спектра отраслей промышленности. Это быстро, доступно и эффективно, создавая все, от простых компонентов до сложных продуктов с исключительной степенью согласованности между частями. В Keats Manufacturing мы стремимся предоставлять высококачественные штампованные металлические компоненты для любого применения.
Используя самую современную технологию штамповки, Keats Manufacturing рада предоставить лучшие в отрасли услуги по штамповке металла, которые соответствуют вашим ожиданиям и превосходят их. Обладая более чем полувековым опытом, мы остаемся в авангарде металлообрабатывающей промышленности, предоставляя исключительный сервис и превосходные решения для каждого проекта. Чтобы узнать больше о наших возможностях штамповки металла и других возможностях изготовления металла, свяжитесь с нами сегодня или запросите предложение для вашего следующего проекта.
