Способы заточки сверл: Как заточить сверло по металлу — РИНКОМ
Содержание
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
|
|
|
|
|
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Виды заточки сверл
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Как правильно заточить сверло — особенности заточки сверла
Нередко в хозяйстве используется такой электроприбор, как дрель. Каждый хозяин знает, каким надежным помощником является этот электроинструмент. В необходимых местах он с легкостью высверливает отверстия разных диаметров. Это возможно только благодаря сверлам. В ходе работы сверла могут нуждаться в заточке. Некоторые решают попросту их заменить, купив новые. Но в большинстве случаев старые сверла можно вернуть к жизни. В этой статья мы расскажем, как правильно заточить сверло. Рассмотрим отличия заточки сверл по дереву, металлу и бетону.
Каждый хозяин знает, каким надежным помощником является этот электроинструмент. В необходимых местах он с легкостью высверливает отверстия разных диаметров. Это возможно только благодаря сверлам. В ходе работы сверла могут нуждаться в заточке. Некоторые решают попросту их заменить, купив новые. Но в большинстве случаев старые сверла можно вернуть к жизни. В этой статья мы расскажем, как правильно заточить сверло. Рассмотрим отличия заточки сверл по дереву, металлу и бетону.
Содержание
- Что необходимо для заточки сверла в домашних условиях
- Заточка сверла спирального типа
- Как затачивается победитовое сверло
- Видео
Что необходимо для заточки сверла в домашних условиях
Неважно для каких материалов используется сверло, необходимо заранее подготовить следующий инструмент и материал:
- Защитные очки.
- Емкость для воды.
- Сверло.
- Точильный круг или заточный станок.
Заточной станок
В большинстве случаев в домашних условиях используются сверла до Ø16 мм.
Заточка сверла спирального типа
Что касается сверл по дереву, то их затачивать нужно крайне редко. Этого нельзя сказать про сверла по металлу. Такое сверло всегда должно быть острым. Как узнать, что сверло нуждается в заточке? При начале сверления оно издает характерный скрип. Изношенное сверло быстро нагревает изделие, соответственно, еще больше стирается. Как правило, сверла точатся на специальных станках, в домашних условиях можно использовать небольшой точильный станок с камнем. Итак, как же правильно заточить сверло по металлу? Метод и вид заточки напрямую будет зависеть от необходимой формы задней поверхности сверла. Например, она может быть:
- Одноплоскостная.
- Двухплоскостная.
- Коническая.
- Цилиндрическая.
- Винтовая.
Спиральное сверло
В любом случае заточка сверла выполняется по задней грани. Два зуба точатся одинаково. Если вы решили сделать это вручную, то будет достаточно неудобно. Более того, вручную будет крайне сложно выдержать необходимую форму задней грани и угол.
Два зуба точатся одинаково. Если вы решили сделать это вручную, то будет достаточно неудобно. Более того, вручную будет крайне сложно выдержать необходимую форму задней грани и угол.
Плоскостная заточка сверла
Одноплоскостная заточка характеризуется так, потому что задняя часть пера имеет одну плоскость. Задний угол имеет в среднем 28–30°. При заточке сверло необходимо приставить к кругу таким образом, чтобы режущая его часть шла параллельно кругу. При этом сверло нельзя вращать и перемещать. Этот метод ручной заточки имеет один недостаток, выкрашивается режущая кромка сверла. Но, в то же время для сверла Ø3 мм это самый простой метод ручной заточки.
Конический способ
Если же вы хотите заточить сверло больше Ø3 мм, то выбирается конический метод. Хотя заточить по данному методу сложно, но это возможно. Правой рукой следует взять сверло за хвостик, а левой за рабочую часть ближе к заборному конусу. К торцу шлифовального камня сверло прижимается режущей кромкой и поверхностью задней части. Правой рукой необходимо слегка покачивать, тем самым будет образовываться на гранях коническая поверхность. Движения руки должны быть плавными и медленными, руки отрывать от камня нельзя. Чтобы заточить второе перо, процедуру повторяют.
Правой рукой необходимо слегка покачивать, тем самым будет образовываться на гранях коническая поверхность. Движения руки должны быть плавными и медленными, руки отрывать от камня нельзя. Чтобы заточить второе перо, процедуру повторяют.
Схема угла заточки сверла
В процессе заточки желательно сохранить заводскую форму сверла задней его части, это позволит сохранить нужный задний угол.
Какова же цель такой подточки? Ресурс сверла увеличивается за счет уменьшения переднего угла, а угол режущей кромки увеличивается, соответственно, все это увеличивает стойкость сверла к выкрашиванию. Ширина поперечной кромки автоматически станет меньшей. Эта кромка не сверлит металл, а только его скоблит в центральной части. При возможности можно выполнить доводку сверла. Под этим процессом подразумевается удаление зазубрин после заточки. Так, сверла прослужат намного дольше. Для этого процесса можно использовать шлифовальные камни, выполненные из карбида кремния зеленого на бакелитовой связке по твердости М3-СМ1, по зернистости 5–6, марка камня 63С. Кроме этого можно взять шлифовальный круг из эльбора ЛО на бакелитовой связке зернистостью 6–8.
Кроме этого можно взять шлифовальный круг из эльбора ЛО на бакелитовой связке зернистостью 6–8.
Как затачивается победитовое сверло
Острое победитовое сверло
Как правило, победитовое сверло по бетону используют. Оно также может нуждаться в заточке. В процессе сверления тупое сверло будет сильно нагреваться, соответственно, может издавать характерный визжащий звук. Если вы хотите сэкономить на покупке нового, тогда можно попробовать заточить сверло самостоятельно. Для этого достаточно подготовить:
- Точильный станок с алмазным кругом.
