Станок 1и611п: 1И611П Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Содержание
Паспорт на токарно-винторезный станок 1И611П / Токарные станки / Stanok-online.ru
Печать документации: Ижевский машиностроительный завод
Год печати документации: 1971
Количество папок: 1
Количество страниц, листов: 62
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Паспорт и руководство по эксплуатации токарного станка:
Содержание:
1. Назначение и область применения станка
2. Транспортировка станка
3. Фундамент и установка станка
4. Паспорт станка
5. Общие сведения
6. Основные данные
7. Основные размеры и посадочные места
8. Управление
9. Механика станка
10. Таблица настройки механизма подач
11. Рекомендации по нарезанию резьб, не указанных в таблице, с использованием механизма коробки подач
12. Настройка станка для нарезания резьб повышенной точности при прямом включении ходового винта
Настройка станка для нарезания резьб повышенной точности при прямом включении ходового винта
13. Деление при нарезании многоразовых резьб
14. Сведения о ремонте станка
15. Указания по ремонту
16. Изменения в станке
17. Конструкция станка
18. Кинематическая схема
19. Спецификация зубчатых и червячных колёс, червяков, винтов и гаек
20. Спецификация подшипников качения
21. Схема расположения подшипников
22. Спецификация узлов станка
23. Описание конструкции отдельных узлов станка
24. Электрооборудование станка
25. Общие сведения
26. Описание работы электросхемы
27. Защита и блокировка
28. Указания по монтажу и эксплуатации электрооборудования
29. Принципиальная электросхема
30. Монтажная электросхема
31. Спецификация электрооборудования
32. Смазка станка
33. Схема смазки станка
34. Спецификация к схеме смазки
Спецификация к схеме смазки
35. Подготовка станка к первоначальному пуску и указания по технике безопасности
36. Регулировка станка
37. Особенности разборки и сборки станка при ремонте
38. Спецификация и чертежи быстроизнашивающихся деталей
39. Ведомость комплектации
40. Акт приёмки
Схемы и чертежи станка:
— Установочный чертёж
— Суппорт чертёж
— Шпиндель чертёж
— Пиноль задней бабки чертёж
— Расположение органов управления чертёж
— Чертёж сменных шестерён
— Общая компоновка станка
— Цанговый зажим чертёж
— Размещение электрооборудования на станке
— Принципиальная электросхема
— Монтажная электросхема
— Схема расположения подшипников
— Схема смазки станка
— Регулирование подшипников качения
— Регулирование натяжения ремней
— Регулирование зазора в гайке поперечного суппорта
— Сухарь чертёж
— Гайка чертёж
— Втулка чертёж
— Колесо червячное чертёж
Краткое описание станка:
Универсальный токарно-винторезный станок повышенной точности модели 1И611П предназначен для выполнения различных токарных работ, выполняемых в центрах и в патроне, для нарезания метрических, дюймовых и модульных резьб. Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) более высокого класса, чем обычные токарные станки. После вскрытия упаковки следует проверить наружное состояние узлов и деталей станка, наличие всех принадлежностей и других материалов, согласно упаковочной ведомости. Для устранения опасностей повреждения деталей станка распаковочным инструментом, вскрытие ящика рекомендуется производить в следующем порядке, вначале снимается верхний щит упаковочного ящика, а затем боковые. Внутризаводскую транспортировку распакованного станка краном следует производить согласно схеме транспортировки, при этом необходимо следить за тем, чтобы не были повреждены выступающие части его. Натянутые канаты не должны касаться легко деформируемых деталей, маховичков, обработанных частей, острых углов деталей, консольно укрепленных узлов и т. п. Для этого в соответствующих местах под канаты подкладываются деревянные бруски. Для транспортировки рекомендуется использовать пеньковые канаты, по прочности обеспечивающие поднятие веса, указанного на схеме транспортировки.
Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) более высокого класса, чем обычные токарные станки. После вскрытия упаковки следует проверить наружное состояние узлов и деталей станка, наличие всех принадлежностей и других материалов, согласно упаковочной ведомости. Для устранения опасностей повреждения деталей станка распаковочным инструментом, вскрытие ящика рекомендуется производить в следующем порядке, вначале снимается верхний щит упаковочного ящика, а затем боковые. Внутризаводскую транспортировку распакованного станка краном следует производить согласно схеме транспортировки, при этом необходимо следить за тем, чтобы не были повреждены выступающие части его. Натянутые канаты не должны касаться легко деформируемых деталей, маховичков, обработанных частей, острых углов деталей, консольно укрепленных узлов и т. п. Для этого в соответствующих местах под канаты подкладываются деревянные бруски. Для транспортировки рекомендуется использовать пеньковые канаты, по прочности обеспечивающие поднятие веса, указанного на схеме транспортировки.
