Станки для гибки в гараж: 55 станков для бизнеса в гараже
Содержание
Гибочный станок для арматуры своими руками, модели и цены
Даже самый простой ленточный фундамент из монолитного бетона для хозпостройки нужно армировать. При этом стальные стержни приходится не только резать или сваривать, но и гнуть. И если прут в два пальца толщиной даже небольшая «болгарка» перережет за минуту, то согнуть его под нужным углом непросто. Проблемой может стать и необходимость изготовления большого количества деталей. Те же хомуты из «катанки» 6 мм порой нужно гнуть сотнями. Решением задачи может стать гибочный станок.
Оглавление:
- Описание конструкции
- Критерии выбора
- Пошаговая сборка станка своими силами
- Цены
- Меры безопасности, видео уроки
Что они собой представляют?
Есть три основных типа:
- ручные механические;
- ручные с электрическим или пневмоприводом;
- стационарные с эл. приводом.
Первый представляет собой небольшой стальной лист — основание или платформу с отверстиями по углам. К листу приварены гибочные штыри. Один из них может служить осью для поворотного рычага, которым создается усилие, деформирующее заготовку.
К листу приварены гибочные штыри. Один из них может служить осью для поворотного рычага, которым создается усилие, деформирующее заготовку.
Существуют десятки схем подобных устройств. Большинство из них крепят к верстаку, другой — к надежной основе: брусу, шпале или даже просто бревну с помощью гвоздей или шурупов. Некоторые имеют две рукояти и действуют наподобие клещей. Но практически всегда они действуют по сходному принципу: между гибочными штырями вставляют арматуру, после чего поворотом рычага сгибают ее на нужный угол.
Ручной сгибатель с электроприводом зажимает заготовку между матрицей и пуансоном, действуя наподобие гидравлического штамповочного пресса. При этом его рабочий шток совершает возвратно-поступательное движение. Серьезный недостаток в том, что угол изгиба заранее задан, и изменить его — порой целая проблема. С другой стороны, сгибатель не требует большого пространства — с его помощью можно гнуть стержни прямо в опалубке. Сменой насадок он превращается в ножницы для резки.
Сменой насадок он превращается в ножницы для резки.
Стационарные агрегаты с эл. приводом представляют собой квадратную станину, закрытую корпусом листовой стали. Сверху размещен поворотный круг и массивные металлические упоры. И круг, и упоры имеют ряд круглых пазов, куда устанавливается оснастка, обеспечивающая фиксацию арматуры. В большинстве моделей тут же задается угол поворота рабочего круга, расстояние автоматической подачи стержня (при наличии такой опции). Управление станком вынесено на боковую панель. Многие модели имеют и ножное включение с помощью обычной педали, что заметно ускоряет процесс.
Станок расширяет возможности человека, не более того. Прут можно согнуть руками, всунув его в щель между двух камней. А вот при уже упоминаемом «тиражировании» множества одинаковых деталей прибор незаменим.
Цена механического варианта гораздо дороже, но им можно гнуть стержни большего диаметра, чем ручным. Для сравнения: максимальная толщина прутьев, с которой реально работать мускульной силой — не больше 18 мм. Мощный двигатель согнет элемент вдвое толще, а при необходимости даже свернет в спираль. Такое устройство ни к чему в домашнем хозяйстве, но на крупном строительстве с большим объемом монолитных конструкций востребовано независимо от цены. Поскольку изгибаются изделия любого сечения, агрегат будет хорошим подспорьем в кузнице, металлообрабатывающей мастерской.
Мощный двигатель согнет элемент вдвое толще, а при необходимости даже свернет в спираль. Такое устройство ни к чему в домашнем хозяйстве, но на крупном строительстве с большим объемом монолитных конструкций востребовано независимо от цены. Поскольку изгибаются изделия любого сечения, агрегат будет хорошим подспорьем в кузнице, металлообрабатывающей мастерской.
Относительно дешевый ручной прибор может оказаться незаменимым помощником в домашней мастерской. Его легко установить и использовать на небольшой стройке, где вряд ли придется использовать элементы с диаметром больше 8-12 мм.
