Штампы для холодной листовой штамповки: Изготовление штампов для холодной штамповки металла в Москве и РФ, цена
Содержание
Штампы для холодной штамповки мелких деталей
Холодная штамповка относится к одному из высокопроизводительных видов обработки металла. С каждым годом растёт общее число отраслей промышленности, применяющих холодную штамповку для изготовления ответственных деталей, узлов, элементов машин. Большую роль в производственном процессе играет оснастка. Производительные штампы с высокой степенью механизации обеспечивают средне- и крупносерийное производство деталей компактных размеров.
В статье рассмотрены конструкция и принцип действия штампов последовательного, последовательно-совмещённого и совмещённого действия. Уделено внимание и шиберным механизмам, отличающихся техническим оформлением и способом передачи заготовок от одной позиции штампа к другой.
Однопозиционные штампы
К этой категории оснастки относятся штампы для образования внутренних фланцев цилиндрических деталей, штампы для обрезки краёв бортов и штампы для гибки с автоматическим сбрасывателем ударного действия.
Конструкция унифицирована. В нижней части оснастки устанавливается стальной стержень. На него надевается траверса с кулачками. Кулачки охватывает матрица, выполняемая в форме кольца. Она также закрепляется к нижней плите. На стержень монтируется ограничитель хода и выталкиватель с пружинами.
Принцип работы. В процессе холостой работы пресса кулачки поднимаются до ограничителя. После этого в штамп укладывается заготовка и фиксируется. При рабочем ходе пресса кулачки воздействуют на заготовку через выталкиватель, формируя необходимый профиль металлической поверхности. В процессе работы штампа нужно следить за состоянием режущих кромок матрицы и пуансона, работой буферных пружин и отсутствием перекосов в подвижных механизмах. Именно от усилия пружин зависит качество обработки металла.
Схемы штамповки и штампы последовательного действия
Штампы последовательного действия используются при комбинированной штамповке. Они являются наиболее популярными в сравнении с однопозиционными.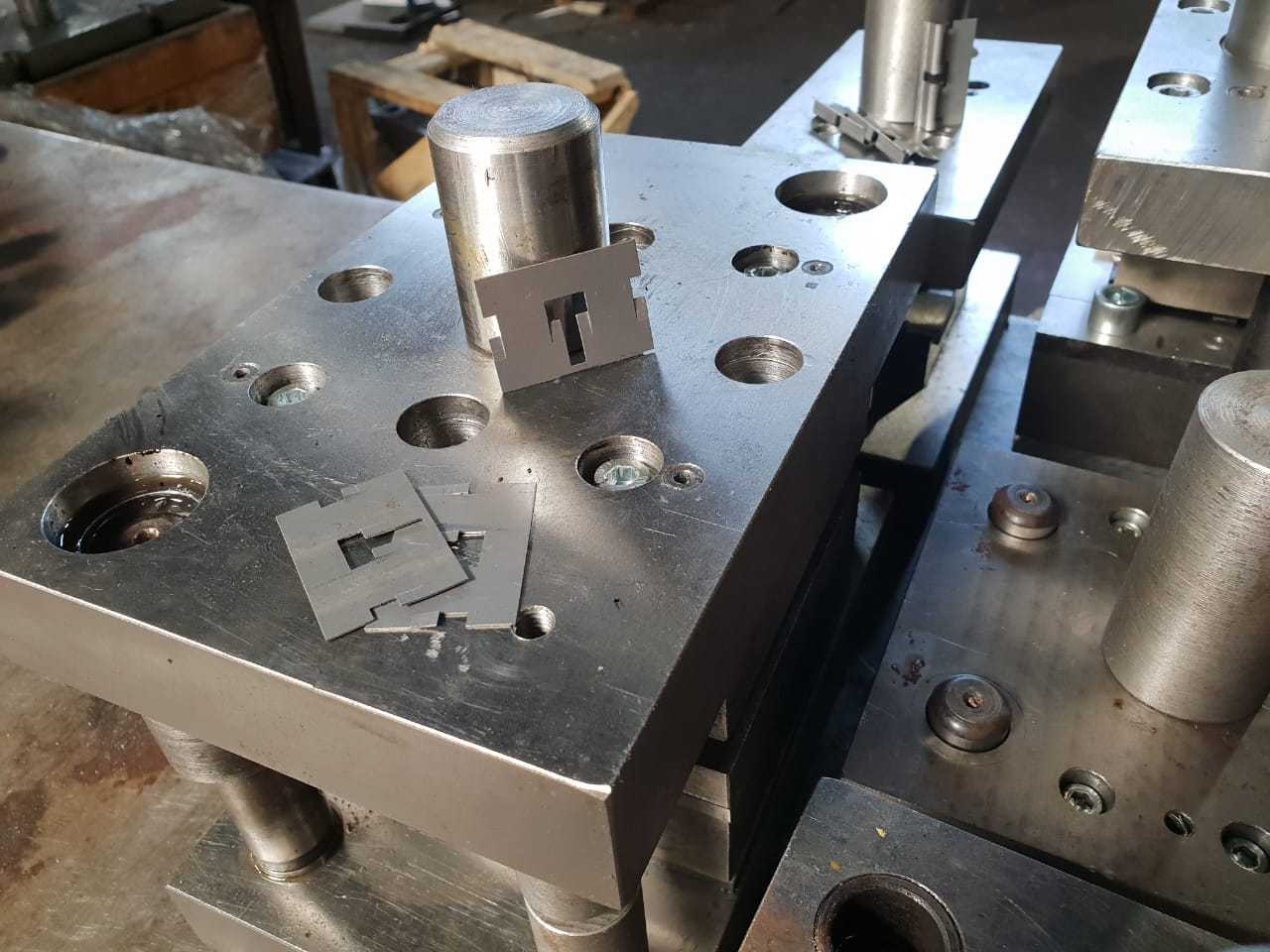 Такой вид штампов используется при листовой штамповке мелких деталях в различных сферах промышленности и производства. Главным достоинством комбинированного способа штамповки является возможность выполнения большого количества операций, необходимых для создания сложной детали.
