Швеллер сварной: Швеллер 40П сварной купить в СПБ
Содержание
Сварной швеллер своими руками — техника, пошаговая инструкция, инструменты и материалы
Швеллер — стандартный профиль металлических элементов из черного проката. Характерная черта этой балки — п-образное сечение. При помощи него создают конструкции разных размеров для возведения малых и крупных построек.
Сами балки достаточно прочные, так что надёжность готового строения будет зависеть только от выполнения швов.
Дефекты и деформации в соединении швеллеров могут вызвать быстрое разрушение конструкции под нагрузками и влиянием природных факторов. О технологиях сварки внутрь, со смещением, с накладками и других мы расскажем в этой статье.
Содержание статьиПоказать
- Виды технологии
- Распространенные соединения
- Встык
- Использование накладок
- Соединение внутрь
- Со смещением
- Примечание
- Заключение
Виды технологии
youtube.com/embed/BFsnUJdkjwY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Для соединения швеллеров применяют несколько технологий, но самая распространённая из них — электродуговая сварка.
Она простая и удобная в исполнении. Эта технология лидирует в списке методов, используемых мастерами сварки. Это из-за возможности работать с любыми сплавами и сталями при помощи различных типов электродных стержней.
Сварочные аппараты с применением электрической дуги могут быть компактными и переносными, поэтому использовать их можно для сварки на высотках и других местах, в которые трудно «доставить» другие виды оборудования.
Для сварки швеллеров подходят стержни УОНИ, так как они прекрасно справляются с соединением стальных элементов. Однако, их использование требует от мастера знание многих нюансов, и новичкам нужно будет потренироваться, чтобы приступить к работе.
Но, освоив применение УОНИ, вы точно будете довольны результатом. Перед работой их обязательно нужно прогреть в электрической печи при температуре в 200-250 градусов. Так из стержня уйдёт лишняя влага.
Металлические детали тоже нуждаются в подготовке. В любых условиях важно, чтобы места соединения не были покрыты частичками пыли или грязи, не имели дефектов и не были окрашены. Так вы защитите шов от деформаций.
Не рекомендуем использовать переменный ток и прямую полярность — они не подходят для профиля сварных швеллеров. Кроме того, саму дугу лучше укоротить. Низкая температура не критична для электро дуги, но не должна быть ниже -35-40 по Цельсию.
Распространенные соединения
Ниже представлены самые популярные соединения сварных швеллеров.
Встык
Встык сварить детали сможет даже мастер-новичок. Это первое, чему нужно научиться, перед тем, как создавать крупные конструкции. Это простой метод, но использовать его для соединения несущих или других важных соединений нельзя.
Это первое, чему нужно научиться, перед тем, как создавать крупные конструкции. Это простой метод, но использовать его для соединения несущих или других важных соединений нельзя.
Сваривать встык можно с наружной и внутренней части детали. Во втором варианте сварщик должен следить, чтобы каждый сантиметр стыка проварился полностью, так как с первого раза это может не получиться.
Надо проваривать и основание шва, но лишь с одной стороны.
Если стенки сварного швеллера толстые (больше 6 миллиметров), кромки балки нужно рассечь. Это можно сделать «буквой V» или «буквой Х». При толщине не больше двенадцати мм, лучше всего разделять края под острым углом (примерно 30 градусов).
После подготовки можно начинать сварку. Плотно приложите стенки швеллеров одна к другой. Если ваш глазомер «хромает» воспользуйтесь центратором, так как стыковка требует точности.
Промежуток между балками должен быть меньше трёх миллиметров. К обеим деталям обязательно на время приварите прихватку, используя сварные точки. Это нужно, чтобы элементы не двигались относительно друг друга по ходу.
Это нужно, чтобы элементы не двигались относительно друг друга по ходу.
Соединение должно идти от середины к кромкам. А, чтобы увеличить прочность шва, можно добавить дополнительные накладки.
Использование накладок
В отличие от стыковой, сварка с накладками может стать основой прочной конструкции. В её случае даже расстояние между сварными швеллерными балками может быть больше — вплоть до восьми мм. Разместите накладку с той стороны, где будет сварной шов.