Делаем станок самостоятельно
При наличии даже небольшой домашней мастерской его вполне можно сделать своими руками, причем самостоятельно разработать наиболее удобный и подходящий именно для ваших нужд вариант.
Разновидностей немало, но все они имеют две основные детали:
- неподвижный фиксатор, куда вкладывается сгибаемый стержень;
- подвижный упор, который передает усилие деформации от рычага.

Чем меньше расстояние между этим деталями, тем точнее угол, но и тем большую силу требуется приложить.
Если вы посмотрите на фабричный ручной станок, то обнаружите, что роль неподвижного зажима у него играет палец, закрепленный на платформе, и сама ось вращения рукояти. Упор, который непосредственно давит на арматуру, является частью рычага. Повторить такое устройство несложно при наличии дрели, пары сверл по металлу, болгарки и сварочного аппарата. Стоимость окажется на порядок меньше заводского, особенно если использовать б/у материалы.
1. Из уголков.
Для изготовления простейшего агрегата, подходящего для стержней до 12 мм, потребуется:
- обрезок уголка на 50 или несколько больше (можно б/у), длиной 1,5 м;
- кусок круглой арматуры на 20-24 мм;
- станина из деревянного бруса или швеллера.
Режем уголок на два куска — 50 см и метр. На одном из концов длинного отрезка скругляем одну из полок и сверлим отверстие, а вблизи торца короткого перпендикулярно привариваем обрезок круглой арматуры — это будет ось вращения.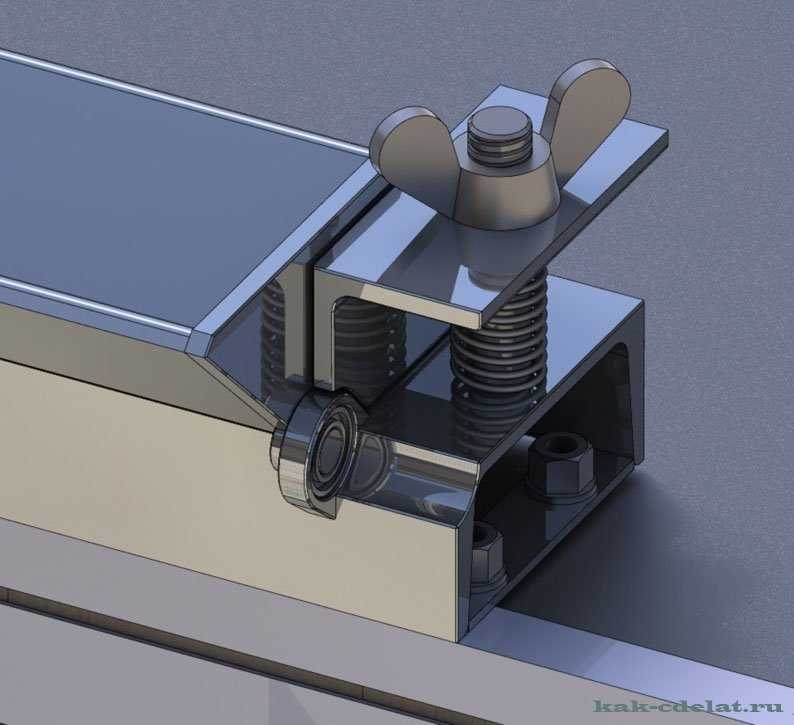 Расстояние между полкой и осью должно соответствовать максимальному диаметру арматуры, которую предполагается сгибать.
Расстояние между полкой и осью должно соответствовать максимальному диаметру арматуры, которую предполагается сгибать.
Первую заготовку крепим к станине — шурупами или сваркой. На ее ось одеваем второй кусок уголка — это будет поворотная рукоять. Вертикальные полки обеих частей должны располагаться с одной стороны. Чтобы ручка не болталась и не слетала, прижимаем ее шайбой, которую прихватываем к оси сваркой.