- Охлаждающую жидкость.
Если напайка на режущей части сверла имеет высоту 10 мм, то заточить победитовое сверло можно.
Схема заточки победитового сверла
Важно учитывать один известный факт, чем тверже материал, тем меньше должна быть скорость заточки. На победитовом сверле необходимо только подправить слизавшиеся кромки, поэтому его заточка будет быстрой. В процессе важно не спешить, иначе есть риск слизать лишнюю поверхность сверла. Заточить необходимо переднюю поверхность сверла. В том случае, когда напайка уже сточена до основания сверла, то потребуется подточка. Чтобы толщина центра напайки оказалась меньшей, одновременно необходимо подтачивать переднюю поверхность. После заточки обе режущие стороны должны быть одинакового размера, иначе отверстия получатся неровными и увеличенными. В процессе заточки победитового сверла важно выдерживать угол 170°, это особенно необходимо, если материал достаточно твердый.
Заточить необходимо переднюю поверхность сверла. В том случае, когда напайка уже сточена до основания сверла, то потребуется подточка. Чтобы толщина центра напайки оказалась меньшей, одновременно необходимо подтачивать переднюю поверхность. После заточки обе режущие стороны должны быть одинакового размера, иначе отверстия получатся неровными и увеличенными. В процессе заточки победитового сверла важно выдерживать угол 170°, это особенно необходимо, если материал достаточно твердый.
Победитовое сверло
Не допускается в процессе заточки сверла допускать его перегрев. На нем могут отслаиваться твердосплавные пластины и трескаться поверхность. Поэтому в процессе следует время от времени охлаждать сверло в воде или масле.
Итак, мы рассмотрели основные принципы заточки сверл по дереву, бетону и металлу. Можно делиться своими комментариями!
Видео
Посмотрев следующие видеоматериалы, вы научитесь затачивать спиральные сверла. В этом видеоуроке в четырех частях подробно рассказывается о технологии заточки.
Обработка задней поверхности сверла:
Стачивание перемычки сверла:
Технология заточки сверл малого диаметра, твердоплавных сверл и других:
Помогла ли вам статья?
Самые популярные способы заточки сверл – Cali Valley
Вы когда-нибудь замечали, что через какое-то время ваша старая дрель начинает скрипеть и работать не так, как раньше? Это может быть связано с тем, что сверло потеряло свою первоначальную остроту. Если у вас сложилось впечатление, что, как только сверло выйдет из строя, вы должны его заменить, то вам следует пересмотреть эту мысль. Точно так же, как кухонные ножи и охотничьи топоры, их можно оживить правильными методами заточки.
Точно так же, как кухонные ножи и охотничьи топоры, их можно оживить правильными методами заточки.
Техника, используемая для заточки этих сверл, немного сложнее, чем другие обычные методы. К счастью, мы изучили самые популярные способы заточки этих сверл и проиллюстрировали их пошаговыми инструкциями. К концу этой статьи вы будете вооружены набором навыков, чтобы оживить ваши ржавые, сколотые дрели. Давайте углубимся в это.
Подготовка к заточке
Прежде чем приступить к заточке, вы должны подготовить свое устройство. Вот несколько вещей, которые вы должны иметь в виду.
1) Тщательно осмотрите сверло
Прежде чем начинать процесс, вы должны выяснить, какая часть сверла скомпрометирована больше всего. Присмотритесь к устройству и осмотрите его досконально, чтобы понять уровень тупости. Это даст вам представление о том, сколько работы потребуется, чтобы оживить.
2) Носите защитное снаряжение
Вложите немного больше и купите себе пару хлопчатобумажных перчаток и защитные очки. Перчатки защитят ваши руки от порезов и острых краев, а очки защитят от летящей металлической пыли и снарядов.
Перчатки защитят ваши руки от порезов и острых краев, а очки защитят от летящей металлической пыли и снарядов.
3) Устранение ржавчины
Производители наносят на сверла слой антикоррозионного материала, но этот защитный слой полностью стирается после первых нескольких сеансов сверления. При контакте незащищенной металлической поверхности с влагой и воздухом появляется ржавчина.
Это похоже на паразита, который постепенно съедает часть вашего устройства. Это не только мешает правильному функционированию вашего инструмента, но и сокращает срок его службы. Более того, это может сильно затруднить процедуру заточки. Итак, вы должны устранить его, прежде чем начать.
Вот несколько шагов, с помощью которых вы можете избавиться от паразитарной ржавчины:
Шаг 1: Вам необходимо счистить накопившуюся ржавчину с поверхности зубной щеткой с мелкими зубьями. Вы также можете использовать шарик стальной ваты или чистящую губку, но они могут не проникнуть в изгибы.
Шаг 2: Затем вам нужно будет замочить сверло в минеральном масле. Это также отличное средство от ржавчины. Если вы хотите увеличить срок службы своих инструментов, замочите их в минеральном масле на несколько минут после использования.
Шаг 3: Подождите полчаса. По истечении этого времени масло начнет проникать в ржавую поверхность. Куски ржавчины начнут отходить.
Шаг 4: Используйте зубную щетку или чистящую губку, чтобы избавиться от остатков материала. Вы заметите, что погружение его в минеральное масло сделало эту часть в десять раз легче.
