Станки круглошлифовальные характеристики: 3У144 станок круглошлифовальный универсальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе круглошлифовального станка 3У144, 3У143, 3У142Производитель универсального круглошлифовального станка 3У144, 3У143, 3У142 — Лубенский станкостроительный завод «Коммунар». Завод «Феникс» основан в 1915 году и в 1918 году получил наименование «Коммунар». С 1957 году завод специализируется на производстве универсальных и специальных круглошлифовальных станков с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ. Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
3У144 станок круглошлифовальный универсальный полуавтомат.
Круглошлифовальные станки 3У144 предназначены для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства. Шлифование на станках 3У144 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными. Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола. Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках. Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи. Станки 3У144 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации. Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки. Станки 3У144 комплектуются скоростными точными внутришлифовальными шпинделями. Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке. Станки 3У144 удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия. Высокая жесткость станков 3У144, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность. Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия. Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих. Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату. Технические характеристики круглошлифовального универсального станка 3У144Разработчик — Харьковское конструкторское бюро шлифовальных станков ОКБ ШС. Изготовитель — Лубенский станкостроительный завод «Коммунар». Основные параметры станка — в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
Модификации круглошлифовального станка 3У144
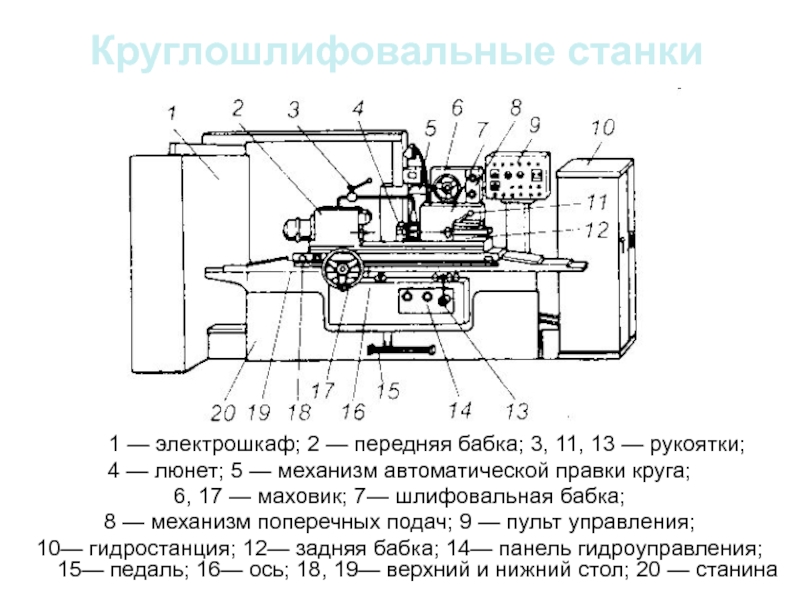
Габарит рабочего пространства станка 3У144Чертеж рабочего пространства круглошлифовального станка 3У144 Присоединительные и посадочные базы станка 3У144Присоединительные и посадочные базы шлифовального станка 3У144 Общий вид круглошлифовального станка 3У144Фото круглошлифовального станка 3У144 Фото круглошлифовального станка 3У144 Расположение составных частей шлифовального станка 3У144Расположение составных частей шлифовального станка 3У144 Перечень составных частей шлифовального станка 3У144. Смотреть в увеличенном масштабе Перечень составных частей шлифовального станка 3У144