Зажав в патроне или центрах обрабатываемое изделие, надо установить требуемое число оборотов шпинделя в минуту рукояткой передней бабки и маховичком. Различные подачи по ходовому валику (при точении) или ходовому винту (при нарезании резьбы) настраиваются установкой соответствующих сменных шестерен гитары и изменением положения рукояток коробки подач. На таблицах, укрепленных на корпусе передней бабки и крышки гитары, представлены резьбы и подачи, возможные на станке. При погрузке и выгрузке краном ящика ни в коем случае не допускаются: сильный наклон его в стороны, удары дном или боками, сильные сотрясения и рывки при подъеме и опускании. В случае погрузки и выгрузки упакованного в ящик станка по наклонной плоскости на канатах, угол наклона его должен быть не белее 15°. При этом не допускается:
— подкладывать под ящик катки диаметром более 70 мм;
— ставить ящик на ребро, кантовать и сильно наклонять его;
Перед пуском станка или после капитального ремонта следует:
— ознакомить обслуживающий персонал с настоящим руководством;
— выполнить все указания, изложенные в предыдущих разделах настоящего руководства;
— наполнить маслом все узлы станка до уровня масло указателей;
— смазать все вращающиеся и трущиеся части станка, залить масло во все масленки и во все предусмотренные для смазки отверстия;
— проверить работу ручного насоса фартука;
— при вращении рукоятки насоса масло должно подаваться к маточной гайке и пульсировать в смотровом глазке фартука;
— включить станок на 3-4 минуты и проверить поступает ли смазка ко всем смазываемым точкам;
— особое внимание необходимо обратить на подачу масла к опорам шпинделя. Проверить и устранить утечку масла;
Проверить и устранить утечку масла;
— остановить станок и спустя 4-5 минут, при необходимости, дополнить масло во все узлы станка до уровня маслоуказателей;
— предварительно ознакомившись с назначением рукояток управления, следует проверить от руки работу всех механизмов станка;
— после подключения к сети, станок необходимо проверить на холостом ходу, после чего можно приступить к настройке станка для работы;
Токарно-винторезный станок 1И611П: характеристики, устройство, паспорт
1П611 Станок токарно-винторезный повышенной точности универсальный. Назначение и область применения
Разработчик токарно-винторезный станок 1П611 – Одесский станкостроительный завод. Начало серийного производства – 1968 год.
Универсальный токарно-винторезный станок 1П611 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве.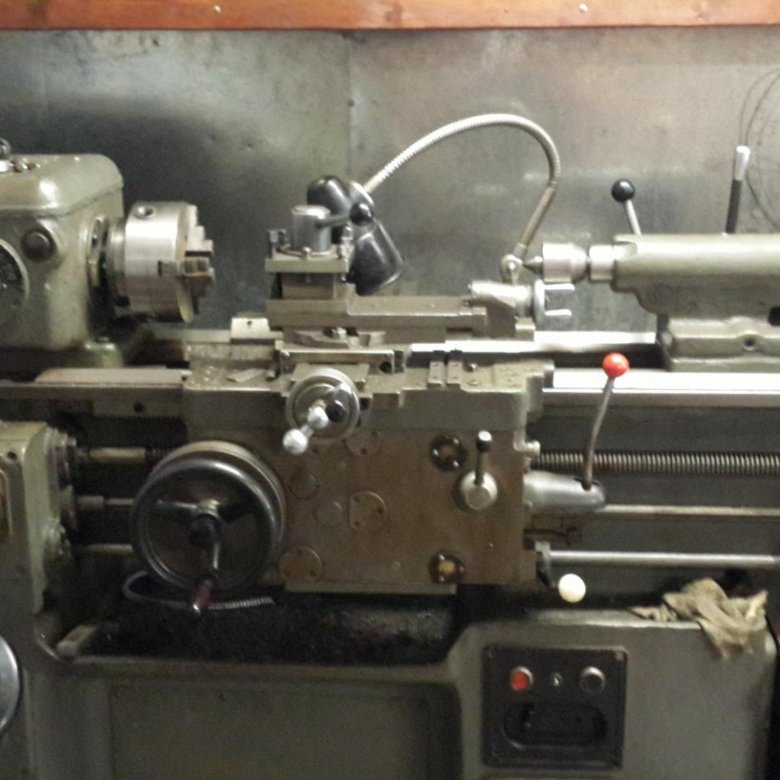 Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Станок обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах;
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности;
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне;
- Наружное и внутреннее шлифование деталей в центрах и патроне.
