Швеллер сварной гост: 83 — . (495) 638-07-16 . .
Содержание
Сортамент швеллер ГОСТ 5267.1-90
Вернуться на страницу «Швеллер металлический»
h — высота; b — ширина полки; s — толщина стенки;
t — толщина полки; R — радиус кривизны; r — радиус закругления полки;
z 0 — расстояние от оси Y — Y до наружной грани стенки;
I — момент инерции; W — момент сопротивления;
S — статистический момент; i — радиус инерции.
| Номер швеллера | h | b | s | t | R | r | Площадь поперечного сечения, см2 | Масса 1 м, кг | Справочные значения для осей | z о, см | |||||
| не более | X — X | Y — Y | |||||||||||||
| мм | Ix, см4 | Wx , см3 | ix, см | Iy, см4 | Wy, см3 | iy, см | |||||||||
| 8В | 80 | 45 | 5,5 | 9,0 | 9,0 | 1,5 | 11,80 | 9,26 | 115,82 | 28,95 | 3,13 | 22,24 | 7,63 | 1,38 | 1,57 |
| 14В | 140 | 60 | 8,0 | 9,5 | 9,5 | 5,0 | 21,30 | 16,72 | 609,10 | 87,01 | 5,35 | 61,02 | 14,09 | 1,69 | 1,67 |
| 18В | 180 | 100 | 8,0 | 10,5 | 10,5 | 5,0 | 34,04 | 26,72 | 1791,01 | 199,00 | 7,25 | 305,48 | 43,58 | 3,00 | 2,99 |
| 20В | 200 | 73 | 7,0 | 11,0 | 11,0 | 5,5 | 28,83 | 22,63 | 1780,37 | 178,04 | 7,86 | 128,04 | 24,19 | 2,11 | 2,02 |
| 20В-1 | 200 | 75 | 9,0 | 11,0 | 11,0 | 5,5 | 32,83 | 25,77 | 1913,71 | 191,37 | 7,64 | 143,63 | 25,88 | 2,09 | 1,95 |
| 20В-2 | 200 | 100 | 8,0 | 11,0 | 11,0 | 5,5 | 36,58 | 28,71 | 2360,88 | 236,09 | 8,03 | 327,23 | 46,30 | 2,99 | 2,93 |
| 26В | 260 | 90 | 10,0 | 15,0 | 15,0 | 7,5 | 50,60 | 39,72 | 5130,83 | 394,68 | 10,07 | 343,15 | 52,62 | 2,60 | 2,48 |
| 30В | 300 | 85 | 7,5 | 13,5 | 13,5 | 7,0 | 43,88 | 34,44 | 6045,43 | 403,03 | 11,74 | 260,74 | 41,41 | 2,44 | 2,20 |
| 30В-1 | 300 | 87 | 9,5 | 13,5 | 13,5 | 7,0 | 49,88 | 39,15 | 6495,43 | 433,03 | 11,41 | 280,78 | 43,93 | 2,41 | 2,13 |
| 30В-2 | 300 | 89 | 11,5 | 13,5 | 13,5 | 7,0 | 55,88 | 43,86 | 6945,43 | 463,03 | 11,15 | 315,35 | 46,29 | 2,38 | 2,09 |
СМОТРЕТЬ ПОЛНЫЙ ТЕКСТ ДОКУМЕНТА — ГОСТ 5267. 1-90
1-90
Сварка швеллера на заказ в Москве в Металл-24
Все сварные соединения ослабляют конструкцию и ее отельные узлы. Поэтому в строительстве часто используется швеллер. Сварка швеллера при монтаже конструкций – это важнейший этап.
Все сварные соединения ослабляют конструкцию и ее отельные узлы. Поэтому в строительстве часто используется швеллер. Сварка швеллера при монтаже конструкций – это важнейший этап.
Стальной швеллер – это металлическое изделие, имеющее П-образное сечение. Эта конструкция дает возможность получить высокие конструкционные характеристики при минимальном расходе материала. Методы изготовления швеллеров никак не влияют на технику сваривания.
Наибольшая прочность соединения достигается при сварке равнополочных швеллеров с параллельными гранями полок. Именно они и считаются самыми востребованными при строительстве в Москве.