Расположение органов управления шлифовальным станком 3У144Расположение органов управления шлифовальным станком 3У144 Расположение органов управления шлифовальным станком 3У144. Перечень органов управления шлифовальным станком 3У144
Расположение органов управления на пульте шлифовального станка 3У144Расположение органов управления на пульте шлифовального станка 3У144 Перечень органов управления на пульте станка 3У144
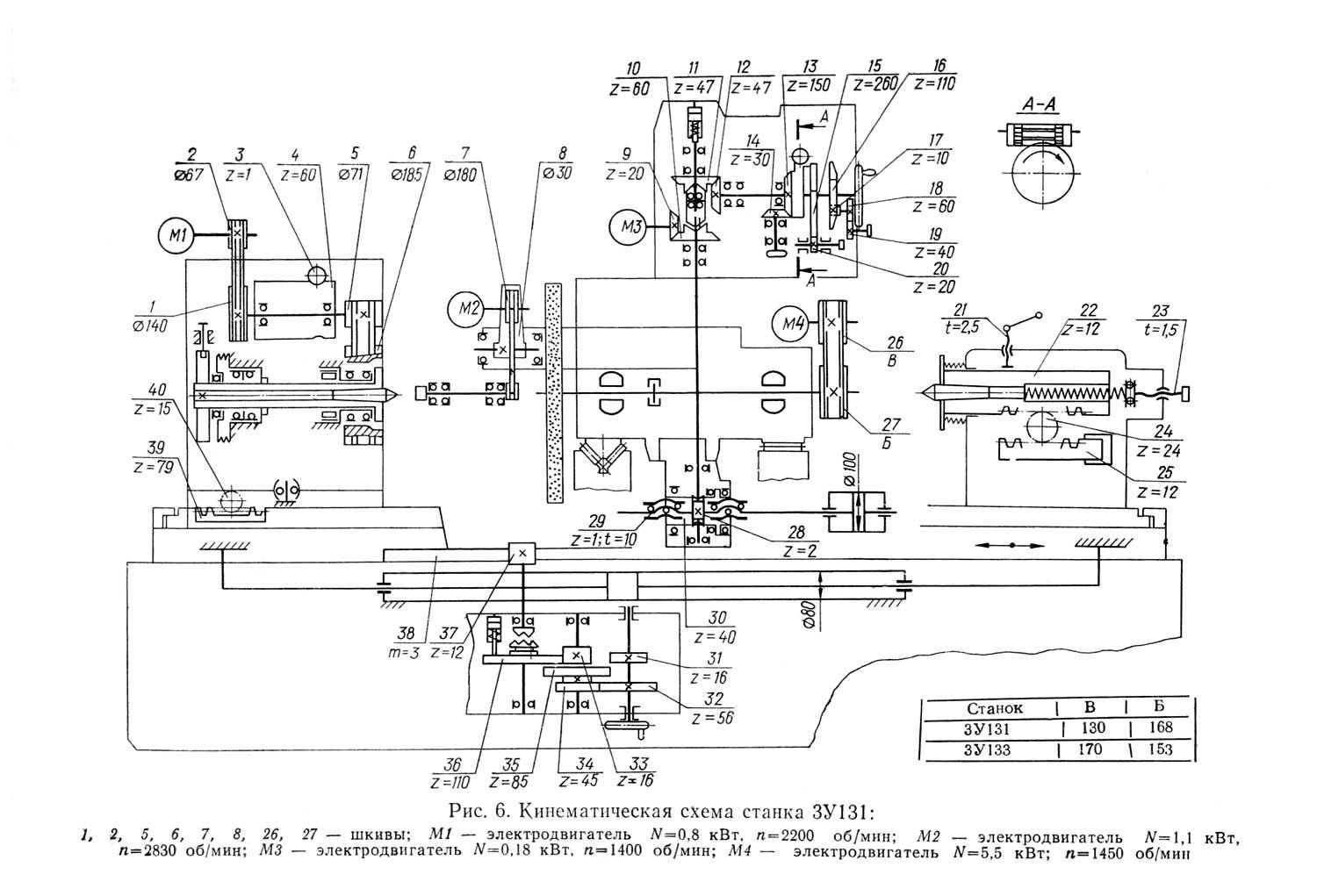
Кинематическая схема круглошлифовального станка 3У144Кинематическая схема круглошлифовального станка 3У144 Схема кинематическая круглошлифовального станка 3У144. Схема Расположения подшипников круглошлифовального станка 3У144. Смотреть в увеличенном масштабе Кинематические цепи и гидравлическая схема станка позволяют осуществлять следующие движения:
Шлифовальная бабака круглошлифовального станка 3У144Шлифовальная бабака круглошлифовального станка 3У144 Шлифовальная бабака круглошлифовального станка 3У144. Смотреть в увеличенном масштабе Передняя бабака круглошлифовального станка 3У144Передняя бабака круглошлифовального станка 3У144 Передняя бабака круглошлифовального станка 3У144. Гидравлическая схема круглошлифовального станка 3У144Гидравлическая схема круглошлифовального станка 3У144 Схема Гидравлическая круглошлифовального станка 3У144. Смотреть в увеличенном масштабе Читайте также: Заводы производители шлифовальных станков в России 3У144 станок круглошлифовальный универсальный полуавтомат. Видеоролик.Технические характеристики станка 3У144
Список литературы:Связанные ссылки. Дополнительная информация | ПродукцияЗаказать Новости | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Назначение и область применения
Назначение и область применения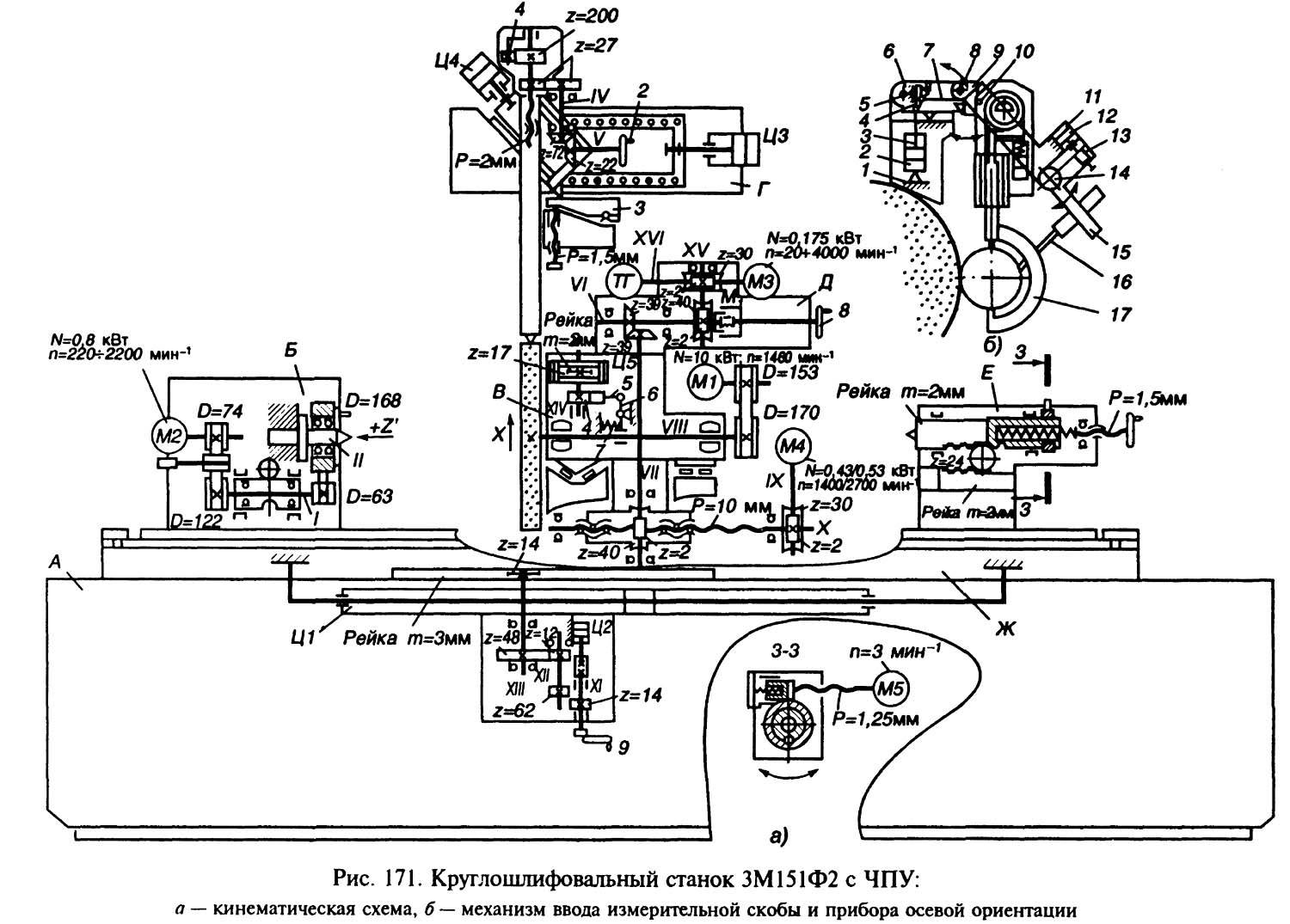
 Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
 Производитель — Харьковский станкостроительный завод
Производитель — Харьковский станкостроительный завод Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе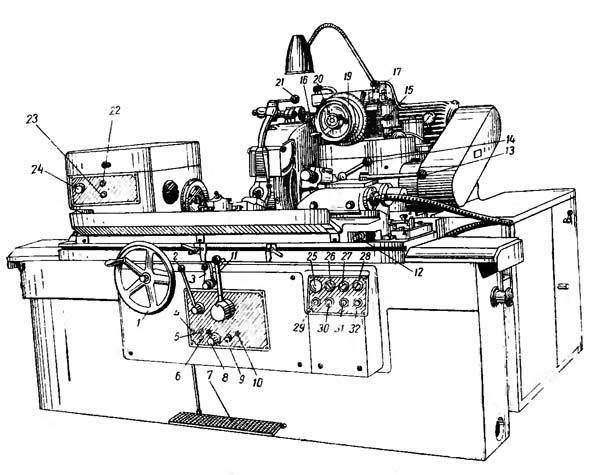 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе .5
.5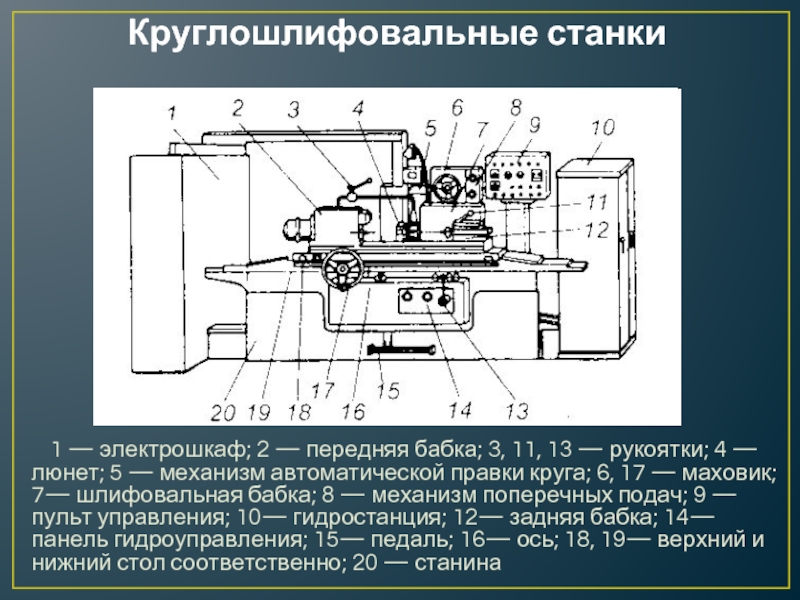 .0,025
.0,025 .200
.200 Руководство по эксплуатации, 1974
Руководство по эксплуатации, 1974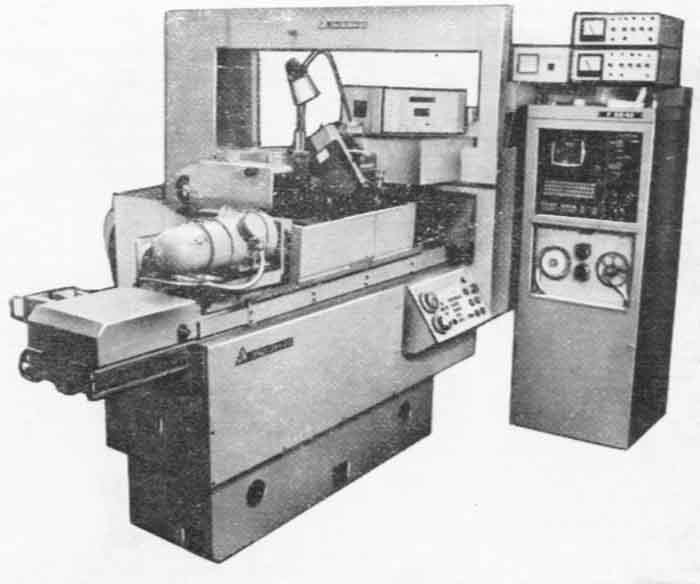 И. Хонингование, 1973
И. Хонингование, 1973Сведения о производителе круглошлифовального станка 3м153Производитель универсального круглошлифовального станка 3м153 — Вильнюсский завод шлифовальных станков. Станки, выпускаемые Вильнюсским заводом шлифовальных станков
3М153 станок круглошлифовальный универсальный.