Паспорт станка 165
Данное руководство по эксплуатации (Паспорт станка 165) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж, установка
Технический паспорт станка
- Основные данные
- Суппорт
- Задняя бабка
- Дополнительные данные
- Привод
- Муфты трения
- Спецификация основных групп станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Механизм главного движения
- Механизм подач
- Сменные зубчатые колеса
- Механизм подач
- Насосы
- Изменения в станке
- Капитальные ремонты
- Спецификация принадлежностей и приспособлений
Краткое описание ставка
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт и каретка
- Фартук
- Коробка подач
- Гитара
- Патрон
- Люнеты
- Охлаждение
Электрооборудование станка
- Общие сведения
- Описание электропривода и схемы управления
- Включение и отключение электрооборудования станка
- Главный привод
- Привод подач
- Привод охлаждения
- Обслуживание электрооборудования станка
- Возможные неисправности электрооборудования станка и меры их устранения
- Спецификация электрооборудования
Смазка станка
- Спецификация к схеме смазки станка
- Указания по обслуживанию и краткое описание смазочной системы станка
Подготовка станка к первоначальному пуску
Техника безопасности
- Технические средства безопасности, предусмотренные в конструкции станка
- Правила техники безопасности по эксплуатации станка
Регулировка станка
- Регулировка подшипников шпинделя
- Регулировка предохранительной муфты фартука
- Регулировка зазора в направляющей верхней и нижней половинах гайки ходового винта
- Схема расположения штуцеров электромагнитных муфт и регулировка
- Регулировка натяжения ремней главного двигателя
Спецификация подшипников качения и важнейших подшипников скольжения
Спецификация быстроизнашивающихся деталей
- Символы, нанесенные на таблицах станка
- Акт приемки универсального токарно-винторезного станка
Скачать паспорт токарно-винторезного станка 165 в хорошем качестве можно по ссылкам расположенным ниже.
Общие сведения
На станке установлены три трехфазных асинхронных электродвигателя:
Электродвигатель главного привода 1Д.
Электродвигатель смазки 2Д.
Электродвигатель насоса охлаждения ЗД.
Электродвигатели и аппаратура рассчитаны на включение в сеть с частотой и номинальным напряжением, соответствующим заказу. Напряжение местного освещения 36 в. и цепи управления 127 в. Динамическое торможение напряжением 60 в. постоянного тока.
Рисунок – Монтажная электросхема
Описание работы электросхемы
Подключение электрической части станка к сети осуществляется пакетным выключателем ВС. Затем кнопкой 2КУ через магнитный пускатель П происходит включение электродвигателя смазки 2Д. После этого рукояткой валика управления, который связан с конечными выключателями 1КВ и 2КВ, осуществляется включение главного привода 1Д через реверсивный магнитный пускатель В (вперед) или Н (назад).
Рисунок – схема электрическая принципиальная
После включения одного из пускателей В или Н включается реле времени РВ и замыкает свой нормально разомкнутый контакт, подготавливая цепь для динамического торможения через пускатель Т. Пускатель Т включается после установки рукоятки валика управления в нейтральное положение через нормально замкнутые контакты конечных выключателей 1KB, 2КВ и магнитных пускателей В, Н. При этом катушка реле времени отключается, а его контакт размыкается с выдержкой времени и отключает пускатель Т.- Величина выдержки времени настраивается на время, необходимое для полного останова электродвигателя главного привода 1Д, но не более 2,5 сек, так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора. Динамическое торможение происходит путем подачи постоянного тока через селеновый выпрямитель СВ в обмотку статора электродвигателя. Конечный выключатель КТ служит для притормаживания электродвигателя 1Д в момент переключения шестерен редуктора на ходу. Включение электронасоса охлаждения производится пакетным выключателем ВН при работающем электродвигателе смазки 2Д. Включение освещения осуществляется тумблером ВО.