Такой вид штампов используется при листовой штамповке мелких деталях в различных сферах промышленности и производства. Главным достоинством комбинированного способа штамповки является возможность выполнения большого количества операций, необходимых для создания сложной детали.
Конструкция некоторых типов штампов обеспечивает выполнение до 25 операций, называемых также переходами. Работа штампа обеспечивается ходами ползуна пресса за несколько циклов подачи, при этом за один ход изготавливается одна деталь или несколько деталей при многорядной штамповке.
Последовательные штампы можно изготовить и в условиях небольшого предприятия. Они имеют простую и надёжную конструкцию. Основные технологические схемы последовательной штамповки включают операции по:
- изготовлению деталей, требующих пробивки отверстий и отрезке кромок;
- изготовлению деталей, требующих пробивки отверстий и вырубки;
- производству элементов, требующих обработки с помощью шаговых ножей.
Последовательная штамповка может совмещать в себе гибку с распределительными операциями: отрезкой, пробивкой, обрезкой и т.д. Все операции выполняются в одной полосе (лента) без отделения от неё заготовок.
Особенностью такого типа штамповки является возможность изготовления нескольких деталей за один рабочий ход пресса.
Штампы совмещённого действия
К этой категории оснастки относятся штампы, совмещающие в себе различные операции. Деталь штампуется за один рабочий ход ползуна пресса в пределах одного цикла подачи. Совмещённые штампы бывают одно- и многорядными. Выбор типа зависит от размеров детали и характера производства.
Матрица для пробивки располагается в нижней части штампа. Это сделано для облегчения эксплуатации. Такая матрица является одновременно и неподвижным пуансоном, позволяющим обрабатывать кромки по наружному контуру.
Последовательность работы по мере опускания ползуна пресса обеспечивается за счёт смещения рабочих поверхностей пуансона и матрицы по высоте.
К штампам совмещённого действия относятся такие типы, как:
- штампы трёхрядные для вырубки шайб;
- штампы для вырубки заготовок и вытяжки колпачка;
- штампы для пробивки отверстий, вырубки и отбортовки.
Последний тип предназначен для изготовления фланцев за один рабочий ход пресса. При рабочем ходе ползуна пуансон сначала пробивает отверстие под отбортовку, а затем матрица-пуансон выполняет вырубку заготовки с последующей отбортовкой отверстия.
Схемы штамповки и штампы последовательно-совмещённого действия
Штампы применяются при изготовлении овальных планок с крепёжными лапками, расположенными под углом 900 друг к другу. Оснастка выполняет последовательные операции по гибке, вырезке и вырубке заготовки по наружному контуру за один рабочий ход. К данной категории относятся штампы:
- для вытяжки, пробивки, отбортовки и вырубки;
- двухрядного типа для штамповки накладок;
- последовательно-совмещённого действия для штамповок с прорезью;
- последовательно-совмещённого действия для штамповки звеньев цепи;
- для вытяжки, пробивки, отбортовки и развальцовки.
Штампы последовательно-совмещённого действия для изготовления зажимов из ленты имеют конструкцию, схожую с шиберными типами. Однако, имеется и ряд отличий: обрезка фасок на концах деталей выполняется в дополнительном переходе, до операции отрезки. В этом же цикле осуществляется и пробивка отверстий. Отличительным признаком конструкции является наличие клина. С его помощью перемещается заготовка до последней рабочей позиции. Клин изготавливается подвижным и позволяет осуществлять два движения одновременно за один рабочий ход пресса: передачу заготовки на другую позицию и возврат шибера в начальное положение.
Штампы со средствами механизации
Их применяют в случаях, когда на производственной линии невозможно закрепить изготовление деталей за конкретными прессами. Штампы-автоматы оснащены механизмами, обеспечивающими подачу стальной ленты или заготовки в штамп. Также автоматические механизмы удаляют изготовленную деталь из штампа. Штампы-автоматы позволяют оперативно управлять станочным оборудованием, изменяя его технологическое назначение. Это особенно важно для переналадки производства без его технической модернизации. Применение такой оснастки позволяет существенно снизить трудоёмкость на изготовление одной детали.
Это особенно важно для переналадки производства без его технической модернизации. Применение такой оснастки позволяет существенно снизить трудоёмкость на изготовление одной детали.
Штамповщик лишь выполняет роль оператора оборудования. Он устанавливает новый рулон ленты, закрепляет его в штампе, наблюдает за чёткостью и слаженностью работы подвижных механизмов.
К данной категории относятся штампы:
- для вырезки, отрезки и гибки П-образных деталей;
- с крючковыми механизмами подачи и приводом от рычага-балансира;
- последовательного действия с ролико-клиновым механизмом;
- с механизмом двухсторонней валковой подачи;
- для изготовления металлических сеток из ленточного материала.