Для удобства с противоположного угла вертикально можно приварить еще один кусок круглой арматуры, чтобы за него браться. Укладываем в щель между полками уголков и осью арматурную заготовку и, поворачивая рукоять, сгибаем ее на нужный угол.
2. Изготовление рычажного станка.
Для этого нам сначала потребуется нарисовать чертеж и рабочую схему.
Из материалов необходимы:
- пластинки листовой стали 6-8 мм;
- толстостенная труба на 3/4 дюйма для рукояти рычага;
- круглая арматура диаметром 22-24 мм.
Вырезаем вручную с помощью «болгарки» железный квадрат порядка 20х20 см. По углам сверлим отверстия 5-6 мм диаметром под крепежные шурупы. В центре делаем еще две круглые дырки на расстоянии приблизительно 10 см друг от друга. Диаметр их должен быть на пол миллиметра больше, чем у заготовленной арматуры. Одна — под стойку-упор, вторая — под ось рычага. Вставляем в полости отрезки арматуры длиной 5-6 см и привариваем.
По углам сверлим отверстия 5-6 мм диаметром под крепежные шурупы. В центре делаем еще две круглые дырки на расстоянии приблизительно 10 см друг от друга. Диаметр их должен быть на пол миллиметра больше, чем у заготовленной арматуры. Одна — под стойку-упор, вторая — под ось рычага. Вставляем в полости отрезки арматуры длиной 5-6 см и привариваем.
Очередь за рукояткой: отрезаем две полосы стали размером 6х20 см, сверлим в них по три точно совпадающие дырки. Первое — в сантиметре от края, по диаметру оси. Следующие — так, чтобы оставить между их краями по 10 мм, их можно сделать поменьше. Привариваем пластины к трубе с двух сторон, параллельно ее оси и друг другу, так, чтобы оси отверстий точно совпадали.
Надеваем рычаг на ось, в одну из свободных полостей вставляем еще один обрезок арматуры. По длине он должен соответствовать расстоянию между внешними гранями приваренных к трубе пластин. Это будет третий, подвижный упор. Чтобы он не проскакивал насквозь, по верхней грани этого пальца приварим шайбу.
Закрепим наше устройство на каком-нибудь надежном основании. Вставляем заготовку, которую нужно согнуть, между упорами и осью. Поворачивая рычаг, сгибаем стержень на желаемый угол. Переставив упорный палец на рычаге на дальнее от оси отверстие, мы сможем создать усилие, требуемое для гибки арматуры большего диаметра.
Другие виды самодельных станков
Еще один вариант выйдет изготовить своими руками на базе автомобильного домкрата. Принцип такой же, как и для описанного выше ручного гидравлического сгибателя. Для такого устройства нам потребуется сварить из швеллера шириной 80-100 мм прямоугольную раму.
С одной стороны устанавливаем гидравлический домкрат, с другой — матрицу в виде обрезка обычного стального уголка. Уложив арматуру на уголок-матрицу и зажимая его домкратом, мы заставим стержень изгибаться.
Расценки
| Наименование | Макс. диаметр сгибаемой арматуры, мм | Цена, рубли | Примечание |
Станки с эл. | |||
| GW-40B | 30 | 62 450 | |
| GW-40A | 35 | 74 400 | |
| VPK Г-40 | 40 | 122 950 | дополн. ножное управление |
| Grost RB-42М01 | 40 | 141 300 | автоматический режим |
| АГЭ-16 (ручной) | 20 | 52 500 | переносной, гидравлический |
Механические гибочные станки | |||
| Stalex DR12 | 12 | 4 980 | |
| Stalex DR16 | 16 | 5 500 | |
| ALBA DR | 12 | 18 000 | с установочной линейкой |
| REKON 52″ | 18 | 33 800 | встроенные ножницы для арматуры |
 приводом
приводомБезопасность работ
Несмотря на встроенные предохранители в станках с электроприводом, несчастные случаи при их использовании все же бывают. Причины следующие:
- недостаточная квалификация и связанные с этим ошибки;
- легкомысленное отношение к правилам эксплуатации;
- неисправность оборудования.