Пускатель Т включается после установки рукоятки валика управления в нейтральное положение через нормально замкнутые контакты конечных выключателей 1KB, 2КВ и магнитных пускателей В, Н. При этом катушка реле времени отключается, а его контакт размыкается с выдержкой времени и отключает пускатель Т.- Величина выдержки времени настраивается на время, необходимое для полного останова электродвигателя главного привода 1Д, но не более 2,5 сек, так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора. Динамическое торможение происходит путем подачи постоянного тока через селеновый выпрямитель СВ в обмотку статора электродвигателя. Конечный выключатель КТ служит для притормаживания электродвигателя 1Д в момент переключения шестерен редуктора на ходу. Включение электронасоса охлаждения производится пакетным выключателем ВН при работающем электродвигателе смазки 2Д. Включение освещения осуществляется тумблером ВО.
Защита и блокировка
Защита электрооборудования станка от коротких замыканий обеспечивается плавкими предохранителями 1ПП, 2ПП, ЗПП, 4ПП.
Защита электродвигателей 1Д и 2Д от перегрузки осуществляется тепловыми реле 1РТ и 2РТ.
Нулевая защита схемы обеспечивается пускателем П. В схеме предусмотрены электрические блокировки магнитных пускателей с целью исключения возможности одновременного их включения.
Эксплуатация электрооборудования
При эксплуатации электродвигателей необходимо обращать внимание на их смазку. Не реже двух раз в год проверять шарикоподшипники и заменять старую смазку новой
Промывать подшипники следует бензином, употребление керосина не допускается. В случае сильного износа шарикоподшипники должны быть заменены новыми.
Электродвигатели и аппаратуру необходимо регулярно очищать от пыли и грязи сухой тряпкой. Во избежание разъедания слоя изоляции не допускается промывать обмотки электродвигателей бензином или керосином.
Не реже одного раза в декаду следует проверять состояние контактных соединений и проводов, подводящих ток к электродвигателям.
Необходимо также проверять плотность контакта болта заземления. Следить за исправностью магнитных пускателей, своевременно подчищать подгоревшие контакты наждачным полотном или бархатным напильником. Смазывать контакты нельзя. Износившиеся контакты должны быть своевременно заменены новыми.
Следить за исправностью магнитных пускателей, своевременно подчищать подгоревшие контакты наждачным полотном или бархатным напильником. Смазывать контакты нельзя. Износившиеся контакты должны быть своевременно заменены новыми.
Коррозия на магнитопроводах электроаппаратов вызывает усиленное гудение, поэтому их рабочие поверхности периодически должны смазываться машинным маслом и затем протираться насухо.
Не рекомендуется выключать станок пакетным выключателем ВС во время его работы.
В случае отключения электродвигателя тепловым реле необходимо выявить причину и после 15-минутного перерыва кнопкой включить тепловое реле. Только после этого можно продолжать работу.
Тепловые реле имеют регулировку в пределах 25% от номинального тока.
ОТ-5 Вариатор токарно-винторезного станка
Вариатор токарно-винторезного станка от-5
Вариатор (бесступенчатая коробка скоростей)
Вариатор состоит из собственно вариатора и двухступенчатой коробки скоростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приводится во вращение фланцевым электродвигателем через зубчатую полумуфту. Вторая половина муфты выполнена заодно с валом 2, на котором установлены неподвижный (в осевом направлении) диск 4 и подпружиненный скользящий диск 3, образующие ведущий шкив вариатора. От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
Кроме ведомого шкива, на валу 7 расположены зубчатые колеса 8 и 9. Зубчатое колесо 9 снабжено наружным и внутренним зубчатым венцом полумуфтой. Зубчатое колесо 8, перемещаясь по шлицам вдоль вала 7, переключает диапазоны скоростей выходного вала вариатора. На этом валу посажен ведущий шкив клиноременной передачи, связывающей вариатор с передней бабкой. Для натяжения передачи корпус 11 коробки скоростей вариатора может поворачиваться на стакане 10, закрепленном на корпусе 1 вариатора. Поворот корпуса 11 производится при помощи стяжной гайки 21, после чего корпус закрепляется винтами на стакане 10.
Механизм управления вариатором и коробкой скоростей расположен сверху на корпусе вариатора. Маховичок 12 управляет перемещением скользящего диска 6, рукоятка 16 служит для переключения шестерен в коробке скоростей. Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов, нанесенных на прозрачном щитке, расположенном над лимбом. При переключении скоростей вариатора щиток перемещается вместе с рукояткой 16. Для отсчета следует пользоваться той парой указательных штрихов, которая в данный момент находится в верхнем положении.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
- Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
- Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.
Габариты станка отличаются относительной компактностью. Длина установки – 1, 77 м; высота – 0, 97 м; ширина – 1,3 м. Вес устройства – 1120 кг. Эти показатели значительно расширяют область применения данного механизма. Установку этого типа одинаково успешно используют в небольших мастерских и на внушительных предприятиях.