Универсальный круглошлифовальный станок полуавтомат 3М153 предназначен для шлифования наружных цилиндрических и конических поверхностей в условиях серийного и массового производства. Шлифование производится в неподвижных центрах. Круглошлифовальный станок 3М153 имеет поворотный верхний стол и поворотную шлифовальную бабку. Это дает возможность шлифовать не только цилиндрические, но и пологие конические поверхности. Индикаторное приспособление, облегчает точный отсчет угла поворота стола при шлифовании конусов. Управление станком — однорукояточное. При помощи рукоятки управления включаются быстрый подвод-отвод шлифовальной бабки, врезная подача, включение и выключение вращения изделия и подачи СОЖ, включение хода стола и разгрузка насоса (в перерывах между обработкой деталей). На станке 3М153 можно выполнять следующие виды обработки:
Станок 3М153 укомплектован магнитным сепаратором для очистки охлаждающей жидкости. Шероховатость обработанных деталей при продольном шлифовании не ниже V9, при врезном V7—V/8. Постоянство диаметра в любом сечении обработанной детали не более 0,008 мм. Нецилиндричность в любом поперечном сечении не более 0,0032 мм. Класс точности полуавтомата П. Полуавтомат 3М153 имеет следующие гидрофицированные движения:
Отвод пиноли задней бабки с педальным управлением. Технические характеристики круглошлифовального станка 3М153Станок разработан в 1980 году. Разработчик: Ленинградское СКБ прецизионного станкостроения, СКБ ПС, г Ленинград. Изготовитель: Вильнюсский завод шлифовальных станков, г Вильнюс. Основные параметры и размеры по ГОСТ 11654.
Модификации круглошлифовального станка 3М153
Эволюция круглошлифовального станка 3М153
