Станок 1а616 технические характеристики: Токарный станок 1а616 – технические характеристики, паспорт
Содержание
Токарный станок 1а616 – технические характеристики, паспорт
- Характеристики станка
- Конструкция и принцип работы
- Электрическая система станка
- Обеспечение движения подачи и резания
- Паспорт 1А616 и руководство по электрооборудованию
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.

Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
- Общие характеристики и основные размеры
- Характеристики суппорта
- Характеристики резцовых салазок, шпинделя, задней бабки
- Характеристики электродвигателя, ремней, подшипников шпинделя, муфт
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.
Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.

Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
Задняя бабка 1А616
Электрическая система станка
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.

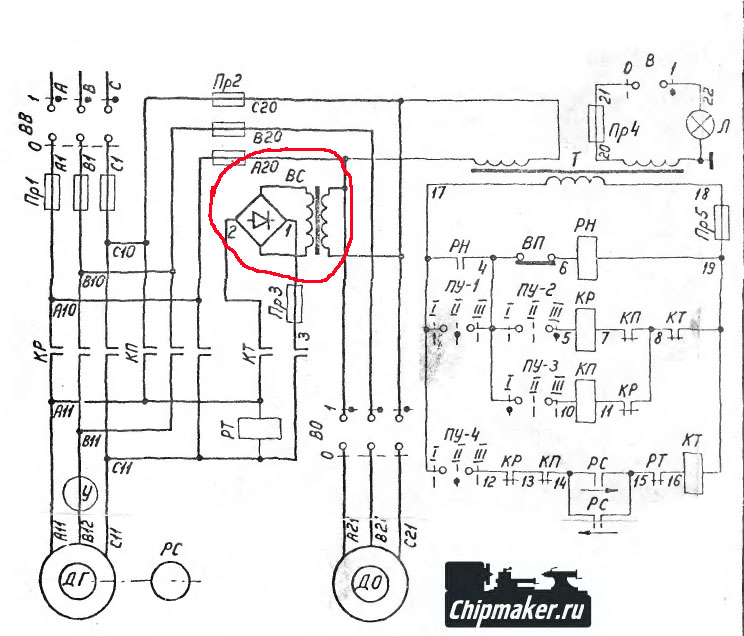
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
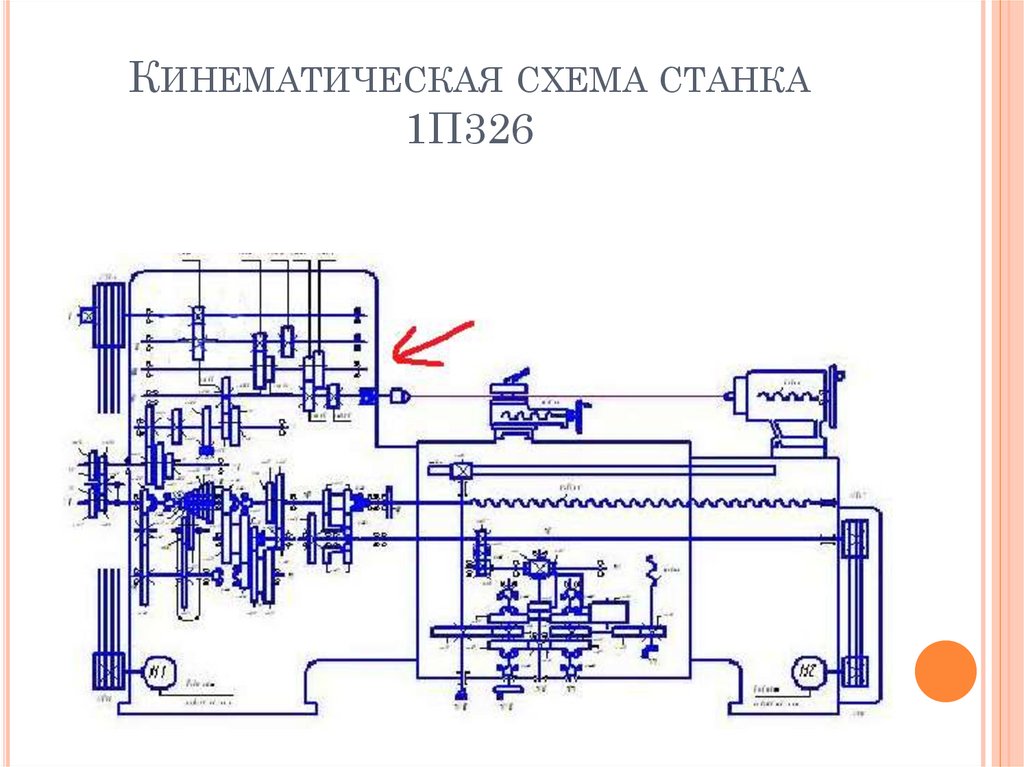
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Скачать бесплатно паспорт токарно-винторезного станка 1А616 в pdf-формате можно здесь: Паспорт 1А616
Скачать руководство по уходу и обслуживанию электрооборудования 1А616 можно здесь: Электрооборудование 1А616
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей.
Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
 Конструкция 1А616 допускает такую возможность.
Конструкция 1А616 допускает такую возможность.
 Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
 Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.

 На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую. В продольной плоскости ход элемента обеспечивается винтом и роликом до предельного значения 670 мм. Параметры подачи имеют одинаковый диапазон в диапазоне от 0,065 до 0,91 оборотов в минуту.
В продольной плоскости ход элемента обеспечивается винтом и роликом до предельного значения 670 мм. Параметры подачи имеют одинаковый диапазон в диапазоне от 0,065 до 0,91 оборотов в минуту.

 При необходимости клиновой ремень можно заменить, не снимая шпиндель. Конструкция этого оборудования предусматривает принцип раздельной передачи на суппорт. Его можно перемещать с помощью ходового винта или ролика. В обмотке двигателя участвует пускатель постоянного тока, обеспечивающий эффективное торможение привода.
При необходимости клиновой ремень можно заменить, не снимая шпиндель. Конструкция этого оборудования предусматривает принцип раздельной передачи на суппорт. Его можно перемещать с помощью ходового винта или ролика. В обмотке двигателя участвует пускатель постоянного тока, обеспечивающий эффективное торможение привода. Трехфазный двигатель PA22 имеет мощность 0.12 кВт и оборот 2800 оборотов в минуту. Служит для поворота насоса подачи охлаждающей жидкости в рабочую зону.
Трехфазный двигатель PA22 имеет мощность 0.12 кВт и оборот 2800 оборотов в минуту. Служит для поворота насоса подачи охлаждающей жидкости в рабочую зону. 8887232695014364=»13″> Токарно-винторезный станок модели 1А616 производства Среднего Поволжского станкостроительного завода является универсальным станком и предназначен для различных токарных работ в условиях индивидуальной и мелкосерийное производство, осуществляемое в центрах или в картридже, в том числе для нарезания резьб: метрических, дюймовых, модульных и питчевых.
8887232695014364=»13″> Токарно-винторезный станок модели 1А616 производства Среднего Поволжского станкостроительного завода является универсальным станком и предназначен для различных токарных работ в условиях индивидуальной и мелкосерийное производство, осуществляемое в центрах или в картридже, в том числе для нарезания резьб: метрических, дюймовых, модульных и питчевых.
 Д. Сочетание поверхности между чисткой вручную, строгой проверкой станка эффективно обеспечивает точность и стабильность станка.
Д. Сочетание поверхности между чисткой вручную, строгой проверкой станка эффективно обеспечивает точность и стабильность станка.

 (80 мм). [105 мм]
(80 мм). [105 мм]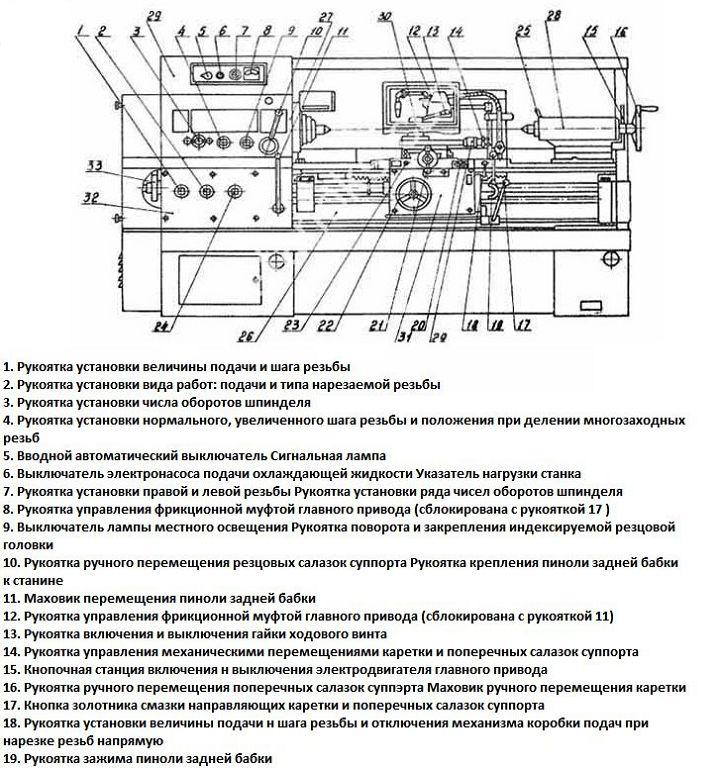 5 (MT5)
5 (MT5)Токарный станок ФТ 11: технические характеристики, схемы, описание
Основные узлы
Система электрики включает:
- главный мотор;
- движок, приводящий смещение суппортных участков;
- двигатель охлаждения;
- электроприводной шкаф;
- КП.

Для запуска агрегата требуется переменный ток, трехсот восьмидесяти вольт напряжение, 50 Гц частота. Регулировки КП осуществляются пунктом управления.
Функциональные параметры агрегата выбираются коробкой подач, фиксирующей показатели первостепенных частей агрегата, среди которых станочный суппорт. Станина укреплена жесткими ребрами. Другие отделы:
- фартук, обеспечивающий продольные/поперечные подачи;
- бабка шпинделя, изменяющая баланс узловых оборотов;
- бабка задняя.
Шестерни, способствующие переводу скоростей шпиндельного вращения.
Сведения о производителе учебного токарно-винторезного станка ТВ-11
Токарно-винторезный настольный станок ТВ-11 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВ-4, ТВ-6. Модель ТВ-11, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
Технические характеристики
Величина агрегата – 2,86х 1,37х 1,44 м; вес – 3 тыс. 445 килограммов. Для нормальной работы необходимо обеспечить в помещении оптимальную влажность, температуру.
445 килограммов. Для нормальной работы необходимо обеспечить в помещении оптимальную влажность, температуру.
Характеристики агрегата:
- предельная протяженность заготовки – 1м/ 1,5м / 2м.;
- коробка скоростей: 22-х и 9 ступенчатое (прямое,обратное соответственно) вращение шпинделя;
- ограничение верхнего хода суппорта – 14 см;
- коробка подач – 24-х ступенчатая продольная;
- центральный электромотор – 11 киловатт;
- максимально перемещение пиноли) – 0,2м;
- предельный диаметр обработки над суппортом/ станиной – 0,25 м/0,5 м;
- отверстие шпинделя (сквозное) – 6,6 сантиметров;
- вращение шпинделя (прямое) – 10-2 тыс. об/мин; обратное – 50-2 тыс.
