Сортамент гнутых швеллеров: Швеллер гнутый по ГОСТ 8278-83 стальной равнополочный
Содержание
Швеллер тонкостенный гнутый сортамент | ТРАСТ МЕТАЛЛ
Швеллер тонкостенный гнутый сортамент
Швеллер — это металлические изделия П-образного сечения, получаемые из горячей заготовки на сортовых станках. Рассчитать массу по длине и наоборот можно возпользовавшись металлокалькулятором нашего сайта. Уклон внутренних граней швелера не должен превышать 10%. Сортамент соответствует ГОСТ 8240-97. Пожалуйста, уточняйте наличие товаров и цену у менеджеров. Такой профиль обычно изготавливают как из горячекатаной рулонной углеродистой стали обыкновенного качества, так и углеродистой качественной конструкционной и низколегированной стали.
Швеллер тонкостенный гнутый сортамент
Стальные гнутые швеллеры : Изготовляют согласно ГОСТ 11474-76 на профилегибочных станках из холоднокатаной и горячекатаной стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной сталей. Номер стального швеллера соответствует его размеру (расстоянию между внешними гранями), выраженному в см. К данному виду металлопродукции относится горячекатаный и гнутый швеллер , который поставляет Компания Трастметалл в Москве. По длине полок гнутый швеллер в свою очередь делится на равнополочный, изготовляемый по ГОСТ 8278-89 и неравнополочный, изготовляемый по ГОСТ 8281-80. Производство и поставки гнутого швеллера и уголка. Стандарт устанавливает сортамент стальных горячекатанных швеллеров общего и специального назаначения высотой от 50 до 400 мм и шириной полок от 32 до 115 мм.
К данному виду металлопродукции относится горячекатаный и гнутый швеллер , который поставляет Компания Трастметалл в Москве. По длине полок гнутый швеллер в свою очередь делится на равнополочный, изготовляемый по ГОСТ 8278-89 и неравнополочный, изготовляемый по ГОСТ 8281-80. Производство и поставки гнутого швеллера и уголка. Стандарт устанавливает сортамент стальных горячекатанных швеллеров общего и специального назаначения высотой от 50 до 400 мм и шириной полок от 32 до 115 мм.
Швеллер на складе ООО ПКФ Трастметалл представлен следующими типовыми размерами: Швеллер г/к. Визуально гнутый швеллер отличается от горячекатаного наличием скругленного внешнего угла. Стальные горячекатанные швеллеры: Швеллеры стальные г/к изготовляются по ГОСТ 535-88 с уклоном внутренних граней полок или с параллельными гранями полок: 10, 10П и т.д. Основные параметры и размеры По форме и размерам швеллеры изготовляют следующих серий: У — с уклоном внутренних граней полок, П — с параллельными гранями полок, Э — экономичные с параллельными гранями полок, Л — легкой серии с параллельными гранями полок, С — специальные. Швеллер стальной горячекатанный ГОСТ 8240-97. Данное предложение не является публичной офертой и носит информационный характер. Изготовление осуществляют на профилегибочных станах согласно ГОСТ 11474—76.
Швеллер стальной горячекатанный ГОСТ 8240-97. Данное предложение не является публичной офертой и носит информационный характер. Изготовление осуществляют на профилегибочных станах согласно ГОСТ 11474—76.
Сортамент соответствует: для равнополочного — ГОСТ 8278-97, для неравнополочного — ГОСТ 8281-80. Швеллер гнутый. Цена зависит от размера, объема поставки. Швеллер стальной гнутый неравнополочный ГОСТ 8281-80. Специальные виды стальных швеллеров г/к: для автомобильной промышленности — ГОСТ 19425-74 (18С, 20С и т.д.), для вагоностроения — ГОСТ 5267.1-90 (8В,14В, 18В).