Габарит рабочего пространства шлифовального станка 3М153Габарит рабочего пространства шлифовального станка 3м153 Присоединительные и посадочные базы круглошлифовального станка 3М153Присоединительные и посадочные базы шлифовального станка 3м153 Общий вид круглошлифовального станка 3М153Фото шлифовального станка 3м153 Фото шлифовального станка 3м153 Фото шлифовального станка 3м153 Установочный чертеж круглошлифовального станка 3М153Установочный чертеж шлифовального станка 3м153 Установочный чертеж круглошлифовального станка 3м153. Читайте также: Наладка и регулировка круглошлифовального станка 3М153 станок круглошлифовальный универсальный. Видеоролик.Технические характеристики станка 3М153
Список литературы:Связанные ссылки. Дополнительная информация | ПродукцияЗаказать Новости | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описание Назначение и область применения
Назначение и область применения
 Область применения — серийное и мелкосерийное производство
Область применения — серийное и мелкосерийное производство Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе .200
.200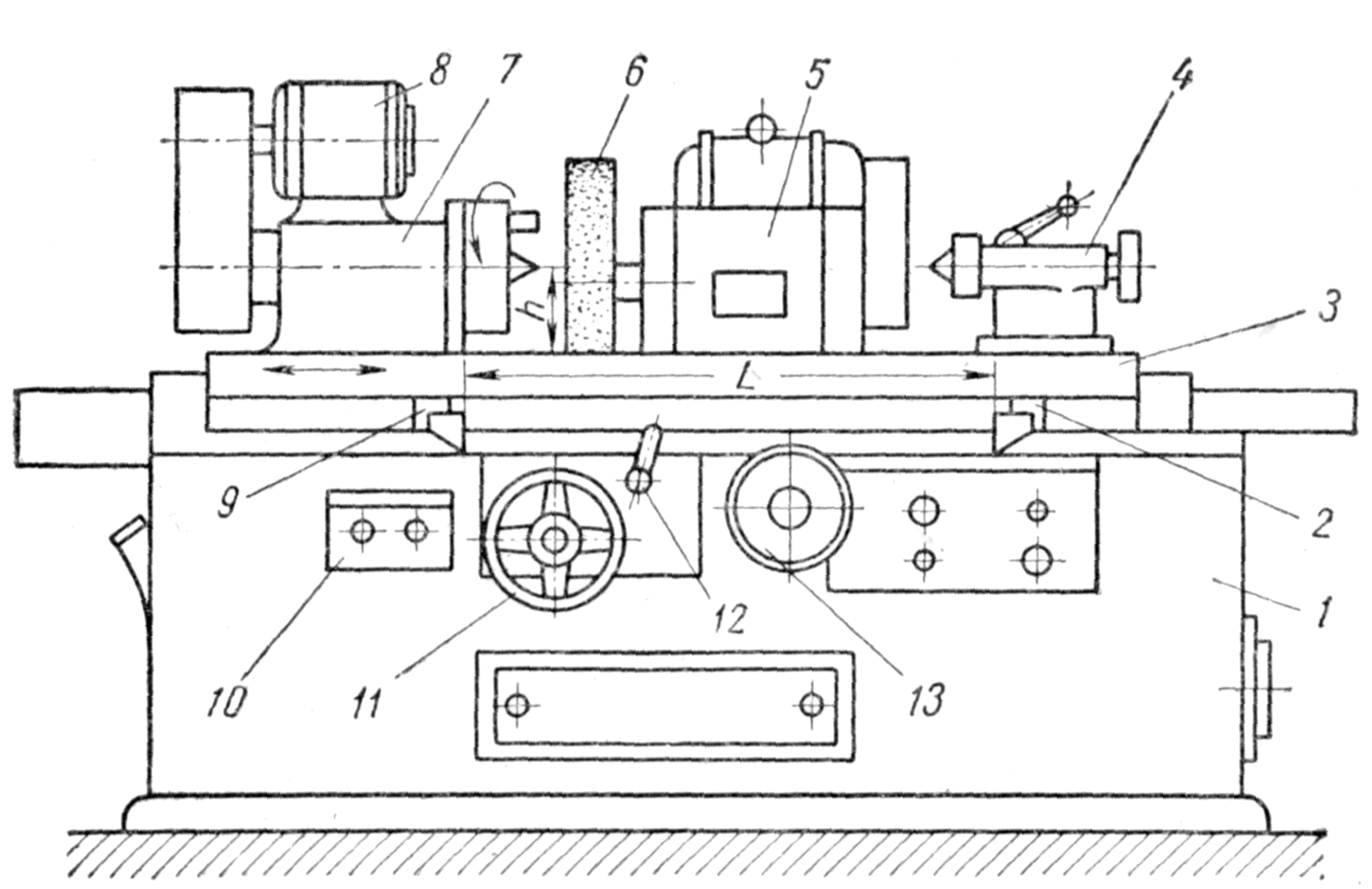 .5
.5 .500 х 63 х 203
.500 х 63 х 203 .0,060
.0,060 .780
.780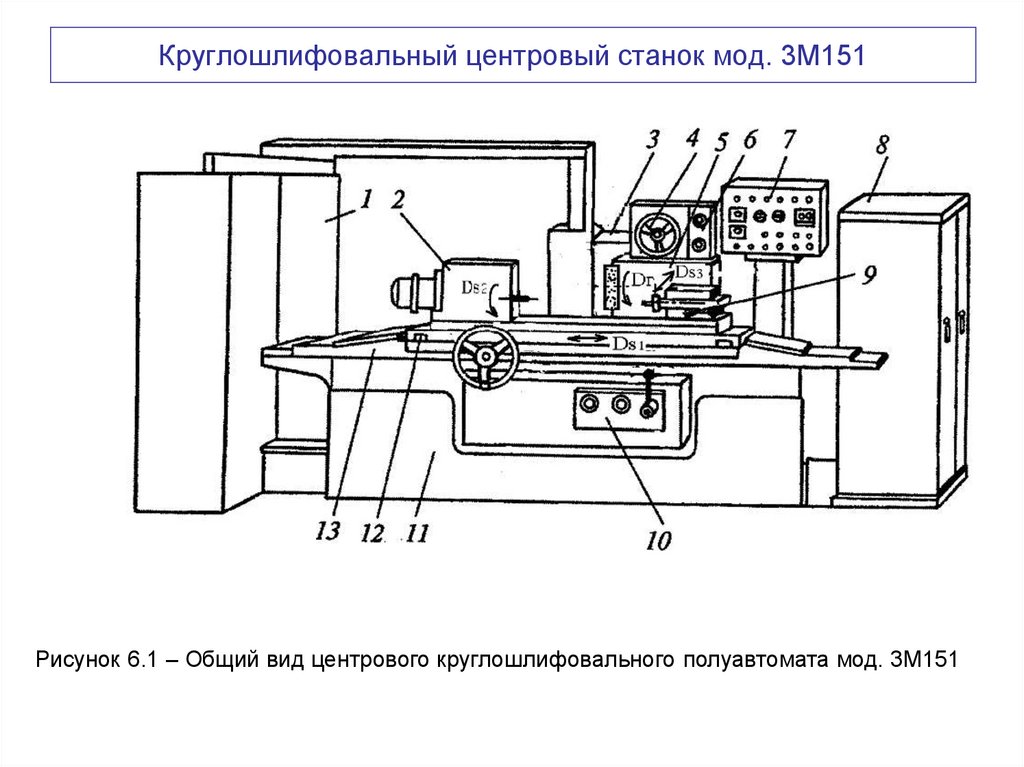 Руководство по эксплуатации 0.008.00.101.00 1РЭ, 1981
Руководство по эксплуатации 0.008.00.101.00 1РЭ, 1981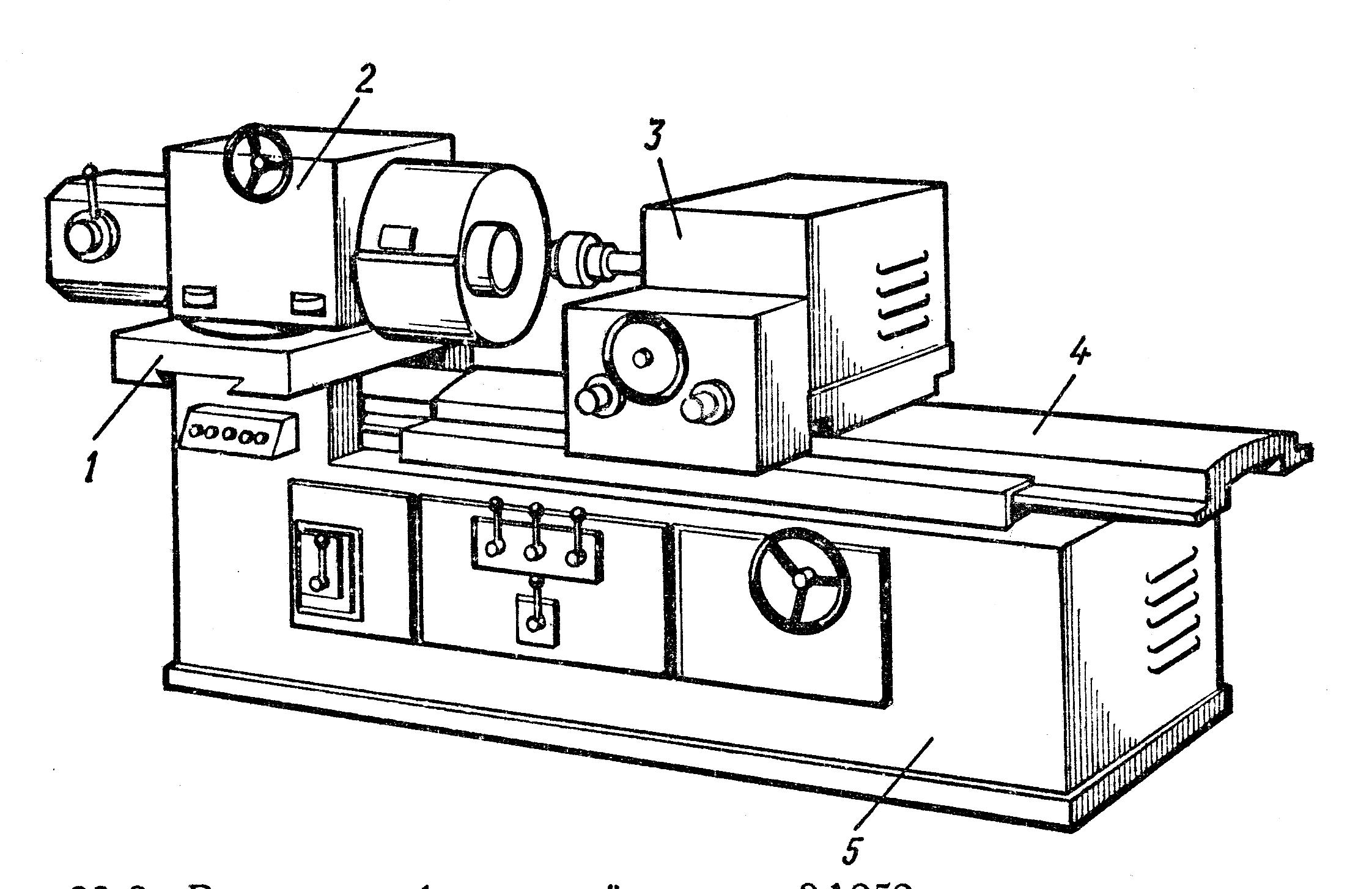 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Кругло-шлифовальный станок: работа, детали, типы, применение
Привет друзья.
В этой статье я собираюсь объяснить ключевые аспекты круглошлифовального станка (например, детали, типы, использование и т. д.).
Круглошлифовальный станок — это в основном тип шлифовального станка, такой как плоскошлифовальный станок, станок для шлифования инструментов и фрез, бесцентровый шлифовальный станок и т.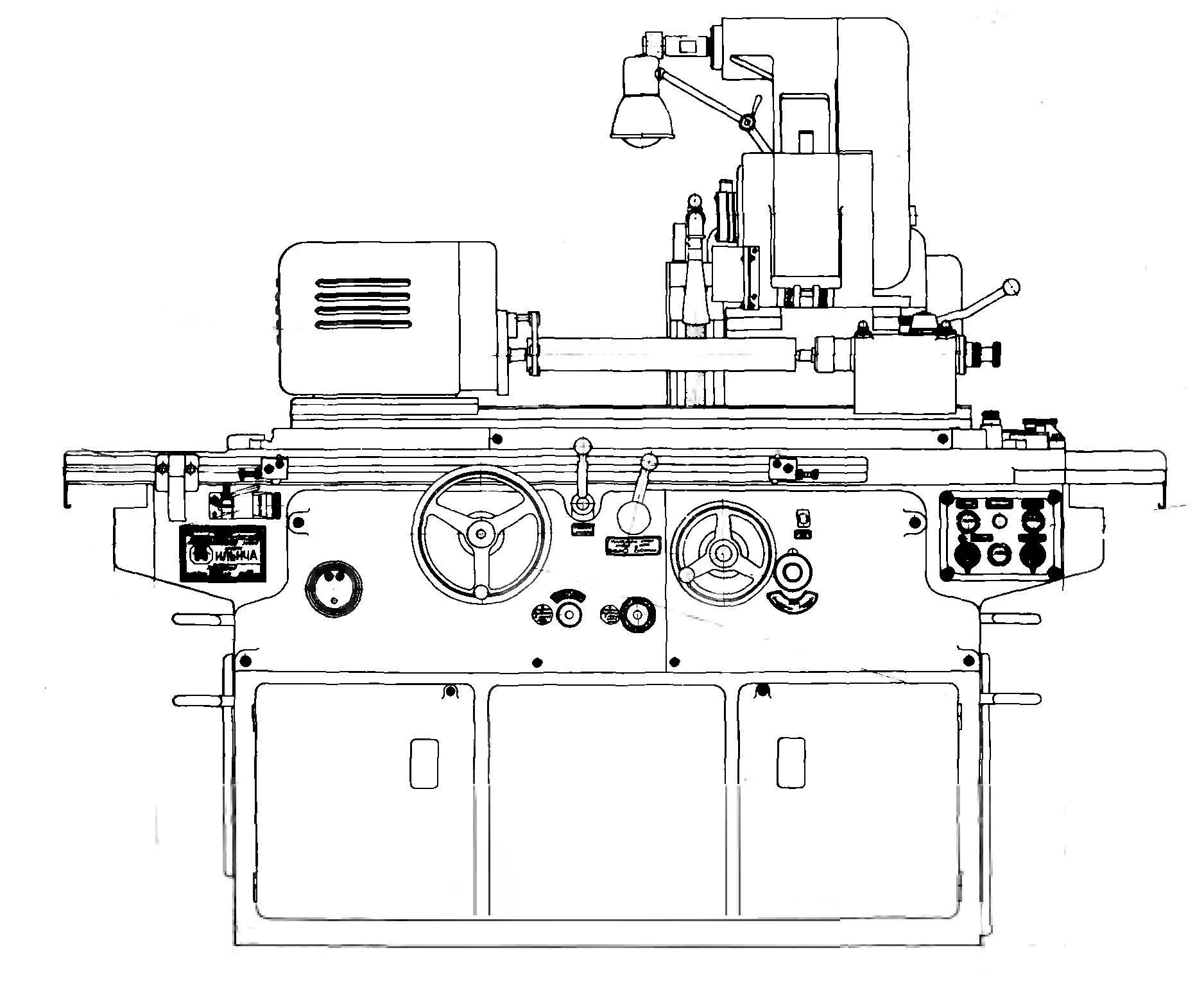 д.