Агрегат имеет 3 отдельных электрических двигателя. Кроме основного, два других обеспечивают функционирование охлаждающей системы.
Конструктивные особенности
Изначально токарно-винторезный станок ФТ 11 создавался на основе более старой, но удачной модели 16Б25ПСп. Базовые конструктивные решения остались неизменными, в то время как механизмы установлены более современные.
Базовые конструктивные решения остались неизменными, в то время как механизмы установлены более современные.
Токарно-винторезный станок ФТ 11
Главное предназначение агрегата состоит в выполнении чистовой и получистовой обработки деталей. Еще посредством его можно нарезать различные резьбы. Качественная и комфортная работа достигается за счет того, что шпиндель вращается с большой скоростью.
Агрегат имеет следующие особенности конструкции:
Схема расположения компонентов токарно-винторезного станка ФТ 11
- обточка конусов без дополнительных приспособлений – операция совершается при естественном сдвиге суппорта, расположенного сверху;
- выбор нужной скорости движения шпинделя без необходимости остановки станка, что обеспечило повышенную производительность работы;
- численность оборотов головки шпинделя регулируется специальной автоматикой;
- за счет особой конструкции станины, образующаяся в ходе работы пыль и стружка не проникает в направляющие пазы.

Конструкторы продумали и другие важные детали токарного станка ФТ 11. Специальные магнитные пускатели не допускают самопроизвольных включений. Характеристики оборудования стали лучше благодаря установке схем, снабженных релейным управлением и полупроводниковых компонентов. Но эти шаги сделали ремонт агрегата более трудоемким.
При необходимости в ходе работы, не выключая двигатель, можно подключить ускоренный обратный ход шпинделя. Такая опция позволяет ускорить процесс обработки заготовки.
Конструкция станка ФТ-11
В основе предусмотрены следующие составляющие элементы, обеспечивающие повышенную точность работ.
Станина станка
Имеет прочную основу, благодаря диагональным ребрам, включает также по паре направляющих (плоские, призматические). Первые тщательно отшлифованы и термически обработаны, что позволяет каретке агрегата идеально двигаться по ним. Наличие щитков телескопического вида оберегают от неблагоприятных факторов внешнего воздействия. Средние направляющие обеспечивают свободный ход задней бабки. Между тумбами СС расположена емкость под производственные отходы.
Средние направляющие обеспечивают свободный ход задней бабки. Между тумбами СС расположена емкость под производственные отходы.
Коробка скоростей станка
Фиксируется на плите левой тумбы. Наделена девятью прямыми и тремя обратными ступенями чисел оборотов. Скорости переключаются электромагнитными муфтами. С электрического двигателя на входной вал КС движение осуществляется клиноременной передачей, а плоскозубчатым ремнем – с выходного на шпиндельную бабку.
Шпиндельная бабка
Способствует смене балансов входного-выходного количества оборотов узла. Коробка-автомат скоростей с помощью соответствующей передачи вращает шпиндель. Устанавливается на роликовых и радиально-упорных подшипниках. Набор шестерней узла способствуют переключению диапазонов скоростей.
Задняя бабка
Закрепляет эксцентриковый зажим посредством рукоятки во время легких и винтов – сложных операций. Регулировка степени прижима – гаечная.
Преимущества токарной установки
Станок токарно-винторезный ФТ 11 выгодно отличается от подобного оборудования установленной в нем коробкой передач.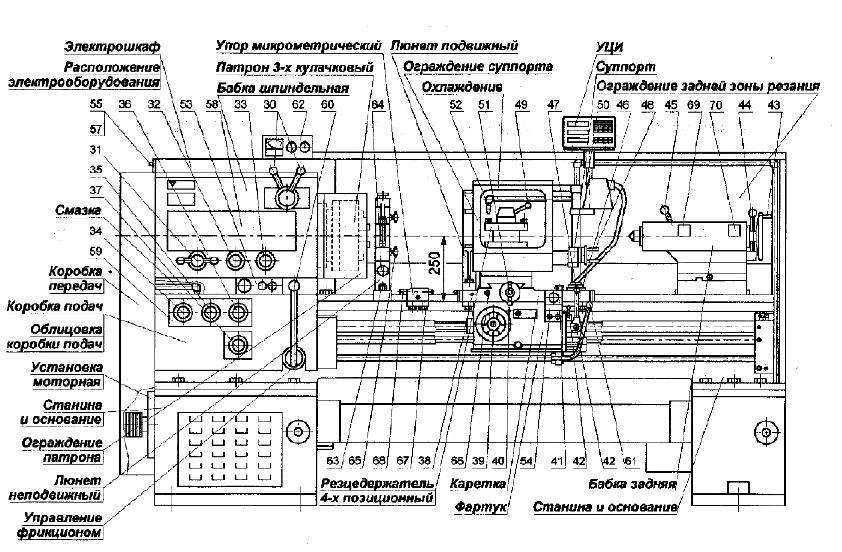 Он обеспечивает высокую точность обработки деталей, рассчитан на широкое многообразие выполняемых операций.
Он обеспечивает высокую точность обработки деталей, рассчитан на широкое многообразие выполняемых операций.
К прочтению: Характеристики патрона для токарного станка
Основные преимущества оборудования таковы:
- возможность нарезания стандартных и нестандартных форм резьбы,
- высокое качество работы на высокой скорости,
- особая конструкция станины,
- высокая производительность благодаря присутствию коробки передач и автоматики,
- возможность работы с деталями конусной формы без дополнительных приспособлений,
- работа с заготовками из различных материалов,
- наличие защиты от самопроизвольного запуска.
Эта машина хорошо работает на высоких скоростях, что особенно актуально при нарезании резьбы – модульной, дюймовой или питчевой, а также некоторых нестандартных разновидностей при определенных настройках гитары.
Благодаря автоматическому переключению передач показатели производительности оборудования высокие – на смену режимов в ходе работы затрачиваются доли секунды.
Скорость вращения шпинделя регулируется ступенчато, возможен выбор толчкового режима в его работе или реверса.
Если произойдет случайное отключение электричества, самопроизвольного запуска станка не будет – этого не допустят особые магнитные пускатели, которыми снабжена указанная модель.
Техника безопасности
Части агрегата, быстро вращающиеся детали, отлетающие отходы производства, высокое напряжение несут в себе потенциальную опасность для работающего на станке человека. Поэтому строго выполняйте рекомендации по безопасности работ на металлорежущем оборудовании.
Перед использованием станка:
- наденьте спецодежду, она должна быть застегнута, рукава подвязаны, чтобы вращающиеся детали не захватили ее;
- подберите локоны, наденьте защитные очки;
- удостоверьтесь в надежности системы заземления;
- ручным переключением опробуйте рукоятки;
- подкрутите отвинтившиеся крепления.
При заточке:
- недопустим замер деталей работающего агрегата;
- подводка к заготовке режущего элемента должна быть аккуратной;
- нельзя вставлять сверло во вращающейся патрон;
- не удаляйте отходы без специального приспособления;
- нельзя переключать зубчатые колеса на работающем агрегате.

- не отлучайтесь от оборудования.
Внимание! Строго запрещено эксплуатировать неисправное оборудование!
Обо всех неполадках станка, неисправности ограждений и выхода из строя электрооборудования немедленно докладывайте ответственному лицу.
Закончив работу, выключите электродвигатель, приведите рабочее место в порядок, очистите и смажьте станок.
Описание
Устройство обладает высокой функциональности, особенно в плане изготовления всех классических видов резьбы. К тому же, если оператор задаст через гитару необходимые настройки, то станок сможет производить и резьбу с нестандартными характеристиками. Для этого придется также сократить длину кинематической цепи.
Благодаря особой конструкции суппорта на станке можно обрабатывать заготовки конической формы без применения специальной линейки. Устройство станины спроектировано таким образом, что отходы производства причиняют минимальный вред узлам станка, что положительно влияет на долгосрочность применения станка.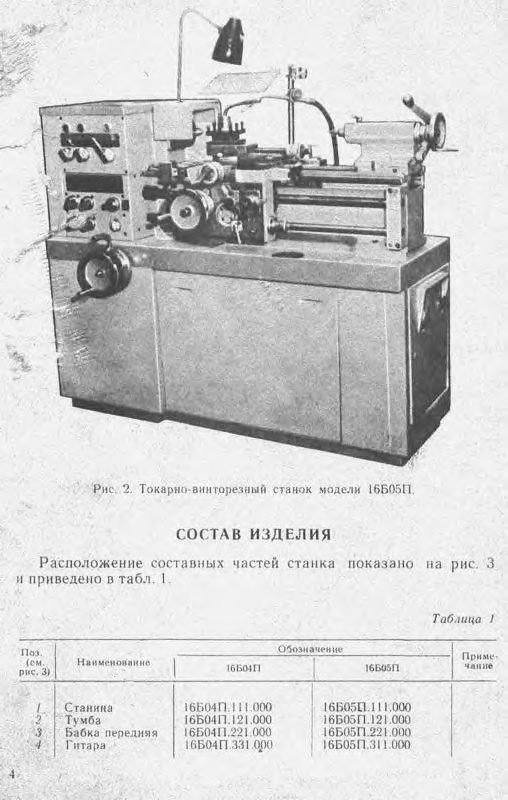
Скорость оборотов шпинделя оператор может менять даже во время выполнения работ, что существенно экономит время и повышает производительность станка. Особенности конструкции станины и других узлов позволяют обрабатывать металлы с особым составом. Благодаря использованию автоматической коробки передач, станок может:
- Задействовать шпиндель в режиме толчка.
- При выключенном основно электромоторе, оператор может проводить торможение шпинделя в независимости от направления его движения.
- Скорость оборотов шпинделя регулируется даже на холостом ходу и с нагрузкой.
Использование инновационных на то время элементов электрооборудования, позволило усовершенствовать регулировку работы шпинделя и менять скорость его вращения без деактивации основного провода.
Кроме того, шпиндель станка ФТ-11 обладает форсированным реверсным ходом, что ускоряет обработку отдельных деталей. В целях безопасности на станке установлены пускатели магнитного типа, которые предотвращают непроизвольную активацию устройства после возобновления электроподачи.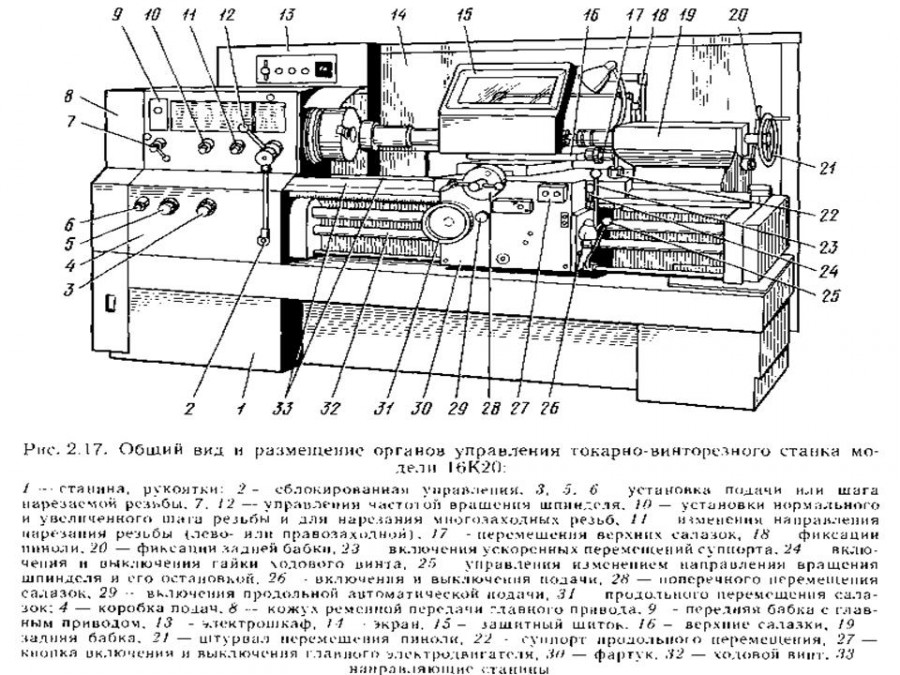
Описание и назначение
Станок имеет классическую компоновку с неподвижным шпинделем главного движения заготовки и перемещаемым относительно нее суппортом с резцом.