Швеллер тонкостенный гнутый
По точности прокатки изготовляют: повышенной точности — Б, обычной точности — В. Компания Трастметалл изготовит гнутый швеллер по Вашим размерам. Производство ведется двумя основными способами: непрерывным и поштучным. Номер такого швеллера соответствуют его размеру, выраженному в мм. Компания «ТрастМеталл» занимается производством и поставками гнутого швеллера, гнутого уголка.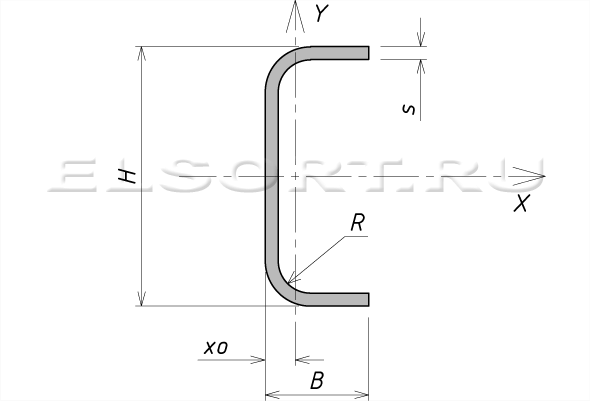 Мы можем как изготовить профиль по вашим размерам, так и поставить из складского наличия в Москве.
Мы можем как изготовить профиль по вашим размерам, так и поставить из складского наличия в Москве.
Швеллер тонкостенный
Изготовление гнутого швеллера.
Смотрите также
Сортамент гнутых швеллеров
Сортамент соответствует: для равнополочного — ГОСТ 8278-97, для неравнополочного — ГОСТ 8281-80. Данное предложение не является публичной офертой и носит…
Сортамент гнутые швеллера
Области применения гнутого равнополочного швеллера. Особенности гнутого швеллера. Однако при больших объемах металлопродукции эта разница может сыграть…
Сортамент гнутого швеллера
Изготовление осуществляют на профилегибочных станах согласно ГОСТ 11474—76. По точности прокатки изготовляют: повышенной точности — Б, обычной точности —…
Гнутые швеллеры сортамент
Швеллер гнутый. Производство и поставки гнутого швеллера и уголка. Компания «ТрастМеталл» занимается производством и поставками гнутого швеллера, гнутого…
Швеллер тонкостенный
Во-вторых, швеллер гнутый купить, который можно в неограниченном количестве легко поддается различным способам обработки, к примеру, таким как сварка или…
Сортамент швеллера
EMK © 2014 | Все права защищены
ПОСТАВКИ
Металлопроката
из Европы
ОСТАВИТЬ ЗАЯВКУ
По способу изготовления швеллер можно разделить:
• стальные горячекатаные
• стальные специальные
• стальные гнутые равнополочные
• стальные гнутые неравнополочные
Швеллер
Швеллером называют конструктивный элемент, сделанный из металла, в сечении схожий с буквой «П». Выдерживает значительную нагрузку и является наиболее важной составляющей строительства и машиностроения. Необходим в применении, как часть металлической конструкции в местах приложения изгибающих усилий и нагрузки или как элемент подкрановой балки, станка, вагона, кровли, межэтажного перекрытия, каркаса или облицовки здания, перегородки, моста, стены и иных конструкций, которым необходима особая прочность и жесткость. Равномерное распределение веса нагрузки достигается П-образной формой элемента, благодаря чему конструкция в целом становится более устойчивой и способна выдержать большие механические нагрузки и разрушительное действие окружающей среды и при этом сохранить свою функциональность.
Выдерживает значительную нагрузку и является наиболее важной составляющей строительства и машиностроения. Необходим в применении, как часть металлической конструкции в местах приложения изгибающих усилий и нагрузки или как элемент подкрановой балки, станка, вагона, кровли, межэтажного перекрытия, каркаса или облицовки здания, перегородки, моста, стены и иных конструкций, которым необходима особая прочность и жесткость. Равномерное распределение веса нагрузки достигается П-образной формой элемента, благодаря чему конструкция в целом становится более устойчивой и способна выдержать большие механические нагрузки и разрушительное действие окружающей среды и при этом сохранить свою функциональность.
