Сколько электродов нужно на 1 м шва: WordPress › Ошибка
Содержание
Определение расхода электроэнергии, электродов, флюсов и газов
СВАРКА И РЕЗКА МЕТАЛЛОВ
Расход электроэнергии. При дуговой сварке расход электроэнергии подсчитывается по количеству наплавленного металла. В зависимости от типа агрегата, применяемого для питания сварочных постов, примерный расход энергии на 1 кг наплавленного металла составляет:
При ручной сварке однофазным переменным током от однопостового сварочного
трансформатора……………………………………………… 3,5…. 3,8
При сварке под флюсом одной проволокой на переменном токе. . . . • . .
2,65—3 |
При однопостовой сварке трехфазной
дугой…………………………………………………………
При сварке постоянным током от одно — постового преобразователя при 60 в. . . . 8—9
То же, при 40 в………………… •……………….. 5—5,5
Расход электродов и проволоки. При дуговой сварке весовая потребность в электродах определяется по общему весу наплавленного металла шва, к которому прибавляется 20—30% для электродов с тонким покрытием и 40—60% для электродов с толстым покрытием. Количество потребных электродов в штуках подсчитывается делением общего веса электродов на вес одного электрода с учетом веса покрытия.
При дуговой сварке весовая потребность в электродах определяется по общему весу наплавленного металла шва, к которому прибавляется 20—30% для электродов с тонким покрытием и 40—60% для электродов с толстым покрытием. Количество потребных электродов в штуках подсчитывается делением общего веса электродов на вес одного электрода с учетом веса покрытия.
При сварке под флюсом расход электродной проволоки можно подсчитать следующим образом: сначала подсчитывают вес наплавленного металла, исходя из геометрических размеров шва, затем к полученной величине прибавляют 2%, учитывающие потери проволоки при наладке режима, на вывод кратера шва н пр.
Для упрощения подсчета количества наплавленного металла швов, выполненных в стык, можно пользоваться следующей формулой
G — C-s2,
где G — вес наплавленного металла в граммах на 1 лі шва;
С — коэффициент;
s — толщина свариваемого металла, мм.
Значения коэффициента С берут по данным табл. 75.
При газовой сварке для определения общего расхода проволоки к полученному значению С прибавляют 10—15% на потери от угара и разбрызгивания.
Например, нужно сварить медные листы толщиной s= 10 мм односторонним швом с V-образной подготовкой кромок; угол скоса 40°. Из табл. 75 находим значение С = 14. Тогда G = 14 X 102 = = 1400 г на 1 м шва, или 1,4 кг на 1 лі шва-
Учитывая потери на угар и разбрызгивание в размере 1096, получаем общий расход присадочной проволоки:
1,4 X 1,1 = 1,54 кг/м.
Сварщик и резчик должны экономить кислород, ацетилен (карбид) или другой горючий газ присадочную проволоку, не допускать их перерасхода против установленных норм, обеспечивая в то же время высокое качество выполнения работ по сварке и резке.
Значение коэффициента С при сварке в стык
|
Расход флюса при сварке принимают равным (1-Й,5) G, где G — вес расплавленной проволоки.
Расход газов. При газовой сварке расход газов определяется по мощности наконечника и времени сварки. Для подсчета расхода ацетилена на 1 м шва нужно величину мощности наконечника в л/час разделить на 60, а затем папученный результат умножить на основное время сварки в минутах и на коэффициент 1,05, учитывающий дополнительный расход ацетилена на зажигание и регулирование горелки, прихватки и пр.
Например, для сварки латуни толщиной 10 мм мощность горелки равна: 10 X 100 — 1000 л ацетилена в час.
В минуту это составит:
1000 ice /
= 16,6 Л MUH.
60
Основное время на сварку 1 м шва по табл. 74 будет равно 50 х 0,7 == 35 мин. Следовательно, расход ацетилена составит:
16,6 X 35 X 1,05 = 610 л/пог. м,
Чтобы подсчитать расход кислорода, нужно полученный расход ацетилена умножить на коэффициент 1,4, считая, что расход кислорода при сварке латуни на 40% больше расхода ацетилена.
В нашем примере расход кислорода равен:
1,4 X 610 = 854 л/пог. м.