Завод изготовитель не модернизировал ФТ11 и станок был снят с производства, поэтому почти все оставшиеся в строю экземпляры утратили способность обеспечивать паспортную точность. Хотя владельцы данного токарно винторезного станка и пытаются его модернизировть, но зачастую модернизация ограничивается установкой цифрового индикатора числа оборотов.
Зачастую капитальный ремонт не оправдан и станок сдают на металлолом, либо оставляют для черновых обдирочных работ и обучения молодых токарей работы с оборудованием подобной сложности.
Токарный станок ТВ-6: технические характеристики, схемы, вид
Токарный станок ТВ-6, выпуск которого наладили в 80-х годах прошлого века на Ростовском заводе учебного станочного оборудования, был специально разработан для того, чтобы проводить на нем обучение азам профессии токаря. Устройством данной модели традиционно оснащали мастерские школ и специальных учебных учреждений.
Устройством данной модели традиционно оснащали мастерские школ и специальных учебных учреждений.
Учебный токарно-винторезный станок ТВ-6
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6 (ТВ6) станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область применения
Школьный токарно-винторезный станок ТВ-6 заменил модель ТВ-4
Читайте также: Характерные химические свойства простых веществ – металлов: щелочных, щелочноземельных, магния, алюминия; переходных металлов (меди, цинка, хрома, железа)
и был заменен на более совершенную модель
ТВ-6М.
Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 — Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Назначение и технологические возможности
Станок выпускался Ростовским комбинатом учебного оборудования в 80-х годах минувшего столетия. Предназначался для производственного обучения старшеклассников в общеобразовательных школах. Учащиеся 7 — 8-х классов под руководством мастера производственного обучения изучали устройство станка и получали первоначальные навыки его обслуживания.
Предназначался для производственного обучения старшеклассников в общеобразовательных школах. Учащиеся 7 — 8-х классов под руководством мастера производственного обучения изучали устройство станка и получали первоначальные навыки его обслуживания.
ТВ-6 пришел на смену своему предшественнику — ТВ-4 «Школьник». Станок обладал всеми технологическими возможностями, присущими настоящему производственному оборудованию. Правда, учитывая учебное, а не производственное, назначение, обладал такими же ограниченными режимами обработки: числами оборотов, подачей и размерами резьбового шага.
Какие операции осваивали учащиеся:
- наружное точение;
- растачивание отверстий;
- подрезание торца;
- резьбонарезание;
- сверление.
Для упрощения конструкции отсутствовали некоторые агрегаты и системы:
- фрикционное управление шпинделем;
- его торможение после выключения двигателя;
- сменные передаточные шестерни;
- автоматическая поперечная подача;
- жидкостное охлаждение зоны резания.

Высота станка соответствует среднему росту обучаемых. Поэтому, чтобы не сутулиться при работе взрослому человеку, станок необходимо установить на металлическую раму или бетонную подливку.
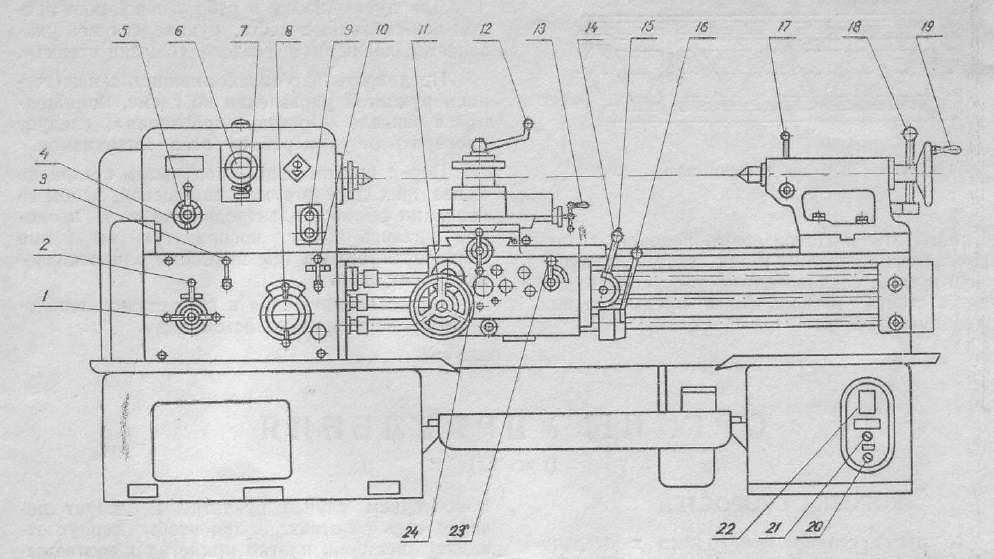
Расположение составных частей токарно-винторезного станка ТВ6
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
Расположение органов управления токарно-винторезным станком ТВ-6
Расположение органов управления токарно-винторезным станком ТВ-6
Спецификация органов управления токарно-винторезного станка ТВ-6
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Реверсивная кнопка включения и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка крепления резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.
 041-84
041-84
Таблица органов управления токарно-винторезным станком тв-6
Таблица символов токарно-винторезного станка тв-6
Управление станком тв-6
Пуск и остановка электродвигателя станка производится нажатием кнопок «Пуск» и «Стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 3).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта — левое или правое.
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5: «Винт-вал» в правом положении «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 7 — в положении «На себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении.

II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «Вал-винт» — в левом крайнем положении «Вал».
- На фартуке — рукоятка самохода 8 во включенном положении «На себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче
- На передней бабке — положение рукоятки трензеля 3 в среднем положении.
- На коробке подач — положение рычага «Вал-винт» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
IV. Положение рукояток управления для получения необходимых режимов резания согласно рис.
 14
14
Конструктивные элементы
Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
- Переднюю и заднюю бабку.
- Коробку подач.
- Несущую станину.
- Сменную гитару.
- С защитным кожухом и экраном.
- Устройство, регулирующее подачу смазывающих веществ.
- Наличие фартука.
Каждый элемент расположен на своем обычном месте, определенные части можно заменять и сменять при обслуживании.
Схема кинематическая токарно-винторезного станка ТВ-6
Механизмы токарно-винторезного станка ТВ-6
Кинематическая схема токарно-винторезного станка ТВ-6
Перечень подшипников токарно-винторезного станка ТВ-6
Использование устройства
Хоть данное оборудование для точения, соответственно с описанием, и считается учебным, посредством него возможно достигать отличной точности и осуществлять довольно непростые токарные процедуры. Ввиду этого эти станки часто покупают владельцы домашних мастерских.
Ввиду этого эти станки часто покупают владельцы домашних мастерских.
В приводе устройства применяются клиноременные передачи. Нужно следить за тем, чтобы ремни были постоянно натянуты. Это даст возможность максимально задействовать мощность привода, намного увеличить эксплуатационный период передачи. Если ремни слабо натянуты, их можно отрегулировать. Для этого необходимо немного открутить гайки, которые соединяют салазки с мотором, установить нужное натяжение (десять килограмм на 1 ветку ремня клина).
Довольно часто в ТВ-6 возникает неполадка, заключающаяся в вибрировании шпиндельного элемента. Она может появиться из-за того, что соединяющие винты ослабли. Если вы подтянули гайки шпинделя, а вибрирование продолжается, значит, сломались подшипники.
Если в подшипниках появились промежутки, избавиться от них возможно, отшлифовав торцевые части колец компенсации или отрегулировав гайки. Устранить данными методами возможно только маленькие промежутки, относящиеся к радиальному/осевому типу.
ТВ-6, как и всякий иной станок, нужно регулярно технически обслуживать и ремонтировать. Лишь в этом случае он проработает долгий срок, даст возможность обрабатывать заготовки с высокой точностью.
Технические характеристики станка ТВ-6
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60. .1000 .1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Содержание — Модернизация привода главного движения станка 1А616
Модернизация привода главного движения станка 1А616
Скачать все файлы (827. 2 kb.)
2 kb.)
Доступные файлы (11):
| n1.doc | 1487kb. | 06.06.2010 01:26 | скачать |
| n2.doc | 168kb. | 05.06.2010 23:08 | скачать |
| n3.doc | 93kb. | 05.06.2010 16:03 | скачать |
| n4.bak | |||
| n5.cdw | |||
| n6.bak | |||
| n7.cdw | |||
| n8.bak | |||
| n9.cdw | |||
| n10.bak | |||
| n11.cdw |
n1.doc
1 2 3 4 5 6 7 8
Содержание
Содержание 1
Введение 2
1 Расчёт технических характеристик станка 3
2 Выбор оптимальной структуры привода 6
3 Кинематический расчёт привода 8
4 Расчёт элементов привода 14
27
Рисунок 4. 1 Схема приложения нагрузки. 27
1 Схема приложения нагрузки. 27
По чертежу определяем места расположения сил и расстояние до точек их приложения, переносим их на рисунок. 27
l1=160 мм; l2=64 мм; l3=86 мм; 27
Рисунок 4.2 Эпюры изгибающего и крутящего моментов. 28
5 Обоснование выбора конструкции шпинделя 31
и опор шпиндельных узлов 31
6 Расчёт шпиндельного узла 34
6.1 Выбор конструкции шпиндельного узла 34
6.2 Расчёт шпиндельного узла на точность 35
8 Указание мер безопасности 45
Литература 50
Введение
Производственные процессы в большинстве отраслей народного хозяйства выполняют машины, и дальнейший рост материального благосостояния тесно связан с развитием машиностроения. Непрерывное совершенствование и развитие машиностроения связано с прогрессом станкостроения, поскольку металлорежущие станки с некоторыми другими видами технологических машин обеспечивают изготовление любых новых видов оборудования.
К важнейшим требованиям, предъявляемым к проектируемой машине, относятся экономичность в изготовлении и эксплуатации, удобство и безотказность обслуживания, надёжность и долговечность.
Для обеспечения этих требований детали должны удовлетворять ряду критериев, важнейшие среди которых — прочность, надёжность, износостойкость, жёсткость, виброустойчивость, теплостойкость, технологичность.
В данном курсовом проекте производится модернизация привода главного движения станка 1А616. В ходе выполнения курсового проекта определим назначение станка, особенности его конструкции, выполняемые им операции.