Часто возникают проблемы, если работа проводится вдвоем. Чтобы согнуть толстый прут, прикладываются усилия в сотни и тысячи килограммов. Попадание под такое давление пальца или руки приведет к серьезнейшей травме.
Чтобы этого избежать, нужно:
- соблюдать внимание и аккуратность при работе;
- точно следовать технологии и инструкции по эксплуатации оборудования.
Гибочные станки для листового металла и арматуры своими руками, чертежи
– выражение нечастое. Намного чаще говорят и пишут «листогибочные» станки, имея в виду технические приспособления для гибки листового железа и металлических профилей. А между тем правильнее говорить «гибочные» станки, потому гнуть можно не только листовой металл, но и металлические прутья – арматуру, для которой существует отдельный вид гибочных станков.
А между тем правильнее говорить «гибочные» станки, потому гнуть можно не только листовой металл, но и металлические прутья – арматуру, для которой существует отдельный вид гибочных станков.
Содержание
- Зачем нужны станки для гибки?
- Какими бывают гибочные станки
- Не листопады, а листогибы
- Ручная версия листогибочного станка
- Гибочный станок для арматуры своими руками
Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
Гибка профилей на станке.
Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.
Какими бывают гибочные станки
для гибки.
Листогибочные станки:
- простые ручные листогибочные;
- гидравлические для профиля и листового железа;
- роликовые или валковые листогибы.
Станки для арматуры:
- ручные;
- с механическим приводом.
Дополнительно гибочный станок для арматуры может различаться по размерам. Эти размеры зависят от диаметра металлических прутьев, для которых они предназначены:
- легкие для работы с прутьями диаметром до 20 мм;
- тяжелые – для арматуры диаметром от 20 до 40 мм;
- сверхтяжелые для гибки прутьев диаметром от 40 до 90 мм.
Разновидности станков для гибки.
Как и все оборудование такого рода, гибочные аппараты могут быть ручными механическими, а могут быть оборудованы электрическим приводом. Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Гибочные станки с чпу, например, представлены очень широко многими зарубежными и отечественными производителями.
Не листопады, а листогибы
Разберемся с разным назначением листогибочного оборудования:
- Ручные версии предназначены для гибки листового металла по прямой линии под любым углом – от самых острых до почти 360°. Ручная сила прилагается в конкретном одном месте. Самым простым вариантом из ручных является аппарат для гибки под углом в 90° с помощью траверса.
- Гидравлические версии работают по совсем другому принципу: металл деформируется с помощью гидравлического удара. В домашних условиях такие варианты не используются, это очень эффективное профессиональное оборудование предназначено для серьезных промышленных предприятий.

- Роликовые гибочные станки с помощью валков производят гибку не под углом, а по окружности. На роликовых приспособлениях можно делать даже трубы.
Самодельный листогибочный станок можно сделать по первому и третьему вариантам. Разберем подробнее процесс их изготовления. Чтобы сделать гибочный , нужно начинать с технических установок.
Для того, чтобы оборудование было долговечным, простым в исполнении и достаточно дешевым по общим денежных затратам на материалы и инструменты, нужно рассчитать его производительность и технические возможности.
Ручная версия листогибочного станка
Вот что получается с учетом мышечной силы человека среднего роста, который собирается работать стабильно и без авралов:
- Ширина листового металла не должна превышать 1-го метра.

- Толщина листов для сгибания не должна превышать 0,6 мм для оцинкованного железа, 0,7 мм для алюминия и 1,0 мм для меди.
- Долговечность аппарата должна быть не меньше 1200 рабочих циклов без ремонта, иначе он будет нерентабельным.
- Сделать все, чтобы необходимость в дополнительной сварке была минимальной.
- Угол сгибания листового металла, не требующий ручной доводки, должен составлять не меньше 120°.
- Минимизировать разного рода дополнительные токарные и фрезерные операции.
Еще одним важным условием, влияющим на производительность и качество работы, является соблюдение правил эргономики: нужно сделать так, чтобы гибочный был вам удобен и с ним было комфортно работать.