Ширина и плотность накладок напрямую зависят от ширины сечения швеллера: чем толще сама балка, тем тоще должны быть и накладки для неё. Последние обязательно провариваются с изнаночной и внешней сторон.
На что обращать внимание при выборе накладки? Лучше всего иметь точные размеры швеллера, но можно и прикинуть примерно. Длина накладки будет равна длине швеллера, делённой на пять.
Её толщина в идеальном случае будет такой же, как и толщина балки. Но учтите, что накладки нужны с обеих сторон соединения, причем та, что снаружи — обязательно большей длины.
Соединение внутрь
Часто сварные швеллерные балки соединяют боковыми частями -«полками» — вовнутрь. Этот метод похож на стыковой, но в его случае промежутка между элементами не оставляют совсем (или оставляют, но незначительный).
Это сложный шов, и изучать его технику лучше, когда вы уже знакомы с предыдущими.
Для подготовки деталей не рекомендуется использовать болгарку. Из-за неё конструкция будет неустойчивой. Лучше возьмите шлифовальный круг. Приложите швеллеры друг к другу плотно, улучшите их устойчивость столярными струбцинами.
Можно разделить кромки, как при сварке встык, но небольшое расстояние не критично. Тут сваривать нужно так же — от центра к краю.
Эта технология требует безукоризненных условий. Сложные для доступа места обработать не получится, так как вертикальное или угловое положение соединения не даст вам сделать правильный сплошной шов.
Не пытайтесь экспериментировать с этим соединением — так вы только потратите время и расходники. В «экстремальных» условиях «возьмите» соединение встык или с накладками.
В «экстремальных» условиях «возьмите» соединение встык или с накладками.
Метод не популярный из-за большого количества правил. Но, если вы в любом случае свариваете балки горизонтально, используйте именно его. Так шов будет плотным, без зазоров, а вся конструкция — устойчивой.
Со смещением
Соединение со смещением сложно выполнить в две руки. Оно довольно сложное. На стройках и производстве его используют несколько людей одновременно.
Смещение нужно тогда, когда соединять нужно целые комплексы из сварных швеллеров. Также оно помогает, когда балки разного размера.
Шов начинают с того места, где деталь толще. Смещенная сварка — это объединение разных соединений: стыкового, углового, продольного.
Последний, например, нельзя доводить до конца стыка, в создании углового принимают участие как минимум два мастера, и только со швом встык нет особых проблем нет.
Примечание
В конструкции можно использовать не один вид соединения. Рассчитайте нагрузки, которые она будет испытывать, так вы сможете понять, где какой шов нужен.
Место, на которое приходится большой вес, обработайте с помощью накладок, а то, где не важна устойчивость — встык. Так вы сэкономите время и материалы. Все методы, о которых мы рассказали, подходят для скрепления швеллерных балок в любом случае.
Главное — учитывайте последовательность этапов сварки. Нельзя вразброс выполнять подготовительные работы, делая зачистку после разделки кромок, например. Технология всегда предполагает, что зачистка — первое, что вы должны сделать, приступая к работе.
Если вы не будете обращать на это внимание, результат работы будет не самым приятным. Ознакомьтесь с ГОСТами для сварочного процесса — они хорошо описывают шаги.
Мы рекомендуем начинать сварку с той части сварного швеллера, которая толще. Ведите дугу от центра стыка к краям швеллеров. Даже если соединение выполнено правильно, смотреть на него нужно как на деформацию.
Это логично, так как обработка и плавка стали уменьшает её прочность. Работая, старайтесь делать так, чтобы прочность падала всего на 2-3 процента от начальной.
Такое восприятие поможет вам работать внимательнее и на выходе получить нужную металлоконструкцию.
Скорость, сила тока и напряжение индивидуальны для балок разных размеров. Эти параметры, так же, как и тип электрода, выбирайте в зависимости от вида стали, из которой изготовлен швеллер.
Скорость, с которой формируется соединение, тоже может быть разной, но чаще всего она составляет примерно двадцать метров в час.
Заключение
Кажется, что создание массивных конструкций из сварного швеллера — задача сложная. Это не так, она лишь имеет свои нюансы.
В основном важны лишь две детали — точное совмещение балок перед варкой и соблюдение методики.