Особенности сварки швеллеров
Для сборных металлических конструкций швеллера прекрасно себя зарекомендовали.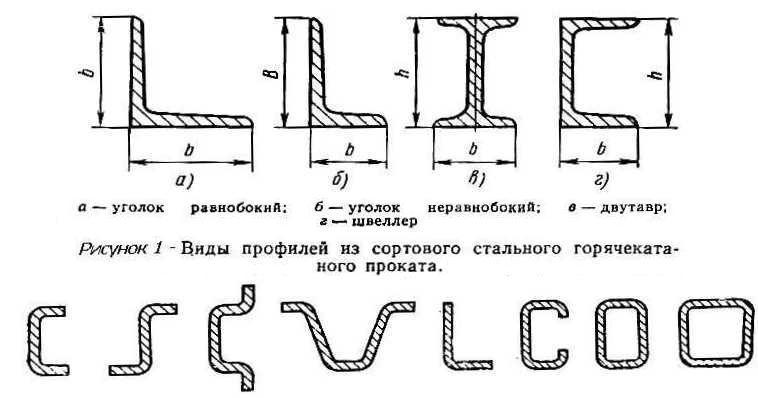 Однако, если допустить ошибки в соединении данных изделий, то это вызовет критичное нарушение прочности конструкции в целом. Любое сварное соединение ослабляет прочность конструкции из металла на 5 – 7%. При это, металлический шов имеет более высокие характеристики прочности, чем металл основного детали.
Однако, если допустить ошибки в соединении данных изделий, то это вызовет критичное нарушение прочности конструкции в целом. Любое сварное соединение ослабляет прочность конструкции из металла на 5 – 7%. При это, металлический шов имеет более высокие характеристики прочности, чем металл основного детали.
Также проблема заключается в технике сваривания, опыте сварщика и грамотном предварительном разогреве. Неправильно выбранный шов и неудобное положение при сборке каких-либо узлов приводит к тому, что зона около шва может потерять до 20% прочности. Такие уязвимые соединительные места приходятся на каждый сварной шов с двух сторон. ГОСТом предусматриваются самые разнообразные узловые соединения.
Таким образом, можно подвести итог:
- Необходимо придерживаться рекомендованных норм ГОСТ.
- Сварка швеллеров существенно прочнее, даже если конструкция дополнительно усилена.
- Дополнительные накладки после сварки встык между собой нужно делать только снаружи изделия.
- Сварку внутренних углов швеллера лишь ослабляет конструкцию в целом, поэтому варить не желательно во внутренних углах и внутри изделия.
Электродуговая сварка швеллера
Особенности применения электродов и их выбор по основным характеристикам позволяют сделать электродуговую сварку наиболее предпочтительной для соединения швеллеров. Самый качественный шов получается благодаря электродам. Но существуют и рекомендации по их использованию:
- соединения лучше всего делать внахлест;
- сварка электродами требует опыта сварщика;
- электрод перед работой нужно прокаливать в особой печи в течение часа при температуре 250 градусов;
- использовать нужно короткую дугу средней мощности;
- варить легче при прямой полярности, поскольку электрод тогда горит медленнее;
- необходимо проводить проверку на дефекты с внутренней стороны.
Режим сварки и скорость исполнения шва под углом зависят от вида соединения, однако, самым оптимальным будет ручная сварка 20 метров в час.
Газовая сварка швеллера
Газовая сварка встык используется достаточно часто. Существуют самые распространенные варианты соединения швеллера. Выбор соединения зависит от:
- длины сварного соединения и количества сварщиков;
- условий выполнения шва;
- тип и толщина швеллера;
- максимальная общая нагрузка на конструкцию.
Основные виды соединений и самые востребованные конструкции из швеллеров на практике получают при самом удобном методе сваривания. Наша компания осуществляет сварку швеллера на заказ.
