Станок 6р11 технические характеристики: 6Р11 Станок консольно-фрезерный вертикальный. Паспорт, схемы, описание, характеристики
Содержание
Горизонтально фрезерный станок 6К81Г
Горизонтально фрезерный станок 6К81Г предназначен для выполнения всех видов фрезерных работ на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства.
Наличие механизма зажима инструмента и ряда дополнительных приспособлений и принадлежностей позволяет существенно расширить технологические возможности станков.
Уверенный привод главного движения и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента.
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве. Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Комплектация за дополнительную плату
| Наименование | Модель |
| Тиски станочные поворотные (с ручным приводом) | 7200-0220-02 |
| Стол поворотный круглый Ф 250 | 7204-0003 |
| Универсальная делительная головка УДГ-Д 250 | 7036-0053 |
| Патрон цанговый (с комплектом цанг) //конус 7:24 № 40// | 6Д82Ш. 100.160 100.160 |
| Патрон цанговый (с комплектом цанг) //конус 7:24 № 50// | 6Д12.100.160 |
| Шомпол (в сборе) L= 455 мм, М 12 | 6Д82Ш.100.150 |
| Шомпол (в сборе) L= 500 мм, М 10 | 6Д82Ш.100.170 |
| Оправка //конус 7:24 № 40// Ф 16 для торцовых фрез | 6К82Ш.100.110 |
| Оправка //конус 7:24 № 40// Ф 22 для торцовых фрез | 6К82Ш.100.120 |
| Оправка //конус 7:24 № 40// Ф 27 для торцовых фрез | 6К82Ш.100.130 |
| Оправка //конус 7:24 № 40// Ф 32 для торцовых фрез | 6К82Ш.100.140 |
| Оправка //конус 7:24 № 50// Ф 27 | 6Д82Г.100.110 |
| Оправка //конус 7:24 № 50// Ф 32 | 6Д82Г.100.120 |
| Оправка //конус 7:24 № 50// Ф 22 | 6Д82Г.100.130 |
| Оправка //конус 7:24 № 50// Ф 40 | 6Д82Г. 100.140 100.140 |
| Оправка //конус 7:24 № 50// Ф 40 для торцовых фрез | 6Д12.100.110 |
| Ключ торцовый ДПО 100.00-88 (для оправки 6Д12.100.110) | ДП 30 |
| Оправка //конус 7:24 № 50// Ф 32 для торцовых фрез | 6Д12.100.120 |
| Ключ торцовый ДПО 100.00-88 (для оправки 6Д12.100.120) | ДП 35 |
| Оправка //конус 7:24 № 50// Ф 27 для торцовых фрез | 6Д12.100.140 |
| Оправка //конус 7:24 № 50// Ф 27 | 6Д82Ш.100.110 |
| Оправка //конус 7:24 № 50// Ф 32 | 6Д82Ш.100.120 |
| Оправка //конус 7:24 № 40// Ф 27 для насадных торцовых фрез | 6222-0032 |
| Ключ торцовый ДПО 100.00-88 (для оправки 6222-0032) | ДП 22 |
| Втулка переходная //конус 7:24 № 50// (на конус Морзе № 5) | 6Д82Г.100.150 |
| Втулка переходная //конус 7:24 № 50// (на конус Морзе № 4) | 6Д82Г. 100.160 100.160 |
| Втулка переходная //конус 7:24 № 50// (на конус Морзе № 3; № 2) | 6Д82Г.100.170 |
| Втулка переходная //конус 7:24 № 50// (на конус Морзе № 1) | 6Д82Г.100.180 |
| Втулка переходная //конус 7:24 № 40// (на конус Морзе № 5) | 6Д82К.100.150 |
| Втулка переходная //конус 7:24 № 40// (на конус Морзе № 4) | 6Д82К.100.160 |
| Втулка переходная //конус 7:24 № 40// (на конус Морзе № 3) | 6Д82К.100.170 |
| Втулка переходная //конус 7:24 № 40// (на конус Морзе № 2) | 6Д82К.100.180 |
| Втулка переходная //конус 7:24 № 40// (на конус Морзе № 1) | 6Д82К.100.190 |
6Т83(Г) Станок горизонтальный консольно-фрезерный с поворотным столом
Сведения о производителе консольно-фрезерного станка 6Р81Г
Производитель серии фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш Дмитровский завод фрезерных станков, основанный в 1940 году.
Основной продукцией завода является широкая гамма универсальных консольно-фрезерных станков с размером рабочего стола от 250 x 630 мм до 400 x 1600 мм.