Внешний вид швеллера
Швеллер UPE, изготовленные по европейским стандартам, выполнены с параллельными гранями. Широкие полки граней придают сечению дополнительную прочность, а изготовление методом горячей прокатки позволяет снизить трудоемкость, поэтому цена швеллера вполне доступна практически любой категории покупателей.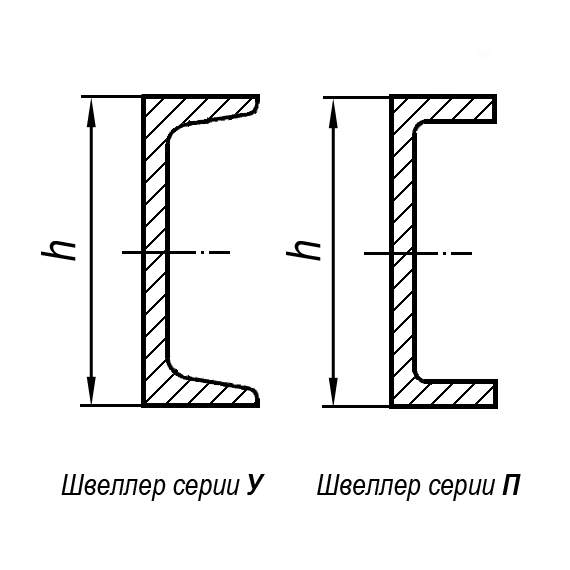
Балки HEA, HEB, HEM
Швеллер UPE
Швеллер UPN(UNP)
Швеллера с уклоном граней лучше всего применять при нагрузке, создающей поперечный изгиб, так как обеспечивается максимальная жесткость по горизонтальной оси. Профиль изготавливается из конструкционной углеродистой стали обыкновенного качества.
Cтальной горячекатаный швеллер европейского стандарта, с параллельными гранями полок UPE
Cтальной горячекатаный швеллер европейского стандарта, с уклоном внутренних граней полок UPN (UNP)
Сортамент швеллеров довольно разнообразен. На сегодняшний день типов и размеров швеллера существует не один десяток. Высотой стенки – от пяти до сорока сантиметров – и высотой полки – от трех до одиннадцати с половиной сантиметров — обуславливается размер швеллера.
У нас, Вы можете приобрести все виды и размеры швеллера.
Расчет цены формируется с учетом Ваших потребностей.
Индивидуальный подход к каждому клиенту —
наш основной принцип, который учитывает все Ваши пожелания.
Чтобы купить швеллер свяжитесь с отделом продаж
по телефону в Москве: +7 499 705 75 30
Либо отправьте заявку, наш менеджер незамедлительно с Вами свяжется.
Сортамент швеллеров
Швеллер изготавливается путем прокатывания черных металлов на специальном станке. Материалом для производства также может быть и другой сортовой металл. По различным способам изготовления разделяют горячекатаные швеллера и гнутые швеллера. Гнутые швеллера производятся на профилегибочном оборудовании путем холодного сгибания плоских прокатов. Скругленный внешний угол — отличительная деталь гнутого швеллера от горячекатного.
Длиной данный конструктивный элемент бывает от двух до двенадцати метров, то есть два, четыре, шесть, девять и двенадцать метров, но помимо в продаже имеется и швеллер немерной длины от четырех до двенадцати метров, что дает возможность наиболее точного подбора при возведении запланированной конструкции.
Сортамент швеллеров довольно разнообразен. На сегодняшний день типов и размеров швеллера существует не один десяток. Высотой стенки – от пяти до сорока сантиметров – и высотой полки – от трех до одиннадцати с половиной сантиметров — обуславливается размер швеллера. Различают равнополочный ( с одинаковой длиной полок) и неравнополочный гнутый швеллер.
На сегодняшний день типов и размеров швеллера существует не один десяток. Высотой стенки – от пяти до сорока сантиметров – и высотой полки – от трех до одиннадцати с половиной сантиметров — обуславливается размер швеллера. Различают равнополочный ( с одинаковой длиной полок) и неравнополочный гнутый швеллер.
Производство стального швеллера
Швеллер PFC Английских стандартов
Гибка квадратных и прямоугольных труб
Рисунок 1
Основы гибки одинаковы для всех материалов, поскольку для изготовления точной детали требуется определенная информация.
Процесс гибки труб в значительной степени основан на современной науке и технике. Гибочные штампы разрабатываются с помощью компьютерного программного обеспечения, гибочные машины управляются компьютером, а напряжения и деформации можно точно предсказать с помощью математических вычислений.