Характеристики
Замеры | Да |
Подбор материалов | Да |
Проектирование | Да |
Расчет сметы | Да |
ГОСТ 8713-79 / Ауремо
ГОСТ Р ИСО 2553-2017
ГОСТ Р ИСО 6947-2017
ГОСТ Р ИСО 13920-2017
ГОСТ Р 55554-2013
ГОСТ Р ИСО 6520-1-2012
ГОСТ Р ИСО 14174-2010
ГОСТ Р ИСО 14175-2010
ГОСТ Р ЕН 13479-2010
ГОСТ Р ЕН 12074-2010
ГОСТ Р ИСО 2560-2009
ГОСТ Р 53689-2009
ГОСТ Р ИСО 3581-2009
ГОСТ Р ИСО 3580-2009
ГОСТ 10543-98
ГОСТ 19249-73
ГОСТ 21449-75
ГОСТ 5264-80
ГОСТ 9467-75
ГОСТ 21448-75
ГОСТ 23178-78
ГОСТ 15164-78
ГОСТ 14806-80
ГОСТ 16038-80
ГОСТ 9087-81
ГОСТ 25445-82
ГОСТ 26271-84
ГОСТ 26101-84
ГОСТ 27580-88
ГОСТ 28915-91
ГОСТ 2246-70
ГОСТ 5. 917-71
917-71
ГОСТ 5.1215-72
ГОСТ 10051-75
ГОСТ 11533-75
ГОСТ 10052-75
ГОСТ 11534-75
ГОСТ 7871-75
ГОСТ 23518-79
ГОСТ 14776-79
ГОСТ 15878-79
ГОСТ 16037-80
ГОСТ 23949-80
ГОСТ 26467-85
ГОСТ 16130-90
ГОСТ 30430-96
ГОСТ 30242-97
ГОСТ 30482-97
ГОСТ Р 52222-2004
ГОСТ 28555-90
ГОСТ 30756-2001
ГОСТ 14771-76
ГОСТ 9466-75
ГОСТ 8713-79
гост-8713-79.pdf
(923,60 КиБ)ГОСТ 8713-79
ГОСТ 8713-79
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ПОД ФЛЮСОМ. СВАРНЫЕ СОЕДИНЕНИЯ
Основные типы, элементы конструкции и размеры
Сварка под флюсом. Сварные соединения. Основные типы, конструктивные элементы и размеры
ИСС 25.160.40
ОКП 06 0200 0000
Дата введения 1981−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. наук Украинской ССР
2. ИЗГОТОВЛЕНО при Госстандарте СССР
3. УТВЕРЖДЕНО И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 26. 12.79 N 5047
12.79 N 5047
4. ВЗАМЕН ГОСТ 8713-70
5. СПРАВКА НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение ссылочного документа | Артикул |
| ГОСТ 11969-93 | 6 |
| ГОСТ 16037-80 | 1 |
6. ИЗДАНИЕ (январь 2007 г.) с Изменениями № 1, 2, 3, утвержденными в августе 1986 г., январе 1989 г., июле 1990 г. (ИУС 11-86, 4-89, 10-90)
ИЗМЕНЕН, опубликован в ИСУ № 6, 2007 г.
Изменение, вносимое изготовителем в базу данных
1. Настоящий стандарт распространяется на соединения сталей и железоникелевых сплавов и на основе никеля, выполняемые дуговой сваркой под флюсом, и устанавливает основные типы, элементы конструкции и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
AF — автоматический на весу;
Aff — автоматический флюс на подушке;
АСМ — автомат на флутамидной футеровке;
АФО — автомат на остаток футеровки;
AFP — авто на медном ползунке;
АФС — автоматический с расширенной накладкой подарочного шва;
AFC — автоматический с продвинутым подварным швом корня;
МФ — механизированные на весу;
МФИ — механизированные для остальной части футеровки;
ИДФ — механизированные с расширенной накладкой подарочного шва;
МФК — механизированная с развитым подварным швом корня.
(Измененная редакция, ред. № 2).
3. Основные виды сварных соединений приведены в табл.1, участок подарочного предварительно наложенного шва условно зачернен.