м.
Расход кислорода и ацетилена на резку определяют по таблицам режимов резки для металла данной толщины (см. табл. 68, 69 и 70).
Самый популярный способ крепления металлических деталей – сварка. И заниматься ею можно не только во промышленных масштабах. В быту сварочные работы используются также часто, причем речь не всегда о сварщиках, …
Чтобы выполнить сварку прочно и качественно, недостаточно иметь только сварочный аппарат. Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Есть несколько факторов, анализировать которые при выборе сварочного аппарата нужно обязательно в магазине сварочного оборудования. Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
Сварка электродом и сила тока: ключевые моменты
Работа со сварочным аппаратом – это навык, освоение которого приходит с практикой. Выбор правильных электродов и силы сварочного тока считается не менее легким процессом из-за широкого диапазона электродов. Все зависит от типа металла, его механических свойств. Электроды работают с определенным типом источника сварочного тока. Перед включением сварочного и начала работ вам нужно определиться с факторами выбора электродов и расчета силы сварочного тока.
Выбор правильных электродов и силы сварочного тока считается не менее легким процессом из-за широкого диапазона электродов. Все зависит от типа металла, его механических свойств. Электроды работают с определенным типом источника сварочного тока. Перед включением сварочного и начала работ вам нужно определиться с факторами выбора электродов и расчета силы сварочного тока.
В этом обзоре мы рассмотрим основные принципы расчета силы токов при сварке электродом и рассмотрим теорию, рекомендации специалистов, которые помогут на практике избежать типичных ошибок. Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание. В современных моделях есть автоматический режим.
Сварочный ток: что нужно знать о нем
Сам процесс варки зависит от двух составляющих – диаметр электродов и сила тока при сварке электродом. Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Для новичков важно запомнить базовое правило: сила сварочного тока определяется после ознакомления с диаметром электродов, который вы намерены использовать для сварки. Это базовый фактор для планирования работы.
Сварка металла электродом: как выбрать
Чтобы правильно подобрать электрод, оцените состав выбранного металла. Суть заключается в том, что состав электродов должен соответствовать типу металла. Только в этом случае удастся обеспечить прочный сварочный шов. Если определить состав металла проблематично, разберитесь в следующих моментах:
Суть заключается в том, что состав электродов должен соответствовать типу металла. Только в этом случае удастся обеспечить прочный сварочный шов. Если определить состав металла проблематично, разберитесь в следующих моментах:
- Внешний вид металла. Если вы работаете со сломанной деталью, проверьте внутреннюю поверхность и определите, является ли подобранный металл литым.
- Магнитный или нет. Если металл магнитится, вероятнее всего, речь идет об углеродистой или легированной стали. Если основной металл не магнитится, материал может быть марганцевой сталью, нержавеющей сталью серии, цветным сплавом (алюминий, латунь, медь или титан).
- Образовавшиеся искры. Если во время прикосновения к дробилке металл образовывает большое количество иск, это свидетельствует о содержании углерода.
- Прочность. Сравните минимальную прочность электрода на разрыв с пределом прочности основного металла. Прочность на растяжение электродов на стержне можно определить по первым двум цифрам классификации на боковой поверхности электрода.

- Сварочный ток. Некоторые типы электродов могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие виды электродов работают с обоими. Чтобы определить правильный тип сварочного тока для конкретных электродов, обратитесь к четвертой цифре классификации, которая представляет тип покрытия и тип совместимого сварочного тока.
Какой ток соответствует диаметру электродов
Выбор силы тока: простое объяснение
Поскольку сварка – это дело практики, изначально вы можете протестировать разную силу токов при работе с металлическими изделиями. Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Если у вас электрод диаметром 4 мм, тогда на аппарате устанавливаем значение от 120 до 200 Ампер. Сварка электродом 4 мм встречается часто и позволяет выполнять швы разного вида. Это наиболее популярный вариант для промышленной сварки. Если вы научитесь настраивать сварочный ток для 4 мм в этом диапазоне, это будет большим плюсом.
Сварка электродом 4 мм встречается часто и позволяет выполнять швы разного вида. Это наиболее популярный вариант для промышленной сварки. Если вы научитесь настраивать сварочный ток для 4 мм в этом диапазоне, это будет большим плюсом.