Необходимо произвести расчёт технических характеристик станка. Спроектировать привод главного движения и произвести его кинематический расчёт, расчёт зубчатых передач, валов, подшипников. Произвести проектирование шпиндельного узла, рассчитать его на жёсткость и виброустойчивость. Выбрать тип и систему смазки.
1 Расчёт технических характеристик станка
Рассчитаем технические характеристики станка, для этого определим режимы резания, силу резания и мощность.
Исходными данными для определения максимальной силы резания и необходимой мощности привода будут:
— максимальный диаметр обрабатываемой детали Dmax=320 мм,
— минимальный диаметр обрабатываемой детали
dmin= dmax/(4…8)=320/(4…8)=80…40 мм; принимаем dmin=40 мм,
— обрабатываемый материал Сталь 45, ?в=750 МПа;,
— инструментальный материал — твердый сплав, быстрорежущая сталь.
Для определения технических характеристик станка определим расчетную и максимальную скорости резания для точения и минимальную скорость резания при нарезании резьбы метчиком.
Расчет режимов резания и выбор поправочных коэффициентов производим по[1]:
Скорость резания определим по формуле:
(1.1)
где: Т- стойкость инструмента, мин
t — глубина резания, мм
s- подача, мм
Кv— общий поправочный коэффициент на скорость резания.
Cv— коэффициент скорости резания.
m, x, y — показатели степени.
Стойкость инструмента: Т=90 мин.
Глубина резания: t= 3,5 мм.
Подача: s=0,7 мм/об.
Значение коэффициента CV и показателей степеней:
Cv=340; х=0,15; y=0,45; m=0,2;
Общий поправочный коэффициент, учитывающий фактические условия резания:
, (1.2)
где KMV =1,0 — поправочный коэффициент на обрабатываемый материал;
KИV =1,0 — поправочный коэффициент на инструментальный материал;
KПV =0,8 — поправочный коэффициент, учитывающий состояние
поверхности заготовки.
Подставив числовые значения, получим:
Скорость резания:
Частоту вращения определим по формуле:
(1.3)
Тогда
Определим максимальную силу резания.
(1. 4)
4)
где: Cp — поправочный коэффициент;
x, y, v — показатели степени;
КMP — поправочный коэффициент на качество обрабатываемого
материала.
Значения коэффициентов и показателей степени по [1]:
Cp=300, x=0,9, y= 0,9, n=-0,15;
Коэффициент, учитывающий фактические условия обработки:
, (1.5)
где — коэффициенты, учитывающие обрабатываемый
материал, геометрию инструмента
Подставив числовые значения, получим:
Эффективную мощность резания определяем по формуле:
(1.6)
Тогда:
1 2 3 4 5 6 7 8
Токарный станок с ЧПУ 16К20Ф3: технические характеристики, паспорт
Из чего состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Агрегат выполнен в традиционной компоновке, которая соответствует универсальным стандартам, а также допускает производство широкого спектра операций.
Комплектующие элементы оборудования:
- Остов (станина).
- Рама.
- Каретка суппорта.
- Резцедержатель поворотного типа.
- Задняя и шпиндельная бабка.
- Автоматическая передающая коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель.
Принцип работы
Станок 16К20Ф3, технические характеристики которого позволяют выбрать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь крепится в шпинделе, приводимым в действие посредством клиноременной передачи от электрического мотора.
- Скорость обработки корректируется при помощи автоматической коробки и узла шпинделя.
- Коробка-автомат оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать требуемую скорость.
- Для увеличения или уменьшения оборотистости используются зубчатые колеса шпиндельной бабки. Они управляются вручную, регулируют до 12 позиций.
- Каретка установки приспособлена к продольному перемещению с применением электромагнитного привода.
- Поперечная сдвижка суппорта и резцедержателя производится через привод, зубчатое колесо и ходовой винт.
- Поворотный резцедержатель может монтироваться в шести положениях со сменой углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях участвует крепление поперечного суппорта.
- На резцедержателе позиционируется инструментальная головка, рассчитанная на использование не более шести резцов, обрабатывающих заготовку согласно заданной программе.
Технические характеристики токарно-винторезного станка 16К20Ф3 с ЧПУ NC-210.
| Величины | ||
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | 500 |
| Наибольший диаметр изделия, обрабатываемой над станиной | мм | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 200 |
| Наибольшая длина устанавливаемого изделия в центрах | мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе | мм | 55 |
| Наибольший ход суппорта поперечный | мм | 210 |
| Наибольший ход суппорта продольный | мм | 905 |
| Максимальная рекомендуемая скорость рабочей продольной подачи | мм/мин | 2000 |
| Максимальная рекомендуемая скорость рабочей поперечной подачи | мм/мин | 1000 |
| Количество управляемых координат | 2 | |
| Количество одновременно управляемых координат | 2 | |
| Точность позиционирования | мм | 0,01 |
| Повторяемость | мм | 0,003 |
| Диапазон частот вращения шпинделя | 1/об. | 20…2500 |
| Максимальная скорость быстрых продольных перемещений | м/мин | 15 |
| Максимальная скорость быстрых поперечных перемещений | м/мин | 7,5 |
| Количество позиций инструментальной головки | 6 | |
| Мощность привода главного движения | кВт | 11 |
| Суммарная потребляемая мощность | кВт | 21,4 |
| Габаритные размеры станка | мм | 3700х2260х1650 |
| Масса станка (без транспортера стружкоудаления) | кг | 4000 |
Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, подвергающейся шлифовке, что обеспечивает длительный период эксплуатации. В качестве основного привода используется электрический двигатель мощностью 11 кВт. Он гарантирует крутящий момент в пределах до 800 Нм. Это позволяет корректировать обработку заготовки с максимальной точностью до необходимых размеров.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью фиксации штыревых деталей различного диаметра. Специальные револьверные головки используются для проведения особых операций, значительно расширяя возможности токарного оборудования. Этот узел более всего подвержен изнашиванию, поскольку происходит деформация планетарного редуктора в виде выкрашивания зубцов или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.
Технические характеристики
Особенностью, которая отличает станок 16к20ф3, является удобство регулировки оборотов шпинделя. Для того, чтобы гарантировать высокую отдачу мощности от привода при любой угловой скорости — применена коробка переключения передач, состоящая из 5 электромагнитных муфт. Общее количество шагов переключения диапазонов скорости составляет 12, для удобства работы предусмотрена механика автоматического изменения скоростей. Количество доступных переключений в таком режиме — 9. Другие характеристики:
Общее количество шагов переключения диапазонов скорости составляет 12, для удобства работы предусмотрена механика автоматического изменения скоростей. Количество доступных переключений в таком режиме — 9. Другие характеристики:
- диаметр шпинделя 53 мм;
- диапазон оборотов от 12,5 до 2000 в минуту;
- общая масса станка 16к20ф3 вместе с штатным блоком ЧПУ — 5000 кг;
- двухкоординатная система управления рабочим органом;
- суппорт может позиционироваться с точностью до 0,001 мм;
- токарный станок использует в качестве главного привода электрический двигатель с мощностью 11 кВт;
- общая пиковая мощность оборудования — 22 кВт;
- максимальные диапазоны смещения суппорта по продольной оси — 900 мм, в поперечном направлении — 250 мм;
- скорость подачи от 1 до 2000 мм в минуту;
- устройство может производить нарезку резьбы с шагом от 0,1 до 39,999 мм;
- устройство фиксации предусматривает 6 позиций резцедержки.
Станок, поставляемый конкретному производителю, может отличаться системой числового программного управления, допустима установка одного из совместимых комплексов. Поэтому конкретные технические характеристики точности, показателей позиционирования, наличия датчика обратной связи — могут меняться. Следует внимательно изучать спецификации оборудования перед его покупкой.
Поэтому конкретные технические характеристики точности, показателей позиционирования, наличия датчика обратной связи — могут меняться. Следует внимательно изучать спецификации оборудования перед его покупкой.
Станок 16к20ф3 без системы числового управления и транспортера имеет размер 3700х2210х1650 мм по длине, ширине, высоте соответственно. Масса установки составляет 4000 кг. Данные приводятся для варианта поставки без транспортера.
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для проведения следующих операций:
- Сверления отверстий различного диаметра.
- Обработки заготовок с торцевых частей.
- Зенкерования.
- Резьбовой нарезки.
- Расточки и отделки поверхностей конического и фасонного типа.
В качестве защиты винторезных пар выступают специальные ограничители, которые позволяют предотвратить преждевременную поломку механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении комплектами ЧПУ отечественного и зарубежного производства с заменяемыми системами электрооснащения. Переоборудование дает возможность усилить мощность в 2-3 раза, в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно производить одновременно с капитальным ремонтом.
Переоборудование дает возможность усилить мощность в 2-3 раза, в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно производить одновременно с капитальным ремонтом.
Что дает усовершенствование?
Токарно-винторезный станок 16К20Ф3, технические характеристики которого можно улучшить путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшение комплектующих и рабочих приспособлений.
- Реорганизация тягового оборудования.
Модернизация дает возможность увеличить число диапазонов обработки деталей, а также точность проведения манипуляций.
Для максимального повышения рабочего ресурса оборудования используют систему адаптивного управления. Она позволяет выключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Снижению срока отделки деталей.
- Увеличению периода службы комплектующих элементов.
- Понижению случаев выхода из строя оснастки.
- Повышению общей работоспособности оборудования.
Технические характеристики токарного станка 16К20Ф3 с ЧПУ позволяют менять нагрузку на шпиндель. При этом имеется возможность корректировки подачи используемого инструмента, с учетом типа материала обрабатываемой заготовки. Это способствует увеличению срока службы всех деталей агрегата.
ЧПУ
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.
Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
Токарный станок 16К20Ф3
Станок 16К20Ф3 является наиболее массовой моделью отечественного токарного станка. Станок 16К20Ф3 предназначен для выполнения патронных и центровых токарных работ, на нем в полуавтоматическом цикле могут быть обработаны разнообразные наружные и внутренние цилиндрические, конические и криволинейные поверхности, а также нарезаны резьбы.
В зависимости от комплектования устройством ЧПУ модификации станка имеют следующие обозначения: 16К20Ф3С1 — с устройством ЧПУ «Контур 2ПТ», 16К20Ф3С2 — с устройством СС221-02Р фирмы Alcatel (Франция), 16К20Ф3С4 — с устройством ЭМ907, 16К20Ф3С5 — с устройством Р22-1М, 16К20Ф3С6 — с устройством 1Н22-62, 16К20Т1 — с устройством «Электроника НЦ-31».
Техническая характеристика станка 16К20Ф3С5 приведена в табл. 35. В шпиндельной бабке станка 16К20Ф3 предусмотрено переключение вручную с помощью рукоятки трех диапазонов скоростей, что вместе с девятискоростной АКС с учетом перекрытия некоторых ступеней обеспечивает получение 22 частот вращения шпинделя в диапазоне 12,5 — 200; 50 — 800; 125 — 2000 об/мин.
На рис. 84 графически представлены технологические возможности станка 16К30Ф3 исходя из взаимного положения рабочих органов в конечных рабочих положениях. Шпиндель имеет фланцевый конец с условным размером 6 по ГОСТ 12593-72 (с поворотной шайбой) и отверстие с конусом Морзе 6. Наибольший диаметр прутка, проходящего через шпиндель, равен 50 мм. Максимальная высота державки резца равна 25 мм. Повторная шестипозиционная револьверная головка станка 16К20Ф3 с горизонтальной осью поворота, параллельной оси шпинделя, имеет на поперечных салазках два смещенных на 75 мм вдоль оси одно относительно другого рабочих положения, в каждое из которых она может быть переставлена по мере необходимости.