Таблица 1
| Форма поперечного сечения | |||||||
| Тип соединения | Сформировать подготовленные края | Характер сварного шва | подготовленные края | сварной шов | Метод сварки | Толщина кипятка подводимой детали, мм | Условное обозначение- Увеличение сварного соединения- |
| Стык | С фланцами | Один сторонний | АФ; МФ | 1,5−3,0 | C1 | ||
| Скос | 2,0−12,0 | С47 | |||||
| Прил. | 2,0−10,0 | С4 | |||||
| АФМ | 3,0−12,0 | ||||||
| АФП | 5,0−20,0 | ||||||
| АФО; МФО | -12,0 2,0 | C5 | |||||
| Два сторонних | АФ; МФ | 2,0−20,0 | С7 | ||||
| АФС; ИДФ | 2,0−12,0 | ||||||
Прил. | 2,0−32,0 | C29 | |||||
| Фаска с последующей строжкой | 16,0−32,0 | C30 | |||||
| С фаской | Один сторонний | Прил. | 8,0−20,0 | С9 | |||
| АФМ | |||||||
| АФО; МФО | 8,0−30,0 | С10 | |||||
| АФО | C11 | ||||||
| Билат- Ронни | АФ | 14,0−20,0 | C12 | ||||
| Изогнутая кромка | Один сторонний | Прил. | 16,0−50,0 | C31 | |||
| С ломаной кромкой | Прил. | S32 | |||||
| С двумя симметричными скосами на одной кромке | Билат- Ронни | АФ | 20,0−30,0 | С15 | |||
| Скошенные края | Один сторонний | Прил. | 8,0−24,0 | S18 | |||
| АФМ | 12,0−30,0 | ||||||
| АФО; МФО | 8,0−30,0 | С19 | |||||
| Один сторонний замок | АФО | С20 | |||||
| Билат- Ронни | АФ; МФ | 14,0−30,0 | С21 | ||||
| АФК; МФК | |||||||
| АФС; ИДФ | 5,0−14,0 | ||||||
| Прил. | 14,0−30,0 | C33 | |||||
| Изогнутая кромка со скошенной кромкой | Один сторонний | АФО | 16,0−60,0 | A34 | |||
| Один сторонний замок | 16,0−50,0 | С35 | |||||
| Билат- Ронни | АФК | 24,0−160,0 | C23 | ||||
| С ломаной кромкой | Один сторонний | Прил. | 20,0−60,0 | С36 | |||
| С ломаной фаской | Одна сторонняя блокировка | АФО | 16,0−60,0 | C37 | |||
| С двумя симметричными скошенными кромками | Билат- Ронни | АФ; МФ | 18,0−60,0 | С25 | |||
| АФК | 24,0−60,0 | С25 | |||||
| Прил. | 18,0−60,0 | С38 | |||||
| С двумя несимметричными скошенными кромками | АФС; ИДФ | 16,0−60,0 | C39 | ||||
| С двумя симметрично изогнутыми кромками | АФ | 50,0−160,0 | С26 | ||||
| С двумя несимметричными скошенными кромками | И ФСГ | 24,0−130,0 | С40 | ||||
| 24,0−60,0 | C41 | ||||||
| Угловой | С отбортовкой с одной кромки | Один сторонний | АФ; МФ | 1,5−3,0 | U1 | ||
| Скос | Билат- Ронни | АФС; ИДФ | 4,0−14,0 | V5 | |||
| С фаской | Билат- Ронни | АФС; ИДФ | 8,0−20,0 | U7 | |||
| С двумя асимметричными кромками | 20,0−40,0 | У3 | |||||
| Т — | Фаска | Один сторонний | АФ; МФ | 3,0−40,0 | T1 | ||
| Билат- Ронни | Т3 | ||||||
| АФС; ИДФ | 3,0−20,0 | T3 | |||||
| С фаской | АФС; ИДФ | 8,0−30,0 | T7 | ||||
| Изогнутая кромка | АФС | 16,0−30,0 | Т2 | ||||
| С двумя симметричными скосами на одной кромке | АФ; МФ | 16,0−40,0 | T8 | ||||
| С двумя асимметричными скосами на одной кромке | АФС; ИДФ | 20,0−40,0 | Т4 | ||||
| С двумя симметричными изогнутыми скосами на одной кромке | АФ | 30,0−60,0 | Т5 | ||||
| Круг | Фаска | Один сторонний | АФ; МФ | 1,0−20,0 | h2 | ||
| Билат- Ронни | ч3 | ||||||
(Измененная редакция, ред. № 2, 3).