При работе с электродами 5-миллиметровым, переходим на более серьезную силу токов – от 160 до 200 Ампер. В этом случае специалисты советуют переходить на полупрофессиональные трансформаторы. Только в этом случае можно гарантировать стабильную работу аппарата и горение дуги.
Если говорить об электродах 8-ми миллиметров и большего диаметра, тогда стоит переходить на профессиональное оборудование. Это единственный вариант. Минимальное значение силы токов составит 250 Ампер, но чаще всего сварщики сталкиваются и с показателями до 350 Ампер.
На современном рынке встречаются инверторные сварочные аппараты. Это компактное оборудование, отличающееся надежностью. Они удобны для домашнего использования, но чаще подходят для сварки проволоки малого диаметра. Следовательно, сила токов не превысит 50 Ампер. Такие сварочные аппараты способны плавно регулировать силу токов с минимальной погрешностью при выполнении сварочного шва.
Следовательно, сила токов не превысит 50 Ампер. Такие сварочные аппараты способны плавно регулировать силу токов с минимальной погрешностью при выполнении сварочного шва.
Даже если вы новичок и ранее не сталкивались со сваркой, ориентируясь на утвержденные стандарты легко выбрать силу тока и не допустить типичных ошибок при сварке электродом. Старайтесь избегать неаргументированных советов экспертов. Если вы ошибетесь с силой тока, есть вероятность, что металл будет прожигаться или не сможет плавиться на необходимую глубину. Значения силы тока для создания качественных швов фиксируются в ГОСТах и нормативных международных документах. Пользуйтесь ими и только с этой информацией вы сможете добиться желаемого результата.
Еще одна более универсальная таблица поможет вам настроить сварочный аппарат под работу с конкретным электродом:
Сила сварочного тока: какие параметры стоит учитывать
Помимо диаметра электрода важно обратить внимание на следующие параметры:
- сварка и толщина металла.
 Это обязательный фактор, который поможет определиться с диметром электрода;
Это обязательный фактор, который поможет определиться с диметром электрода; - положение сварки. Только в нижнем положении вы не сможете сварить детали, других ограничений нет;
- многослойная сварка. Если вам нужно проварить в несколько проходов, тогда придется экспериментировать с силой токов;
- марка электрода. Чаще всего обращают внимание на этот пункт профессиональные сварщики, работающие с несущими конструкциями, в которых нельзя допускать ошибок. В таком случае есть определенные требования и к марке электрода;
- типы токов. Род бывает переменный и постоянный. Поскольку определенные электроды могут работать только с конкретными тирами, это может быть важно;
- какая полярность.
Вывод: почему важно определиться с силой сварочного тока
Если вы работаете со сварочным аппаратом без автоматического режима, определяться с силой токов придется научиться. За счет его изменения реально делать шов более прочным, утолщенным в зависимости от поставленной цели.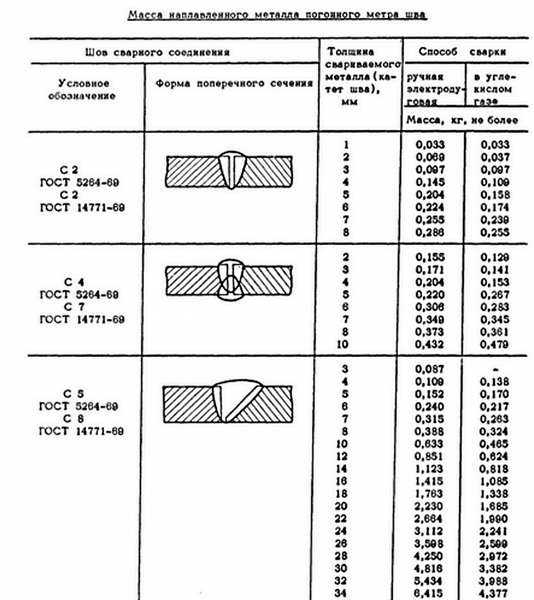 Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.
Ошибки на практике встречаются, и это нормально. Но, если вы не хотите на них учиться, достаточно пользоваться таблицами, которые мы обозначили в обзоре. Сохраните их и при необходимости пользуйтесь. Через время вам удастся настраивать инвертор без погрешностей, чем вы упростите процесс сварки.