Инструментальный диск 9 (рис. 85), на лицевой стороне которого имеются пазы для крепления шести резцов-вставок или резцовых блоков, съемный, он смонтирован на коническом выступе вала 1 и прижат к задней торцовой поверхности подвижного плоскозубчатого колеса 2 полумуфты с выпуклыми круговыми зубьями. В свою очередь, полумуфта жестко скреплена с валом 1. Неподвижная полумуфта 3 с вогнутыми круговыми зубьями скреплена с корпусом головки 4.
Момент достижения револьверной головки требуемой позиции фиксируется срабатыванием герметезированных электрических кантактов 7 (герконов) шестипозиционного командоаппарата 5, на которые воздействует вращающийся синхронно с валом 1 магнит 6. При достижении заданной позиции включается реле совпадения, которое дает команду на реверс двигателя, но подвижное плоское колесо 2 вместе с инструментальным диском 9 удерживается от поворота фиксатором 8. По окончании зажима сигнал реле максимального тока отключает электродвигатель поворота и дает команду в устройство ЧПУ на продолжение автоматического цикла.
Важное значение для нормальной эксплуатации и сохранения долговечности станка имеет правильное и регулярное смазывание, которое необходимо производить строго в соответствии с картой (табл. 41) и схемой смазывания (рис. 86) станка 16К20Ф3.
Система смазывания шпиндельной бабки станка 16К20Ф3 — автоматическая. Шестеренный насос, приводимый во вращение через ременную передачу от электродвигателя главного привода, всасывает масло из резервуара и подает его через сетчатый фильтр к подшипникам шпинделя и зубчатым колесам. Примерно через минуту после включения электродвигателя главного привода начинает вращаться диск маслоуказателя 4. Его постоянное вращение свидетельствует о нормальной работе системы смазывания. При прекращении вращения диска необходимо тут же отключить станок и очистить фильтр, промыв его элементы в керосине. Фильтр следует очищать не только при его засорении, но и регулярно не реже 1 раза в месяц. Из шпиндельной бабки масло через сетчатый фильтр 9 с магнитным патроном сливается в резервуар. Ежедневно перед началом работы необходимо проверять по риске маслоуказателя уровень масла и при необходимости доливать его.
Смазывание направляющих суппорта и станины станка 16К20Ф3 осуществляется автоматически от станции смазывания, установленной в основании. Шестеренный насос станции включается одновременно с включением станка и в дальнейшем периодически по команде от моторного реле времени, с помощью которого устанавливается промежуток времени 10 — 240 мин между подачами масла. Дозирование подачи масла осуществляется с помощью пневматического реле времени, настроенного на 3 — 5 с. За это время необходимая порция масла поступает от разветвительной коробки ко всем точкам смазки направляющих. Если необходимо осуществить дополнительную подачу масла к направляющим, следует нажать кнопку «Толчок смазки». Подача масла осуществляется в течение всего времени нажатия кнопки.
Гидрооборудование станка 16К20Ф3 состоит из следующих элементов: гидростанции 7,5/1500 Г48-44, в которую входят резервуар для масла, регулируемый насос с приводным электродвигателем, элементы фильтрации и охлождения рабочей жидкости, контрольно-регулирующая аппаратура; гидропривода продольного хода каретки Э32Г18-23; гидропривода поперечного хода ссупорта Э32Г18-22; магистральных трубопроводов, соеденяющих между собой гидравлические узлы и аппаратуру.
41. Карта смазывания и расхода смазочных материалов станка 16К20Ф3
| Смазываемый механизм | Способ смазывания | Марка смазочного материала | Периодичность замены или смазывания при ручном способе | Количество заливаемого масла, л |
| Шпиндельная бабка и АКС | Централизованный | Индустриальное И-20А | 1 раз в 6 месяцев | 20 |
| Каретка | — | Индустриальное И-30А | 2 раза в 6 месяцев | 10 |
| Редуктор продольной и поперечной подачи | Разбрызгивание | Индустриальное И-20А | 1 раз в 6 месяцев | 2 |
| Редуктор поворота револьверной головки | — | Индустриальное И-30А | 1 раз в месяц | 0,5 |
| Винтовые пары | Ручной | ЦИАТИМ 201 | 1 раз в 6 месяцев | 0,5 |
| Задняя бабка | — | Индустриальное И-30А | Ежедневно | 0,5 |
| Правая опора продольного винта | — | Индустриальное И-20А | 1 раз в 6 месяцев | 2 |
| Левая опора продольного винта | — | ЦИАТИМ 201 | 1 раз в 6 месяцев | 0,5 |
Станок 16К20Ф3 устанавливают на бетонном полу цеха (без специального фундамента) и закрепляют четырьмя фундаментными болтами. Выверку станка с точностью 0,02 мм на 1000 мм следует производить с помощью клиньев или башмаков по уровням, расположенным на суппорте параллельно и перпендикулярно оси центров, перемещения суппорт на всю длину хода.
Пусковые работы выполняют в соответствии с общими указаниями. Устройство ЧПУ необходимо соеденить со станком с помощью кабелей, входящих в комплект станка. Для устройства Н22-1М таких кабелей семь.
На включенном станке в режиме «Ручное управление» с помощью тумблеров осуществить перемещения по осям X и Z в обоих направлениях по всей возможной длине хода на быстром ходу и рабочих подачах. От кнопок пульта управлением станком проверить работу остальных механизмов и систем станка: подачу масла в шпиндельную бабку, в АКС и к направляющим, переключение скоростей шпинделя, работу поворотной револьверной головки, работу аварийных и блокировочных выключателей, подачу охлождающей жидкости. Обкатать шпиндель станка на минимальной скорости в течение 30 мин, а затем последовательно кратковременно на всех остальных частотах вращения.
Проверить работу станка в режиме ручного ввода. Завершаются пусконаладочные работы проверкой геометрической точности станка, работой по тест-программе и обработкой образцов.
конструкция, характеристики, отзывы, цены / Paulturner-Mitchell.com
Отечественный токарный станок 1А616 выпускался с пятидесятых годов прошлого века. Серийный образец Средневолжского завода до сих пор можно встретить на различных промышленных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Наименование
Токарный станок 1А616 оснащен суппортом, перемещаемым в поперечном направлении механически до максимального значения до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и роликом на предельное значение 670 мм. Параметры подачи имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборотов в минуту.
Характеристики станка позволяют производить быструю замену шестерен в коробке подач на взаимозаменяемые прецизионные детали. Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации такая замена не требуется. Получение точных параметров обусловлено включением ходового винта напрямую, минуя коробку подач.
Технические характеристики токарного станка 1А616
Рассматриваемый агрегат предназначен для обработки малогабаритных заготовок. Оборудование имеет следующие технические параметры:
- Предельная длина шлифования — 660 мм.
- Максимальная длина заготовки — 710 мм.
- Диаметр заготовки над суппортом/станиной — 180/320 мм.
- Вес — 1,5 тонны.
- Диаметр сквозного отверстия шпинделя — 35 мм.
- Тип наконечника резьбовой по ГОСТ — 6К.
- Интервал вращения шпинделя — 9-1800 об/мин.
- Длина/ширина/высота — 2,13/1,22/1,22 м.
На станке 1А616 нарезаются следующие типы резьбы:
- Обработка шагами 2-128.
- Дюймовая резьба — 1-56 витков на дюйм.
- Модульная версия — в диапазоне от 0,25 до 5,5 мм.
- Метрическая версия — 0,2-24 мм.
Заготовки укладываются в обычную кассету, фиксируются пневматическими или гидравлическими прижимными устройствами.
Конструкция
В состав рассматриваемого оборудования входят следующие элементы и детали:
- Столбик передний и задний.
- Передняя и задняя бабка.
- Реверсивное устройство, устройство перевыбора, а также блок, отвечающий за увеличение рабочего шага.
- Узел от сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Станину.
- Коробка подачи
- Система охлаждения режущих инструментов.
- Коробка передач.
- Лоток для сбора стружки и отработанного хладагента.
Принцип работы
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой закрепляется в патронном оборудовании или между центрами.
- Резцы устанавливаются в держатели суппорта. Одновременно можно установить не более четырех режущих элементов.
- Для сверления или нарезания внутренней резьбы в пиноли задней бабки закрепляется подходящий инструмент.
- Основная обработка заготовки осуществляется сочетанием поступательно-вращательного движения фрезы и вращения детали. Данная конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, в том числе винтовые и торцевые.
На токарном станке по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещен между опорами. При необходимости замену клинового ремня можно выполнить без снятия шпинделя. В конструкции этого оборудования предусмотрен принцип раздельной передачи на суппорт. Его можно перемещать с помощью шпинделя или ролика. В обмотке двигателя задействован пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Схема электрическая
Электрическая схема станка 1А616 включает в себя следующие элементы:
- Предохранители.
- Выключатель на входе.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения
- Контакторы включения и реверса.
- Регулятор активации насоса охлаждающей жидкости.
- Реле скорости вращения двигателя и аналоговое управление контактором.
- Понижающая конфигурация трансформатора.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Оборудование управления переключателем.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свою функциональность. Трехфазный двигатель PA22 имеет мощность 0,12 кВт и обороты 2800 оборотов в минуту. Он служит для включения насоса хладагента в рабочей зоне.
Трехфазный аналог А02-41-4 имеет номинальную мощность 4 кВт (1430 об/мин). Его задачей является обеспечение работы главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегатируются с электрической сетью 220 В. Под заказ изготавливаются модификации, рассчитанные на 500 В.
Рабочий процесс
Движение подачи при работе на металлообрабатывающих станках 1А616 происходит от узла шпинделя на суппорте. Коробка передач способна обеспечить работу техники в 48 диапазонах, официально их указано 22, так как некоторые скорости совпадают. Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости — ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров суппорт и шпиндель соединяются между собой напрямую. Обработка больших значений осуществляется с помощью перебора и промежуточного элемента увеличения шага. Основным рабочим движением рассматриваемого оборудования является режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Редуктор
Этот важный узел токарного станка включает в себя три вала, размещенные в отсеках с подшипниками, подвижные болты с шестернями и одну активную шестерню. Выбор скорости вращения осуществляется включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом при помощи муфты кулачкового типа.
При работе на токарном станке помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
- Поверните держатель инструмента и установите его в нужное положение.
- Перемещение задней бабки с установленной пинолью.
- Установка суппорта в нужное положение.
Станок токарный 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет 40 тысяч рублей и выше.
Отзывы покупателей о станке позволяют выделить основные преимущества данного металлообрабатывающего станка. Среди пользователей:
- Многофункциональность.
- Надежность.
- Высокоточная обработка.
Среди недостатков владельцы отмечают, что многие операции необходимо настраивать вручную. Кроме того, калибровка и настройка оборудования требуют участия специалиста.
Наконец
Технические возможности отечественного токарного станка 1А616, отзывы о котором приведены выше, определяют возможность его эксплуатации на производственных предприятиях для обработки заготовок крупными партиями и при изготовлении единичных изделий. Агрегат может комплектоваться рабочими частями из быстрорежущих сталей, а также твердосплавными резцами. Универсальность оборудования позволяет не только точение, но и нарезание резьбы различной конфигурации.