Сейчас немного физики. Главным материалом для гибочного оборудования является традиционная конструкционная сталь. Исключение составляет траверса, которую лучше заменить на швеллер. Дело в том, что отдача на траверсу от сгибаемого металлического листа никогда не бывает равномерной по своей ширине.
Шире всего отдача в середине, на краях, где нет подпоры, эта отдача минимальна.
Гибка трубы на ручном станке.
Во-вторых, нагрузка на нашу несчастную траверсу вместе с прижимом «растекается» и на дальних участках дает растяжку. А металл никогда не любил растяжку – он быстро устает от такого рода деформаций. Поэтому, если не обратить внимания на проблемы траверсы, уголок в середине может быстро деформироваться, и в середине сгиба появится вздутие.
Мы рассмотрели общие требования к гибочному листовому оборудованию, теперь приступим к конкретным моделям, чьи характеристики должны быть оптимальными для вас и только для вас.
Вот главные пункты, которые нужно знать и учесть перед тем, как приступить к работе:
- Предельная ширина в миллиметрах листового металла, обычно это 1000 мм.
- Максимальная толщина листа металлической заготовки в миллиметрах.
- Допустимые значения углов гибки, диапазон от минимального до максимального.
- Высота, длина и ширина самого аппарата.

- Желательная точность сгибания металлических листов.
Безусловно, все эти предельные значения будут зависеть от ваших намерений и условий применения станка. Если, например, вы собираетесь заниматься работами по кровле, вы будете иметь дело с листами толщиной 1 мм или меньше, а сделаны они будут из стали или оцинкованной меди.
Ну а если у вас в планах производство элементов для металлических ограждений, то толщина листов может достигать 2-х или 3-х миллиметров.
Вот с определением размеров углов гибки будет немного сложнее. Верхний предел, то есть предельное максимальное значение в 180° — это понятно. А вот на минимальное значение гибочных углов влияет интересное явление, которое называется пружинение.
Пружинение – уменьшение градуса угла гибки из-за физической упругости металла, который деформируется в станке.
Принцип действия станка.
Это явление нужно учитывать, и вот от чего оно зависит:
- Свойства металла в виде пластичности. Например, очень по-разному ведут себя стальные сплавы.
 Высокоуглеродистые стали показывают предельный угол пружинения вплоть до 12°, а низкоуглеродистые – в диапазоне всего лишь 5° — 7°. Высоколегированные стали и алюминиевые сплавы показывают пружинение еще выше: 12° — 15°.
Высокоуглеродистые стали показывают предельный угол пружинения вплоть до 12°, а низкоуглеродистые – в диапазоне всего лишь 5° — 7°. Высоколегированные стали и алюминиевые сплавы показывают пружинение еще выше: 12° — 15°. - Толщина металлического листа. Понятно, что чем тоньше лист, тем меньше у него пружинение.
- Угол сгибания. Чем меньше нужный угол, тем выше пружинение у всех металлов. Гибка металлических листов под малым углом, например, меньше 20°, вручную практически невозможна. Невозможна она и на домашних гибочных станках – дело в высоком пружинении. Гибку металла под малыми углами производят только в промышленных условиях в сочетании с продольным растяжением листов. Если вам нужен малый острый угол в обязательном порядке, уж лучше сделать его с помощью молотка. Со станком это не получится. Пружинение!
Самой простой и распространенной версией для гибки листового металла является вариант с поворотной траверсой. Он работает просто и чрезвычайно эффективно.
Вот чем нужно запастись, чтобы сделать гибочный станок для листового металла своими руками:
- Широкополосная листовая сталь для изготовления балок: нижней, верхней и поворотной.
- Швеллер из стали номером не ниже 6-ти мм. На всякий случай: швеллер – это стандартный профиль из черного проката.
- Стальные уголки для опорной рамы.
- Набор крепежных изделий – винты и барашки, пружина.
- Стальной прут для ручного привода, чтобы поворачивать стальную балку.
- Слесарные тиски.
- Петли от стальных входных дверей.
Листогибочный станок.