Перечисленные виды штампов не являются исчерпывающими. Появление новых производственных операций, совершенствование технологий обработки металла вызывает необходимость разработки и внедрения всё новых видов.
Механизация производства невозможна без применения механизмов для быстрого съёма и удаления отштампованных деталей. Поэтому совершенствование оснастки является ключевым направлением в области создания новых технологий.
Поэтому совершенствование оснастки является ключевым направлением в области создания новых технологий.
Изготовление Штамп (изготовление под заказ) для обработки металла, Харьков, заказать у Квадо
15 000.00грн.
Купить в один клик
Характеристики:
(смотреть все)
Производитель
Квадо
Страна производитель
Украина
Фирма «Квадо» проектирует и изготавливает различные штампы.
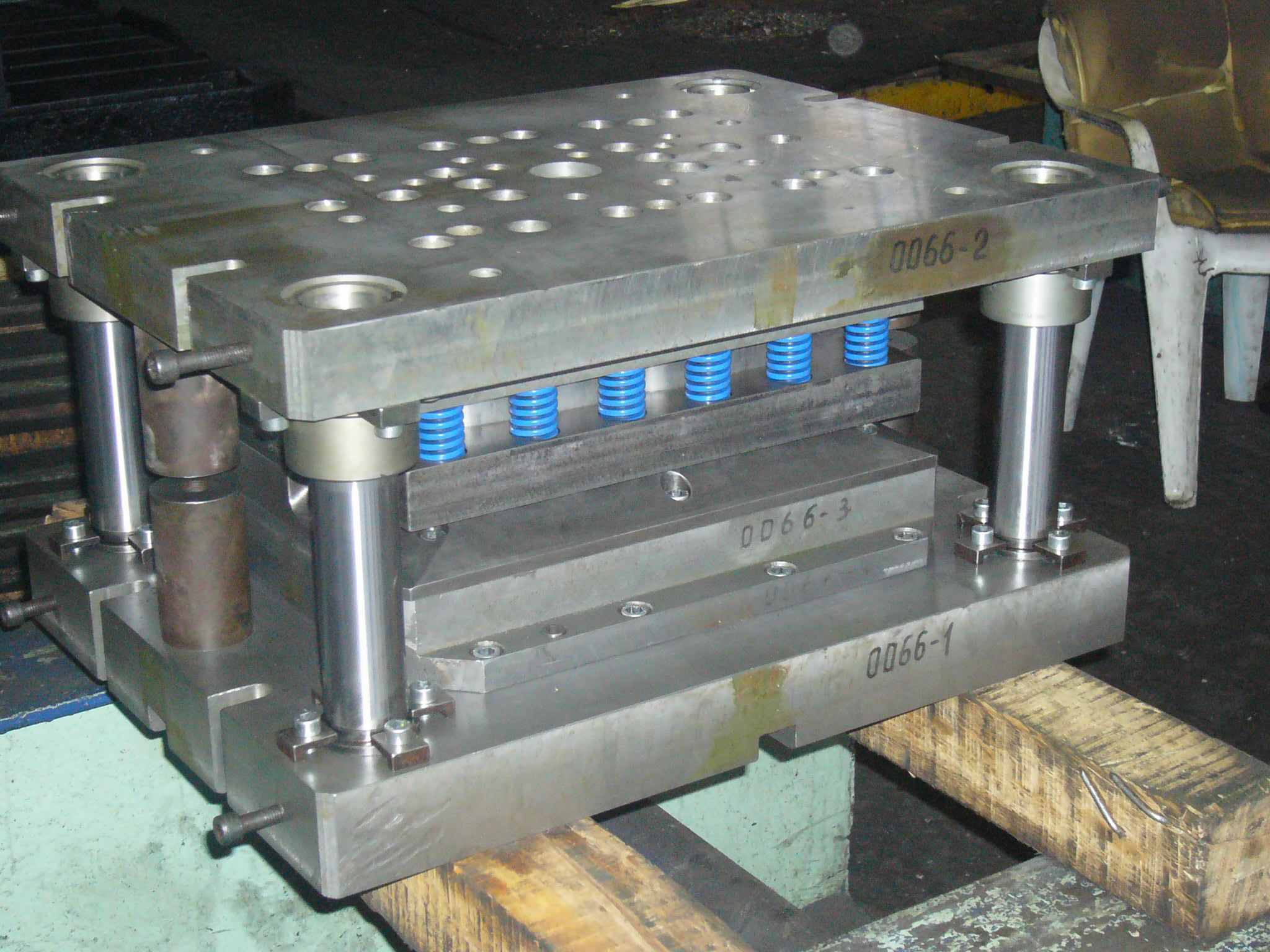
Штамп совмещенного действия для холодной листовой штамповки изделий из металла
Отправьте чертежи для расчета стоимости — e-mail: [email protected]
Теги:
Изготовление штампов,
Харьков,
вырубные штампы,