Ремонт машин, очистка и осмотр | Полуавтоматический ремонт Станко | Практик-механик
Лесоруб
Горячекатаный
#1
Привет,
Решил поделиться небольшой новостью о моем последнем проекте.
Это мой старый станко 1а616. Ранее я задавал несколько вопросов относительно обработки твердых слоев с помощью возможного шабрения и шлифовки и получил много хороших советов по дороге. Краткая предыстория обо мне в этом контексте: год назад я никогда не держал в руках скребок. Однако я был немного заинтересован и планировал пройти курс парсинга в Норвегии в 2014 году, но пропустил его, но когда это произошло в 2017 году, я был проинформирован и не мог удержаться, чтобы присоединиться. Это была отличная неделя веселья среди единомышленников. Так что этой зимой я решил, что после долгой практики в мастерской и местного праздника, устроенного в Норвегии, пришло время взяться за токарный станок.
Токарный станок имеет 13-дюймовые качели x 27 по центру и весит 1500 кг / #3000. Кровать почти в 2 раза выше по центру, а крылья седла имеют ширину около 21 дюйма. Также крестовина имеет разумные размеры. Двигатель мощностью 4 кВт развивает скорость в диапазоне 9-1800 об/мин, а максимально допустимый крутящий момент на шпинделе составляет примерно 600 Нм, достигая максимума при 30-40 об/мин, насколько я помню. Эти факторы заставили меня купить токарный станок и использовать его для нужд моей домашней мастерской уже около 10 лет.
Пройдя курс по шабрению и узнав много больше об осмотре и измерении станков, я начал понимать, что Хммм, может быть, есть немного работы на самом токарном станке… Однако основная проблема во время использования была связана с разделением, что никогда не было легкий. Но по вибрациям было трудно точно определить, откуда они исходят. Некоторые из обычных контрольных тестов, такие как постукивание по крыльям седла или поддевание шимстока за направляющие.
Постельное белье Я сделал представление в 3D-модели, которую вы можете видеть, и протокол измерений, я с трудом мог поверить, что это так много. Я имею в виду, что я использовал его довольно успешно, хотя и был любителем. Я считаю, что могу поблагодарить внутреннюю геометрию токарного станка за компенсацию большого износа, это также дает мне надежду, что токарный станок будет работать хорошо после завершения.
Статус прямо сейчас.
Кровать готова, можно еще немного доработать поверхность плоских направляющих, пока я работаю над кареткой и поперечиной.
Сейчас я работаю над перекладиной. Верхняя поверхность была неправильной формы, как вокруг Т-образного паза, так и в другой загадочной форме… Толстая с левой стороны и т. д. Я думал, что она сначала погнулась, но нет. Толстый был. Нижняя сторона была на самом деле довольно в порядке, просто царапать прямо вниз. Итак, верх и низ в данный момент обработаны.
Борта наклонены в обе стороны на десятые доли миллиметра! Первую сторону я зачистил, около 0,2 мм вдоль (12 дюймов) и по высоте (1 ½ дюйма) также 0,2 мм. Я воспринял это как практику соскребания, но с другой стороны, я заставил мельницу «поговорить с ней» сегодня днем.
Каретка / седло, я сделал первоначальные замеры, и, несмотря на надлежащие признаки износа, основная геометрия не слишком далека от нормы, в пределах досягаемости. Я предполагаю, что с самого начала была нарушена геометрия, и износ неравномерный, и все же он выглядит нормально, в основном это касается соотношения между направляющими и поперечными направляющими. Следующим шагом здесь является просверливание и фрезерование соединений, каналов и масляных канавок, необходимых для установки одноразовой системы смазки и подгонки к ней поперечной направляющей.
Будучи любителем, я в основном публикую это здесь, чтобы поделиться вашими советами, которые мне пригодятся, и я очень ценю комментарии, вопросы и комментарии.
Что меня больше всего пугает сейчас после того, как я договорился о станине, так это задняя бабка, так как станина опустилась примерно на 0,06 мм, а после очистки скользящих поверхностей задней бабки она также опустится на несколько сотен мм. И вот к чему в основном мои мысли. .. Как исправить высоту задней бабки. Одним из очевидных решений является, конечно, вытягивание головы приклада, но я бы не хотел этого делать. Я вижу, что многие повторно растачивают ствол, но сам ствол и его запирание выглядят довольно хорошо, так что это, кажется, исправление того, что не сломано … Оставляя мне какой-то способ поджать ножку задней бабки. Может быть, отшлифовать его и установить «подступенки», в основном как туркирование, но с более толстыми блоками CI. Я не знаю… Что вы скажете, ребята?
На фотографиях показан токарный станок, общий вид станины в том виде, в каком она есть, и ровность вдоль задней плоскости (проезжей части).
Последнее редактирование:
Лесоруб
Горячекатаный
#2
Хм, думаю, на этот раз я получил правильные фотографии…
На этих фотографиях должно быть видно, что задняя плоская направляющая (каретка) находится на одном уровне/поперек.
Обратите внимание, что я не обнулил сам уровень ни в каком положении, так что это просто относительно другого положения измерения, 4 более 1,2 метра / 60 дюймов
Лесоруб
Горячекатаный
#3
Этот столб теперь должен показывать уровень проезжей части / поворот поперек, что означает, что задняя плоская часть вперед перевернута V.
Шнурки Тайрона
Алмаз
#4
Я бы переделал основание задней бабки и установил стальные подступенки.
С уважением Тайрон.
Лесоруб
Горячекатаный
#5
Вот еще несколько фотографий на перекладине посредине.
Два грубых с самого начала после двух грубых проходов, чтобы разбить поверхность, а затем стороны, один зачистил перп до дна и параллельно скользящему ласточкиному хвосту (слева), а правый был слишком далеко, поэтому фрезерован это вниз. У меня был хороший день на мельнице, и я получил очень хорошую параллель при первой настройке и запуске, поэтому я пока оставлю все как есть, чтобы позже нанести наплавку.
Лесоруб
Горячекатаный
#6
Решил поделиться некоторыми достижениями на токарном станке.
В последний раз я работал над поперечным суппортом, и нужно было удалить довольно много материала, как изношенного, так и из-за того, что он не был «все квадратным и плоским» с самого начала, конечно, рабочие поверхности должны были быть в порядке, но стороны и верхняя плоскость за пределами территории комплекса было. . допускалось слабо..
Как бы то ни было, это было хорошей практикой очистки перед отделкой поверхностей скольжения.
На рисунках показаны различные этапы установки седла, выравнивания крестовины, разборки фартука, очистки и установки новых подшипников.
Компенсация износа и царапания станины была произведена путем повторного поднятия фартука путем фрезерования нижней стороны седла. Это была деликатная операция, так как нужно было удалить 0,25 мм. Это стало возможным из-за того, что передаточная шестерня холостого хода в фартуке, приводящая в движение ходовой винт с поперечным суппортом, значительно смещена в сторону, поэтому изменение вертикального расстояния влияет на фактическое расстояние между шестернями лишь на долю. Это и, скорее всего, «здоровая игра» с самого начала сделали это возможным.
Особое внимание было уделено обеспечению правильного контакта между фартуком и кареткой, чтобы не деформировать направляющие каретки при затяжке болтов фартука.
Наконец, поперечная балка была оснащена конической стрелой, и накопленный боковой зазор из-за износа и истирания составил прибл. 0,5 мм и был обработан эпоксидной смолой с приклеенной прокладкой из нержавеющей стали. Стрела была зачищена плоской для скольжения со стороны каретки и, в основном, плоской со стороны статики по направлению к полосе, что обеспечило равномерное контактное давление при регулировке стрелы в будущем на предмет износа.
Смазочная система успешно установлена и введена в эксплуатацию. Передний V-образный профиль смазывается с обеих сторон на обоих концах, поэтому V-образный профиль получает масло в четырех отдельных местах в отдельных Z-образных схемах.
Задняя плоская направляющая имеет по одному Z-образному рисунку с каждой стороны с индивидуальной подачей.
Поперечные направляющие подаются снизу, а существующая S-образная масляная канавка в днище поперечной направляющей постоянно жестко соединена с помощью поперечной канавки на противоположной поверхности каретки. Система
была куплена за границей, и я немного нервничал, сработает ли она, но пока я приятно удивлен. Распределение равномерное и своевременное. Единственным недостатком было бы то, что громкость на большой стороне, однако можно немного осторожно потянуть за рычаг.
Подгонка системы смазки, а также компоновка и прокладка деталей и трубопроводов были на самом деле главной задачей. Это также включало сверление нескольких отверстий и закупорку, направляющую масло туда, куда оно должно идти. Маслопровод, который находится «в воздухе», будет закрыт крышкой при окончательной установке, когда все будет покрашено. Торговля в этом положении, конечно, связана с вмешательством задней бабки, однако вылет задней бабки вполне достаточен, поэтому я пришел к выводу, что это был наименьший компромиссный компромисс. На разных токарных станках все может быть по-разному.
Это далеко не полный отчет о проекте, пожалуйста, не стесняйтесь задавать вопросы или комментировать, все и любой вклад приветствуется, и, поскольку это мой первый проект, я получил большую помощь и советы от нескольких на этом пути.
Далее не будет капитальный ремонт коробки передач, в основном чистка и замена всех подшипников и сальника. Реально больше всего добрался до плоской прокладки, с обратной стороны течет масло потихоньку.
Затем бабка и немного краски! Ах да, соединение тоже…
Лесоруб
Горячекатаный
#7
В основном фотографии системы смазки
Лесоруб
Горячекатаный
#8
В основном это и то…
Ричард Кинг
Алмаз
#9
Красиво! Скрапинг замечательный! Я так горжусь тем, что учащиеся так хорошо справляются со своими обязанностями и выполняют то, о чем я их прошу. «Передай дальше» 🙂 Это также показывает скептикам, что я помогаю индустрии. Мы также должны поблагодарить Практического Машиниста за предоставленную нам возможность поделиться.
Я бы сделал смазку немного по-другому, но если ты доволен, это все, что сейчас имеет значение. . Я бы провел одну трубку под седлом или внутри середины, где проходит гайка поперечной подачи. Другие машины делают это, если есть место. Если вы оставите это так (каламбур не предназначен), то лучше сделайте остановку TS, чтобы не попасть в трубу. Также вы должны сделать крышку для других труб, так как горячая стружка может когда-нибудь разрушить медные трубы.
Вы установили дозирующие форсунки в систему смазки или это прямая подача? Их еще называют измерительными приборами. Таким образом, они дозируют небольшое количество масла за раз, пока насос медленно выгружает масло. Вы проверяли прямоугольность поперечного салазка относительно спальных мест? Также помните, что сторона передней бабки (слева) на седле должна быть выше на 0,001 дюйма или 0,0254 мм, чем сторона задней бабки (справа), потому что левая сторона изнашивается быстрее, чем правая, потому что грязь ложится на левую сторону.