Применение метода удельного электрического сопротивления для обнаружения подземных горных выработок
%PDF-1.5
%
79 0 объект
>>>]/ON[109 0 R]/Порядок[]/RBGroups[]>>/OCGs[109 0 R]>>/PageLabels 71 0 R/Страницы 73 0 R/Тип/Каталог>>
эндообъект
81 0 объект
>/Шрифт>>>/Поля[]>>
эндообъект
76 0 объект
>поток
Acrobat Distiller 5.0.5 (Windows)2003-07-18T20:02:27Z2018-02-12T13:53:23-05:002018-02-12T13:53:23-05:00PScript5.dll версии 5.2uuid:b6d1f9eb-531f-4ca6-a2a5-a7669448ec12uuid:431d8410-87b5-4218-b6f7-2092ea992d34application/pdf
конечный поток
эндообъект
71 0 объект
>
эндообъект
73 0 объект
>
эндообъект
74 0 объект
>
эндообъект
75 0 объект
>
эндообъект
290 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Повернуть 0/Тип/Страница>>
эндообъект
33 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Повернуть 0/Тип/Страница>>
эндообъект
37 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Повернуть 0/Тип/Страница>>
эндообъект
41 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Повернуть 0/Тип/Страница>>
эндообъект
45 0 объект
>/ExtGState>/Font>/ProcSet[/PDF/Text/ImageC]/XObject>>>/Повернуть 0/Тип/Страница>>
эндообъект
499gfO{B>XK» fzŻamfs:=P|v#>nrhiWj)5:7n@*͌B_H!. _
_
Датчик проводимости Hach Intellical CDC401, кабель 1 м, 3 м
Артикул: CDC40101, CDC40103
Производитель: Hach
Наличие: Только для заказа
Заказ
Добавить к сравнению
- Интеллектуальные цифровые датчики обеспечивают максимальную прослеживаемость истории измерений электропроводности.
- Цифровые датчики проводимости Intellical CDC401 предупреждают пользователя о необходимости повторной калибровки.
- можно подключать к различным кондуктометрам без необходимости повторной калибровки или повторного ввода настроек измерения.
Цифровые датчики электропроводности Intellical CDC401
Полевой датчик проводимости Intellical CDC401, кабель 5, 10, 15, 30 м
Артикул: CDC40105, CDC40110
Описание
Технические характеристики
Рекомендуемые продукты
Аксессуары
Описание
Описание
Intellical CDC401 представляет собой цифровую графитовую 4-полюсную кондуктометрическую ячейку с датчиком температуры. Лабораторная версия доступна с кабелем длиной 3 (CDC40103) или 1 (CDC40101) м. CDC401 идеально подходит для измерения электропроводности, солености, удельного сопротивления или общего содержания растворенных твердых веществ (TDS) в сточных водах, питьевой воде или системах общего контроля качества воды.
Лабораторная версия доступна с кабелем длиной 3 (CDC40103) или 1 (CDC40101) м. CDC401 идеально подходит для измерения электропроводности, солености, удельного сопротивления или общего содержания растворенных твердых веществ (TDS) в сточных водах, питьевой воде или системах общего контроля качества воды.
Диапазон измерений
Проводимость: 0,0 мкСм/см — 200 мСм/см
TDS: 0,00 мг/л — 50,0 г/л NaCl
Соленость: 0 — 42 ppt или ‰
Удельное сопротивление: 2,5 Ом·см — 49 МОм·см
Идеально подходит для использования с лабораторными и ручными многопараметрическими измерителями Hach серии HQD.
Specifications
Specifications
| Application area | Wastewater, Food production, Drinking water, Brewing, Treatment facilities, Equipment for water utilities, Beverages |
| Type | Laboratory |
| Industry | Chemical , Еда и напитки, Муниципальная |
| Параметры | Удельное сопротивление, соленость, проводимость, TDS (общая растворенная твердые вещества) |
| Точность | ± 0,5% |
Рабочая температура. | 4-полюсный графит |
Рекомендуемые продукты
Рекомендуемые продукты
Портативный цифровой одноканальный кондуктометр HQ14D
Портативный кондуктометр. Базовое устройство без электродов. Цифровая измерительная/электродная система сочетает в себе надежность, гибкость и простоту использования. Сменные электроды INTELLICAL автоматически распознаются и сохраняют все необходимые данные. Прочные, практически неразрушимые внешние версии с кабелями разной длины позволяют проводить измерения в труднодоступных местах.