д.
Но в настоящее время шлифовальный станок с ЧПУ наиболее широко используется в промышленности, поскольку этот тип шлифования является полностью автоматическим.
Итак, приступим.
Что такое круглошлифовальный станок?
Это вид прецизионного оборудования, целью которого является шлифование наружных и внутренних частей заготовок.
Принцип работы
Кругло-шлифовальный станок
В этом станке заготовка вращается между двумя центрами на своей оси.
При быстром вращении шлифовальный круг шлифует два центра на своей оси, чтобы получить гладкую поверхность.
Детали цилиндрических
Шлифовальный станок
б/у:
- Основание
- Головка колеса
- Маховик поперечной подачи
- Рабочий стол
- Поворотный стол
Колесо - Передняя бабка
- Патрон
- Ременный шкив
- Подошва
Покажите на рисунке детали круглошлифовального станка, подробно описанные ниже.
| Части круглошлифовального станка |
Основание
Это основная часть машины. Он тяжелый и обеспечивает прочность и поддержку всей машины.
Шлифовальная головка
Эта шлифовальная головка устанавливается на поперечных салазках.
Он перемещается вертикально, так что глубина резания может регулироваться маховиком поперечной подачи или источником питания.
Маховик поперечной подачи
Поперечная подача
маховик используется для перемещения шлифовальной головки для установки глубины резания
заготовка.
Рабочий стол
Рабочий стол установлен на направляющих, совершающих возвратно-поступательное движение в продольном направлении.
Может перемещаться с помощью маховика перемещения стола или от источника питания.
В рабочем столе установлены путевые собачки для управления возвратно-поступательным движением.
Перемещение стола
Колесо
Маховик перемещения стола используется для продольного перемещения стола вперед и назад.
Передняя бабка
Передняя бабка устанавливается на левом конце стола. И в нем находится двигатель, который можно использовать для привода заготовки.
Передняя бабка поддерживает заготовку через центр, а работа выполняется переноской или собакой.
Патрон
Патрон — это тип удерживающего устройства, прикрепленного к передней бабке.
Используется при шлифовании для удержания заготовки или работы.
Ременный шкив
Ременный шкив используется для
передавать вращение от одного вращающегося шкива к другому.
Подножка
Устанавливается на правом конце стола.
Его можно перемещать и фиксировать в любом положении вместе со столом для удержания заготовок различной длины.
Центр опоры поддерживает заготовку.
Типы цилиндрических
Шлифовальный станок
Доступны следующие типы станков:
- Внешний цилиндрический
Шлифовальный станок - Внутрикруглошлифовальный станок
- Универсальный круглошлифовальный станок
- Бесцентрово-круглошлифовальный станок
Наружный круглошлифовальный станок
Шлифуют внешние поверхности заготовок или работа.
Внутренний цилиндрический
Измельчитель
Используются для шлифовки внутренних поверхностей заготовок или изделий.
Универсальная круглошлифовальная машина
Они относятся к прецизионным шлифовальным станкам. И используются, когда заготовка должна быть цилиндрической или конической формы.
Бесцентровый цилиндрический
Шлифовальный станок
Для этих станков заготовка не удерживается в центре и не вращается.
Детали и типы бесцентровых круглошлифовальных станков, которые я уже обсуждал в нашей предыдущей статье.
Способы шлифования цилиндрических поверхностей
на круглом шлифовальном станке
Существуют следующие методы:
- Хорошо держать работу
по центру. - Сделать пробный рез
и используйте наружный микрометр, чтобы исправить ошибку. - Правка колеса для
прекрасная отделка. - Завершить работу.
- После
работа закончена, снимите заготовку и поверните
с машины.
В этом посте мы обсудили детали круглошлифовального станка, их типы, принципы работы, а также способы обработки цилиндрических поверхностей.
Надеюсь, вам понравился этот пост.
Часто задаваемые вопросы по круглошлифовальным станкам
Какие существуют три типа круглошлифовальных станков?
Круглошлифовальные станки можно разделить на четыре типа:
Внешний
Внутренний
Универсальный
Бесцентровый
Как работает круглошлифовальный станок?
Для работы на круглом шлифовальном станке сначала держите заготовку или заготовку в центре и используйте внешний микрометр для исправления ошибок.
После этого зачистите шлифовальный круг для точной обработки поверхности и приведите его в действие.
При котором заготовка вращается в одном направлении между центром и шлифовальным кругом, вращающимся в противоположном направлении.
С помощью маховика поперечной подачи шлифовальный круг может перемещаться вверх и вниз или также из стороны в сторону, что обеспечивает глубину резания.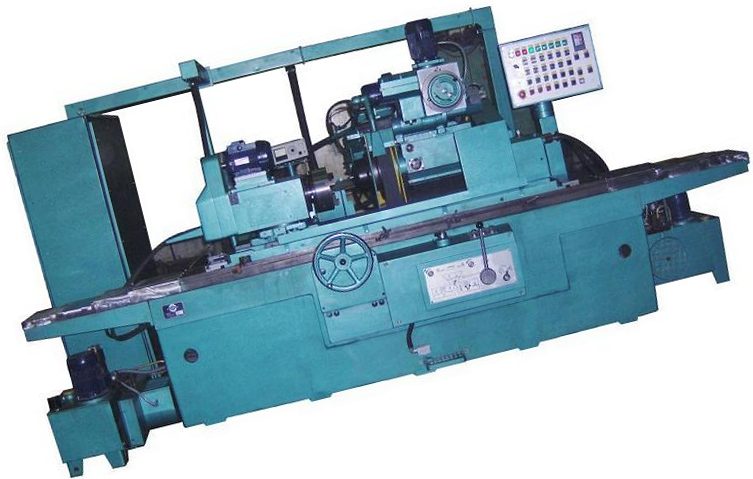
А также через маховик траверсы стола стол может перемещаться вперед-назад, с помощью которого производится шлифовка заготовки на нужном участке.
После завершения удалите задание или заготовку.
Для чего используется круглошлифовальный станок?
Использование круглошлифовального станка для обеспечения высокой точности при шлифовании как внешней, так и внутренней части заготовки или изделия.
Что такое круглое шлифование с ЧПУ?
Цилиндрический шлифовальный станок с ЧПУ основан на системе числового программного управления, он используется там, где требования производства высоки, например, в автомобильной промышленности.
Каков диапазон скоростей операции круглого шлифования?
Диапазон скоростей круглошлифовальных станков во время работы варьируется от 5000 до 12000 фут/мин или фут/мин.
В чем основное отличие плоского шлифования от круглого шлифования?
Основное различие между этими станками заключается в том, что первый используется для плоского шлифования плоских поверхностей, тогда как последний используется для шлифования круглых поверхностей.
Круглое шлифование — Чистовая металлообработка
Здравствуйте! Наша сегодняшняя тема – круглошлифовальный станок.
Приходи; давайте узнаем кое-что о круглом шлифовании и машинах, которые используются для этого.
Содержание страницы
- Что такое круглошлифование?
- Почему мы используем круглое шлифование?
- Как работает круглошлифовальный станок?
- Типы круглошлифовальных станков.
- 1. Наружные круглошлифовальные станки.
- 2. Внутренние круглошлифовальные станки
- 3. Инструментально-шлифовальные станки
- 4. Круглошлифовальные станки с ЧПУ
- Круглошлифовальные круги
- Смазочно-охлаждающая жидкость 9004 6
Что такое круглошлифование?