За небольшое использование, которое вы ему даете, плюс вы будете чистить пути, я уверен, что вы никогда не увидите износа. Эмпирическое правило заключается в том, что вы указываете или оставляете поверхности для катания немного выше, чтобы по мере износа они становились лучше, а не хуже. Как дела с дворниками? За многие годы работы и преподавания я советую своим ученикам использовать эпоксидный линолеум Phenolic в 1/2
задней бабки путем фрезерования зазора, чтобы вы установили минимум 0,040 дюйма или 1,016 мм или вставили вставку под хвост. -шток, как предложил Тайрон. Я никогда не расточил TS, чтобы выровнять его после очистки, я бы расточил или отточил отверстие TS и хромированную пластину или сделал новую (купил) новую иглу. Я также расточил и Mogiced отверстие на нескольких Monarch EE. Обязательно измерьте боковые и верхние стороны TS так, чтобы он был направлен вверх и к вам, чтобы компенсировать гравитацию и оттолкнуть. Минимум 0,0002″ — 0,005 мм до макс. .0005″ — 0,0127 мм. Обязательно добавьте масляные канавки под TS и сделайте войлочную прокладку, чтобы вставить в углубление нижней части TS 1/2 и масленку, если ее еще нет. Спасибо за посещение класс и поделиться тем, что вы узнали и что вы сделали сами (думая самостоятельно) 🙂 Rich
PS: Вы можете закрепить плоский груз на передней части задней части седла, чтобы уравновесить насос, если он весит больше нескольких фунтов. Лучше перестраховаться, чем потом сожалеть.
Шнурки Тайрона
Алмаз
#10
Вижу, у вас ошибка очистки. Это напоминает мне магазин, в котором я работал. Все виды необычных поверхностей были покрыты перьями или в виде полумесяца. Даже горки на скамье тиски. Сумасшедший. «Butterworth British Automatic Machine Tools» — они сделали хороший токарный автомат с кулачковым приводом. Давно прошли.
С уважением Тайрон.
Лесоруб
Горячекатаный
#11
Спасибо, Ричард, за быстрый и внимательный ответ, я постараюсь дополнить его.
Это действительно хорошая работа, и я думаю, что все идет хорошо, наверняка это будет намного лучше, чем с самого начала. Большое спасибо за то, что я начал с уроков в правильном направлении, и, конечно же, я получил много хороших советов по пути, некоторые из них здесь, многие от нашего местного Яна Сверре и других в нашем местном «сообществе парсинга», этому трудно научиться. самостоятельно.
Система смазки да, я очень доволен тем, что она работает! Ха-ха, трассировка была громоздкой, я пытался найти внутреннюю трассу вдоль винта поперечной подачи, но нет… И лезть под кровать было небезопасно, на случай, если она зацепится за что-то вне поля зрения. Но да, ТС — стоп, я добавлю резиновый буфер!
В системе смазки есть дозаторы, по одному для каждой отдельной подачи, за исключением переднего V-образного канала, где один дозатор обслуживает обе стороны V-образного канала, однако, учитывая смазываемые области, это достаточно хорошо.
Выравнивание
Я протестировал и измерил вперед и назад, но да, прямоугольность пересекается с направляющими станины, а также относительно шпинделя в горизонтальной плоскости и относительно плоскости шпинделя. Сделал некоторые из этих двойных и перекрестных проверок, чтобы убедиться, что я получил такие же / похожие результаты.
Средства защиты от износа
Как вы упомянули, я оставил 0,01 мм на плоской поверхности левой стороны седла, а также 0,01 мм на поперечной направляющей.
Также я пытался сделать так, чтобы скользящие поверхности располагались «посередине», чтобы предотвратить раскачивание. Это касается и кроватей седла.
Войлочные гадюки в седле подпружинены войлочными змеями толщиной ¼ дюйма. Я получил новый войлок для установки в них и сделал дополнительные запасные части, чтобы их можно было заменить.
На ТС нет вайперов из оригинала но планирую хоть что то туда поставить.
Что касается задней бабки в целом, то ствол и его запорный механизм кажутся в порядке, однако снизу имеется некоторый износ.
Я еще не решил, по какому маршруту идти, но я не могу ничего сделать (легко) посередине/разделить его, так как направляющая секция сужается в вертикальном направлении, что означает, что если я проложу ее там, я потеряю направляющую или я должен проложить это слишком.
Итак, сейчас он склоняется к предложению Тайрона (!) или просто поднимите переднюю бабку и соскребите ее прямо вниз. Я еще не поднимал его, но, судя по тому, что я видел, он должен сидеть на плоской поверхности, так что на самом деле в основном просто царапать его прямо вниз. Ого, нельзя чинить то, что не сломано…
(я рассматривал возможность химического покрытия Ni/PTFE, однако я не нашел никаких предыдущих ссылок на то, что это используется в этом приложении, и это немного похоже на добавление переменных к проблеме с известными решениями) , хотя приложение под ТС вроде бы подходит под него по характеристикам. )
Еще несколько фото
Седло поперечное скольжение перед, глубокий износ посередине. Оставив этот один плоским, вы можете увидеть рисунок масляной канавки с поперечного слайда, использованного для окончательной печати. Попеременно использовал кросслайд и SE во время царапания, после этого я немного разгрузил центральную часть кросслайда.
На Indicatorpics левая сторона выше.
И, наконец, окончательный синий цвет нижней части седла к дорожкам кровати.
Извините, если я путаю с седлом/повозкой…
Лесоруб
Горячекатаный
#12
Приспособление для износа слева и справа
Лесоруб
Горячекатаный
№13
Тайрон Шнурки сказал:
Я вижу, у вас есть ошибка соскребания. Это напоминает мне магазин, в котором я работал. Все виды необычных поверхностей были покрыты перьями или в виде полумесяца. Даже горки на скамье тиски. Сумасшедший. «Butterworth British Automatic Machine Tools» — они сделали хороший токарный автомат с кулачковым приводом.
С уважением Тайрон.
Нажмите, чтобы развернуть…
Ааа, это меня немного расстроило. Я также заметил вторичное состояние после проявления склонности к накоплению камней, предпочтительно винтажного гранита…
Ричард Кинг
Алмаз
№14
Соскоб выглядит как спецификация Jig Bore. Также Ян был моим первым европейским учеником, когда он посетил свой первый класс в 2013 году в Грузии, и именно он пригласил меня в Норвегию, Швецию и Данию в течение следующих 5 лет.
шарик
Алмаз
№15
Дровосек сказал:
Я еще не решил, по какому маршруту идти, но я не могу ничего (легко) сделать посередине/разделить его, так как направляющая секция сужается в вертикальном направлении, что означает, что если я проложу ее там, я потеряю направляющую или я должен проложить это слишком.
Итак, сейчас он склоняется к предложению Тайрона (!) или просто поднимите переднюю бабку и соскребите ее прямо вниз. Я еще не поднимал его, но, судя по тому, что я видел, он должен сидеть на плоской поверхности, так что на самом деле в основном просто царапать его прямо вниз.Нажмите, чтобы развернуть…
Недавно мне пришлось выровнять переднюю бабку (HS) и заднюю бабку (TS) моего цилиндрического шлифовального станка. Если возможно, вы хотите соскоблить на TS, потому что он намного легче, следовательно, его легче чистить, поднимать, очищать, чистить, поднимать, голубить, поднимать,. .. По сравнению с ним HS намного тяжелее, и поэтому он замедляет процесс.
Вы проверили выравнивание шпинделя HS относительно станины? Если это хорошо, то было бы разумнее найти способ шиммировать TS. С другой стороны, если выравнивание шпинделя HS относительно станины отключено, то вы можете с тем же успехом отшлифовать/зачистить HS, чтобы выровнять шпиндель с станиной. В этом процессе убедитесь, что HS немного ниже, чем TS. Затем вы можете очистить TS, чтобы он соответствовал HS.
Последнее редактирование:
Ричард Кинг
Алмаз
№16
Если вы посмотрите в Интернете PDF-файл книги Testing Machine Tools, написанной Джорджем Шлешингером. У него есть спецификации на токарные станки и другие станки. Раньше у меня была ссылка, но она перестала работать. На Scibd.com есть копия. Отдают на 30 дней. Я пожертвовал уже 2 раза, этого пока достаточно. Баллен прав. Перед тестированием HS необходимо убедиться, что станина и седло квадратные (не квадратные, а вогнутые). Все еще супер приятная работа. Спасибо. Богатый
PS: Баллен будет посещать один из австрийских классов. 🙂 Я подумал, что мы должны как-нибудь снова провести еще одно занятие в Скандинавии. Я тоже надеюсь когда-нибудь побывать там туристом. 🙂
Лесоруб
Горячекатаный
# 17
Спасибо за ваш вклад и поддержку!
Книга Шлейзингера лежит у меня на хранении, также распечатана настольная копия для изучения.
На данный момент измерения показывают, что все работы до сих пор находятся в пределах допусков, включая привязку шпинделя HS к станине (горизонтальная/вертикальная) и поперечный ход (только подбарабанья) и т. д. Однако, прежде чем констатировать это как неопровержимый факт, я хочу подтвердить это испытанием. — резка (например, тест с двумя шейками), а также тест на рабочую нагрузку, чтобы убедиться, что он стабилен и не смещается неожиданно при различной нагрузке.
На данный момент эти указания действительно поддерживают путь отказа от переработки ГС.
В ближайшее время я снова буду разбирать ТС и выложу несколько фотографий с первоначальными выводами и мыслями по этому поводу.
Шнурки Тайрона
Алмаз
# 18
Дровосек сказал:
Спасибо за ваш вклад и поддержку!
Книга Шлейзингера лежит у меня на хранении, также распечатана настольная копия для изучения.
На данный момент измерения показывают, что все работы до сих пор находятся в пределах допусков, включая привязку шпинделя HS к станине (горизонтальная/вертикальная) и поперечный ход (только подбарабанья) и т. д. Однако, прежде чем констатировать это как неопровержимый факт, я хочу подтвердить это испытанием. — резка (например, тест с двумя шейками), а также тест на рабочую нагрузку, чтобы убедиться, что он стабилен и не смещается неожиданно при различной нагрузке.
На данный момент эти указания действительно поддерживают путь отказа от переработки ГС.В ближайшее время я снова буду разбирать ТС и выложу несколько фотографий с первоначальными выводами и мыслями по этому поводу.
Нажмите, чтобы развернуть…
В книге Шлезингера вы не найдете «теста с двумя воротничками». Просто говорю.
С уважением Тайрон.
Лесоруб
Горячекатаный
# 19
Готово!
Привет всем,
Краткое обновление этого проекта. Сразу хочу поделиться, что дело подошло к концу и машина снова готова к эксплуатации. На самом деле я уже использовал его несколько раз, может быть, 50-60 часов, и это такая полная разница с тем, что было раньше.
Отрезка, которая была сложной задачей (карбид 3 мм / 1/8″), теперь похожа на то, как воткнуть нож в теплое масло. ..
Спасибо всем, кто внес активный вклад, а также всем, кто уже работал раньше и делился знаниями и вдохновением.
В качестве примечания я должен упомянуть по крайней мере некоторые части «истории о хвостовой бабке», так как это в значительной степени то, с чего я ушел в прошлый раз.
Нижняя часть кровати, конечно, потерта, не беспокойтесь. Однако верхняя поверхность нижней части была наклонена почти на 1 мм вниз по направлению к передней стороне станка. И отверстие ствола задней бабки было изношено, хотя сам ствол был хорош.
Решение этой проблемы:
Нижняя часть, я вырезал одну сторону внутренней V-образной направляющей, опустив ее, чтобы исправить наклон верхней поверхности.