разработка конструкторской документации,
штамп операций холодной штамповки,
штампы высококачественное изготовление,
«Квадо» проектирует и изготавливает штампы,
ремонт штампов,
инструментальное производство,
ремонт штампов,
разработка,
вырубной штамп для металла,
изготовление штампов для пресса
Общие данные
Производитель
Квадо
Страна производитель
Украина
Отзывы
0/ 5
средний рейтинг товара
Нет отзывов о данном товаре.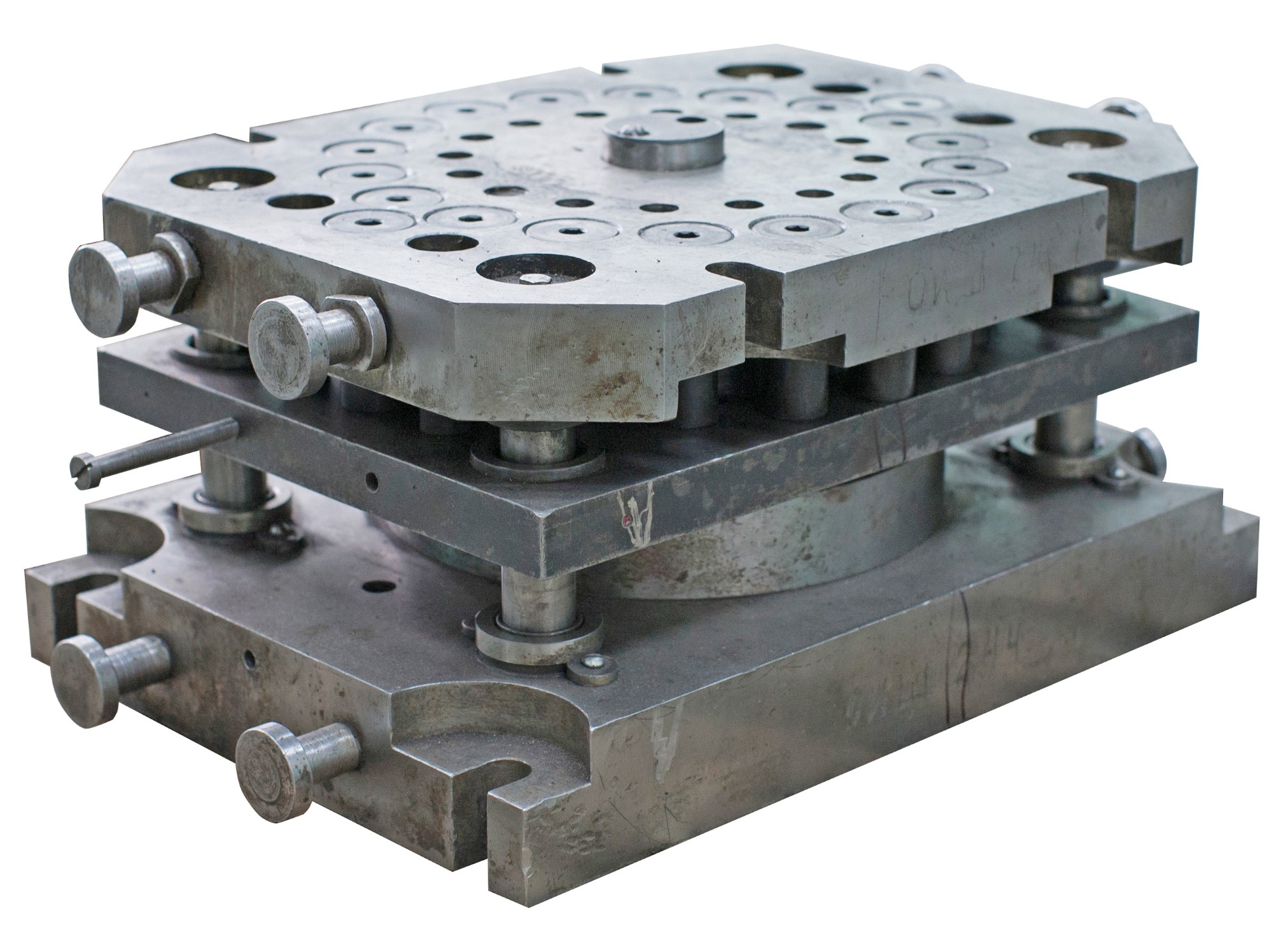 Станьте первым, оставьте свой отзыв.
Станьте первым, оставьте свой отзыв.
Мы производители этого товара
Бренд «Квадо» — это производство и оптовая продажа хомутов для труб и различных кронштейнов.
Производство находится в Украине и все сделано руками украинцев.
У нас есть оптовые и крупно оптовые цены!
Предлагаем:
- Партнерство.
- Сотрудничество.
- Дропшиппинг.
- Консультации.
Ищем партнеров-дистрибьюторов
Мы заинтересованы в широком распространении наших товаров.
Рассмотрим все реальные предложения, готовы идти навстречу всем разумным пожеланиям и идеям.