Шаг 5: В конце используйте белый уксус, чтобы избавиться от остатков ржавчины. Оставьте его погруженным в уксус еще примерно на двадцать минут. Наконец, используя ту же зубную щетку, очистите сверло. Полученное сверло будет лишено ржавчины.
Метод 1: Настольная шлифовальная машина
Это один из наиболее эффективных способов заточки любого инструмента с острыми краями. Настольные шлифовальные станки позволяют восстановить кромки сверл, не тратя целое состояние на дорогостоящие точильные станки.
Настольные шлифовальные станки позволяют восстановить кромки сверл, не тратя целое состояние на дорогостоящие точильные станки.
Выполните следующие шаги, чтобы успешно заточить его:
Шаг 1: Если вы никогда этого не делали, то лучше начать с самого большого сверла. Как только вы освоитесь, переходите к более мелким.
Шаг 2: Накладки на язык — это защитное покрытие, защищающее вас от разлетающихся металлических частиц. Убедитесь, что он находится на ¼ или 1/8 дюйма выше вращающегося колеса. Это необходимая мера безопасности, о которой нельзя забывать.
Шаг 3: После включения шлифовальной машины убедитесь, что вы держите сверло в доминирующей руке для идеального контроля. Кроме того, сверло должно быть под углом шестьдесят градусов к колесу.
Шаг 4: Необходимо приложить достаточное давление для получения идеальной резкости.
Шаг 5: Продолжайте шлифование, двигаясь вдоль долота. Его угол должен поддерживаться на уровне 45 градусов от кромки долота.
Шаг 6: Чтобы добиться качественного результата, убедитесь, что ваши руки двигаются медленно. Любая поспешность может деформировать ваш инструмент.
Шаг 7: Поверните процесс несколько раз, покрывая всю окружность.
Способ 2: Использование угловой шлифовальной машины
Это действительно один из самых универсальных инструментов, с помощью которого можно мгновенно выполнить задачу. Устройство имеет вращающийся диск, который затачивает инструменты, помещающиеся на массивной ручке.
Приступайте к процессу заточки, выполнив следующие шаги:
Шаг 1: Соберите приспособление для удержания шлифовального инструмента на месте. Это также поможет сохранить угол угловой шлифовальной машины.
Шаг 2 : Приспособление и шлифовальный станок должны быть правильно прикреплены для оптимальной работы. Держите бритву в своей ведущей руке и расположите шлифовальный станок под углом, чтобы добиться оптимальной остроты.
Шаг 3: Слегка надавите, чтобы сделать края более четкими. Продолжайте процесс по всей окружности. Наконец, заострите рельефы.
Продолжайте процесс по всей окружности. Наконец, заострите рельефы.
Одна вещь, которую вы должны помнить, это то, что многократная заточка может сколоть металлическую поверхность раз и навсегда, сделав ваши инструменты бесполезными. Есть несколько методов, которым вы можете следовать, чтобы продлить резкость. Одним из них является предотвращение ржавчины. Этого можно добиться, нанося немного минерального масла после каждого сеанса сверления.
Заключение
Нет бессмертных инструментов. Рано или поздно он потеряет свои первоначальные характеристики и возникнет необходимость его замены или повторной заточки. Сверла ничем не отличаются. Используя несколько методов, которые мы упоминали выше, вы можете снова восстановить работоспособность вашего инструмента и сэкономить свои деньги.
Как заточить сверла. Руководство для начинающих
Всему приходит конец, но наши сверла не должны преждевременно встречаться со своим. Многие из них можно повторно заточить и снова использовать в работе прямо дома.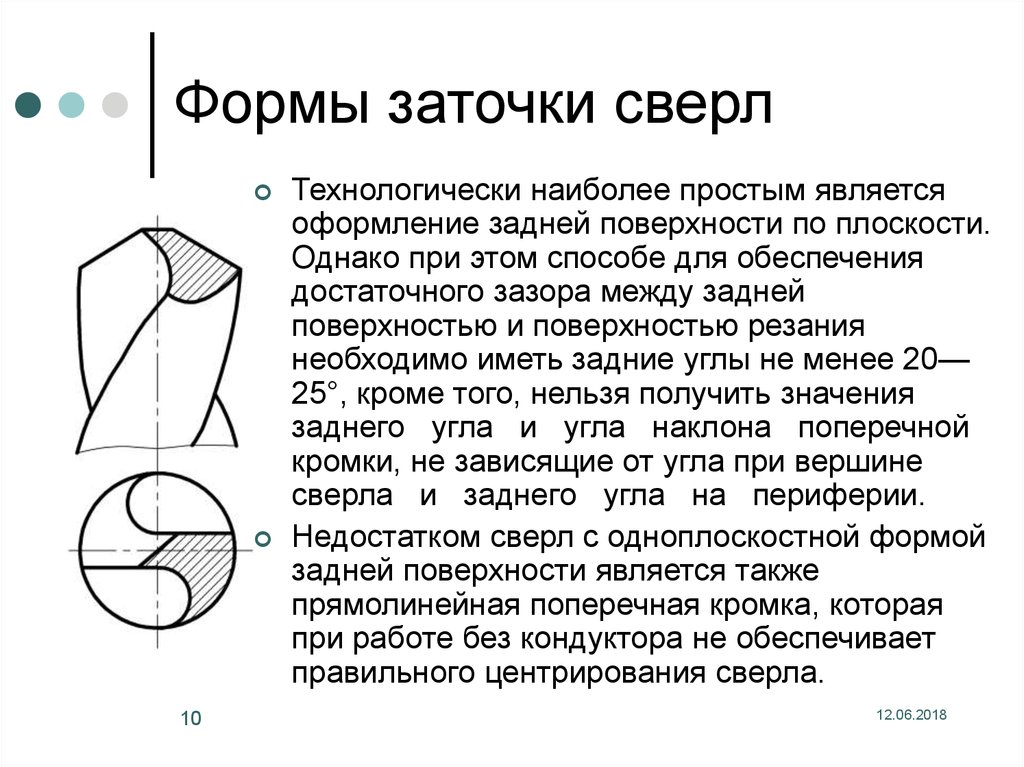 Если вы изначально купили качественные биты, то обнаружите, что их повторная заточка со временем сэкономит много денег. Итак, если вы готовы принять вызов, читайте дальше, и мы покажем вам все тонкости спасения скучных фрагментов.
