Станок 16к20: Токарно винторезный станок 16к20 купить в Красноярске
Содержание
16К20 Станок токарно-винторезный универсальный, РМЦ 1500 мм
Станки, представленные в категории «Склад №1 Север Москвы» находятся на одном складе, подключены, готовы к проверке и имеют полную комплектность.
Цена станка указана за наличный расчет, с учетом демонтажа и погрузки на Ваш транспорт. Так же возможна оплата по безналичному расчету. Осмотр Токарного станка 16к20 рмц 1500мм производится по предварительной договоренности по телефону:
- 8 (917) 331-33-01
- 8 (982) 335-00-07
Осмотр проводится в Будние дни, с 9-00 до 17-00, договориться об осмотре можно в любое время.
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 |
| Шпиндель | |
| Диаметр отверстия в шпинделе, мм | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 |
| Количество прямых скоростей шпинделя | 22 |
| Количество обратных скоростей шпинделя | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 |
| Суппорт. Подачи | |
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 |
| Наибольшая длина поперечного перемещения, мм | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 |
| Цена деления лимба продольного перемещения, мм | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 |
| Диапазон продольных подач, мм/об | 0,05. .2,8 .2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 |
| Количество подач продольных | 42 |
| Количество подач поперечных | 42 |
| Количество нарезаемых резьб — метрических | |
| Количество нарезаемых резьб — модульных | |
| Количество нарезаемых резьб — дюймовых | |
| Количество нарезаемых резьб — питчевых | |
| Пределы шагов метрических резьб, мм | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 |
| Резцовые салазки | |
| Наибольшее перемещение резцовых салазок, мм | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 |
| Число резцов в резцовой головке | 4 |
| Задняя бабка | |
| Диаметр пиноли задней бабки, мм | |
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 |
| Электрооборудование | |
| Электродвигатель главного привода, кВт | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 |
Токарно-винторезный станок 16к20
Токарно-винторезные
станки предназначены для обработки,
включая нарезание резьбы, единичных