для гибки листового металла производится по следующим этапам:
- Два стальных листа или тавра складываем вместе, после чего в них делаем одинаковые выемки. Края этих выемок выставляем под углом в 45°, а в третьем листе или тавре, который будет играть роль прижимной планки, после обрезки проделываем более глубокую выемку.
- Петли от стальных входных дверей привариваем с обеих сторон.

- К одному из первоначальной пары тавров привариваем по два стальных треугольника или укосины для крепежа на них прижимной планки с помощью специального фиксатора в виде болта. Гайки этого болта привариваются прямо к укосинам.
- Теперь занимаемся прижимной планкой: к верхней части привариваем металлические заготовки с центральным отверстием диаметром, чуть большим диаметра болта. Сопоставляем отверстия с приваренной гайкой, чтобы они были на одной линии, привариваем.
- Прижимная планка должна подниматься на 5 – 7 мм. Это делается с помощью пружины, которую надеваем на болт в «ухе», после чего плотно закручиваем гайку. Точно такую же пружину устанавливаем на противоположном конце. Если все правильно, прижимная планка будет самостоятельно подниматься при откручивании.
- Ручками для закручивания можно сделать отрезки арматуры, приварив их к шляпке винта. К подвижному тавру также привариваем ручку. Станок готов.
Теперь о тесте на точность: правильно ли гибочный станок будет работать. Пробовать нужно полосу из картона с толщиной, аналогичной листопрокату, с которым вы собираетесь работать. Добиваемся ровной высоты полок картонной полосы. На картоне не должно быть никаких деформирующих следов. Если все хорошо, гибочный станок для листового металла готов.
Пробовать нужно полосу из картона с толщиной, аналогичной листопрокату, с которым вы собираетесь работать. Добиваемся ровной высоты полок картонной полосы. На картоне не должно быть никаких деформирующих следов. Если все хорошо, гибочный станок для листового металла готов.
Гибочный станок для арматуры своими руками
Если вы будете проходить мимо какой-нибудь стройки с бетонными конструкциями, обратите внимание на оборудование этой стройки. Там обязательно будет присутствовать ручной или механический гибочный станок для арматуры.
Хрупкий по своей природе бетон без арматуры никак не обойдется, это самое простое и эффективное средство укрепления любых строительных элементов, выполненных из бетона. По строительным стандартам все угловые бетонные конструкции должны быть сделаны не просто с гнутьем, а с перехлестом в каждую сторону не меньше, чем на 0,8 метра.
Схема станка для гибки.
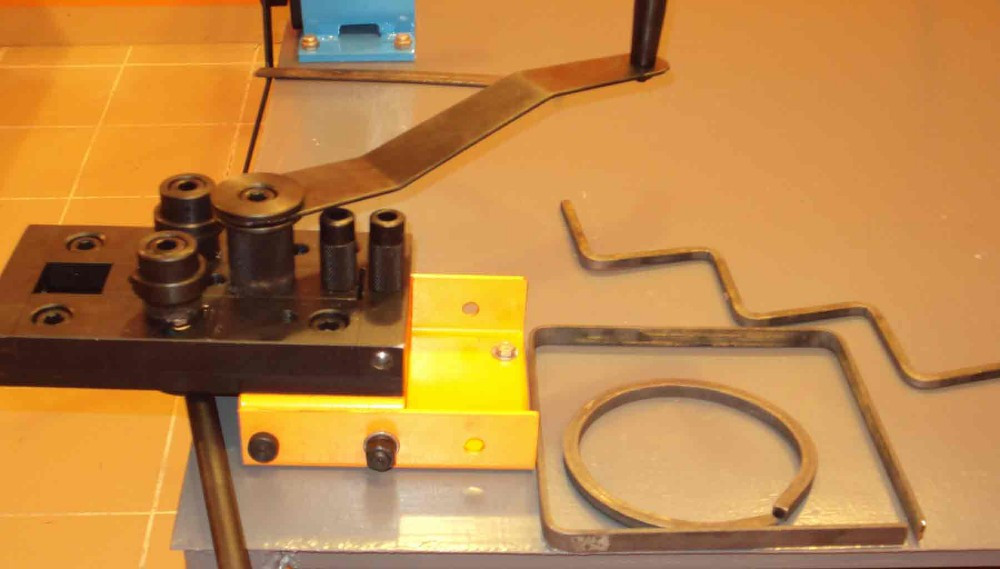
Принцип работы любого гибочного аппарата для арматурных прутьев абсолютно одинаковый: прут фиксируется между двумя роликами, а затем сгибается под углом с помощью третьего ролика. Радиус изгиба может требоваться разный, он регулируется упорным валом. Это касается .