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Электрооборудование
Отдельно стоит описать и строение электрооборудования данного станка.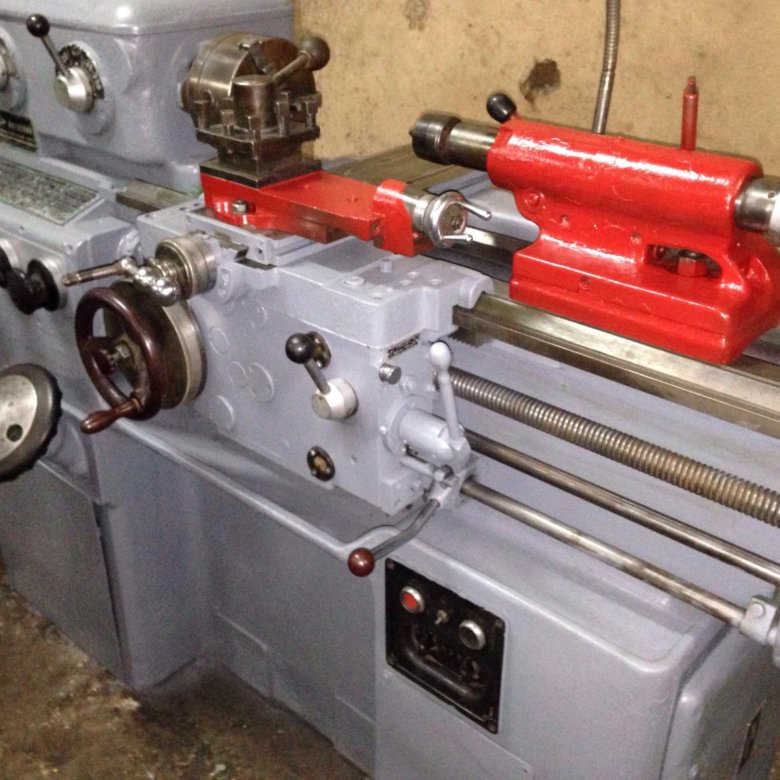 Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
- За главное движение.
- За смазку ключевых узлов устройства.
- За применение охлаждающей жидкости.
Асинхронные двигатели устройства приводятся в движение от трехфазной электросети и включаются при помощи включателя пакетного типа. Двигатель, который отвечает за подачу смазки к механизмам устройства, приводится в действие магнитным включателем. Для запуска «главного» двигателя используют специальную рукоятку.
Двигатель, отвечающий за систему охлаждения, также приводится в действие только после включения системы подачи смазки. Этот электродвигатель запускают при помощи включателя с надписью «ВН». Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» – включает освещение обрабатываемой зоны, а «КТ» – сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
Рис. 1.2 Электросхема станка токарного 1и611п.
Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.
Передняя бабка с блокировочным механизмом.
Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.
Шпиндель
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.
Перечень элементов смазки станка
- 2. Маслораспределитель – 1И611ПУ.20.000
- 4. Маслоуказатель – ИЖ250П.21.315
- 9. Пробка ИЖ 49. – 1-33
- 10.
 Насос шестеренный – 1И611.72.000
Насос шестеренный – 1И611.72.000 - 11. Бак – 1И611.72.101А
- 12. Маслоуказатель – ИЖ250П.2I.315
- 13. Фильтр магнитный – 1И611.17.503
- 14. Крышка – 1И611.72.102B
- 15. Фильтр – 1И611. 72. сб. 1
- 16. Предохранительный клапан – 1И611.72.111
- 17. Пробка – 1И611.15.157A
- 18. Маслоуказатель – 1И611.15.302
- 19. Пробка КГ1/2″ – Г0СТ12719-67
- 20. Резервуар – 1И611ПУ.50.011Б
- 21. Насос плунжерный – 1И611ПУ.50.000
- 22. Штуцер – 1И611.10.159
- 23. Пробка К 3/8″ – С98-3
- 24. Маслоуказатель – 1И611ПУ.56.000
- 25. Крышка – 1И611ПУ.56.114
- 33. Пробка – Ml6x1,5 С98-4
- 38. Маслоуказатель – 1И611ПУ.50.301
2 Некоторые технические характеристики агрегата
Над суппортом 1И611П можно обрабатывать металлические заготовки диаметром до 12,5 см, над станиной – до 25. При этом максимальная длина детали равняется 50 см. Шпиндель станка в прямом направлении способен вращаться со скоростями от 20 до 2000 оборотов в минуту. Внутренний конус в шпинделе имеет размер Морзе 4, а сечение его внутреннего отверстия составляет 2,5 см.