деталей и малых групп деталей. Однако,
Однако,
бывают станки без ходового винта. На
таких станках можно выполнять все виды
токарных работ, кроме нарезания резьбы
резцом.
Техническими
параметрами, по которым классифицируют
токарно-винторезные станки, являются
наибольший диаметр D обрабатываемой
заготовки (детали) или высота Центров
над станиной (равная 0,5 D), наибольшая
длина L обрабатываемой заготовки (детали)
и масса станка. Ряд наибольших диаметров
обработки для токарно-винторезных
станков имеет вид: D = 100, 125, 160, 200, 250, 320,
400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000
мм.мм.
Наибольшая
длина L обрабатываемой детали определяется
расстоянием между центрами станка.
Выпускаемые станки при одном и том же
значении D могут иметь различные значения
L. По массе токарные станки делятся на
легкие — до 500 кг (D = 100 — 200 мм), средние —
до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630
— 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).
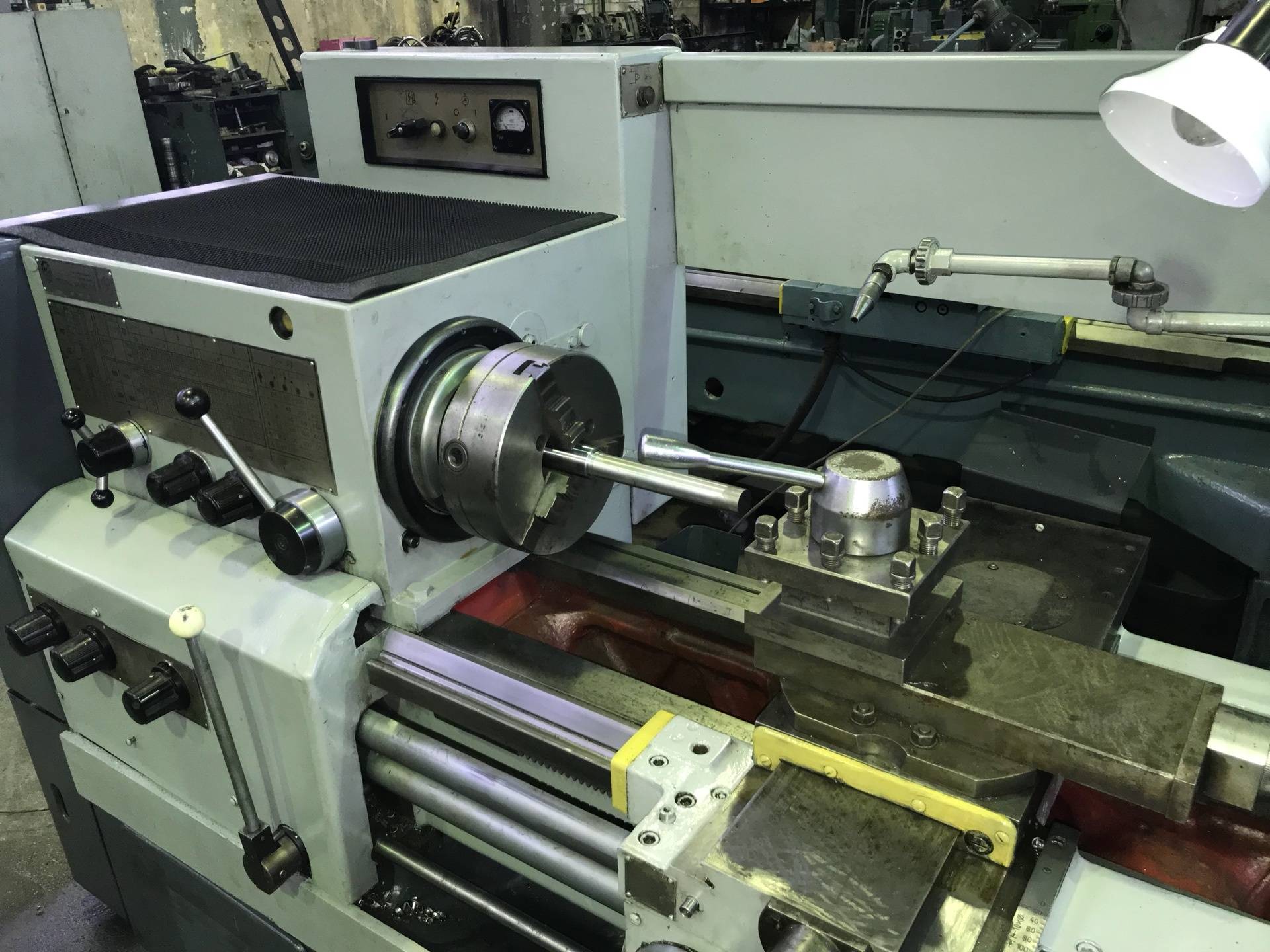
Общий вид и размещение органов управления токарно-винторезного станка 16к20:
Рукоятки
управления: 2 — сблокированная управление,
3,5,6 — установки подачи или шага нарезаемой
резьбы, 7, 12 — управления частотой вращения
шпинделя, 10 — установки нормального и
увеличенного шага резьбы и для нарезания
многозаходных резьб, 11 — изменения
направления нарезания резьбы (лево- или
правозаходной), 17 — перемещения верхних
салазок, 18 — фиксации пиноли, 20 — фиксации
задней бабки, 21 — штурвал перемещения
пиноли, 23 — включения ускоренных
перемещений суппорта, 24 — включения и
выключения гайки ходового винта, 25 —
управления изменением направления
вращения шпинделя и его остановкой, 26
— включения и выключения подачи, 28 —
поперечного перемещения салазок, 29 —
включения продольной автоматической
подачи, 27 — кнопка включения и выключения
главного электродвигателя, 31 — продольного
перемещения салазок; Узлы станка: 1 —
станина, 4 — коробка подач, 8 — кожух
ременной передачи главного привода, 9
— передняя бабка с главным приводом, 13
— электрошкаф, 14 — экран, 15 — защитный
щиток, 16 — верхние салазки, 19 — задняя
бабка, 22 — суппорт продольного перемещения,
30 — фартук, 32 — ходовой винт, 33 — направляющие
станины.