Круглое шлифование — это процесс, при котором используется шлифовальный круг , вращающийся вокруг горизонтальной оси , для резки или шлифования цилиндрической заготовки , установленной на патроне или между центрами, вращающимися вокруг оси, параллельной оси шлифовального круга, в той же плоскости .
Абразивные частицы на шлифовальном круге делают резку материала.
Почему мы используем круглое шлифование?
Цель круглого шлифования:
- Получить хорошее качество поверхности.
- Геометрическая точность, такая как концентричность между двумя или более диаметрами на валу или между отверстием и наружным диаметром цилиндрической заготовки.
- Наиболее важно для обработки закаленной заготовки, для которой шлифование является единственным процессом обработки.
Как работает круглошлифовальный станок?
Ваш круглошлифовальный станок состоит из шлифовального круга, вращающегося вокруг горизонтальной оси, и круглой заготовки, вращающейся вокруг оси, параллельной оси шлифовального круга в той же плоскости.
Чтобы начать процесс шлифования, вы должны подать заготовку к вращающемуся шлифовальному кругу возвратно-поступательными движениями. Вы можете задать глубину резания, перемещая головку шлифовального круга по направлению к заготовке.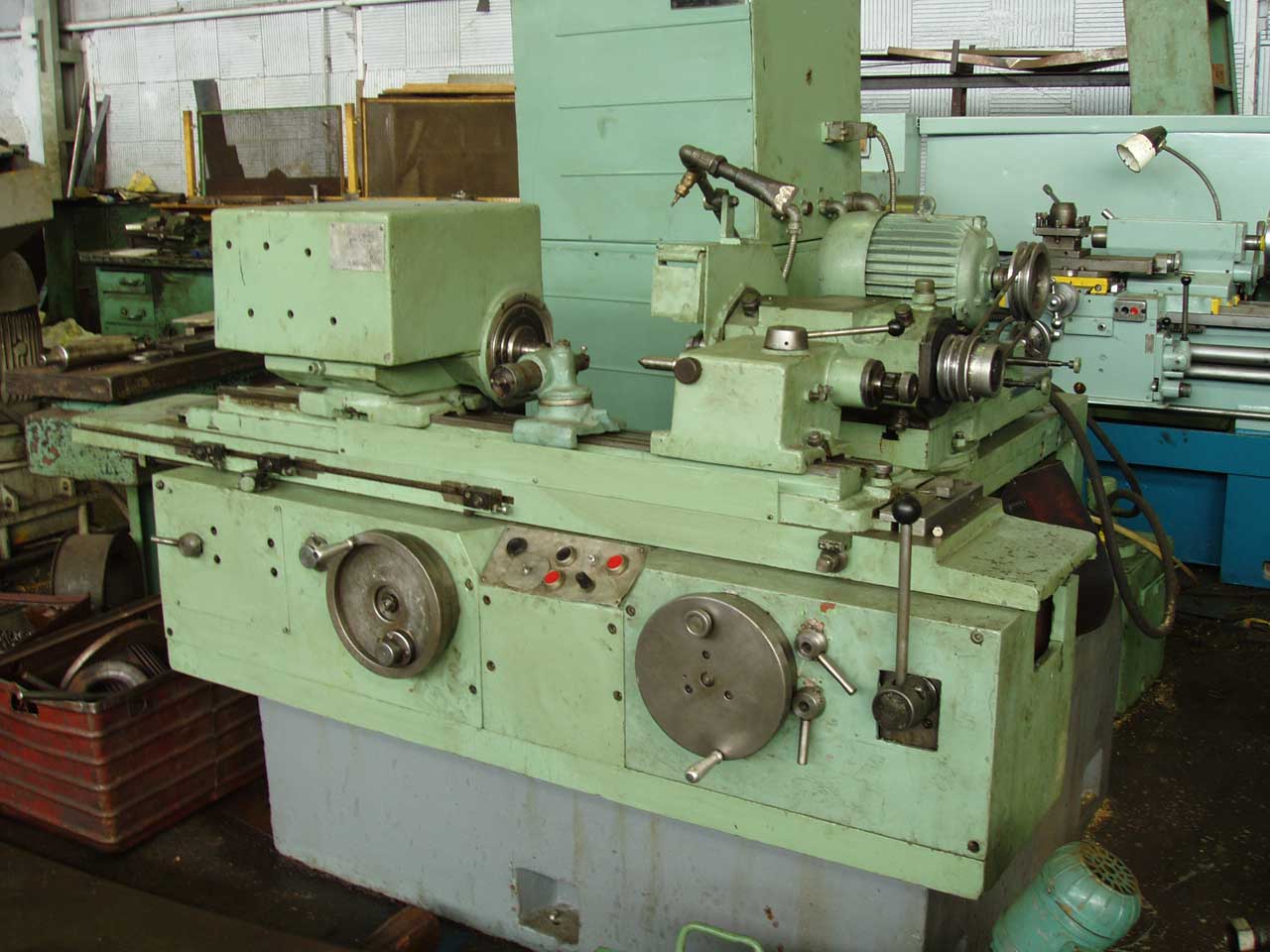 Абразивные частицы на шлифовальном круге выполняют режущее действие.
Абразивные частицы на шлифовальном круге выполняют режущее действие.
Рисунок: Различные виды операций наружного круглого шлифования.
Поверхностная (окружная) скорость заготовки значительно меньше по сравнению с поверхностной скоростью шлифовального круга.
Цикл шлифования обычно состоит из одного или двух черновых проходов, за которыми следует правка круга и чистовой проход.
При черновом шлифовании можно задать глубину резания от 30 до 80 микрон (1 микрон = 0,001 миллиметра) в зависимости от твердости заготовки и чистовой рез 10-20 микрон.
Типы круглошлифовальных станков.
- Наружные круглошлифовальные станки.
- Внутренние круглошлифовальные станки.
- Бесцентровые шлифовальные машины.
Другие типы
- Заточные станки.
- Круглошлифовальный станок с ЧПУ.
Приходите!! Присоединяйтесь ко мне в исследовании круглошлифовальных станков.
1.
 Наружные круглошлифовальные станки.
Наружные круглошлифовальные станки.
Настольная круглошлифовальная машина состоит из станины, установленной на станине, и нижнего стола, установленного на станине и совершающего возвратно-поступательное движение по оси X по направляющим станины.
Диаграмма: Круглошлифовальный станок с отмеченными частями машины.
Верхний стол вашего станка крепится к нижнему столу и может поворачиваться в продольной плоскости.
Передняя бабка станка (которая в некоторых исполнениях может быть поворотной) с системой привода заготовки и задняя бабка с мертвой точкой устанавливаются на верхнем столе.
Заднюю бабку можно перемещать по длине стола и фиксировать в нужном положении.
Шлифовальная головка вашего станка (которая может поворачиваться в некоторых конструкциях) с независимым двигателем устанавливается на станине и перемещается в поперечном направлении (к заготовке или от нее) для задания глубины резания.
Ваш станок оснащен системой охлаждения, которая заливает зону резания во время шлифования.
Возвратно-поступательное движение стола вашего станка по продольной (X) оси гидравлическое, а скорость стола плавно регулируется. Вы можете изменить скорость движения стола или остановить движение с помощью рычага.
На передней части стола машины есть два подвижных стопора, которые можно перемещать и фиксировать в любом положении; гидравлический клапан для изменения направления возвратно-поступательного движения стола находится между этими двумя стопорами, и во время заточки стопор на подвижном столе ударяет по гидравлическому клапану, чтобы изменить направление.
Вы должны расположить два стопора таким образом, чтобы движение стола было обратным, как только заготовка проходит мимо шлифовального круга.
Вы можете синхронизировать заданную глубину резания с изменением направления стола.
Ваш станок для наружного круглого шлифования также называется « тип центра », так как заготовки для наружного круглого шлифования представляют собой валы с прецизионными центрами на обеих сторонах и устанавливаются между центрами (с поводком) во время шлифования.
Вы можете шлифовать внешние диаметры (НД) длинных или коротких валов с одним или несколькими диаметрами, а также с конусами. Вы можете поддерживать концентричность всех диаметров и конусов на валу в пределах допуска
Вы можете выполнять следующие операции шлифования на круглом шлифовальном станке с концентричностью между различными диаметрами и конусностью.
- Плоское шлифование длинного вала одного диаметра с подачей заготовки к шлифовальному кругу возвратно-поступательным движением стола.