Внутренний конус в шпинделе имеет размер Морзе 4, а сечение его внутреннего отверстия составляет 2,5 см.
Пределы подач:
- от 0,01 до 1,8 мм/мин – продольные;
- от 0,005 до 0,9 мм/мин – поперечные.
Каретка станка характеризуется максимальной длиной хода 50 см. Быстрых перемещений суппорта в агрегате не предусмотрено. Полный вес установки составляет более 1100 килограммов при размерах 1770 на 970 на 1300 мм (соответственно длина, ширина и высота).
Указанные характеристики, внесенные в паспорт станка, обуславливают сферу его применения на судах, в мобильных мастерских, в многоэтажных строениях, где он используется для получистовых и чистовых операций в мелкосерийном и единичном производстве.
Как работать со станком
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети
Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
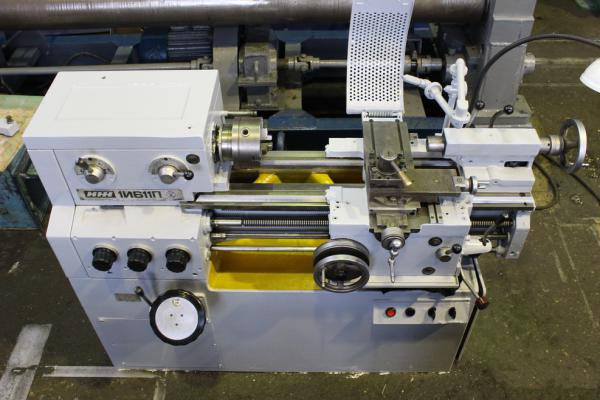
Описание и назначение
Проектантом этого оборудования выступил станкостроительный завод расположенный в Одессе. Это оборудование применяют для точения заготовок устанавливаемых в патрон, цанги или зажимаемые в конусных центрах. На этом устройстве допустимо точить заготовки, выполненные из разных сортов металла – черного или цветного.
Станок 1П611 приспособлен для нарезания основных типов резьбы.
Это оборудование нецелесообразно для выполнения черновых операций. Чаще всего его применяют для производства чистового и получистового точения. Оптимальная сфера использования этого станка это ремонтные подразделения, в том числе и передвижные, а так же на судах морского и речного флота.
На этом оборудование допустимо выполнять следующие технологические операции:
- точение цилиндрических и конических изделий;
- фрезерование заготовок с помощью концевого инструмента, зажимаемого в патрон;
- обработку сквозных и глухих отверстий;
- шлифовка внутренних и внешних поверхностей заготовок.
Одна из особенностей этого оборудования заключается в том, что у него широкий диапазон числа оборотов и подач, который обеспечивает высокую производительность итруда с надлежащим качеством точения.
Система управления
Для эффективной и безопасной работы со станком необходимо детально изучить его паспорт и знать следующие нюансы:
- Ходовой винт станка смазывается в автоматическом режиме.
- Скорость вращения шпинделя выбирается оператором перед началом обработки металла.
- Приводные ремни можно менять, не прибегая к разборке шпиндельного узла.
- Для выполнения фрезерных работ на поперечной каретке суппорта устанавливают соответствующий механизм.
 Для более точных движений суппорта задействуют верньер.
Для более точных движений суппорта задействуют верньер. - Суппорт двигается в том направлении, в котором отклонена ручка управления (мнемонический принцип работы).
- На тыльной стороне станка нет никаких рычагов и узлов управления. Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
Рис 1.3 Система управления.
Republished by Blog Post Promoter
Краткие сведения о производителе
Команда конструкторов Одесского станкостроительного завода разработала новый токарно-винторезный станок. От аналогов он отличался высокой точностью обработки. В 1968 году модель 1П611 была запущена в производство.
Проектно-конструкторская документация была передана на Саратовский станкостроительный завод. Станки выпускались одновременно и отличались фактически только табличкой на передней бабке. На ней указывалось название завода-производителя.
После 1995 года станкостроительные заводы в Одессе были приватизированы, производство сократилось. В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
Саратовский завод продолжает выпускать токарные станки и другое металлообрабатывающее оборудование высокой точности под маркой Samat. Простые модели с ручным управлением ушли в прошлое. Теперь на СВСЗ – Средневолжском заводе, производят станки с ЧПУ, автоматизированные линии.