Последнее касается любого типа сварки и соединения. В любом случае, одна лишь теория не поможет вам совершенствоваться. Наш основной совет — практикуйтесь как можно чаще, и вы достигнете того уровня, к которому стремитесь!
В любом случае, одна лишь теория не поможет вам совершенствоваться. Наш основной совет — практикуйтесь как можно чаще, и вы достигнете того уровня, к которому стремитесь!
Швеллер нержавеющий 160х80х8х8 сварной длиной 6 м со склада в Москве
Цена: 8 333i/м
Предлагаем купить Швеллер нержавеющий 160х80х8х8 сварной длиной 6 м оптом или в розницу с доставкой по Москве и Московской области. Качественный металлопрокат по цене 8 333i/м со склада. Швеллер нержавеющий 160х80х8х8 сварной длиной 6 м всегда в наличии в большом количестве. Имеется система скидок постоянным покупателям. Для уточнения информации по заказу и доставке товара Швеллер нержавеющий 160х80х8х8 сварной длиной 6 м звоните менеджерам по телефону + 7 (495) 989-1820 и они с радостью Вас проконсультируют по всем имеющимся вопросам.
Похожие товары
| Наименование: Швеллер нержавеющий | Длина | Цена | Кол-во м | кг | |
|---|---|---|---|---|---|
| 20х10х3х3,5 г/к | 6 м | 486i/м | В корзину | ||
| 30x15x4x4 | 6 м | 902i/м | В корзину | ||
| 40x20x3x3,5 г/к | 6 м | 884i/м | В корзину | ||
| 50x25x3x3 г/к | 6 м | 1 060i/м | В корзину | ||
| 60х30х5х5 г/к | 6 м | 2 053i/м | В корзину | ||
| 65х42х5х7 г/к | 6 м | 3 192i/м | В корзину | ||
| 80x40x5x5 г/к | 6 м | 2 726i/м | В корзину | ||
| 100х50х4х4 г/к | 6 м | 2 530i/м | В корзину | ||
| 100х50х5х5 г/к | 6 м | 3 370i/м | В корзину | ||
| 100х50х6х6 г/к | 6 м | 4 000i/м | В корзину | ||
| 120х60х6×6 г/к | 6 м | 4 819i/м | В корзину | ||
| 140х70х7х7 сварной | 6 м | 6 388i/м | В корзину |
Собственное
производство
Собственный
склад
Оперативная
доставка
10000 видов
продукции
Грамотная
консультация
Оставить заявку
E-mail*
Дополнительные комментарии:
Топ-5 лучших каналов YouTube по сварке
На YouTube нет недостатка в каналах по сварке и производству. И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые занимаются этим десятилетиями.
И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые занимаются этим десятилетиями.
Вот список некоторых из лучших каналов. Чтобы попасть в этот список, у каналов должно быть не менее 50 000 подписчиков, и они должны публиковать видео в течение последних 60 дней.
На этих каналах YouTube есть образовательные материалы по сварке MIG, TIG и дуговой сварке, а также множество интересных проектов. Со всеми сварочными каналами, из которых можно было выбирать, было нелегко сузить круг, но пять каналов, перечисленных ниже, предлагают множество полезных советов для сварщиков с любым уровнем опыта. Не забудьте также ознакомиться с нашим «PrimeWeld Picks», где мы выделили наши любимые видео с каждого канала.
1. Советы и рекомендации по сварке (Джоди Коллиер)
Посмотрите: Канал YouTube «Советы и рекомендации по сварке» (781 тыс. подписчиков)
Вероятно, самый популярный канал по сварке из всех. тест, чинить вещи, строить вещи, получать повышение и строить лучшую жизнь. По словам давнего сварщика Джоди Кольера, его канал предлагает четкие снимки дуги, которые будут казаться «как будто вы смотрите через мое плечо». Инструкции сопровождаются простым разговором, что, по мнению Коллиера, способствует хорошему сварочному видео. Вы увидите видеоролики о сварке TIG, MIG, дуговой сварке и сварке с флюсовой сердцевиной.