Однако принципы основаны не только на современных гаджетах и сложной математике.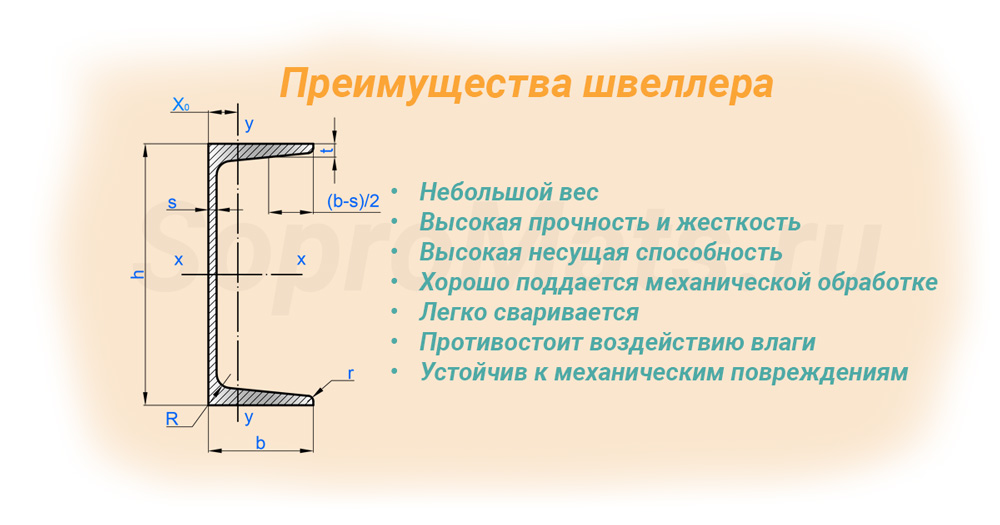 Основные принципы гибки трубок те же, что использовались кузнецами на протяжении столетий, и были разработаны задолго до изобретения логарифмической линейки, калькулятора или настольного компьютера.
Основные принципы гибки трубок те же, что использовались кузнецами на протяжении столетий, и были разработаны задолго до изобретения логарифмической линейки, калькулятора или настольного компьютера.
Хотя процедуры гибки круглых, прямоугольных и квадратных материалов одинаковы, квадратные и прямоугольные трубы требуют особого внимания.
Сходства между гибкой круглых и прямоугольных труб
Основы гибки одинаковы для всех материалов, поскольку для изготовления точной детали требуется определенная информация (см. Рисунок 1 ):
- Степень изгиба
- Радиус изогнутого участка
- Пояс изогнутой секции
- Длина дуги
- Уклон изогнутого участка
- Длина касательной
Не обязательно знать все шесть параметров. Однако для получения изогнутой секции необходимо знать по крайней мере три.
После сбора и анализа информации выбирается соответствующий метод изгиба. Методы гибки одинаковы для круглого, квадратного и прямоугольного материала:
Методы гибки одинаковы для круглого, квадратного и прямоугольного материала:
- Гибка с вращающимся вытягиванием
- Индукционная гибка
- Роликовая гибка
- Инкрементная гибка
- Гибка на сжатие
Как и для всех гнутых деталей, допуски и требования заказчика к внешнему виду помогают определить правильный метод.
Использование материала при гибке квадратных труб
Все доступные современные инструменты — сложные математические формулы, компьютерные программы и гибочные станки с ЧПУ — могут не создать желаемого продукта. Это связано с тем, что формируемая заготовка не знает, что инструменты говорят ей делать.
Заготовка имеет собственный разум, и оператор должен быть связующим звеном между инструментами и заготовкой, чтобы преодолевать то, что материал «не понимает». Это особенно верно для квадратных и прямоугольных материалов, которые создают уникальные проблемы, для исправления которых обычно требуются знания кузнечного дела.
Проблемы, связанные с квадратным и прямоугольным материалом, включают его физические размеры и характеристики.
Рисунок 2
Хотя сложный изгиб (слева) требует большей силы, он приводит к меньшим искажениям, чем легкий способ (справа).
Квадратные и закругленные углы. Радиусы углов определяют, будет ли оправка правильно соответствовать внутреннему диаметру (ID) трубы. В некоторых случаях заготовки со скругленными углами склонны катиться в направлении, противоположном радиусу изгиба, что приводит к скручиванию материала.
Расположение сварного шва. Идеальное положение сварного шва — в центре одной из четырех сторон. Чем ближе сварной шов к закругленному углу, тем выше вероятность неправильной посадки оправки и растрескивания сварного шва. По возможности сварной шов должен располагаться на нейтральной оси изогнутого участка.