Если вы изначально купили качественные биты, то обнаружите, что их повторная заточка со временем сэкономит много денег. Итак, если вы готовы принять вызов, читайте дальше, и мы покажем вам все тонкости спасения скучных фрагментов.
Содержание (Перейти к теме)
- 1 Какие типы сверл можно затачивать?
- 2 Какие типы сверл нельзя затачивать?
- 2.1 Материал Основания
- 2,2 Покрытие
- 3 Методы заточки бурения
- 4 Как заострить буровые биты
- 4.1. Наденьте СИЗ
- 4.4 Шаг 4: заточите и заточите насадку
- 4.5 Шаг 5: проверьте насадку
- 5 Заключение
Какие типы сверл можно затачивать?
В большинстве случаев люди могут легко заточить в домашних условиях следующие типы бит с помощью некоторых инструментов:
- Спиральные сверла- Стандартные сверла легче всего поддаются повторной заточке. Обычно вам нужно будет отрегулировать головку только на той, которая интенсивно использовалась.

- Перьевые сверла- Легко затачиваются с помощью напильника. У них мало деталей, и их можно быстро вернуть в строй.
- Сверла Forstner- Эти сложные сверла можно повторно заточить, если вы хотите продлить срок службы хорошего набора.
- Кольцевая пила- Кольцевые пилы часто используются в дрелях, но на самом деле они не являются «битами». Их часто можно перетачивать пару раз, если вы готовы поработать.
Если вы можете обрабатывать основной материал биты своими инструментами, вы сможете заточить все это в домашних условиях.
В то время как некоторые другие типы могут можно использовать повторно, часто это неэкономично.
Какие типы сверл нельзя затачивать?
Существуют десятки различных вариаций сверл, и не все из них можно обслуживать в домашних условиях.
Иногда это связано с типом биты, в первую очередь, когда мы говорим о специальных битах. Алмазные коронки, например, используют абразив для резки, и со временем алмазы «сгорают». Как только это закончится, они закончат.
Как только это закончится, они закончат.
Чаще всего это связано с механическими свойствами материала биты. Все нижеперечисленное может удержать вас от заточки рассматриваемого сверла.
Основной материал
Большинство сверл изготавливаются из той или иной формы быстрорежущей стали. HSS — отличный материал, разработанный для сверл и других инструментов, которые подвергаются высоким оборотным нагрузкам. Это довольно сложно, но не требует экзотических материалов для работы.
Более дешевая сталь еще проще, но на ее заточку тратится много времени. В некоторых случаях вы можете захотеть приобрести другой набор целиком.
Сплавы кобальта и вольфрама обычно используются для закалки стали или кирпичной кладки. Излишняя твердость делает их непрактичными для заточки в домашних условиях. Стандартный напильник из закаленной стали слишком мягок, чтобы перетачивать лезвия на долоте, поэтому требуются алмазные инструменты или профессионал.
Покрытие
Покрытие — дело сложное, по крайней мере, когда дело доходит до заточки.
В во всех случаях вы потеряете покрытие при заточке биты. Полная остановка. Наслаждайтесь сроком службы своих титановых сверл и просто купите еще один набор, когда они станут слишком тупыми, чтобы их можно было использовать.
Оксидные покрытия, черный материал, единственное покрытие, которое я бы рекомендовал повторно заточить. Вы можете нанести полироль, чтобы получить максимальное снижение трения, и покрытие минимально эффективно во всем, кроме, в первую очередь, задержки появления ржавчины.
Методы заточки сверл
Этот конкретный метод, которому вам нужно следовать, будет различаться для разных типов сверл. Однако есть три подхода, которые вы можете использовать:
- Вручную- С помощью напильника и, как правило, зажимного приспособления вы можете вернуть в рабочее состояние самые простые насадки из быстрорежущей стали.
- С электроинструментом- Настольный шлифовальный станок является наиболее распространенным инструментом, используемым для восстановления острой режущей кромки на битах, но его можно использовать не во всех случаях.
 Это также требует определенных навыков работы с инструментом, который есть не у всех.
Это также требует определенных навыков работы с инструментом, который есть не у всех. - С точилкой для сверл — Если вы регулярно затачиваете сверла, есть точилки, которые делают это автоматически. Они удобные, но дорогие. Неплохо рассмотреть этот вариант, если вам нужно сделать целый набор.
Независимо от того, что вы используете, идея одна и та же: вы попытаетесь восстановить острую режущую кромку на кончике сверла.
Для твердых насадок вам понадобятся алмазные плоские напильники или круги, имейте это в виду, если вы затачиваете вольфрамовые или кобальтовые насадки.
Как заточить сверла
Заточка сверл — дело нехитрое. В большинстве случаев вы будете шлифовать внешнюю часть биты и перетачивать ее.