- Выполнение врезного шлифования диаметра (длина шлифуемого диаметра меньше ширины шлифовального круга) путем непосредственного погружения шлифовального круга в заготовку.
- Шлифовка Длинный вал разного диаметра с комбинацией врезного и плоского шлифования.
- Выполните конусное шлифование по длине заготовки, наклонив стол, и врезное шлифование короткого конуса, наклонив шлифовальную головку.
Ваш внешний круглошлифовальный станок может быть ручного или полуавтоматического типа, где подача, глубина резания и правка круга происходят в автоматическом режиме.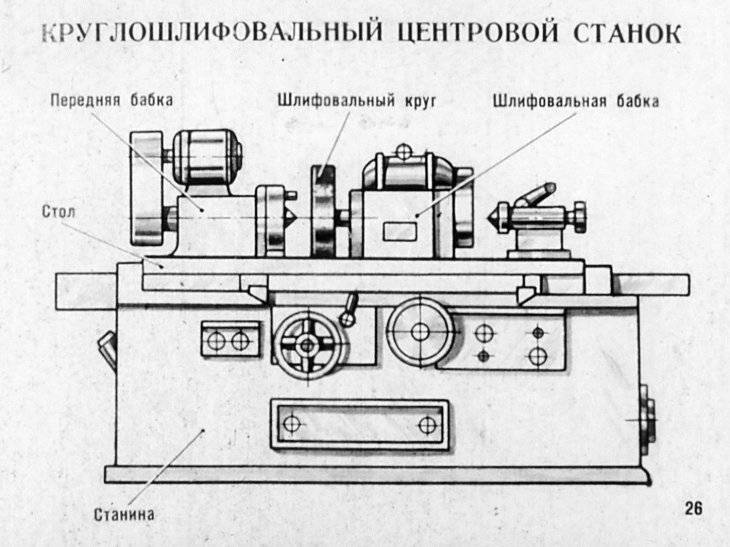
Ваша машина может иметь встроенный инструмент для правки колес.
Ваша наружная круглошлифовальная машина может иметь насадку для внутренней шлифовки, и такие машины называются Универсальные круглошлифовальные машины .
Чтобы сделать внешнее круглое шлифование более производительным, у вас может быть множество вариантов, которые зависят от типа требуемого шлифования.
- Плоская круглошлифовальная машина для шлифования длинных валов с одним или двумя диаметрами и конусностью.
- Плунжерный шлифовальный станок для плунжерного шлифования на валу деталей малого диаметра.
- Плунжерное шлифование диаметров шеек коленчатого вала со встроенным специальным приспособлением. Эта машина может называться « Шлифовальный станок для коленчатых валов ».
Вышеуказанные варианты вашей внешне-круглошлифовальной машины не универсальны, но они более производительны.
Если у вас есть заготовка большого диаметра и небольшой длины (без центров на торце), вы можете использовать патрон (трех- или четырехкулачковый) для зажима. Вы можете шлифовать наружный диаметр таких заготовок, правя наружный диаметр заготовки или ее отверстие (если оно есть).
Вы можете шлифовать наружный диаметр таких заготовок, правя наружный диаметр заготовки или ее отверстие (если оно есть).
2. Внутренние круглошлифовальные станки
Внутренние круглошлифовальные станки используются для шлифования отверстия (внутреннего диаметра) в заготовке, и отверстие может быть либо прямым, либо коническим, либо канавкой.
Ваша внутришлифовальная машина имеет чугунную станину, установленную на чугунном или цементном основании. Кроме того, ваш станок имеет горизонтальную рабочую головку со шпинделем и шлифовальную головку; рабочая головка и шлифовальная головка имеют свои собственные двигатели.
Возвратно-поступательное движение и поперечное движение на вашем станке для подачи и глубины резания, как правило, выполняются головкой шлифовального круга; однако в некоторых конструкциях это может быть рабочая головка вашей машины.
Возвратно-поступательное движение шлифовальной бабки и изменение направления в вашей машине могут быть аналогичны внешнему круглошлифовальному станку.
Вы можете поворачивать рабочую головку для шлифования конусов.
Ваш станок оснащен системой охлаждения, которая заливает зону резания во время шлифования.
Ваша машина будет иметь встроенный инструмент для правки колес.
Заготовку можно установить на патрон (трех- или четырехкулачковый), магнитный патрон или специальное приспособление. Вы можете выполнять плоское внутреннее шлифование, конусное внутреннее шлифование, врезное внутреннее шлифование канавок и торцевое шлифование.
Направление вращения шлифовального круга и заготовки в точке контакта обычно противоположно друг другу.
Вы должны свериться с таблицей внутришлифовальных кругов, чтобы выбрать размер и тип шлифовального круга, который зависит от размера шлифуемого отверстия и материала обрабатываемой детали.
Ваш внутришлифовальный станок может быть ручного или полуавтоматического типа, где подача, глубина резания и правка круга происходят в автоматическом режиме.
Вы используете внутришлифовальный станок вертикального типа для внутреннего шлифования больших и тяжелых заготовок. Ваш станок будет иметь поворотный стол для установки заготовки и вертикальную шлифовальную головку, перемещающуюся вверх и вниз. Ваш станок может иметь поперечное движение (глубину резания) с шлифовальной головкой или рабочим столом.
Ваш станок будет иметь поворотный стол для установки заготовки и вертикальную шлифовальную головку, перемещающуюся вверх и вниз. Ваш станок может иметь поперечное движение (глубину резания) с шлифовальной головкой или рабочим столом.
3. Станки для заточки инструментов и фрез
Как следует из названия, ваш станок для заточки инструментов и фрез предназначен для заточки изношенных режущих инструментов, т.е. фрезы, сверла, протяжки, фрезы и др.
Ваш станок очень универсален и имеет множество насадок, специально предназначенных для заточки или заточки соответствующих инструментов.
Вы должны иметь высокую квалификацию и хорошее знание геометрии инструмента для работы на этом станке; многие операции зависят от суждений и навыков оператора.
Ваш станок обычно оснащен шлифовальными тисками и другими приспособлениями для прецизионной обработки. Ваш инструмент и шлифовальный станок — это компактный станок, предназначенный для заточки инструментов в мастерской.
Ваш станок также можно использовать в ограниченном объеме для выполнения операций внутреннего шлифования, круглого шлифования и плоского шлифования, и эта универсальность в основном предназначена для шлифования новых необработанных инструментов.
Вы можете использовать эти функции для шлифовки мелких деталей, если нет нагрузки на заточку инструмента.