Материалы заводского производства по сравнению с материалами заводского производства. Материал заводского изготовления можно сгибать таким же образом, как и материал промышленного производства. Однако при формовании квадратного или прямоугольного материала заводского изготовления угловые кромки становятся нагартованными. Это может вызвать трудности с изгибом или растрескивание на углу.
Материал заводского изготовления можно сгибать таким же образом, как и материал промышленного производства. Однако при формовании квадратного или прямоугольного материала заводского изготовления угловые кромки становятся нагартованными. Это может вызвать трудности с изгибом или растрескивание на углу.
Трудный путь против простого. Когда прямоугольные трубы изгибаются, материал часто имеет меньшую деформацию, если он изогнут жестко (см. Рисунок 2 ). Для простого изгиба, чем больше разница между сторонами трубы (например, секция 16 на 4 дюйма имеет большую разницу, чем секция 12 на 4 дюйма), тем больше искривление или вогнутость. на
идентификатор изгиба. Вогнутость менее проблематична для материалов с более толстыми стенками.
Размер материала, толщина стенки и радиус изгиба. Чем больше толщина стенки, тем плотнее ее можно сформировать с минимальными искажениями. Формирование 8 на 8 дюймов. стальная труба до 5 футов. радиуса приводит к большему искажению, если толщина стенки составляет 0,188 дюйма, чем если толщина стенки составляет 0,500 дюйма. Конструктивные параметры и требуемый внешний вид конечного продукта часто помогают сделать
радиуса приводит к большему искажению, если толщина стенки составляет 0,188 дюйма, чем если толщина стенки составляет 0,500 дюйма. Конструктивные параметры и требуемый внешний вид конечного продукта часто помогают сделать
выбор толщины.
Архитектурно открытые или закрытые материалы. Материал архитектурно-открытого сечения (AES) требует более тщательного анализа радиуса изгиба, толщины стенки и метода изгиба. Кроме того, если допускается минимальная деформация изогнутой секции, оператор должен уделять больше внимания правильной процедуре гибки.
Факторы, влияющие на гибку квадратных труб
Несколько советов могут помочь облегчить гибку квадратных или прямоугольных материалов и уменьшить количество искажений в гнутых участках.
Толщина стенки. Изгиб круглого, квадратного или прямоугольного материала включает растяжение внешнего диаметра (НД) изгиба и сжатие его внутреннего диаметра. Следовательно, более толстая стенка обеспечивает меньший радиус изгиба и большую растяжимость материала с меньшей деформацией.
Метод гибки. Это ключевой фактор в управлении искажениями. Правильно выбранная процедура может помочь получить стабильные допуски и точные детали. Как правило, материал меньшего размера требует гибки с вращательным вытягиванием или гибки сжатием, что может включать в себя зачистные матрицы и оправки. Индукционную и инкрементную гибку следует использовать для более крупного материала, сгибаемого по большему радиусу.
Деформация конструкции и размер материала являются важными факторами для определения метода гибки.
Во многих случаях нет лучшего фактора, чем опыт. Многие обученные мастера по гибке знают, что требуется для производства приемлемого продукта.
Размер материала. Более крупный материал, согнутый по меньшему радиусу, имеет больше шансов деформироваться, чем меньший материал, согнутый по большему радиусу. Проектирование и планирование необходимы для решения проблем с изгибом до того, как они возникнут.