Распределив все фрезерование по одной поверхности, я сохранил другую в «почти чистой форме», используя их в качестве эталона для совмещения во время шабрения, хотя на самом деле шабрение было в основном ступенчатым шабрением вбок.
Затем я подкрасил стык между нижней и верхней частью. Думаю, нижняя половина была отшлифована, а часть соскоблена. На самом деле не было никаких проблем, так что на самом деле в основном просто чистили, забивали камнями и указывали на некоторые высокие места.
Чтобы решить проблему с отверстием, я расточил его до большего размера и залил / впрыснул эпоксидную смолу направляющих скольжения против стального сердечника, сделанного до конечного размера -0,01, и тщательно заточил его до плотного прилегания.
CBlair
Алмаз
#20
Это была большая работа, и я так рад, что вы поделились с нами тем, что вы сделали. Похоже, вы действительно довольны результатами, и это делает все усилия такими полезными. Я должен сказать, что единственное, с чем я никогда не мог справиться с оборудованием Stanko, с которым я работал, это шум шестерен. Боже, эти вещи были громкими, надеюсь, твой токарный станок немного лучше, чем те, что я помню.
Все редукторные машины шумят, но даже плоскошлифовальный станок Stanko чертовски шумит. Конечно, это был гидронасос, визжащий, как души в муках. Ха Ха.
Чарльз
Общий | Нарезание резьбы на Станко 1А616 ?? | Практик-механик
Ксор
Алюминий
#1
Пытаюсь понять, как на этом станке нарезается резьба.
Переключение передач на левой стороне коробки передач вызывает у меня некоторые проблемы — я думаю, что некоторые из них я упускаю!
У меня есть только 2 поворотных механизма и 1 побольше для их соединения.
На двух поворотных шестернях сбоку выбито:
M2 20-55
и
M2 25-36
и количество зубьев на каждой отдельной шестерне… что означает «M2» для ?
У меня есть несколько копий некоторых таблиц о том, как настроить нарезание резьбы, и я вижу
упоминается номер какого-то зуба, которого у меня нет!
Итак, мой вопрос:
Сколько шестерен переключения обычно поставляется с машиной?
У меня только один набор (M2 20-55 и M2 25-36) или … ?
Вы можете увидеть некоторые фотографии здесь — перевод Google доступен справа
в строке меню:
Gevindskæring — веб-сайт Келда …
С уважением
KSor, Дания
чесапик
Алюминий
#2
Я только что приобрел Станко 1А616. Он продается дешево (расположен в Питерборо, Онтарио, Канада)
У вас есть руководство по эксплуатации?
Ксор
Алюминий
#3
Чесапик сказал:
Недавно приобрел Станко 1А616. Он продается дешево (расположен в Питерборо, Онтарио, Канада)
У вас есть руководство по эксплуатации?
Нажмите, чтобы развернуть.
Ага, у меня есть скан сервис мануала — около 40 картинок, 1 сторона пр. картинка = 73Мб.
Если ваш почтовый ящик может обрабатывать такой объем данных, я могу отправить их вам.
Мурзилка
Пластик
#4
Здравствуйте, у меня такая же машина. М2 означает «модуль» — часть диаметра, приходящаяся на один зуб. Это размер главной передачи (как шаг в имперской системе). Если ваш вопрос все еще актуален, я мог бы помочь в ручном переводе.
Виктор
Джокс
Пластик
#5
У вас случайно не сохранилась копия этого руководства для 1a616
Ксор
Алюминий
#6
Джокс сказал:
У вас случайно нет копии этого руководства для 1a616
Нажмите, чтобы развернуть…
Да, если вы напишите мне в личку, вы можете получить ссылку для загрузки с OneDrive.
Мичиганбак
Алмаз
#7
KSИли тебе действительно стоит чаще постить.
Бак
нимзо
Пластик
#8
Руководство Re Stanko
У меня тоже есть этот станок, и я бы очень хотел получить к нему руководство.
Могу я получить копию вашего руководства?
Ксор
Алюминий
#9
нимзо сказал:
У меня тоже есть эта машина, и я бы очень хотел получить к ней инструкцию.
Могу я получить копию вашего руководства?Нажмите, чтобы развернуть…
Да, если вы напишите мне в личку, вы можете получить ссылку для загрузки с OneDrive.
счастливчик
Пластик
#10
Можно мне тоже копию?
Текст 3 станка (1656)
До
металлу придается необходимая форма, он должен пройти ряд
процессов, таких как литье, прокатка, ковка, сварка, прошивка,
обрезки, прядения, гибки, волочения и т. д. Машины, которые работают на
поверхность металлической детали или снабдить ее канавками или отверстиями
или с резьбой, называются станками.
Наиболее распространенным станком, который можно найти почти в любой мастерской, является токарный станок,
при котором работа вращается вокруг своей оси во время работы режущего инструмента
в теме. Его основными частями являются: передняя бабка, которая обычно содержит
зубчатый механизм: патрон, в который зажимается заготовка; в
задняя бабка, которую можно перемещать вдоль станины для регулировки расстояния
между патроном и центром задней бабки; и карета
состоящий из суппорта и поперечного суппорта, на котором закреплена резцедержатель
с установленным инструментом. Скорость вращения токарного станка может быть
регулируется либо путем регулирования скорости двигателя, приводящего его в движение, либо
по редуктору. Автоматический револьверный токарный станок — это совершенство
обычный токарный станок. Его инструменты меняются автоматически. квалифицированный рабочий
при использовании токарного станка подключается токарь.
Другой
станки работают на плоских поверхностях, например, фрезерные станки,
а также строгально-фрезерные станки. На протяжном станке работает
протяжки, чтобы сделать некруглые отверстия. Круглые отверстия просверливаются
сверлильный станок или расточенный сверлильным станком или сверлильным станком. Механизм
станки для резки включают зубофрезерные станки, зубофрезерные станки,
зубодолбежные и зубошлифовальные станки. Резьбофрезерные станки есть
используется при производстве резьбы на валах и на других машинах
элементы; в то время как штамповочные машины производят штампы, которые используются
в процессе штамповки.
Все
в этих станках используются режущие инструменты, как правило, из быстрорежущей стали;
шлифовальные станки, с другой стороны, используют абразивы, такие как алмазы,
алмазная пыль, корунд, карбид кремния и др. Хонингование и притирка
машины также используют абразивы; они позволяют получить гладкую поверхность
менее 0,001 мм.
Наш
станкостроительные заводы выпускают токарные станки
тяжелого, среднего и легкого типов. Максимальный диаметр
заготовок, перевернутых над станиной, варьируется от 320
до 4000 мм.
Краткий
технические характеристики некоторых моделей токарных станков приведены ниже:
Обозначение модели
1А616
1К62
163
1А64
165
1660
1670
1680
Максимальный рабочий размер над станиной, мм
Расстояние
между центрами,
мм
шпиндель
диапазон скоростей,
р. п. м.
Масса
токарного станка, т (метрический)
320
710
33
к
2367
1.45
400
710
1000
1400
12,5
до
2000
2.1
2.3
2.4
630
1400
2800
10
к
1250
4
4.6
800
2800
7,5
к
750
11.8
1000
2800
5000
5
до
500
12,5
16. 0
1250
8000
3.15
к
200
55.4
1600
8000
2,5
к
160
126
2000
10000
от 2 до
128
137
перечисленные выше модели не включают в себя все разнообразие
типы и размеры токарных станков.
Так,
например, специальная модель Л-220
лабораторный токарный станок с высотой центра 350 мм и расстоянием
между
центры
1 500 мм могут быть успешно применены для
различные исследовательские работы, такие как изучение динамики
процесса резки или определения долговечности вольфрама
карбиды и другие режущие инструменты.
А
наиболее удобной и эффективной машиной является комбинация моделей
токарный станок для точения, фрезерования, сверления, шлифования, долбления,
и работы по заточке инструментов. Может использоваться как в стационарных
и передвижных ремонтных мастерских, на кораблях и т. д.
Текст
5
Im Интернет-магазин kaufen ▷ bequem & sicher |
- Zertifiziertes Umweltmanagement
- Производство и дизайн сделано в Германии
- Markenqualität seit 1958
- Сихерес Айнкауфен
Добро пожаловать в мир d-c-fix ®
МАГАЗИН
США – Амазонка
БЛОГ И ВДОХНОВЕНИЕ
Dein Onlineshop für Klebefolie & Home Decoration
Wenn im Handumdrehen aus der abgenutzten Kommode wieder ein echtes Decor-Highlight wird, die in die Jahre gekommene Duschkabine im neuen Look erstrahlt und die rustikale Küche modern pledrkwigtligel anderen Fliesens haben unsere Produkte von d-c-fix® wieder einmal bewiesen, dass große Veränderungen weder teuer noch langwierig sein müssen. Überzeuge Dich von unseren Dekofolien aller Art сразу в unserem d-c-fix® Onlineshop und erhalte noch mehr Anregungen für künftige Deko-Projekte.
Im Home-Decor-Bereich und bei DIY-Fans mit einer Vorliebe für Interior Design sind unsere vielfältigen Dekofolien bereits Weltweit ebenso bekannt wie geschätzt und eröffnen den Anwendern täglich zahlreiche neue kreative Horizonte. Unser d-c-fix® Sortiment ist sehr umfangreich und umfasst dabei Klebefolien mit einer Vielzahl unterschiedlicher Prints wie Holz- und Steinoptiken, grafischen Mustern sowie ausdrucksstarken Unis – иммерьте ориентацию и актуальную тенденцию Trends der Deko-Welt.
Neben den klassischen d-c-fix® Klebefolien zur Verschönerung alter Schrank-Fronten, Tischplatten oder Türen, sind zudem selbstklebende sowie statisch-haftende Fensterfolien Teil unseres Produkt-Programms. Abgerundet wird das Sortiment für Home-Decor-Liebhaber zudem durch selbstklebende Wandbeläge, Bodenfliesen sowie abwischbare Tischdecken & -sets – hier führen wir mittlerweile auch eine große Anzahl PVC-freier Produkte. Klick Dich einfach durch und entdecke sie im offiziellen d-c-fix® Online-Shop.
d-c-fix® Home Decoration online kaufen
Mit unseren selbstklebenden d-c-fix® Folien sind Deiner Kreativität keine Grenzen gesetzt. Mit ihrer Hilfe wirst Du im Handumdrehen zum DIY-Künstler und Home-Decor-Experten und kannst Deine ganz persönlichen Vorstellungen verwirklichen. So wird Dein Zuhause zum Unikat mit Wiedererkennungswert. Du hast Dich schon Lange an der Optik Deines Regals sattgesehen? Dann los und lass Deinem Sinn für Interior Design freien Lauf. Wie wäre es zum Beispiel mit einer Dekofolie в классическом современном Marmor-Optik? Wir versprechen: Dieses Decor kommt nie aus der Mode und passt zu vielen unterschiedlichen Einrichtungsstilen!
Falls Du mit Deiner Einrichtung bereits absolut zufrieden bist, sind vielleicht unsere Glas- und Funktionsfolien etwas für Dich. Die Folien für die Fenster sind z. B. nicht nur eine tolle Möglichkeit, Deine Fensterflächen optisch aufzuwerten – unsere Designs reichen von ornamentalen und grafischen Mustern bis zu Folien mit Milchglas-Effekt – sondern auch einen Eleganten Sichtschutz zu schaffen.