4. Круглошлифовальные станки с ЧПУ
Ваш круглошлифовальный станок с ЧПУ ( Компьютерное числовое управление ) Круглошлифовальный станок управляется с использованием систем ЧПУ, где шлифовальный станок следует пошаговым инструкциям, данным системой ЧПУ. Вы можете ввести инструкции в систему ЧПУ либо непосредственно с помощью системной клавиатуры, либо спроектировать их в автономном режиме с помощью системы автоматизированного проектирования ( 9).0317 CAD )/Система автоматизированного производства ( CAM ) и перенести ее в систему ЧПУ. Ваш круглошлифовальный станок с ЧПУ может начать производство, как только вы установите пробный компонент.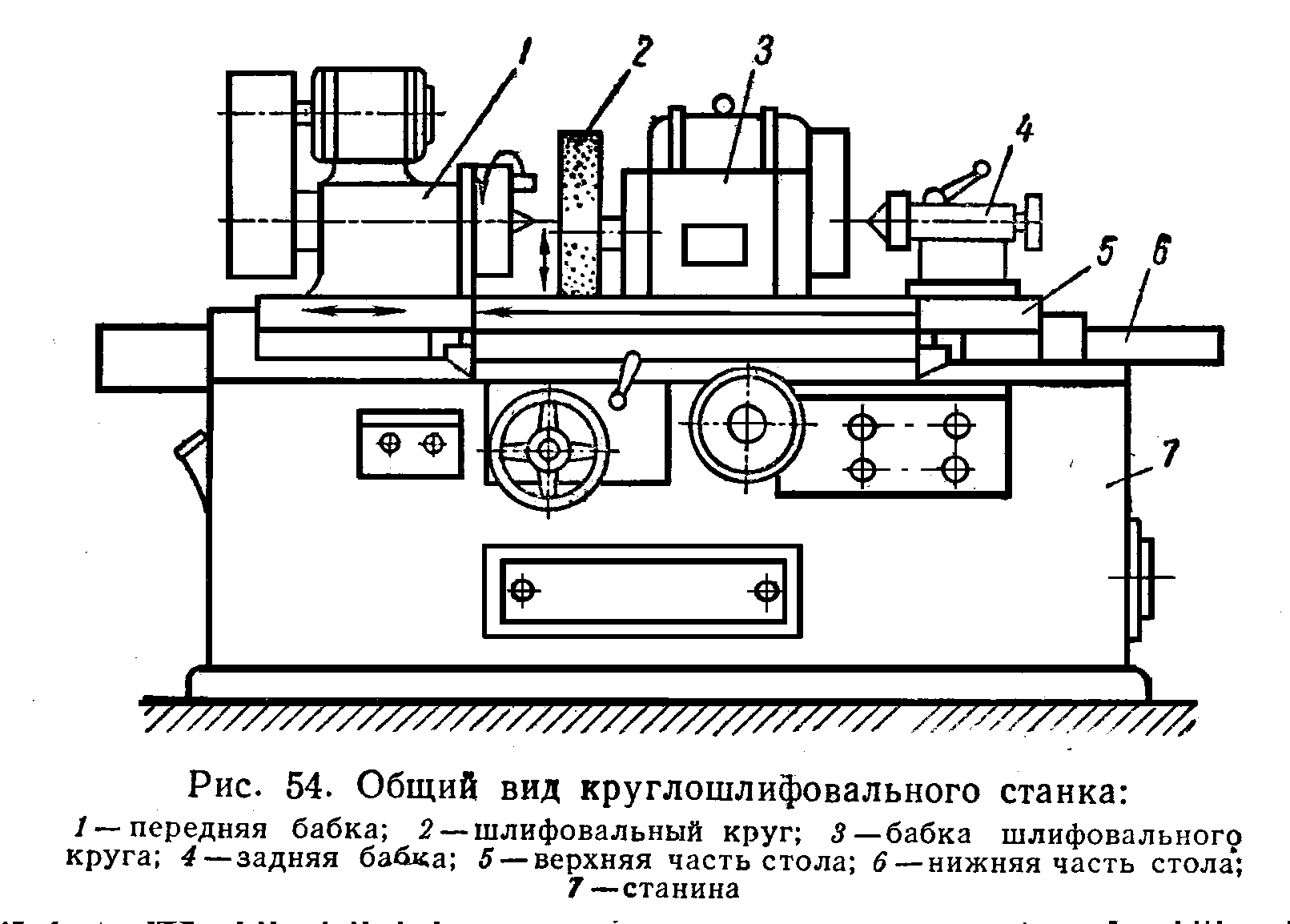
В отличие от токарной или фрезерной обработки с ЧПУ, шлифовальный круг на круглом шлифовальном станке с ЧПУ (или других типах шлифовальных станков с ЧПУ) требует правки для чистовой обработки, а правка приводит к уменьшению диаметра шлифовального круга. Ваша машина будет иметь устройство для автоматического измерения и компенсации путем внесения необходимых корректировок.
Ваш станок оснащен системой охлаждения, заливающей зону резания во время шлифования, и встроенным приспособлением для правки круга.
Система ЧПУ на круглом шлифовальном станке имеет обратную связь по замкнутому контуру и постоянно отслеживает программу в режиме реального времени и вносит коррективы для обеспечения повторяемости массового производства компонентов.
Вы узнали о типах круглошлифовальных станков и о том, как шлифование осуществляется движением стола (удерживающего заготовку) и шлифовальной головкой.
В вашем круглом шлифовальном станке с ЧПУ движения стола и шлифовальной головки находятся под контролем системы ЧПУ. У вас может быть любой тип шлифовального станка с системой ЧПУ.
У вас может быть любой тип шлифовального станка с системой ЧПУ.
Серводвигатели, линейные направляющие (LM) и шарико-винтовые пары используются для точного и точного осевого перемещения стола или шлифовальной головки в шлифовальных станках с ЧПУ.
Система ЧПУ дает вам возможность повысить производительность станка, поскольку вы можете выполнять более одной операции одновременно и иметь заданное относительное движение между заготовкой и шлифовальным кругом для создания сложных профилей.
Например, вы можете запрограммировать одновременное наружное и внутреннее шлифование, используя независимые шлифовальные головки для наружного и внутреннего шлифования.
У вас может быть шлифовальная головка индексного типа с 4 различными шлифовальными кругами для выполнения наружного шлифования, шлифования отверстий, профильного шлифования, торцевого шлифования и т. д., и вы можете запрограммировать выполнение всех необходимых шлифовальных операций в непрерывной последовательности.
Вы можете запрограммировать свой шлифовальный станок с ЧПУ на запланированные прерывистые резы на заготовке, когда головка шлифовального круга перемещается вперед и назад в последовательности для создания кулачка или любого специального профиля. Аналогичную технику можно использовать для создания вогнутых или выпуклых профилей.
Возможности ваших шлифовальных станков с ЧПУ безграничны, и машины могут быть построены в зависимости от выполняемых шлифовальных операций.
Ваш шлифовальный станок с ЧПУ может иметь возможность балансировки круга.
Ваш шлифовальный станок с ЧПУ может иметь две или более осей, управляемых ЧПУ.
Вы можете найти типичный 5-осевой шлифовальный станок с ЧПУ, который помимо шлифования также выполняет фрезерование, сверление и нарезание резьбы; такие шлифовальные станки с ЧПУ, имеющие одновременные движения по 5 или более осям, очень полезны для более быстрого и точного изготовления критически важных компонентов для аэрокосмической промышленности.
Круглые шлифовальные круги
Ваш шлифовальный круг содержит абразивные частицы, связанные по форме связующим материалом, и имеет матрицу из следующих компонентов:
| Тип абразива | Оксид алюминия, карбид кремния, кубический нитрид бора и алмаз (все это промышленные абразивы). Оксид алюминия является популярным выбором. |
| Размер зерна | Размер зерна может быть от 8 (крупный) до 600 (мелкий). |
| Тип облигации | Витрифицированная, силикатная, резиноидная, шеллаковая и металлическая связка. Стекловидная связка является наиболее используемой. |
| Марка колеса | Класс (также называемый твердостью) круга, который может быть от A до Z, A — мягкий, M — средний и Z — твердый. |
| Структура колеса | Структура указывает на пустое пространство или воздушные карманы в шлифовальном круге и обозначается цифрами 1-15, где 1 плотный и 15 открытый . |
Вы должны выбрать шлифовальный круг с комбинацией вышеперечисленного, и эта комбинация зависит от двух факторов: один из материалов (включая твердость), который нужно шлифовать, а другой — скорость удаления материала.
Внешний диаметр шлифовального круга может быть от 300 до 500 и более с соответствующей шириной и отверстием, подходящим для зажимных фланцев; поверхностная скорость шлифовального круга может составлять 40-45 метров в секунду (окружная скорость) и более.
Размер внутреннего шлифовального круга необходимо выбрать из таблицы производителя, размер зависит от диаметра шлифуемого отверстия.
В вашем внешнем круглом шлифовальном станке с ЧПУ используются как прямые, так и угловые шлифовальные круги.
Перед использованием нового шлифовального круга необходимо провести осмотр круга (включая испытание кольца), балансировку и правку.
Для успешной операции круглого шлифования важен выбор шлифовального круга, скорости шлифовального круга и относительной скорости заготовки, и в этом вопросе следуйте рекомендациям производителя.
Смазочно-охлаждающая жидкость
Когда вы работаете на круглошлифовальном станке, поверхность заготовки, соприкасающаяся со шлифовальным кругом, сильно нагревается.
Система охлаждения вашего станка охлаждает заготовку, снижает эффект трения, отводит тепло из рабочей зоны и увеличивает скорость съема материала без дальнейшего повреждения поверхности заготовки.
Наиболее часто используемыми шлифовальными жидкостями в вашем станке являются эмульсии на водной основе и шлифовальные масла.
Поскольку процесс шлифования на вашем станке производит много тепла, подача охлаждающей жидкости в точку реза наиболее эффективна; количество охлаждающей жидкости зависит от длины контакта между шлифовальным кругом и заготовкой, чем больше площадь контакта, тем больше должно быть количество охлаждающей жидкости.
Заключение
Если вы умеете работать на круглом шлифовальном станке, вы будете считаться квалифицированным рабочим, потому что каждому машинисту может быть неудобно работать на круглом шлифовальном станке.