Артикул: HQ14D.99.000000
Посмотреть продукт
Сравнивать
Портативный одноканальный многопараметрический измеритель HQ30D
Портативный одноканальный многопараметрический прибор для измерения pH, ОВП, проводимости, TDS, удельного сопротивления, солености, растворенного кислорода и БПК. Базовое устройство без электродов.
Артикул: HQ30D.99.000000
Посмотреть продукт
Сравнивать
HQ40D Портативный многопараметрический измеритель с двумя входами
Портативный двухканальный многопараметрический прибор для измерения pH, ОВП, проводимости, TDS, удельного сопротивления, солености, растворенного кислорода и БПК. Базовое устройство без электродов.
Артикул: HQ40D.99.000000
Посмотреть продукт
Сравнивать
HQ440D Лабораторный многопараметрический прибор с двумя входами и держателем электрода
Цифровая измерительная/электродная система HQD сочетает в себе надежность, гибкость и простоту использования. Сменные электроды INTELLICAL автоматически распознаются и сохраняют все необходимые данные.
Артикул: HQ440D.98.00012
Посмотреть продукт
Сравнивать
Принадлежности
Принадлежности
Сертифицированный стандартный раствор проводимости, 12,85 мСм/см
Калибровочный раствор для кондуктометров со стандартной проводимостью, концентрация 12,85 мСм/см ± 0,5% (k = 2) при 25 °C, 500 мл.
Артикул: S51M002
Посмотреть продукт
Сравнивать
Сертифицированный стандартный раствор для измерения проводимости, 1015 мкСм/см
Сертифицированный раствор стандартной проводимости, 0,05 % хлорида натрия (NaCl), концентрация 1015 мкСм/см ± 0,5 % при 25 °C, 500 мл.
Артикул: S51M004
Посмотреть продукт
Сравнивать
Стандартный раствор проводимости, 12,88 мСм/см
Калибровочный раствор для измерителей проводимости, концентрация 12,88 мСм/см ± 1% при 25 °C / 0,1 М KCl, 500 мл.
Артикул: C20C250
Посмотреть продукт
Сравнивать
Стандартный раствор проводимости, 1413 мкСм/см
Стандартный раствор проводимости, концентрация 1413 мкСм/см ± 1% при 25 °C / 0,01 М KCl, 500 мл.
Артикул: C20C270
Посмотреть продукт
Сравнивать
Рекомендуемые продукты
Портативный цифровой одноканальный кондуктометр HQ14D
Портативный кондуктометр. Базовое устройство без электродов. Цифровая измерительная/электродная система сочетает в себе надежность, гибкость и простоту использования. Сменные электроды INTELLICAL автоматически распознаются и сохраняют все необходимые данные. Прочные, практически неразрушимые внешние версии с кабелями разной длины позволяют проводить измерения в труднодоступных местах.
Базовое устройство без электродов. Цифровая измерительная/электродная система сочетает в себе надежность, гибкость и простоту использования. Сменные электроды INTELLICAL автоматически распознаются и сохраняют все необходимые данные. Прочные, практически неразрушимые внешние версии с кабелями разной длины позволяют проводить измерения в труднодоступных местах.
Артикул: HQ14D.99.000000
Посмотреть продукт
Сравнивать
Портативный одноканальный многопараметрический измеритель HQ30D
Портативный одноканальный многопараметрический прибор для измерения pH, ОВП, проводимости, TDS, удельного сопротивления, солености, растворенного кислорода и БПК. Базовое устройство без электродов.
Артикул: HQ30D.99.000000
Посмотреть продукт
Сравнивать
HQ40D Портативный многопараметрический измеритель с двумя входами
Портативный двухканальный многопараметрический прибор для измерения pH, ОВП, проводимости, TDS, удельного сопротивления, солености, растворенного кислорода и БПК.