типов металлических штампов для штамповки
Опубликовано Premier Products of Racine на | Комментарии к записи Типы металлических штампов
отключены
Штамповка металла — это производственный процесс холодной штамповки, в котором используются специальные инструменты (например, штампы) и оборудование (например, прессы) для формирования и резки листового металла различных форм и размеров.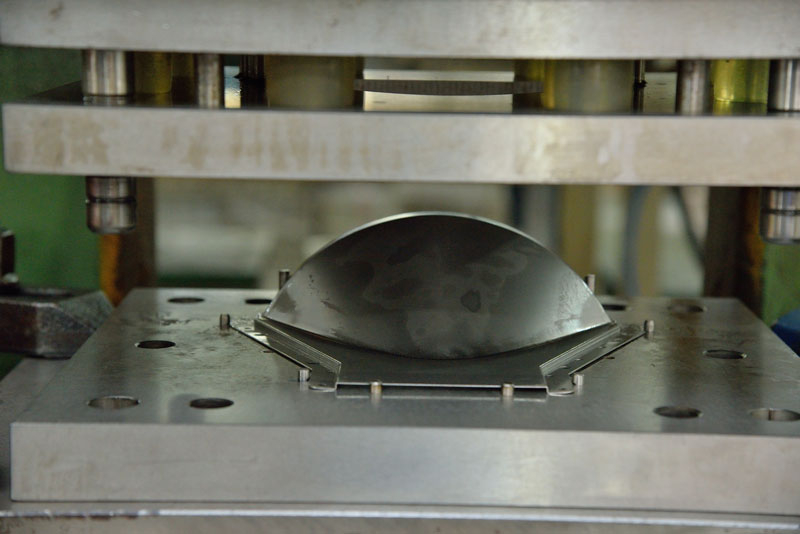 В начале операции штамповки матрица(и) устанавливается(ются) внутри пресса(ов), которые обеспечивают усилие, необходимое для превращения материала в желаемый компонент. Хотя штампы для штамповки могут варьироваться от проекта к проекту в зависимости от детали и производственных потребностей, их можно разделить на две основные группы: штампы с одной станцией и штампы с несколькими станциями. Ниже мы более подробно рассмотрим уникальные характеристики каждого типа металлических штампов для штамповки.
В начале операции штамповки матрица(и) устанавливается(ются) внутри пресса(ов), которые обеспечивают усилие, необходимое для превращения материала в желаемый компонент. Хотя штампы для штамповки могут варьироваться от проекта к проекту в зависимости от детали и производственных потребностей, их можно разделить на две основные группы: штампы с одной станцией и штампы с несколькими станциями. Ниже мы более подробно рассмотрим уникальные характеристики каждого типа металлических штампов для штамповки.
Многопозиционные штампы для штамповки
Штамповочные штампы с несколькими станциями используются в операциях штамповки, в которых деталь изготавливается путем перемещения материала через различные станции. Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Типы многопозиционных штамповочных штампов
Двумя основными типами многопозиционных штампов для тиснения являются штампы для прогрессивного тиснения и штампы для трансферного тиснения.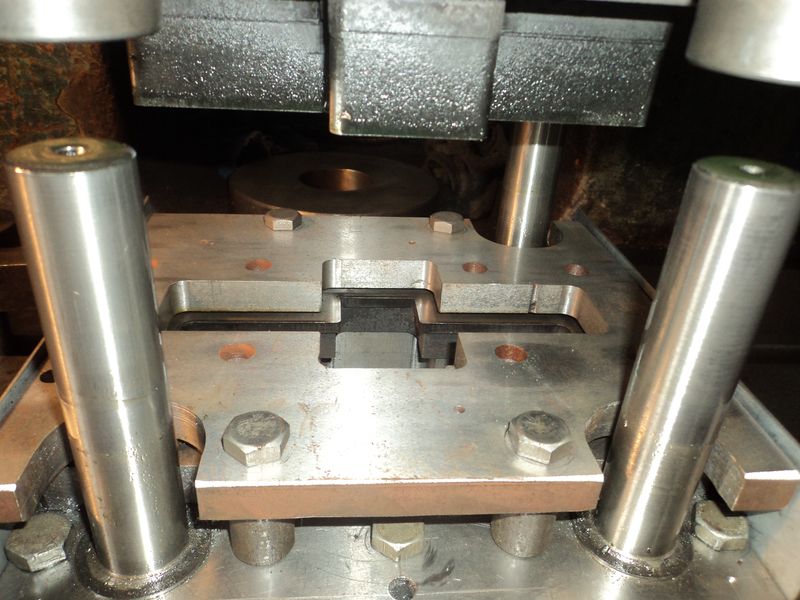
Матрицы для прогрессивной штамповки
В операциях прогрессивной штамповки каждая станция матрицы выполняет определенную задачу внутри пресса. После выполнения задачи заготовка автоматически перемещается на следующую станцию. Этот процесс постепенно формирует и режет материал, пока он не превратится в желаемый компонент. На последней стадии деталь отделяется от большего куска материала.
Штамповочные штампы
Процесс штамповки с переносом очень похож на процесс прогрессивной штамповки; Компоненты изготавливаются путем пропускания заготовки через ряд последовательных станций внутри одной матрицы. Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Типичные области применения многопозиционных штамповочных штампов
Как прогрессивные штампы, так и трансферные штампы широко используются для штамповки. Однако, учитывая разницу в их процессах, они используются для разных типов проектов. Штамповочные штампы с прогрессивным тиснением лучше подходят для небольших и простых компонентов, в то время как штампы для трансферного тиснения лучше подходят для крупных и сложных компонентов (например, рам, корпусов, труб и других структурных компонентов и систем). Первые матрицы также обычно используются для деталей, требующих одновременного выполнения нескольких операций формования и/или резки, в то время как вторые матрицы часто используются для деталей, которые необходимо перемещать между несколькими прессами.
Однако, учитывая разницу в их процессах, они используются для разных типов проектов. Штамповочные штампы с прогрессивным тиснением лучше подходят для небольших и простых компонентов, в то время как штампы для трансферного тиснения лучше подходят для крупных и сложных компонентов (например, рам, корпусов, труб и других структурных компонентов и систем). Первые матрицы также обычно используются для деталей, требующих одновременного выполнения нескольких операций формования и/или резки, в то время как вторые матрицы часто используются для деталей, которые необходимо перемещать между несколькими прессами.