№ 2, 3).
4. Конструктивные элементы сварных швов и их размеры должны соответствовать указанным в табл.2-52 Участок подарочного предварительно наложенного шва условно зачернен.
Таблица 2
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||
| подготовленные кромки свариваемых деталей | сварной шов | |||||
| C1 | АФ; МФ | 1,5−3,0 | -1,5 | -3 | ||
| ________________ * Размер для справки. | ||||||
Таблица 3
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | Метод сварки | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин.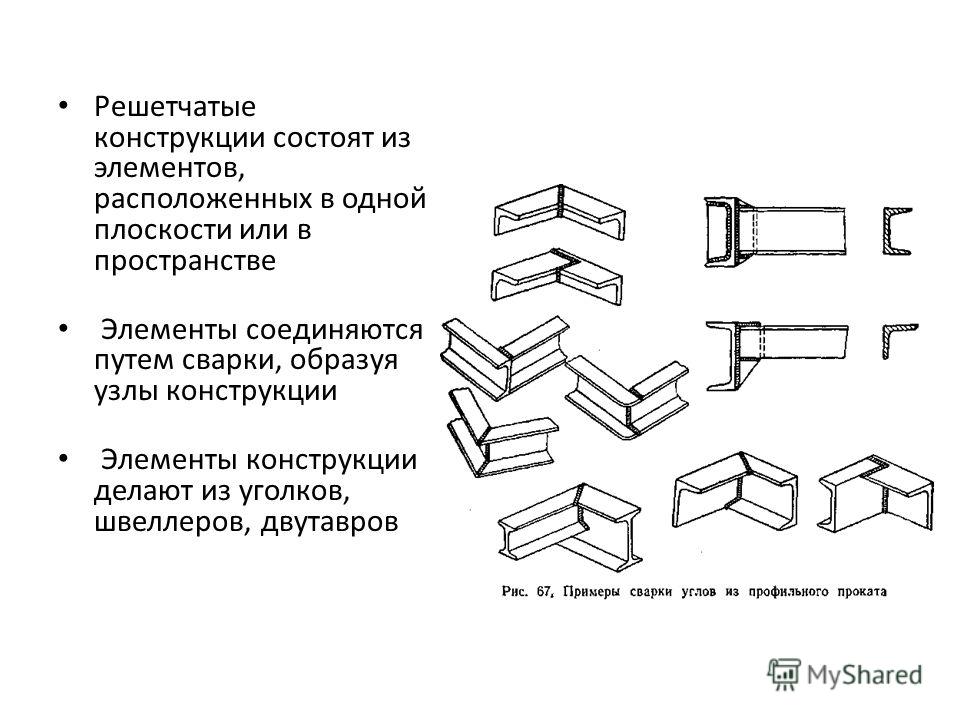 | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| С47 | АФ; МФ | 2 | 0 | +0,3 | 8,5 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | +0,5 | 10 | |||||||
| СВ. от 3 до 4 | +0,8 | 12 | 2,0 | +1,0 -1,5 | |||||
| СВ. от 4 до 5 | 14 | ||||||||
| СВ. от 5 до 6 | |||||||||
| СВ. от 6 до 8 | +1,0 | 16 | |||||||
| СВ. от 8 до 10 | 19 | ||||||||
| СВ. с 10 до 12 | 21 | ||||||||
Примечание. Метод сварки для MF <3 мм не рекомендуется. | |||||||||
Таблица 4
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | СПО- соб СВА- РКИ | не более | ||||||||
| подготовленные края | сварной шов | А- мин.  | Пред. выключенный. | А- мин. | Пред. выключенный. | А- мин. | Пред. выключенный. | ||||
| С4 | Прил. | 2 | 0,0 | +1,0 | 12 | 1,5 | ±1,0 | 1,0 | ±1,0 | ||
| СВ. от 2 до 3 | 1,0 | ±1,0 | |||||||||
| СВ. от 3 до 4 | 16 | 2,0 | +1,0 -1,5 | 1,5 | +1,0 -1,5 | ||||||
| СВ. от 4 до 5 | 1,5 | ||||||||||
| СВ. от 5 до 6 | 21 | ||||||||||
| СВ. от 6 до 7 | 2,0 | ±1,5 | 2,0 | +От 1,0 до 2,0 | |||||||
| СВ. от 7 до 10 | 26 | ||||||||||
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок. | |||||||||||
 Значение должно быть от 4 мм до 0,5 .