Инструменты.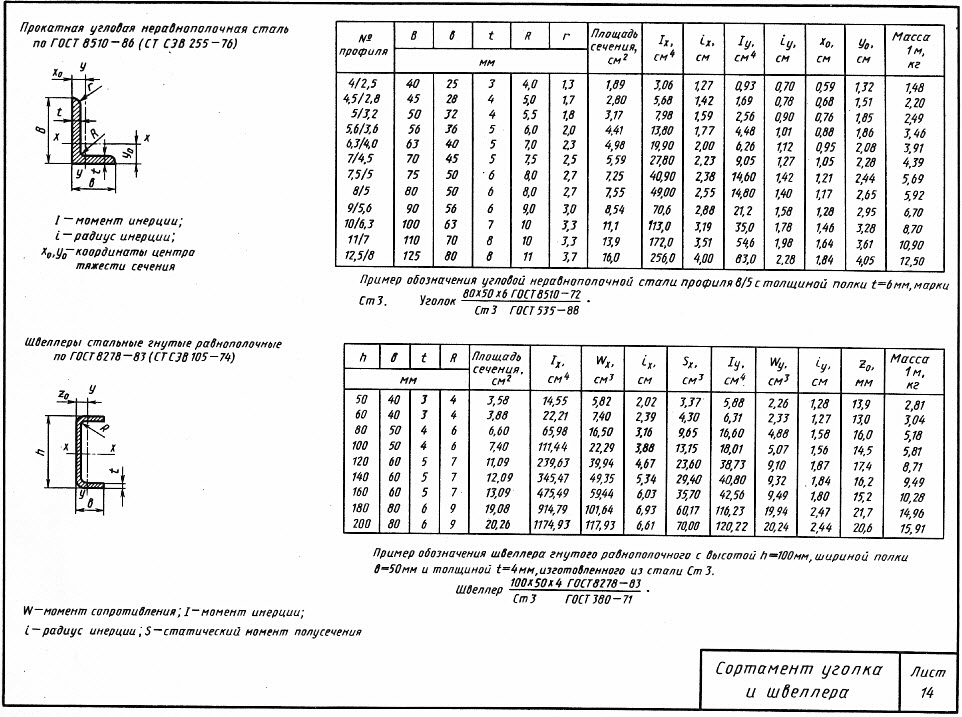 После проектирования деталей, выбора метода гибки и определения процедур гибки с соблюдением надлежащих допусков станок должен быть настроен с использованием соответствующих инструментов. В зависимости от проектных условий, инструменты, которые можно использовать, включают гибочную матрицу, зажимной блок, следящий блок, оправку и зачистную матрицу. Могут потребоваться все или некоторые из этих инструментов.
После проектирования деталей, выбора метода гибки и определения процедур гибки с соблюдением надлежащих допусков станок должен быть настроен с использованием соответствующих инструментов. В зависимости от проектных условий, инструменты, которые можно использовать, включают гибочную матрицу, зажимной блок, следящий блок, оправку и зачистную матрицу. Могут потребоваться все или некоторые из этих инструментов.
Внутренняя и внешняя смазка. Смазочные материалы уменьшают трение между инструментом и изгибаемым материалом. Когда трение уменьшается, материал плавно проходит через гибочное оборудование, позволяя оборудованию эффективно выполнять запланированную работу.
Искусство и наука гибки труб квадратного сечения
Искусство гибки включает в себя все действия, выполняемые до включения машины. Корни этого искусства восходят к временам, когда щипцы, молотки и наковальни были инструментами торговли. В момент включения гибочного станка процесс приобретает знания и технологии современности — накопленный опыт кузнецов дополняется исчислением и дифференциальными уравнениями, а также
мышечная сила заменена гидравликой и электричеством.
Современные проекты используют как знания прошлого, так и инструменты настоящего для производства пригодных для использования деталей. Сочетание технологий прошлого и настоящего превращает гибку в настоящее искусство и позволяет производить детали, которые упрощают производство и строительные проекты и делают их более прибыльными.
Билл Смит — генеральный директор, а Марк Кинг — начальник цеха Albina Pipe Bending Co. Inc., 12080 S.W. Мыслоний, ул. Туалатин, OR 97062, тел. 503-692-6010, факс 503-692-6020, электронная почта [email protected], веб-сайт www.albinapipebending.com. Альбина гнет конструкционную сталь
материалы — угол; я балки; каналы; и круглые, квадратные и прямоугольные трубы, трубки и стержни — для черных и цветных металлов для подрядчиков общественных работ, целлюлозно-бумажных комбинатов, производителей грузовиков, архитектурных дизайнеров, скульпторов и судостроителей.
Гибка труб одним поставщиком | Вторичные и отделочные операции
Различные возможности гибки труб из одного источника
Triad Products Corp. является поставщиком из одних рук, который вам нужен для ваших проектов по гибке и изготовлению труб. Сотрудничество только с одним поставщиком для всех необходимых вам процессов изготовления труб означает лучшее управление проектом, лучшую и более простую коммуникацию, большую экономическую эффективность и лучшую общую ценность — с меньшим количеством головной боли. Мы готовы, желаем и можем служить вашим поставщиком из одного источника для широкого спектра краткосрочных и среднесрочных проектов с количеством в сотни или тысячи.