Однопозиционные штампы
Штамповочные штампы с одной станцией — также называемые одностадийными или однооперационными штампами — используются в операциях штамповки, в которых создается один элемент или выполняется одна операция на каждом штамповочном прессе. Если для производства готового компонента требуется несколько элементов и/или операций, заготовку необходимо перемещать от пресса к прессу до тех пор, пока она не будет завершена, что может занять много времени. Вот почему эти штампы обычно используются для простых деталей и изделий, а также для мелкосерийного производства.
Вот почему эти штампы обычно используются для простых деталей и изделий, а также для мелкосерийного производства.
Типы штампов с одной станцией
Одними из наиболее часто используемых штампов с одной станцией являются простые штампы, составные штампы и комбинированные штампы.
Простые штампы для штамповки
Штамповочные штампы простые предназначены для выполнения одной операции за ход пресса. Они идеально подходят для базовых работ, таких как вырубка или пробивка, но не подходят для более крупных задач.
Составные штампы для штамповки
Штамповочные штампы
предназначены для выполнения нескольких операций за ход пресса. Они лучше подходят для сложных или ответственных работ, чем простые штампы для штамповки, поскольку они могут выполнять работу быстрее. Однако, несмотря на то, что они могут выполнять операции резки (например, вырубки и пробивки), они не идеальны для операций формовки (например, гибки).
Комбинированные штампы для штамповки
Комбинированные штампы аналогичны составным штампам. Они могут выполнять несколько операций за ход пресса. Однако они подходят как для резки, так и для формовки, то есть их можно использовать для вырубки, пробивки, гибки и формовки.
Они могут выполнять несколько операций за ход пресса. Однако они подходят как для резки, так и для формовки, то есть их можно использовать для вырубки, пробивки, гибки и формовки.
Типичные области применения штамповочных штампов с одной станцией
Матрицы с одной станцией могут использоваться для различных операций штамповки, в том числе:
- Вырубка: Этот процесс штамповки включает в себя вырезание детали из листового материала. Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
- Пробивка: Этот процесс штамповки аналогичен вырубке. Основное различие между процессами заключается в том, что вырезанная деталь является ломом, а материал, из которого вырезана деталь, является искомым компонентом.
- Чертеж: В этом процессе штамповки на листовой металл воздействуют сжимающие и растягивающие силы, которые втягивают его поверх и/или в штамп, в результате чего получается полый компонент.

Узнайте больше о штампах для штамповки металла от Premier Products of Racine
Хотите получить дополнительную информацию о различных типах металлических штампов? Спросите экспертов Premier Products of Racine. Обладая обширным опытом штамповки металла на заказ, мы можем ответить на любые вопросы и решить любые проблемы, которые могут возникнуть у вас по поводу этих компонентов. Кроме того, если вам нужен партнер для вашего следующего проекта по штамповке металла, мы вам поможем. Свяжитесь с нами или запросите предложение сегодня, чтобы обсудить ваш проект с одним из наших представителей.
5 Основные материалы, применяемые в процессе холодной штамповки
Штамповочные штампы работают в условиях удара, вибрации, трения, высокого давления, растяжения, изгиба и кручения и даже при более высоких температурах (например, холодное прессование). Условия труда сложны и легко поддаются износу, усталости, поломке, деформации и другим явлениям.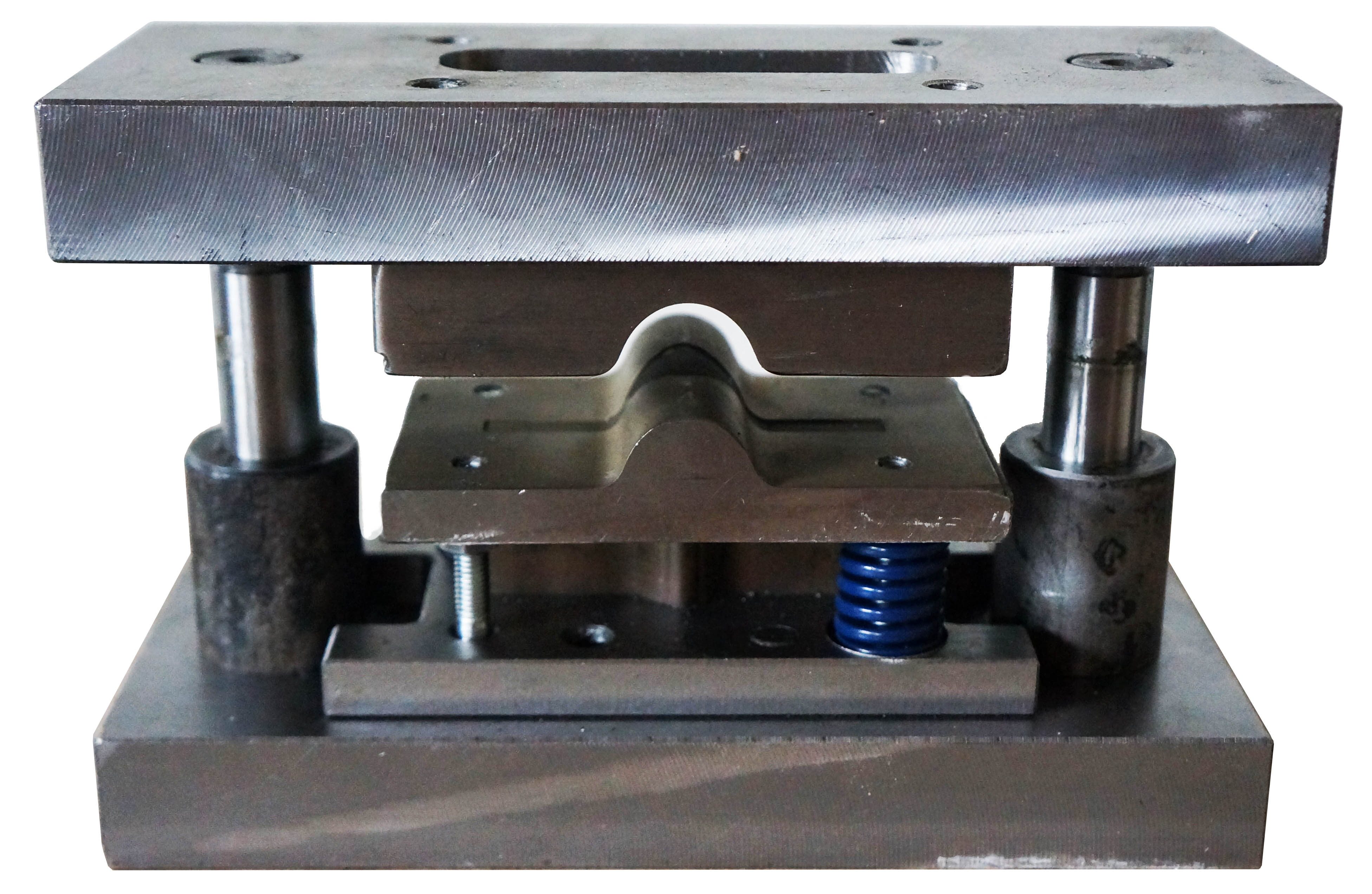 Поэтому требования к материалу рабочих частей штампа выше, чем у обычных деталей. Из-за разных условий работы различных штампов требования к материалам рабочих органов штампов также различны.