Значение должно быть от 4 мм до 0,5 .Таблица 5
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| С4 | АФМ | 3 | 1,0 | +0,5 | 14 | 1,5 | +1,0 -1,5 | ||
| 4 | Шестнадцать | ||||||||
| СВ. от 4 до 5 | 1,5 | ±1,0 | |||||||
| СВ. от 5 до 6 | 21 | ||||||||
| СВ. от 6 до 7 | 2,0 | 2,0 | +От 1,0 до 2,0 | ||||||
СВ.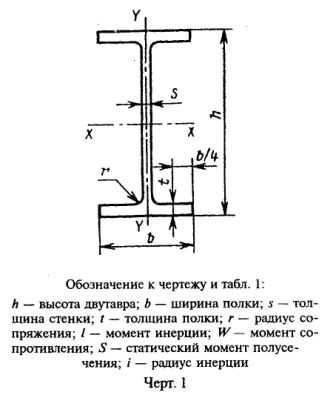 от 7 до 10 от 7 до 10 | 26 | ||||||||
| СВ. с 10 до 12 | 4,0 | 28 | |||||||
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок. Значение должно быть от 4 мм до 0,5 . | |||||||||
Таблица 6
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ±4 | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| АФП | 5−6 | 12 | 23 | 3 | +2 | 1,5 | ±1,0 | |||
| С4 | 7−10 | 14 | 26 | 4 | +1,5 А 1,0 | |||||
| 12−14 | 28 | |||||||||
| 16−18 | 16 | 36 | 5 | 2,0 | ±1,5 | |||||
| 20 | 38 | 6 | ||||||||
Примечание. | ||||||||||
 Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.
Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.Таблица 7
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не менее | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С5 | АФО; МФО | 2 | 1,5 | ±1,0 | 15 | 12 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | Семнадцать | |||||||||
| СВ. от 3 до 4 | 2,0 | 2,0 | +1,0 -1,5 | |||||||
СВ. от 4 до 5 от 4 до 5 | 20 | |||||||||
| СВ. от 5 до 6 | 3,0 | ±1,5 | 21 | |||||||
| СВ. от 6 до 7 | 25 | |||||||||
| СВ. от 7 до 8 | 26 | |||||||||
| СВ. от 8 до 10 | 4,0 | 30 | ||||||||
| СВ. с 10 до 12 | 5,0 | 28 | ||||||||
Примечание. Метод сварки МФИ > 6 мм не рекомендуется. Толщина футеровки должна быть не менее 0,25, но менее 1,5 мм. | ||||||||||
Таблица 8
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не более | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| С7 | АФ; МФ | 2 | 0 | +0,3 | 8,5 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | +0,5 | 10 | |||||||
| СВ. от 3 до 4 | +0,8 | 12 | 2,0 | +1,0 -1,5 | |||||
| СВ. от 4 до 5 | +1,0 | 14 | |||||||
| СВ. от 5 до 6 | 19 | ||||||||
| СВ. от 6 до 9 | ±1,5 | ||||||||
| СВ. с 9 по 14 | 23 | 3,0 | +1,5 К 2.0 | ||||||
| СВ. от 14 до 20 лет | 28 | ±2,0 | |||||||
Примечание. Метод сварки для MF > 6 мм не рекомендуется. | |||||||||
Таблица 9
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не более | ±2 | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С7 | АФС; ИДФ | 2 | 0,5 | +0,5 | 8,5 | 8 | 1,5 | ±1,0 | ||
| СВ. от 2 до 3 | 1,0 | ±1,0 | 10 | |||||||
| СВ. от 3 до 4 | 12 | 2,0 | +1,0 -1,5 | |||||||
| СВ. от 4 до 5 | 14 | 10 | ||||||||
| СВ. от 5 до 7 | 1,5 | +1,0 -1,5 | 16 | 12 | ||||||
| СВ. с 7 по 12 | 2,0 | +1,0 К 2.0 | 19 | 14 | 3,0 | +1,0 К 2.0 | ||||
Примечание. Метод сварки IDF для толщин от 3 мм до 6 мм не рекомендуется. | ||||||||||
Табл.