тест, чинить вещи, строить вещи, получать повышение и строить лучшую жизнь. По словам давнего сварщика Джоди Кольера, его канал предлагает четкие снимки дуги, которые будут казаться «как будто вы смотрите через мое плечо». Инструкции сопровождаются простым разговором, что, по мнению Коллиера, способствует хорошему сварочному видео. Вы увидите видеоролики о сварке TIG, MIG, дуговой сварке и сварке с флюсовой сердцевиной.
PrimeWeld Pick : Джоди Кольер Простая техника сварки MIG — одно из наших любимых видео о сварке MIG на YouTube.
2. Weld.com
Посмотрите: канал Weld.com на YouTube (484 тыс. подписчиков)
Рекламируемый сварщиками как «образовательный ресурс для сварщиков», этот сварочный канал на YouTube учит всему, от основ до сложностей соединения конфигурации с экзотическими материалами. Опытные инструкторы представляют проекты, основанные на их карьере в области конструкционной стали, трубопроводов, ядерной, аэрокосмической и многих других областях.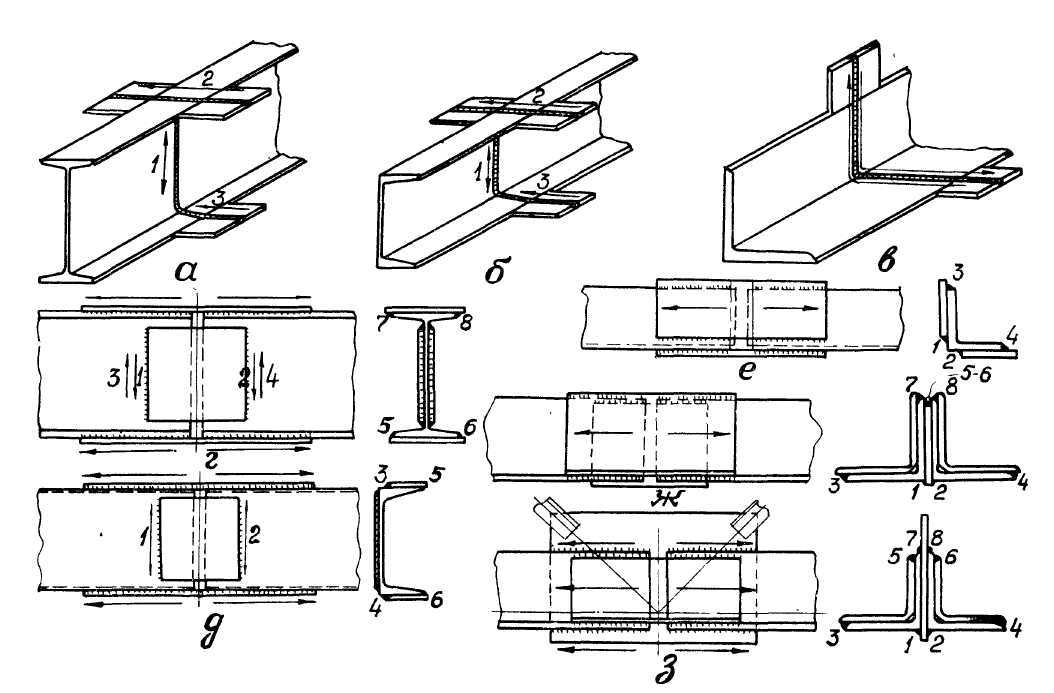 Эти сварщики привносят в свои видео более 75 лет опыта.
Эти сварщики привносят в свои видео более 75 лет опыта.
PrimeWeld Pick : узнайте , как превратить аппарат для сварки электродом в аппарат для сварки TIG , из этого полезного видео с сайта Weld.com.
3. The Fab Forums (Кайл Восс)
Посмотрите: канал The Fab Forums на YouTube (275 000 подписчиков)
Кайл Восс из Южной Каролины производит материалы для автоспорта на заказ с использованием углеродного волокна, сварки TIG и формовки металла на горячем удочки, маслкары и кастомные чопперы. Канал обычно предоставляет новый контент каждую неделю. Некоторые из прошлых проектов Кайла включают 1964 C10 Chevy, еще один проект грузовика C10 был назван в 1969 году под названием Black Pearl, и в настоящее время он работает над кастомной сборкой Ford Mustang с двойным турбонаддувом, которую он называет Grey Goose.