Б/У | Станки (производство чипов) | Продажа
- Главная
- Производители
- Продажа машин
- Аукционы/ликвидации
- Свяжитесь с нами
[
{
«description»: «Asset Exchange имеет широкий выбор бывших в употреблении станков для производства стружки для продажи, таких как поворотные столы, столы / угловые пластины, устройства подачи прутка и многое другое от таких брендов, как Awea, Baron, Caser и других. Посетите наш сайт, чтобы запросите предложение сегодня.»,
Посетите наш сайт, чтобы запросите предложение сегодня.»,
«twitter:description»: «Asset Exchange имеет широкий выбор бывших в употреблении станков для производства стружки для продажи, таких как поворотные столы, столы/угловые пластины, устройства подачи прутка и многое другое от таких брендов, как Awea, Baron, Caser и других. Посетите наш сайт, чтобы запросить котировку сегодня.»,
«twitter:image»: «https://assetexchangeinc.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBOU43R1E9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—ab01044e422636c61ca27f78b67e2f947a6ce914/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/Machine%20Tools%20(Chip).png»,
«twitter:title»: «Бывшее в употреблении | Станки (производство чипов) | На продажу | Обмен активами»,
«twitter:card»: «резюме»
},
{
«og:description»: «Asset Exchange имеет широкий выбор бывших в употреблении станков для производства стружки для продажи, таких как поворотные столы, столы/угловые плиты, устройства подачи прутка и многое другое от таких брендов, как Awea, Baron, Caser и других. Посетите наш сайт, чтобы запросить котировку сегодня.»,
Посетите наш сайт, чтобы запросить котировку сегодня.»,
«og:image»: «https://assetexchangeinc.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBOU43R1E9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—ab01044e422636c61ca27f78b67e2f947a6ce914/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/Machine%20Tools%20(Chip).png»,
«og:title»: «Бывшее в употреблении | Станки (производство чипов) | На продажу | Обмен активами»,
«og:locale»: «en_US»,
«og:site_name»: «Корпорация по обмену активами»,
«og:type»: «веб-сайт»
}
]Б/у | Станки (производство чипов) | Продажа | Биржа активов
Подробнее…
Бренды
Подробнее…
5 ‘x 15’ Пластина пола
Аксессуары/угловая тарелка
Стокол №: 65673
5 ‘x 15’ Плотля
0
20202020202020202020202020 2020202020202020 20202020202020202020202020202 5 ‘x 15’
Размер
—
Ширина
—
Длина
—
Толщина
5 ‘x 25’ Пластина пола
ТАКСЕСЕЛЬНЫЕ ТАЛОВЫ : 65674
Напольная плита 5 x 25 футов
5 ‘x 25’
Размер
—
Ширина
—
Длина
—
Толщина
AB MARWIN HPF6108 Power Center 5 AXIS DUSTER COLMON CENTION
. Axis
Axis
Сток №: 91077
AB MARWIN HPF6108 Центр мощности 5 Осина.0014 Многошпиндельные дрели
Артикул: 11281
1″ Acme Gridley RAN-6 Автоматический многошпиндельный винтовой станок
Automatics-Screw Mult. Spdl
Артикул #: 50170
Мощность 190, меньше —
HOLE DIA
—
# Spindles
—
Power
1 «
Размер
6″ Model Gridle Чакерс Мульт. Спдл
Артикул: 67549
6-дюймовые патроны, 8 шпинделей, высокоскоростное сверление, нарезание резьбы, 947 об/мин, 40 л.с.
Automatics-Chuckers Mult. Spdl
Артикул: 68372
ACME Gridley RB-6
Automatics-Chuckers Mult. Spdl
Артикул: 68892
26″ x 12″ x 5″ ACRAMILL Southwestern Industries AM2V Proto Trak Вертикальный фрезерный станок с ЧПУ (1994)
Mills-Vertical CNC
Инвентарный #: 11226
SWI Proto Trak CNC, Power Draw Bar, 3 HP, 9″ x 42″ Стол Инвентарный номер: 65800
Модель Agie AgieCut Sprint 70 Проволочный электроэрозионный станок с ЧПУ С: Agiematic D CNC Control
—
Power Pack
—
Размер стола-W
—
15 Стол-
5
11,8 дюйма
X
AGIE DEM 425 CNC Wire Type EDM
Elect Discharge-CNC Wire Type
Артикул: 60735
X9-3/4″ X4-3/4″
11,8′ «x 9,8» Agie Mondo 20 Грузило с ЧПУ Futura IV EDM
Грузило Elect с разгрузочным поршнем
Артикул: 61867
Отлично!