Суппорт токарно-винторезного станка 16к20
Суппорт
предназначен для перемещения во время
обработки режущего инструмента,
закрепленного в резцедержателе. Он
состоит из нижних салазок (продольного
суппорта) 1, которые перемещаются по
направляющим станины с помощью рукоятки
15 и обеспечивают перемещение резца
вдоль заготовки. На нижних салазках по
направляющим 12 перемещаются поперечные
салазки (поперечный суппорт) 3, которые
обеспечивают перемещение резца
перпендикулярно оси вращения заготовки
(детали). На поперечных салазках 3
расположена поворотная плита 4, которая
закрепляется гайкой 10. По направляющим
5 поворотной плиты 4 перемещаются (с
помощью рукоятки 13) верхние салазки 11,
которые вместе с плитой 4 могут
поворачиваться в горизонтальной
плоскости относительно поперечных
салазок и обеспечивать перемещение
резца под углом к оси вращения заготовки
(детали). Резцедержатель (резцовая
головка) 6 с болтами 8 крепится к верхним
салазкам с помощью рукоятки 9, которая
перемещается по винту 7. Привод перемещения
Привод перемещения
суппорта производится от ходового винта
2, от ходового вала, расположенного под
ходовым винтом, или вручную. Включение
автоматических подач производится
рукояткой 14.
резцедержатель
2 для проточки канавок, отрезки и других
работ, которые могут быть выполнены
перемещением поперечного суппорта, а
также кронштейн 3 с щитком 4, защищающим
рабочего от попадания стружки и
смазочно-охлаждающей жидкости.
Задняя
бабка токарно-винторезного станка
16К20.
Задняя
бабка токарно-винторезного станка
16К20. В корпусе 1 (при вращении винта 5
маховиком 7) перемещается пиноль 4,
закрепляемая рукояткой 3. В пиноли
устанавливается центр 2 с коническим
хвостовиком (или инструмент). Задняя
бабка перемещается по направляющим
станка вручную или с помощью продольного
суппорта. В рабочем неподвижном положении
задняя бабка фиксируется рукояткой 6,
которая соединена с тягой 8 и рычагом
9. Сила прижима рычага 9 тягой 8 к станине
регулируется гайкой 11 и винтом 12. Более
Более
жесткое крепление задней бабки
производится с помощью гайки 13 и винта
14, который прижимает к станине рычаг
10.
Технические
характеристики токарно-винторезного
станка
16К20:
Наименование………………………………………………………………………………….Значение
Наибольшая
длина обрабатываемого изделия,
мм…………………………… ……..1000
Высота
оси центров над плоскими направляющими
станины, мм:………………..215
Пределы
оборотов,
об/мин………………………………………………………………….12,5-1600
Пределы
подач,
мм/об……………………………………………………………………….
—
Продольных……………………………………………………………………………………..0,05-2,8
Поперечных
…………………………………………………………………………………….0,002-0,11
Мощность
электродвигателя главного привода,
кВт………. …………………………11
…………………………11
Наибольший
диаметр изделия, устанавливаемого над
станиной, мм……………..400
Наибольший
диаметр обработки над поперечными
салазками суппорта, мм……220
Наибольший
диаметр прутка, проходящего через
отверстие в шпинделе, мм….50
Габаритный
размеры станка,
мм
Длина………………………………………………………………………………………………2795
Ширина………..
………………………………………………………………………………….1190
Высота…………………………….
………………………………………………………………1500
Масса
станка,
кг………………………………………………………………………………..3005
Вал фрикционный в сборе к станку 16К20 1М63 1К62 1К625, 16К25 6Р13 6Р83
Объявления
Доска объявлений Продукция
Товары и услуги Компании
компаний в справочнике
| Поиск |
Бизатор
/
Объявления
/
оборудование и материалы
/
промышленное оборудование
/
механическое оборудование
Тип объявления: продажаОпубликовано: 01. 07.2017
07.2017
| Цена: | договорная |
| Компания: | ООО «Эксимспецмаш» |
| ЗЗ Ирина Михайловна | |
| Телефоны: | 0961275685 Показать телефон Написать сообщение |
| Адрес: | Украина, Днепропетровская область, Днепропетровск |
ВНИМАНИЕ будет отправлено Вам, к какой муфте вы бежите, когда
Сцепление (вал сцепления) 6 и 8-шлицевое к машинам — 163,1А63,1М63 (ДИП 300 Рязань, Тбилиси)
Муфта сцепления в сборе (вал сцепления) к станкам 1К62, 1К62Д, ТС70
Сцепление в сборе (вал сцепления) к машинам 16К20, 16К25
Муфты сцепления для машин — 6Р12,6Р13,ВМ127,6М82,6Р83
Муфты сцепления для машин — 6Н80, 6Н81, 2Н55
Вилка главного фрикциона 16К20
Вытяните главный фрикцион
Отправить себе/другуВерсия для печатиПожаловаться
- спам[?]