Выбор PrimeWeld: Чтобы узнать, как использовать свои навыки сварщика для изготовления промышленного стола, посмотрите это видео Кайла Восса.
4. 6061.com
Проверьте это: 6061.com Канал YouTube (421 тыс. подписчиков)
Неудивительно, что 6061.com занимается производством и обработкой алюминия. Советы по сварке TIG включают базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрамовых электродов, способы приобретения и правильной очистки алюминия, сварку наружных углов и сварку в нерабочем положении. Некоторые из забавных проектов, на которых вы можете учиться:
Как сделать подставку для мобильного телефона
Ручная 3D-печать с помощью сварочного аппарата TIG
Как сделать калимбу
как вырезать чистый круг.
5. Канал Кевина (Кевина Карона)
Проверьте это: Канал Кевина Карона на YouTube (76,4 тыс. подписчиков)
Кевин Карон – скульптор, работающий в основном с металлоконструкциями. Он проектирует, режет, формирует, сваривает и шлифует свою собственную работу. По его словам, его специализация — «заставлять металл делать довольно сумасшедшие вещи». Кевин делится своими художественными советами и уловками об ассортименте инструментов и методов сварки и изготовления.
По его словам, его специализация — «заставлять металл делать довольно сумасшедшие вещи». Кевин делится своими художественными советами и уловками об ассортименте инструментов и методов сварки и изготовления.
PrimeWeld Pick: Если вы планируете сварку толстым металлом электродугой, посмотрите видео Кевина «Как сваривать толстый металл дугой» .
Промышленная линия полусварки | Альфа Лаваль
- Документы
- Связанные услуги
- Смежные отрасли
- Требовать новых стандартов
- Как это работает
Полусварные пластинчатые теплообменники подходят для охлаждения, химических процессов и различных видов промышленных коммунальных услуг. Уникальная система уплотнения Alfa Laval RefTight™ гарантирует долговечную герметизацию между сварными швеллерами, поскольку лазерная сварка находится снаружи канавки кольцевой прокладки. Гладкая поверхность обеспечивает плотное равномерное уплотнение по всему уплотнительному кольцу.
Гладкая поверхность обеспечивает плотное равномерное уплотнение по всему уплотнительному кольцу.
Высокоэффективный и гибкий
- Компактный блок
- Возможны низкие эксплуатационные расходы благодаря превосходной энергоэффективности и увеличенным интервалам обслуживания
- Безопасное и надежное уплотнение без риска перекрестного загрязнения
- Стойкость к усталости при давлении и температуре
Вы можете заказать промышленную полусварную линию Альфа Лаваль для различных температурных программ, ограничений перепада давления, среды и рабочего давления. Различные размеры в линейке продуктов охватывают весь диапазон мощностей теплопередачи и расхода. Все они тщательно разработаны и отобраны для достижения оптимальной производительности.
Как это работает
.
Зона теплопередачи разборного пластинчато-рамного теплообменника состоит из ряда гофрированных пластин, установленных между рамой и прижимными пластинами, которые удерживают расчетное давление. Для достижения наилучших тепловых характеристик и обеспечения очень близкого температурного приближения жидкости обычно проходят через теплообменник в противотоке.
Для достижения наилучших тепловых характеристик и обеспечения очень близкого температурного приближения жидкости обычно проходят через теплообменник в противотоке.
Уплотнение между пластинами на промышленной полусварочной линии чередуется между лазерной сваркой и прокладками. Канал, сваренный лазером, позволяет использовать жидкости, не совместимые с обычными прокладками, а также допускает более высокое расчетное давление, чем пластинчато-рамные теплообменники с полным уплотнением. Кроме того, уплотнительная система Альфа Лаваль RefTight™ гарантирует одинаковую силу уплотнения по всей прокладке иллюминатора.
Промышленная полусварная линия доступна с различной глубиной прессования и углами шевронного рисунка и различными формами гофра, которые тщательно разработаны и подобраны для достижения оптимальной производительности. CurveFlow™ и область распределения шоколадного рисунка — это две доступные конструктивные особенности, обеспечивающие равномерное распределение жидкости по всей пластине.