Главный элемент гибочного станка с механическим приводом – это диск с «пальцами», который вращается и закручивает прут, закрепленный между пальцами. Работать на таком приспособлении приятно: уложить аккуратненько в зазор между пальцами пруток и начать вращать диск. Прут начинает изгибаться вокруг центральной точки.
На рынке предлагается аппараты для гибки арматуры разного типа, на любой вкус и кошелек. Они просты и доступны. Но арматуру можно гнуть и с помощью элементарного трубогиба, который легко сделать самостоятельно.
Гибочный станок для арматуры своими руками ограничен единственным фактором: диаметр прутка не должен превышать 10 — 14 мм. Высокая производительность также не про самодельный станок, об этом нужно помнить.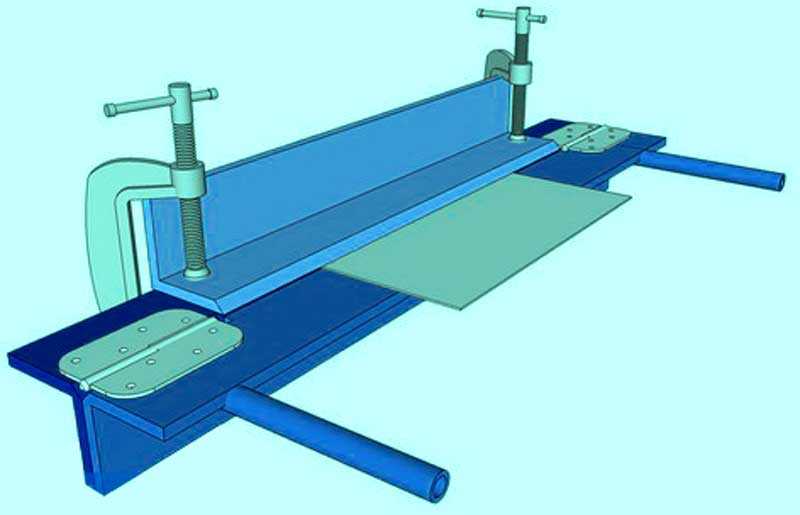
Основа станка – станина из стали с приваренными штырем или уголком. Второй элемент – поворотный диск или платформа с рычагом и штырями для гибки. Лучше всего все элементы расположить на массивной плите, чем она массивнее, тем устойчивее будет станок и тем больший диаметр прутков можно будет обрабатывать.
Самодельный станок для гибки арматуры – великолепный способ сэкономить время и деньги во время строительных работ.
Прессы гаражного типа — EBR Metal
×
Теперь прессы гаражного типа проще в использовании благодаря манометру, регулируемому нижнему столу и перемещению стола вверх-вниз. Больше безопасности благодаря двуручному управлению и ножной педали. Усилие пресса 100 или 150 тонн. ход 300 мм. Рабочая скорость 5 мм/сек. Разные размеры и вес.
Усилие пресса 100 или 150 тонн. ход 300 мм. Рабочая скорость 5 мм/сек. Разные размеры и вес.
КОД КАТЕГОРИИ: HPG
ОБЩИЕ ХАРАКТЕРИСТИКИ ПРЕССОВ ГАРАЖНОГО ТИПА
Перечислены основные характеристики производимых нами гаражных прессов.