24″ X 14″
Размер
—
Блок питания
—
Размер стола-W
—
Тип стола Размер-L 904 2009 г.
Elect Discharge-CNC Wire Type
Артикул: 50038
Номинальная скорость 47 дюймов кв./ч — AgieVision Control, версия 5 — операционная система Windows
Артикул: 54587
23 x 15 x 14 дюймов AgieCharmilles Cut 30 Электроэрозионный электроэрозионный станок с ЧПУ (2008 г.)
6-дюймовый патрон Akebono Minc-26 Gang Style Токарно-винторезный станок с ЧПУ
Токарные станки с ЧПУ
Номер по каталогу: 61649
Групповое исполнение, отверстие 1 1/16 дюйма, цанга 5C, Fanuc 0-T CNC
ALLEN 2-шпиндельный сверлильный станок
20 x 14 x 18 дюймов Amera Seiki Model DTM-40 Сверлильный центр с ЧПУ (1998 г.) 500 м ЧПУ
20 дюймов
Ход X
14IN
Y Travel
18in
Z Travel
Amera Seiki VAS-3 CNC VMC
ОБЫЧКИ ЦЕНТРА
size
—
X Travel
—
Y Travel
—
Z Travel
American Model 16X102 Series C Heavy Duty Engine Lathe
Lathes-Engine
Stock #: 54378
насадка конуса, устойчивый REST
18 «x 201»
Размер
18IN
Swing
102IN
Центры
—
Spindle Bore
26 «X 9001
Lathe-ingine
Стоки №: 69233
26 «Качание, 18» над поперечным слайдом, устойчивый отдых, тяжелый хвоста
15 «Чак
Размер
26 дюймов
Качание
900IN
26 дюймов
Качание
900IN
900 дюймов
. 0020 Центры
0020 Центры
2IN
Спиндельный отверстие
49 «x 108» Американская 4025 Блок Плотая Кенс Платанный слой
Платание CNC
Стоки №: 61693
2 AXIS, Flat Pred, FanCUC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OTC OT » x 108″
size
49in
Swing
108in
Machining Length
2
# Axis
20″ X 98″ American Pacemaker Style E Engine Lathe
Lathes-Engine
Stock #: 61751
(3) Чапки, прикрепление конуса, устойчивый отдых, 30 л.с.
20 «x 98»
Размер
—
Swing
—
Центры
—
SPINDLE BORE
—
BORE
—
.
Lathes CNC
Запас №: 62099
Американский
Американская единица
Плачки CNC
Стоковой0015
Запас №: 54683
248in
x Travel
47IN
Y Travel
84IN
Z Travel
169 «x 47» x 59 «Модель Anayak Model HVM5000-P.

Обрабатывающие центры, вертикальные
Артикул: 54072
5 Торцевой обрабатывающий центр, 10000 об/мин, конвейер для стружки, Heidenhain CNC
22″ поворотный X 39,3″ Andrychow Модель TUG-54MN / 2 Токарный станок с плоской станиной 0 C06MN / 2NC 2
Токарные станки-двигатель
Артикул: 68673
Поворот 22,05 дюйма, центры 39,3 дюйма, 3000 об/мин, 8-позиционная револьверная головка, ЧПУ Siemens 810D.
17 «x 80»
Размер
—
Swing
—
Центры
—
Спинделе
Угол Пластины 125 x 41
Аккуренсия. #: 88472
УГЛОВЫЕ ПЛАСТИНЫ 60″ X 170 3-секционные угловые плиты
Принадлежности-столы/угловые пластины
Артикул #: 88471
60×170
размер
—
Ширина
—
Длина
—
Толщина
904 — Токарные станки | Машинный концентратор
Запрос a Quote
Название: 22 ‘x 80’ Tarnow Gap Degine Tarte: Stock #73479
Тип: Lathes, двигатель
.
Модель: 3549
Год: Нет в списке
Сообщение
Информация
Имя*
Требуется имя
Фамилия*
Требуется фамилия
Страна*
United StatesCanadaMexicoAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamas TheBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo The Democratic Republic Of TheCook IslandsCosta RicaCote D»Ivoire (Ivory Coast)Croatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaExternal Territories of AustraliaFalkland ОстроваФарерские островаОстрова ФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияЮжные французские территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернси и ОлдерниГвинеяГвинея-Бис sauGuyanaHaitiHeard and McDonald IslandsHondurasHong Kong S.