Поэтому требования к материалу рабочих частей штампа выше, чем у обычных деталей. Из-за разных условий работы различных штампов требования к материалам рабочих органов штампов также различны.
1
Требования к различным штамповочным формам
2
Типы и характеристики материалов для штамповки
3
Выбор материала для штамповки
Требования к различным штамповочным формам
1. для вырубных штампов
Для рабочих частей листовых вырубных штампов требуется высокая износостойкость и твердость, а для толстолистовых вырубных штампов — высокая износостойкость и предел текучести при сжатии. Чтобы предотвратить разрушение штампа или разрушение лезвия, также требуется высокая стойкость к разрушению, высокая прочность на изгиб и ударная вязкость.
2. для материалов штампа для волочения
Требуется, чтобы рабочие части штампа обладали хорошей антиадгезионной (антиокклюзионной) устойчивостью, высокой износостойкостью и твердостью, определенной степенью прочности и ударной вязкости, хорошей режущей способностью, а деформация при термической обработке должна быть небольшой.
3. для штампов холодного выдавливания
Рабочие части штампа должны обладать высокой прочностью, твердостью и износостойкостью. Во избежание ударного разрушения также требуется определенная ударная вязкость. Поскольку экструзия приводит к большему повышению температуры, она также должна иметь определенную степень сопротивления термической усталости и термической твердости.
Типы и характеристики материалов штамповочных штампов
Материалами штамповочных штампов являются сталь, цементированный карбид, стальной цементированный карбид, сплав на основе цинка, сплав с низкой температурой плавления, алюминиевая бронза, макромолекулярный материал и так далее. В настоящее время сталь является основным материалом для изготовления штампов. Обычными типами рабочих частей штампов являются углеродистая инструментальная сталь, низколегированная инструментальная сталь, высокоуглеродистая инструментальная сталь с высоким или средним содержанием хрома, среднеуглеродистая легированная сталь, высокопрочная сталь, матричная сталь, цементированный карбид, стальной карбид и так далее.
1. Углеродистая инструментальная сталь
T8A и T10A являются наиболее широко используемыми углеродистыми инструментальными сталями в штампах, которые имеют преимущества хорошей производительности обработки и низкой цены. Однако прокаливаемость и красная твердость плохие, деформация при термообработке большая, а несущая способность низкая.
T10A представляет собой углеродистую инструментальную сталь с определенной прочностью и ударной вязкостью. Однако износостойкость невелика, закалка легко деформируется и трескается, а прокаливаемость плохая. Он подходит только для вырубки штампов простой формы, небольшого размера и небольшого количества заготовок.
2. Низколегированная инструментальная сталь
Низколегированная инструментальная сталь основана на углеродистой инструментальной стали с соответствующими легирующими элементами. По сравнению с углеродистой инструментальной сталью снижает склонность к закалочной деформации и растрескиванию, улучшает прокаливаемость и износостойкость стали. Для изготовления штампов используются низколегированные стали: CrWMn, 9Mn2V, 7CrSiMnMoV (код CH-1), 6CrNiSiMnMoV (код GD) и др.
Для изготовления штампов используются низколегированные стали: CrWMn, 9Mn2V, 7CrSiMnMoV (код CH-1), 6CrNiSiMnMoV (код GD) и др.
Высокоуглеродистые и низколегированные стали характеризуются простой операцией закалки, лучшей прокаливаемостью, чем углеродистые инструментальные стали, и легким контролем деформации. Однако износостойкость и ударная вязкость остаются низкими, что позволяет использовать их в вырубных штампах средней партии со сложной формой заготовки.