- неправильная категория[?]
- устаревшее объявление[?]
- нарушение законов[?]
- другое[?]
Добавить в избранное
Что такое cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.
Нефтегазодобывающая промышленность
На заводе имеется следующее металлорежущее оборудование:
А.
1. Карусельная группа станков (1512, 1516,1516Ф3, 1525, 1Л532, 1540Ф3, 1550) с диаметр обработки до 5000 мм, максимальная длина обточки 2800 мм. PUMA VTS1620MCHPU, оснащенный копировальными и токарно-карусельными станками, максимальный диаметр обработки 2000 мм, максимальная длина токарной обработки — 960 мм.
2. Токарная группа станков (16К20, 16К20Ф3, 163, 16М30Ф3, 1А64, 165. 1658), с диаметром обработки до 1000 мм, длиной обработки до 8000 мм.
1658), с диаметром обработки до 1000 мм, длиной обработки до 8000 мм.
Станки с ЧПУ DOOSAN Puma 480XLM (400LM, 240MB, 240MSB, 220LM), Takisawa EX-510 (EX-310)), с диаметром обработки до 650мм, длиной обработки до 3065мм.
3. Лоботокарные станки (1М692Ф3, 1М692Ф3ХИДЭ, 1Н692С, 1А693Ф3) с диаметром обработки до 3000 мм.
4. Фрезерная группа станков (ВФ-1П, 65А80, ЛР 266, 6310, 6Р13, 6Р83) длина деталей до 3000мм, ширина (диаметр) до 650мм.
Кобург: длина детали до 8000мм, ширина до 2000мм, высота до 2000мм.
DOOSAN DCM 2760W.: длина детали до 6000мм, ширина до 3200мм, высота до 2100мм.
DOOSAN DNM 650: длина детали до 1300 мм, ширина до 670 мм, высота до 625 мм.
DOOSAN DNM 550: длина детали до 1200 мм, ширина до 540 мм, высота до 510 мм.
5. Станки расточной группы (65Ф60Ф11, 2А620, 2А636, 6620, УВ0701, УВ701, 6М610Ф1, 6А59) длина деталей до 3000 мм, ширина (диаметр) до 650 мм.
DOOSAN DBC 130L оснащены поворотным столом размером 2000х2200 мм. Максимальный диаметр заготовки 4950 мм.
Максимальный диаметр заготовки 4950 мм.
DOOSAN DBC 110S оснащен поворотным столом с размерами 1400×1800 мм. Максимальный диаметр заготовки 3000 мм.