является поставщиком из одних рук, который вам нужен для ваших проектов по гибке и изготовлению труб. Сотрудничество только с одним поставщиком для всех необходимых вам процессов изготовления труб означает лучшее управление проектом, лучшую и более простую коммуникацию, большую экономическую эффективность и лучшую общую ценность — с меньшим количеством головной боли. Мы готовы, желаем и можем служить вашим поставщиком из одного источника для широкого спектра краткосрочных и среднесрочных проектов с количеством в сотни или тысячи.
Все наши производственные возможности предлагаются как в качестве отдельных операций, так и в качестве элементов вашего более крупного производственного проекта. От гибки и формовки алюминиевых, медных, латунных, стальных или нержавеющих труб до работы с листовым металлом, пластиком и деревом — мы можем все. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Гибка и формовка труб
Мы специализируемся на гибке труб диаметром от 1/8″ до 1″, с возможностью формовки труб с наружным диаметром 2-1/2″. Мы работаем с трубами из различных материалов, включая нержавеющие. сталь, сталь, алюминий, медь и латунь.
Мы работаем с трубами из различных материалов, включая нержавеющие. сталь, сталь, алюминий, медь и латунь.
Типичные проекты по гибке, изготовлению и сборке труб, над которыми мы работаем, включают линии подачи газа и жидкости, трубчатые рукоятки, коллекторы и сопла рубильных пистолетов.
Второстепенные операции для проектов гнутых и формованных труб по индивидуальному заказу включают:
- Конфигурации концов труб : развальцовка, обжимка, штамповка, прокалывание, сверление, нарезание резьбы, сплющивание и многое другое
- Нарезание резьбы после гибки : i в дополнение к стандартной нарезке резьбы перед гибкой
Гибка и формовка проволоки
Мы можем сгибать и изготавливать металлическую проволоку диаметром до 1/4 дюйма. Наши материалы для гибки проволоки включают нержавеющую сталь, алюминий, медь и углеродистую сталь.
Изготовление на заказ: резка, сверление и надрез
Помимо гибки и формовки, мы предлагаем полный спектр услуг по изготовлению труб на заказ, включая резку, сверление, пробивку и надрезание , Наряду с нашими обычными металлическими трубчатыми материалами, мы также можем изготавливать детали и компоненты из пластмассы и дерева, что значительно увеличивает количество проектов, которые мы можем наблюдать за завершением. 0003
0003
Мы предлагаем комплексные услуги по пайке и низкотемпературной пайке серебром. Пайка или пайка твердым серебром требует более высоких температур и использует серебряный сплав с более высокой температурой плавления, чем тот, который используется при обычной пайке. Как правило, твердая серебряная пайка используется для соединения двух металлических частей и образования прочного соединения, а мягкая или низкотемпературная серебряная пайка используется там, где требуется меньше тепла и прочности.
Сварка
Наши возможности для прецизионной сварки включают MIG, TIG, обычную сварку и сварку сопротивлением.
- MIG (металлический инертный газ), также известный как GMAW (дуговая сварка металлическим газом), представляет собой эффективный процесс сварки, подходящий для стадии производства.
- Сварка ВИГ (вольфрам в среде инертного газа) — это ручной процесс, обеспечивающий превосходное качество сварных швов, особенно в тонких материалах.

- Сварка сопротивлением — это высокоэффективный процесс, при котором сильный ток пропускается через точки контакта двух или более металлов, выделяя тепло за счет сопротивления. Это тепло плавит и соединяет металлы.
Обработка
Мы предлагаем как ЧПУ, так и обычную обработку в поддержку других производственных операций.
Изготовление листового металла
Мы предлагаем резку, штамповку и чеканку в поддержку других производственных операций.
Финишная обработка
Наша линия финишной обработки позволяет нам наносить различные виды финишной обработки для завершения детали или изделия в соответствии с вашими требованиями. Предлагаем:
- Покрытие
- Порошковое покрытие
- Анодирование
- и другие
Контроль качества
Канбан-программы предоставляются по запросу. Все стандарты качества Triad соответствуют требованиям Mil I 45208A.