Пилы Форстнера и кольцевые пилы отличаются от спиральных бит, но все они могут быть заточены в домашних условиях.
Шаг 1. Осмотрите сверло
Вам нужно внимательно осмотреть сверло, которое вы затачиваете. Осмотрите всю режущую кромку, вплоть до внешней кромки сверла.
Осмотрите всю режущую кромку, вплоть до внешней кромки сверла.
Есть несколько причин, по которым вы хотите заточить сверло. Наиболее вероятная причина в том, что у вас затупилось сверло. Независимо от того, используете ли вы ручную дрель или сверлильный станок, вы, вероятно, заметили снижение скорости, с которой ваша дрель прорезает материал, когда вы оказываете довольно приличное давление. Еще одним признаком может быть то, что сверло сильно нагревается и даже сжигает материал.
А может быть, вы умудрились сломать сверло во время сверления или даже уронили его. Твердые инструментальные стали, как правило, очень хрупкие.
Какой бы ни была причина, важно понимать объем материала, который вам нужно будет удалить. Нужно ли вам просто снять небольшое количество, чтобы восстановить острую, как бритва, режущую кромку, или вам нужно будет полностью изменить кончик.
Также следует осмотреть хвостовик, на нем иногда могут образовываться заусенцы. Если вы их найдете, перед шлифовкой спилите их плоским напильником. В противном случае они представляют опасность для вашей руки в процессе заточки.
В противном случае они представляют опасность для вашей руки в процессе заточки.
Шаг 2. Рассмотрите возможность использования зажимного приспособления
Если вы используете ленточно-шлифовальную или настольную шлифовальную машину, самое время сделать приспособление. Для этого вам понадобится всего лишь кусок дерева, пила и долото. Важно, чтобы угол наклона лезвий соответствовал первоначальному, если вы делаете приспособление, но большинство из них имеют угол 118° или 135° на кончике.
Изготовление зажимных приспособлений занимает некоторое время, но делает их намного быстрее.
Если вы планируете повысить резкость только одного бита, то можете попробовать пропустить этот шаг. Однако заточка сверла от руки с хорошими результатами требует много практики. Если вы никогда не пробовали раньше или у вас есть более одного или двух, это полностью стоит первоначальных затрат времени.
Шаг 3. Наденьте средства индивидуальной защиты
Всякий раз, когда вы используете шлифовальную или ленточно-шлифовальную машину, вам придется иметь дело с мусором. При шлифовке стали отлетают мелкие раскаленные докрасна искры .
При шлифовке стали отлетают мелкие раскаленные докрасна искры .
Необходим хороший комплект защитных очков, отвечающих требованиям ANSI. Я бы также рекомендовал тканевый или кожаный фартук, чтобы не обжечься на одежде.
Настольные шлифовальные и шлифовальные станки также могут быть очень шумными даже до того, как вы начнете резать металл. Если вы собираетесь использовать кофемолку в течение длительного периода времени, я настоятельно рекомендую использовать защитные наушники.
Несмотря на близость руки к режущей поверхности: не надевайте перчатки при работе на шлифовальном станке или ленточном шлифовальном станке. Их легко поймать и нанести серьезную травму.
Если вы сомневаетесь, перед началом работы освежите в памяти технику безопасности при работе с инструментом.
Шаг 4. Заточите и заточите сверло
Теперь, когда вы экипированы и, возможно, у вас есть приспособление, пришло время заточить наконечник сверла.
Спиральные сверла
Если у вас есть кондуктор, просто приложите сверло к шлифовальному кругу и постепенно прикладывайте небольшое усилие. Медленно вращайте сверло по часовой стрелке, чтобы отшлифовать всю поверхность. Если вам нужно изменить угол режущей кромки, вам, возможно, придется перемещать приспособление из стороны в сторону по станине, чтобы заточить всю длину режущей кромки.
Если нет, то придется смотреть на угол. Осторожно поместите режущую кромку под углом 90° к передней части ленты или шлифовального круга. Вставьте сверло прямо в колесо на несколько секунд, затем потяните его назад, чтобы посмотреть под углом.
Если он выглядит чистым, вам нужно повернуть его на 180° и повторить процесс. Даже если вы не сделали приспособление, может быть полезно сравнить угол с другим сверлом или даже с транспортиром, если он у вас есть.
Даже если вы не сделали приспособление, может быть полезно сравнить угол с другим сверлом или даже с транспортиром, если он у вас есть.
В любом случае окуните сверло в воду между короткими сеансами заточки. Тепло — ваш враг, оно затрудняет обращение с битой и может даже закалить металл, изменив его свойства.
Если у вас нет электроинструмента, вы можете использовать напильник из закаленной стали, но это намного сложнее. Подпилите под углом, точно перпендикулярным режущей кромке, в одном направлении и часто проверяйте его. Возможно, вы не сможете получить отличные чаевые, если у вас нет надежной руки, но это будет намного лучше, чем действительно тупая рука.
Сверла-лопатки
Самый простой способ заточить сверла-лопасти — вручную.
Зафиксируйте насадку с помощью тисков или зажима. Вертикально проще, но вы также можете положить их на бок, используя что-то вроде зажима.
С помощью плоского напильника найдите угол кромки, аккуратно проводя напильником по той же плоскости. Используйте напильник, чтобы удалить любые заусенцы с концов. Продолжайте до тех пор, пока не будут удалены все стружки и не появится острый угол долота.
Используйте напильник, чтобы удалить любые заусенцы с концов. Продолжайте до тех пор, пока не будут удалены все стружки и не появится острый угол долота.