3. Инструментальная сталь с высоким содержанием углерода и хрома
Обычно используемые инструментальные стали с высоким содержанием углерода и хрома: Cr12 и Cr12MoV, Cr12Mo1V1 (код D2). Они обладают хорошей прокаливаемостью, прокаливаемостью и износостойкостью. Деформация при термообработке очень мала. Это штамповые стали с высокой износостойкостью и микродеформацией, а их несущая способность уступает только высокопрочной стали. Его можно использовать в массовом производстве штампов, таких как штампы для вырубки листов из кремнистой стали. Однако в стали этого типа присутствует неоднородность карбида, которая склонна к сегрегации карбида и разрушению или разрушению режущей кромки. Повторную осадку (осевую и радиальную осадку) поковки необходимо проводить для уменьшения неоднородности карбидов и повышения эксплуатационных характеристик.
Однако в стали этого типа присутствует неоднородность карбида, которая склонна к сегрегации карбида и разрушению или разрушению режущей кромки. Повторную осадку (осевую и радиальную осадку) поковки необходимо проводить для уменьшения неоднородности карбидов и повышения эксплуатационных характеристик.
4.Высокопрочная сталь
Распространенными литейными формами являются W18Cr4V (код 8-4-1) и W6Mo5 Cr4V2 (код 6-5-4-2, американская марка M2) с меньшим содержанием вольфрама, а также 6W6Mo5 Cr4V (код 6W6 или низкоуглеродистая M2) для снижения содержания углерода и ванадия быстрорежущая сталь, разработанная для повышения ударной вязкости. Быстрорежущая сталь обладает самой высокой твердостью, износостойкостью и прочностью на сжатие среди штамповых сталей, а также обладает высокой несущей способностью. Но его прочность низкая, и он может сломаться или сломаться при работе, да и цена дороже. Быстрорежущая сталь также должна быть кованой, чтобы улучшить распределение карбида. Предполагается, что низкотемпературная закалка и закалка с быстрым нагревом должны быть приняты для повышения его ударной вязкости.
Предполагается, что низкотемпературная закалка и закалка с быстрым нагревом должны быть приняты для повышения его ударной вязкости.
5. Цементированные карбиды и цементированные карбиды на стальной связке
Твердость и износостойкость цементированного карбида выше, чем у любого другого вида штамповой стали, но его прочность на изгиб и ударная вязкость низкие. В качестве штампов используются твердые сплавы вольфрама и кобальта, которые обладают низкой ударной вязкостью и высокой износостойкостью. Можно выбрать цементированные карбиды с низким содержанием кобальта. Цементированный карбид с высоким содержанием кобальта может быть выбран для ударопрочных штампов. Когда партия заготовки большая, можно учитывать твердость и износостойкость цементированного карбида или стального цементированного карбида с более высокой твердостью и износостойкостью. Цементированный карбид, используемый в качестве материала штампа, представляет собой вольфрам-кобальт. С увеличением содержания кобальта вязкость и прочность на изгиб увеличиваются, а твердость снижается. YG10X с низким содержанием кобальта можно выбрать для матрицы с низкой ударной силой, YG15 или YG20 с высоким содержанием кобальта можно выбрать для матрицы со средней или большой силой удара. Недостатком цементированного карбида является плохая ударная вязкость и сложность обработки.
YG10X с низким содержанием кобальта можно выбрать для матрицы с низкой ударной силой, YG15 или YG20 с высоким содержанием кобальта можно выбрать для матрицы со средней или большой силой удара. Недостатком цементированного карбида является плохая ударная вязкость и сложность обработки.
Как рабочая часть штампа может быть выполнена в виде мозаичной конструкции. Свойства цементированного карбида на стальной связке находятся между свойствами цементированного карбида и быстрорежущей стали. Его можно подвергать механической обработке и термообработке. После закалки и отпуска твердость стального сплава может достигать 68-73 HRC. Его можно использовать для изготовления сложных и долговечных штампов. Твердые сплавы на стальной связке, используемые в качестве заглушек, включают DT, GT35, TLMW50, GW50 и т. д.
Твердый сплав на стальной связке спекается методом порошковой металлургии с железным порошком в качестве связующего и карбидом титана или карбида вольфрама в качестве твердой фазы путем добавления небольшого количества порошка легирующих элементов (таких как хром, молибден, вольфрам, ванадий). и др.). Матрица цементированного карбида со стальной связкой представляет собой сталь, которая преодолевает недостатки низкой ударной вязкости и трудности обработки цементированного карбида. Его можно резать, сваривать, ковать и подвергать термообработке. Цементированные карбиды на стальной связке содержат большое количество карбидов. Хотя их твердость и износостойкость ниже, чем у твердых сплавов, они все же выше, чем у других сталей.
и др.). Матрица цементированного карбида со стальной связкой представляет собой сталь, которая преодолевает недостатки низкой ударной вязкости и трудности обработки цементированного карбида. Его можно резать, сваривать, ковать и подвергать термообработке. Цементированные карбиды на стальной связке содержат большое количество карбидов. Хотя их твердость и износостойкость ниже, чем у твердых сплавов, они все же выше, чем у других сталей.
Выбор материала штампа для штамповки
При выборе материала штампа следует учитывать серийное производство заготовки. Если партия небольшая, нет необходимости выбирать материал штампа с длительным сроком службы; также следует учитывать материал перфорированной заготовки, и подходящие материалы штампа для разных материалов также различны. Для вырубных штампов износостойкость является важным фактором, определяющим срок службы штампов. Износостойкость стали зависит от состояния твердых частиц, таких как карбиды, и твердости матрицы.