не более
-1,5
К 2.0
 от 14 до 16 лет
от 14 до 16 лет-2
-2
-2,5
-1
Ис 3,0
____________________
* Перед сваркой первого шва зазор на 1/3 толщины основного металла необходимо заполнить флюсом, а затем оставшиеся 2/3 зерен электродной проволоки , гранулы или другой гранулированный металл.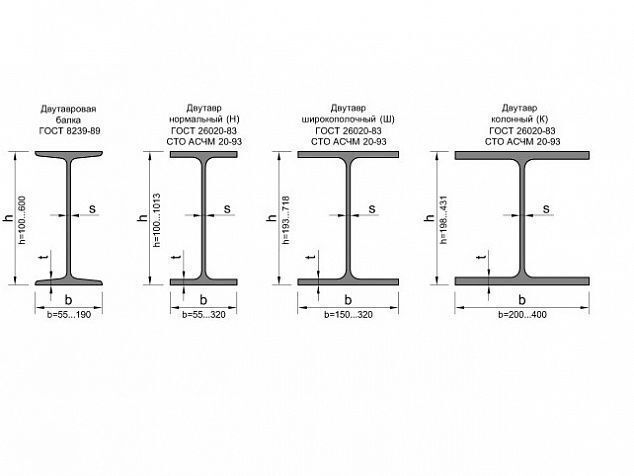
Таблица 11
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ±1 | ±2 | не более | ||
| подготовленные кромки свариваемых деталей | сварной шов | ||||||
| C30 | Афф | С 16 до 22 лет | 8 | 9 | 18 | ||
| СВ. с 22 по 26 | 13 | 14 | 24 | ||||
| СВ. от 26 до 32 | 18 | 18 | 28 | ||||
Таблица 12
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С9 | Афф; АСМ | С 8 до 9 | 18 | ±3 | ±1,0 | |||
| СВ. с 9 до 10 | 20 | ±4 | 1,5 | |||||
| СВ. с 10 до 14 лет | 22 | 2,0 | +1,0 -1,5 | |||||
| СВ. от 14 до 20 лет | 24 | 2,5 | +1,0 К 2.0 | |||||
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.
Таблица 13
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | не я- | не я- | ||||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С10 | АФО; МФО | 8 | 2 | ±1,0 | 3 | 25 | 18 | ±3 | 1,5 | ±1,0 | ||
| СВ. от 8 до 10 | 20 | |||||||||||
| СВ. от 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | ||||||||
| СВ. с 12 до 14 лет | 3 | ±1,5 | 4 | |||||||||
| СВ. от 14 до 16 лет | 24 | 2,5 | +1,0 До 2.0 | |||||||||
| СВ. от 16 до 18 лет | 4 | 30 | ||||||||||
| СВ. от 18 до 20 лет | 6 | |||||||||||
| СВ. от 20 до 24 | 5 | 26 | +1,5 К 2.  0 0 | |||||||||
| СВ. с 24 до 30 | 40 | Элементы конструкции | Метод сварки | |||||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||||
| С11 | АФО | 8 | 2 | ±1,0 | 18 | ±3 | 1,5 | +1,0 | ||||
| СВ. от 8 до 10 | 20 | |||||||||||
| СВ. с 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | ||||||||
| СВ. с 12 до 14 лет | 3 | ±1,5 | ||||||||||
| СВ. от 14 до 16 лет | 24 | 2,5 | +1,0 До 2. | |||||||||
| СВ. от 16 до 20 лет | 4 | |||||||||||
| СВ. от 20 до 24 | 5 | 26 | +1,5 К 2.0 | |||||||||
| СВ. с 24 до 30 | 30 | |||||||||||
 0
0Таблица 15
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С12 | АФ | 14 | 18 | ±3 | 2,0 | +1,0 -1,5 | ||
| СВ. от 14 до 16 лет | 2,5 | +От 1,0 до 2,0 | ||||||
СВ. от 16 до 20 лет от 16 до 20 лет | 22 | ±4 | ||||||