ПРАГМА. оборудован поворотным столом 1100х1100 мм. Максимальные размеры заготовки: 1200х2000х3000 мм.
6. Станки круглошлифовальные с диаметром заготовки до 560мм, длиной до 4000мм.
7. Станки плоскошлифовальные: ширина детали до 600мм, высота до 500мм, длина до 2000мм.
8. Станки зуборезные:
Валы — диаметр до 500мм, длина до 2500мм, модуль до 20;
Колеса. Венцы — диаметр детали 2000мм, высота 560мм, модуль до 20;
Нарезка зубьев по программе на станках с ЧПУ:
Валы — детали диаметром до 650мм, длиной до 2800мм, модулем до 80;
Колеса. Венцы — диаметр детали 5000мм, высота 800мм, модуль до 80;
9. Резка металла (ножницы гильотинные до 25 мм; ленточнопильные станки «резка рулона в мешке и поковок до 500х500 мм»; машины газоплазменной резки с ЧПУ (газовая — толщиной до 340 мм) и (плазменная — толщиной до 25 мм)).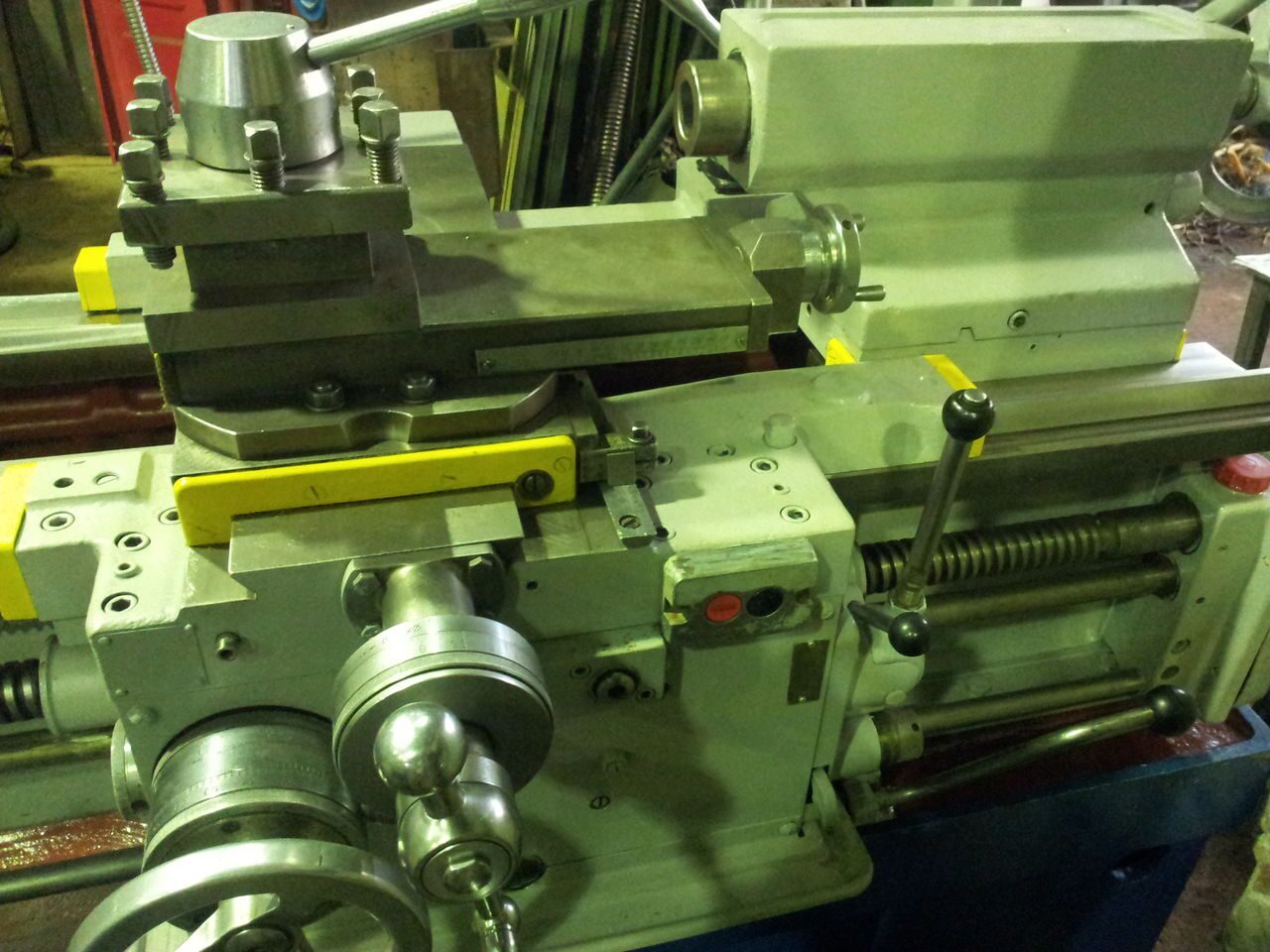
10. Гибка листового проката на роликах толщиной до 100 мм; гибка на профилегибочном станке в швеллер №14.
11. Пресс кривошипно-гидравлический усилием до 400 тонн.
12. Сварка в углекислом газе и под слоем флюса позволяет варить сосуды, работающие под давлением, и любые пространственные металлоконструкции.
13. Участок термообработки: можем провести закалку, отжиг, нормализацию и цементацию в твердом карбюраторе.
• Для отжига сварных конструкций, печь СДО 20.40.15/10 (длина 3800 мм., ширина 2100 мм, высота 1500 мм, масса шихты 10000 кг.)
• Для термической обработки деталей печи СШО 6.30/10 (длина 3000 мм, диаметр 1600 мм, масса заряда 2000 кг.)
• Установка ТВЧ ГМКИА 200 АБ (длина 2700мм, диаметр 1200 мм, масса заряда 500кг.
14. Распылитель будка имеет два отдельных отсека с возможностью объединения:
первый отсек: длина — 4160 мм, ширина — 5000 мм, высота — 4200 мм.
Второй отсек: длина — 6180 мм, ширина — 5000 мм, высота — 4200 мм.