- Hardened blades
- Steel construction welded frame
- 5 face prism
- Bottom table with T-slot
- Stepless stroke adjustment
- Manometer
- Adjustable bottom table
- Table up приспособление для перемещения вниз
- Регулируемый клапан давления
- Достаточное рабочее пространство для больших листов
- Двуручное управление
OPTIONAL EQUIPMENT
- Two hand control and foot pedal
- Manual back gauge 750 mm
- Specific blade
- Prism
ФОТОГРАФИИ
ПРЕССОВ ГАРАЖНОГО ТИПА
Все изображения и фотографии приведены только для иллюстрации. Фактические продукты могут отличаться из-за усовершенствований продукта.
Фактические продукты могут отличаться из-за усовершенствований продукта.
| МОДЕЛЬ | Мощность пресса | Прочность на изгиб | Макс. Рабочее давление | Ход | Ширина рабочей зоны | Расстояние между столами | Скорость продвижения | Рабочая скорость | Скорость возврата | Размер стола | Диаметр отверстия нижнего стола. | Мощность двигателя | Ширина | Длина | Высота | Вес |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| тонна | мм | бар | мм | мм | мм | мм/сек | мм/сек | мм/сек | мм | мм | кВт | мм | мм | мм | кг | |
| ВД 1020/100 | 100 | 6 | 263 | 300 | 1020 | 680 | 9 | 5 | 10 | 500×1020 | 100 | 7,5 | 1000 | 2110 | 2275 | 1900 |
| ВД 1520/100 | 100 | 6 | 263 | 300 | 1520 | 680 | 9 | 5 | 10 | 500×1520 | 100 | 7,5 | 1000 | 2630 | 2275 | 2500 |
| ВД 1020/150 | 150 | 10 | 244 | 300 | 1020 | 610 | 9 | 5 | 10 | 600×1020 | 100 | 11 | 1000 | 2110 | 2450 | 2400 |
| ВД 1520/150 | 150 | 10 | 244 | 300 | 1520 | 610 | 9 | 5 | 10 | 600×1520 | 100 | 11 | 1000 | 2630 | 2450 | 3100 |
Почему вы не получаете предложение на Garage Type Press?
Узнать ценуПозвоните нам
Получите от нас предложение о ваших потребностях в металлообрабатывающем оборудовании. Расскажите нам все подробности.
Расскажите нам все подробности.
ТОП
Китайский производитель трубогибочных станков, станок для резки труб, поставщик станков для снятия фаски
ТРУБОГИБОЧНАЯ МАШИНА
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
ТРУБОПИЛЬНЫЙ СТАНОК
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
ТРУБОПРОФИЛЬНАЯ МАШИНА
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/завод, Торговая компания | |
| Основные продукты: | Трубогибочная машина , Машина для резки труб , Машина для снятия фаски , Трубоформовочная машина , Пила .  .. .. | |
| Зарегистрированный капитал: | 1000000 юаней | |
| Площадь завода: | 1001~2000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Предшественник WOYO (Тайвань и материковый Китай) Machinery Co. , Ltd. была основана в 1990 году и сотрудничает с тайваньской компанией по производству гибочных станков с 19 лет.98, специализирующаяся на производстве станков для гибки труб, станков для циркулярной пилы по металлу, станков для формовки концов труб, станков для полировки, станков для снятия фасок и так далее. В 1990 году
, Ltd. была основана в 1990 году и сотрудничает с тайваньской компанией по производству гибочных станков с 19 лет.98, специализирующаяся на производстве станков для гибки труб, станков для циркулярной пилы по металлу, станков для формовки концов труб, станков для полировки, станков для снятия фасок и так далее. В 1990 году
Мы являемся одной из самых профессиональных компаний по производству оборудования для обработки труб в разработке и производстве продукции для обработки труб. Например, трубогибочный станок, труборезный станок, формовочный станок для труб…
Просмотреть все
Доска объявлений
5 шт.
Новый завод
Наши выставки
Наша счастливая команда
Центр производства пресс-форм
Производственный центр
Отправьте сообщение этому поставщику
* Откуда:
* Кому:
г-жа Николь
* Сообщение:
Введите от 20 до 4000 символов.