Таблица 16
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С31 | Прил. | 16 | 19 | ±2 | 2,0 | +1,0 К 2.0 | ||
| СВ. от 16 до 20 лет | 20 | |||||||
| СВ. от 20 до 25 | 22 | |||||||
| СВ. от 25 до 30 | 23 | ±3 | ||||||
| СВ. от 30 до 35 | 25 | |||||||
СВ.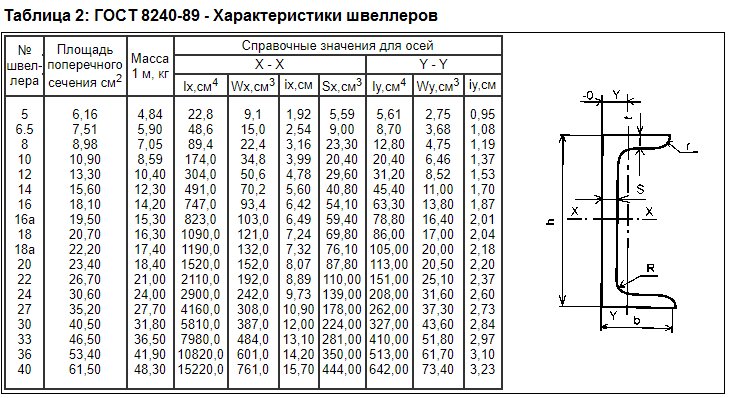 от 35 до 40 от 35 до 40 | 26 | ±4 | ||||||
| СВ. от 40 до 45 | 28 | A от 1,5 до 2,0 | ||||||
| SV. от 45 до 50 | 30 | |||||||
Таблица 17
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | |||
| С32 | Прил. | 16 | 19 | ±3 | 2,5 | +1,0 К 2.0 | ||
| СВ. от 16 до 20 лет | 20 | |||||||
| СВ. от 20 до 25 | 21 | |||||||
СВ. от 25 до 30 от 25 до 30 | 22 | |||||||
| СВ. от 30 до 35 | 23 | |||||||
| СВ. от 35 до 40 | 24 | ±4 | ||||||
| СВ. от 40 до 45 | 25 | A от 1,5 до 2,0 | ||||||
| SV. от 45 до 50 | 26 | |||||||
Таблица 18
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | |||
| С15 | АФ | С 20 до 24 | 22 | ±3 | ||
| СВ. с 24 по 28 | 26 | ±4 | ||||
| СВ. от 28 до 30 | 30 | |||||
Таблица 19
Размеры, мм
| Обозначение сварного соединения | Элементы конструкции | Метод сварки | ±1 | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Но — мин. | Пред. выключенный. | Но — мин. | Пред. выключенный. | ||||
| S18 | Прил. | С 8 до 9 | 3 | 18 | ±3 | 1,5 | ±1,0 | ||
| СВ. с 9 до 10 | 20 | ||||||||
| СВ. с 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | |||||
| СВ. с 12 до 14 лет | 4 | ||||||||
| СВ. от 14 до 20 лет | 24 | 2,5 | +От 1,0 до 2,0 | ||||||
| СВ. от 20 до 24 | 26 | ±5 | |||||||
Китайский производитель фланцев, клапан, поставщик фланцев из нержавеющей стали
Фланец из нержавеющей стали
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
фланцы из нержавеющей стали / шаровой кран
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
горячие продажи
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Фланцы поковки из нержавеющей стали ANSI DIN
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Тип бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Фланец , Клапан | |
| Количество работников: | 38 | |
| Год основания: | 2017-03-13 | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Информация отмечена
проверяется
ТЮФ Рейнланд
Компания Zhejiang chengyuan с фланцевым фитингом Co.