Вы также можете подпилить наконечник до более острого конца и переточить режущие кромки, если они имеют скос.
Сверла Форстнера
Сверла Форстнера немного сложнее. Если вам нужно только заточить режущую кромку, возможно, лучше сделать это вручную. Для таких целей существует целый ряд шлифовальных камней или алмазных хонинговальных инструментов.
Однако, если вам нужно заточить их несколько, возможно, вы захотите рассмотреть вращающийся инструмент с коническим шлифовальным камнем. Если вам удобно использовать вращающийся инструмент, вы можете попробовать сделать это свободной рукой, как показано на видео выше. Однако я бы посоветовал зажать вращающийся инструмент, чтобы создать что-то вроде настольной мини-шлифовальной машины.
Однако я бы посоветовал зажать вращающийся инструмент, чтобы создать что-то вроде настольной мини-шлифовальной машины.
Все советы в видео по-прежнему применимы, однако я всегда предпочитаю думать о безопасности прежде всего. Так что для меня это намного проще и намного безопаснее, если вращающийся инструмент не может двигаться. Затем вы можете сосредоточиться на угле режущего диска, не беспокоясь также об угле шлифовального камня.
Самый простой способ, который я нашел, это просто использовать кусок 2×4 и пару длинных стяжек. Поместите, пока вращающийся инструмент не перестанет двигаться, и все готово. Это только одноразовое использование, если вы делаете это таким образом, но вы можете сделать что-то более долговечное, если хотите.
Когда речь идет о внешнем ободе, всегда следует удалять материал с внутренней стороны, чтобы восстановить режущую кромку. Удаление материала снаружи изменит диаметр отверстий, которые вы просверливаете. Совместите угол на внутренней кромке и плавно переместите сверло вдоль жернова вращающегося инструмента.
Обе стороны должны быть ровными, так что считайте ходы во время заточки.
После этого вам нужно пройти по внутренней стороне флейт от центра сверла. Убедитесь, что вы удаляете ровное количество материала и доводите его до красивого края.
Сверла Форстнера заточить намного сложнее, поэтому не торопитесь и сделайте это правильно.
Кольцевые пилы
Кольцевые пилы следует затачивать как пилу.
Основная идея состоит в том, чтобы восстановить острый край верхней части зуба. Вы можете использовать вращающийся инструмент с отрезным кругом, чтобы сделать это легко. Напильники тоже работают, просто следите за тем, чтобы бита оставалась неподвижной, иначе вы можете пораниться. Для этой цели хорошо подходят слесарные тиски.
Кольцевые пилы, как правило, требуют только одной или двух перенасадок, прежде чем вам потребуется их полная замена.
Шаг 5. Проверьте сверло
Всегда проверяйте новое острие сверла перед тем, как начнете все убирать.
Если он режет чисто и гладко, значит, все готово. В противном случае осмотрите наконечник или края и определите, в чем заключалась проблема.
Не каждый сможет получить острый как бритва бит, это навык, который требует практики. Но большинство людей должны быть в состоянии получить значительное улучшение в течение пятнадцати минут работы.
Заключение
Научиться затачивать сверла несложно. Это определенно задача, которая потребует некоторой практики. С другой стороны, те, кто научится, смогут значительно продлить срок службы своих драгоценных и дорогих деталей.
Если у вас есть инструменты под рукой, почему бы не начать?
Как заточить сверла (руководство из 6 шагов)
Хотите научиться затачивать сверла?
Потрясающе. Вы находитесь в нужном месте.
Если вы довольно часто пользуетесь сверлами, вы часто замечали, что в какой-то момент они перестают работать так, как раньше.
В основном это оставляет вам два варианта:
- Купить новое сверло; или
- Заточите существующее сверло.

Независимо от того, являетесь ли вы воином выходного дня или заядлым мастером, вы определенно можете сэкономить немного денег, изучив простые шаги, необходимые для заточки сверла.
В этом руководстве ToolsGaloreHq.com я покажу вам:
- 3 ключевых параметра, необходимых для успешной переточки;
- Шаги по заточке сверл;
- Оборудование, которое вам понадобится для успешного выполнения этого задания; и
- Ажиотаж вокруг 118° и если это действительно имеет значение.
Прежде чем мы углубимся в это, обязательно ознакомьтесь с содержанием ниже.
Что нужно знать о том, как затачивать сверла
Любой, кто когда-либо сверлил отверстие в стене, куске дерева или стали, хорошо знает, какую нагрузку выдержит сверло.
Теперь, когда вы используете свое сверло все больше и больше, оно постепенно теряет свою переднюю кромку и становится так называемым «затуплением».
Прежде чем я объясню необходимые шаги, которые вы должны предпринять, чтобы убедиться, что вы можете успешно заточить свое сверло, есть несколько основных моментов, которые вы должны понять о своем стандартном сверле.
Угол 118° – как он влияет на заточку сверла
Прежде чем перейти к углу 118°. Давайте сделаем шаг назад и подумаем о том, как сверло на самом деле просверливает материал.
Передняя кромка, как показано на рисунке ниже, отвечает за прочность сверла.
Чем больше эта передняя кромка, которую также иногда называют перемычкой, тем больший крутящий момент может выдержать сверло.
Также сверла часто изготавливаются из быстрорежущей стали (HSS). Которая более долговечна и тверже, чем обычная холоднокатаная сталь.
Подробнее:>>> Сверла для керамогранита
Большинство стандартных сверл работают под углом 118°. Это означает, что когда сверло новое из коробки, у вас будет угол между двумя пятками 118°, как показано на изображении ниже.
Однако, как вы уже знаете, при сверлении стали или металла быстрорежущая сталь все равно затупляется. Но вы все равно можете подумать, что такое тупое сверло?
Давайте рассмотрим крайний случай. Представьте, что вы пытались просверлить кусок материала с плоской кромкой, вы бы не продвинулись далеко, независимо от того, с какой скоростью вы его вращали.
Представьте, что вы пытались просверлить кусок материала с плоской кромкой, вы бы не продвинулись далеко, независимо от того, с какой скоростью вы его вращали.
Причина этого проста: площадь поверхности для крутящего момента слишком велика и рассредоточена, чтобы создать какое-либо проникновение через материал.
На самом деле, я могу сказать вам, что произойдет. Материал плоской кромки просто немного нагревается и не проникает глубоко в металл или дерево.
Многолетние исследования показали, что оптимальным является угол 118°. Поэтому, когда ваше сверло (обычно из быстрорежущей стали) теряет способность эффективно сверлить и, таким образом, затупляется, это происходит потому, что технически угол стал меньше.
Теперь, когда вы это знаете, все, что вам нужно сделать, чтобы вернуть сверло в исходную форму, — это восстановить исходный угол наклона 118°.
Наборы для заточки сверл (что за шумиха)
Если вы пойдете в любой хозяйственный магазин или магазин товаров первой необходимости, где продаются сверла, вы, как правило, также найдете отдел, в котором продаются наборы для заточки сверл.
Это приспособление, выглядящее как механическое, предназначено для удержания сверла под определенным углом, чтобы гарантировать, что у вас будет хорошая и плавная заточка сверла.
На мой взгляд, эти наборы сверл на самом деле не нужны, особенно если у вас есть слот для шлифовального круга, который может поддерживать угол с некоторой гибкостью, чтобы вы могли немного вращать сверло для плавной заточки.
3 ключевые вещи, которые вы должны знать, чтобы правильно заточить сверло отделка сверла. Посмотрите на изображение ниже и давайте обсудим это.
Самая первая симметрия.
Вы должны следить за тем, чтобы во время заточки сверла, как описано ниже, сохранялась симметрия с обеих сторон.
Причина этого в том, что сверло будет вращаться вокруг вершины долота (наконечника). Если стороны не симметричны, это создает дополнительную механическую нагрузку на сверло.
Plus — Сокращает общий срок службы и затрудняет поддержание стабильности.
Вторым важным моментом является то, что режущие кромки должны быть идентичными. Судя по изображению выше, если вы внимательно посмотрите, они не на 100%, но они одинаковы. Что в целом адекватно.
Подробнее:>>> Узнайте больше о кромках и сверлах с разрезным наконечником
Хочу отметить, что заточка сверл определенно не является точной наукой.
Если вы можете получить приблизительные значения, в целом все будет в порядке.
Наконец, вам понадобится угол наклона . Это очень важно. Угол наклона в основном помогает направлять материал и мусор через ваши канавки. Без этого угла было бы похоже на то, что вы пытаетесь сверлить с плоской поверхностью. Ваше сверло просто излишне перегреется.
Меры предосторожности
Всякий раз, когда вы работаете с быстрорежущей сталью или вращающимися механическими частями, такими как сверла, вы всегда должны использовать средства индивидуальной защиты.
Я бы даже сказал, что вы никогда не должны иметь дело с таким оборудованием без использования защитных рабочих перчаток и средств защиты глаз от мелких металлических осколков.
Обычно рекомендуется также использовать средства защиты органов слуха, так как это снизит вероятность любого повреждения, которое может быть вызвано высокочастотным шумом во время заточки.
Оборудование, которое вам нужно знать, как заточить сверла
Для выполнения этой задачи вам не потребуется много оборудования. Все, что вам понадобится, это:
- Угловой кондуктор (купить или сделать на заказ)
- Шлифовальный круг
- Тупое сверло
- Буровой раствор
- Стакан холодной воды
Руководство по шагам 6 заточка сверл
Если вы спешите, не беспокойтесь, я вас найду — посмотрите это простое видео ниже.
Продолжайте читать, чтобы узнать больше.
Шаг 1: Настройка области и планирование работы
Этот шаг часто упускается из виду даже профессиональными операторами инструмента. Планирование имеет важное значение при выполнении работы по заточке сверл.
Планирование имеет важное значение при выполнении работы по заточке сверл.
Что я обычно рекомендую, так это то, что прежде чем приступить к работе со своим шлифовальным кругом, убедитесь, что все необходимое оборудование доступно и находится под рукой.
Шаг 2: Настройка шлифовального круга
Этот шаг очень важен. Самое главное здесь, чтобы колесо двигалось и работало очень плавно, без видимых вибраций.
Для этого обычно прикрепляют шлифовальную машину к рабочему столу. Это поглотит большую часть вибрационной энергии.
Если вы не можете этого сделать, просто установите амортизаторы под основание машины.
Какой бы метод вы ни использовали, убедитесь, что кофемолка устойчива и не двигается во время работы.
Этап 3: Выровняйте шлифовальный круг
Целью этого этапа является удаление микрочастиц, которые могли скопиться в результате предыдущей работы.
Если кофемолка новая, я все равно рекомендую этот шаг, потому что он практически удаляет заводскую отделку и готовит кофемолку к использованию.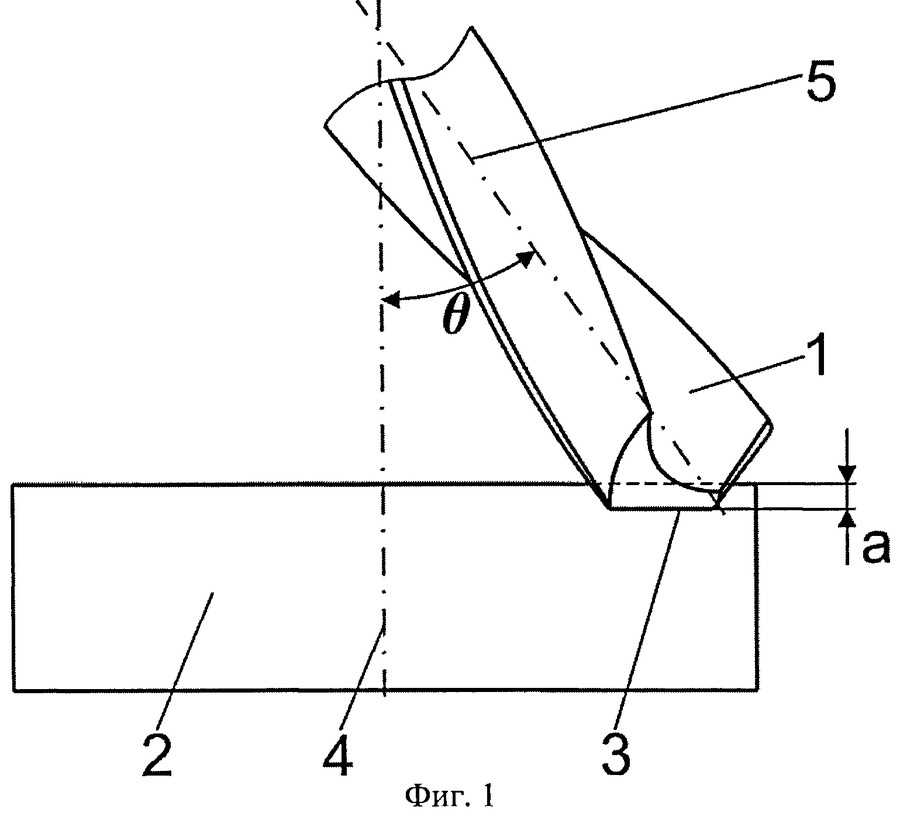
Это можно сделать, включив шлифовальный станок на полной скорости и медленно перемещая головку гвоздя или алмазного карандаша вперед и назад в горизонтальном направлении по поверхности шлифовального станка.
Делайте это в течение примерно 2-3 минут, и этого должно быть достаточно, чтобы начать дрель.
Этот шаг действительно важен, вы не поверите, как много людей просто замалчивают его, а потом удивляются, когда их сверла имеют микротрещины или не служат так долго, как должны.
Также, если ваш шлифовальный круг оснащен и поставляется с платформой, убедитесь, что вы перемещаете его как можно ближе к краю круга.
Около 1 мм обычно более чем достаточно. Все, что больше сантиметра, как правило, слишком далеко.
Также самое время подключить приспособление к шлифовальной платформе, прежде чем мы начнем заточку сверла.
Шаг 4: Заточка сверла — симметрия
Теперь, когда ваш круг прошел предварительную подготовку и работает эффективно. Пришло время заточить сверло. Вернитесь к 3 шагам выше. Пункт 1 — убедиться, что у вас есть симметрия.
Пришло время заточить сверло. Вернитесь к 3 шагам выше. Пункт 1 — убедиться, что у вас есть симметрия.
На практике этого можно добиться, убедившись, что вы затачиваете под постоянным углом, обычно между 31° и 45° для обеих сторон.
Затем убедитесь, что во время заточки переместите сверло и немного поверните его, чтобы убедиться, что вся пятка заполнена.
Этап 5: Заточка сверла – угол наклона
Чтобы обеспечить достаточный угол наклона, всегда перемещайте сверло в направлении вращающегося круга, когда вы его сглаживаете. Не торопитесь, а двигайтесь медленно и плавно вверх.
Ребра будут созданы. Одна вещь, когда вы затачиваете, обязательно постоянно погружайте сверло в воду, чтобы охладить его. Если вы избегаете этого, вы рискуете размягчить сверло из-за химических изменений на микроскопическом уровне.
Этап 6. После сверления и проверки
После выполнения всех описанных выше шагов вам необходимо будет проверить заточенное сверло. Не ожидайте, что у вас все получится с первого раза просто потому, что обычно для достижения совершенства требуется много практики.
Не ожидайте, что у вас все получится с первого раза просто потому, что обычно для достижения совершенства требуется много практики.
Однако есть несколько вещей, которые вы можете сделать в самом начале, чтобы ускорить процесс.
Во-первых, просто сравните свою работу по заточке с новым сверлом и определите, подходят ли они друг другу. Если нет, вам нужно будет вернуться к шлифовальному кругу и исправить проблему.
В качестве альтернативы вы можете использовать следующие параметры:
- Кромка долота должна составлять около 15 % от диаметра сверла, если вы собираетесь делать заточку под углом 118 °; и
- Задний край заточки должен быть под углом от 7° до 15°, но не ниже 7°.
Подробнее:>>> Сверлильный станок Ultimate Floor для проверки ваших новых заточек сверл
Заключительные мысли о том, как заточить сверла
Как видите, заточить сверло.
Стоит также отметить, что существуют общие рекомендации и параметры, которым необходимо следовать, однако выбор сверла под углом 118° или 90° полностью зависит от вас.