Наиболее известные модели консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные – 6Н11; горизонтальные – 6Н81, 6Н81Г
- серии 6Р: вертикальные – 6Р11; горизонтальные – 6Р81; 6Р81Г; широкоуниверсальные – 6Р81Ш
- серии 6К: вертикальные – 6К11, 6К12; горизонтальные – 6К81Г, 6К82Г, широкоуниверсальные – 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами – 6М82Ш
- серии 6Д: вертикальные – 6Д12, горизонтальные – 6Д81, 6Д82, широкоуниверсальные – 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами – 6ДМ83Ш, с ЧПУ – 6ДМ83ШФ2
Станки консольно-фрезерные.
 Общие сведения
Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6
– фрезерный станок (номер группы по классификации ЭНИМС)
Р
– серия (поколение) станка (Б, К, Н, М, Р, Т)
8
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1
– исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Габарит рабочего пространства
Расстояние между шпиндельной осью и рабочей плоскостью стола, мм:
- минимальное (не более) – 50,
- максимальное (не менее) – 370.
Расстояние между вертикальными направляющими и плоскостью симметрии центрального паза, мм:
- минимальное – 170,
- максимальное – 370.
Расстояние между задней кромкой стола, мм:
- и вертикальными направляющими станины – 45,
- и торцом шпинделя – 11.
Расстояние между ползуном (хоботом) и шпиндельной осью – 142 мм.
Максимальное расстояние между торцами подшипника серьги и шпинделя – 495 мм.
Рис. 2. Пределы рабочей зоны
6Р81Г Станок консольный фрезерный горизонтальный. Назначение и область применения
Горизонтальный консольно-фрезерный станок 6Р81 предназначен для обработки различных изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Принцип работы и особенности конструкции станка
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок может применяться в единичном мелкосерийном и серийном производстве.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Модификации консольно-фрезерного станка 6Р81Г
6К81, 6К81Г – 1000 х 250 станок универсальный консольно-фрезерный
6Д81, 6Д81Г – 1000 х 250 станок универсальный консольно-фрезерный
6Р81, 6Р81Г, 6Р81Ш – 1000 х 250 станок универсальный консольно-фрезерный
6Р81ГМФ3-1 – 1000 х 250 станок консольно-фрезерный с ЧПУ
6М81, 6М81Г, 6М81А, 6М81Ш – 1000 х 250 станок универсальный консольно-фрезерный
6Н81, 6Н81Г, 6Н81А, 6Н81Д, 6Н81Ш – 1000 х 250 станок универсальный консольно-фрезерный
Аналоги консольно-фрезерного станка 6Р81Г
FU315E – 1250 х 315 станок универсальный консольно-фрезерный – производитель Гомельский станкостроительный завод
X6130A, X6130A/L – 1150 х 300 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co. ,LTD Китай
,LTD Китай
X6132, X6135 – 1320 х 320 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co.,LTD Китай
XW6032B – 1320 х 320 станок универсальный консольно-фрезерный – производитель Shandong Weida Heavy Industries Co.,Ltd. Китай
Расположение составных частей горизонтального консольно-фрезерного станка 6Р81Г
Расположение составных частей консольно-фрезерного станка 6р81г
Составные части горизонтального консольно-фрезерного станка 6Р81Г
- Станина – 6Р81Г-11.001
- Станина – 6Р11-11.000
- Серьга – 6Р81Г-11.000
- Ограждение – 6Р11-12.000
- Привод шпинделя – 6Р81Г-21.01
- Привод шпинделя – 6Р11-21.01
- Коробка скоростей – 6Р81Г-31.02
- Переключение коробки скоростей – 6Р81Г-33.01
- Коробка подач – 6Н81Г-51.02А
- Редуктор – 6Н81Г-52.01
- Коробка реверса – 6Н81Г-53.01А
- Переключение подач – 6Н81Г-55.02
- Консоль – 6Н81Г-60.
 05
05 - Стол – 6Н81Г-70.01А
- Стол – 6H81-70.01
- Система смазки стола и консоли – 6Н81Г-83.02
- Система смазки стола и консоли – 6H81-83.02
- Система охлаждения – 6Р81Г-84.01
- Система охлаждения – 6Р11-84.01
- Система охлаждения – 6Р81Ш-84.01
- Электрошкаф – 6Р81Г-95.02А
- Злектрошкаф – 6Р81Ш-95.02А
- Электрооборудование – 6Р81Г-99.05А
- Электрооборудование – 6Р11-99.06А
- Электрооборудование – 6Р81Ш-99.001А
- Фрезерная головка – 6Р11-32.000
- Поворотная головка – 6Т81Ш-31
- Ползун – 6Т81Ш-44
- Принадлежности – 6Р81Г.ОП
- Принадлежности – 6Р11.ОП
- Принадлежности – 6Р81Ш,ОП
Описание
Станки, представленные в категории «Склад №1 Север Москвы» находятся на одном складе, подключены, готовы к проверке и имеют полную комплектность.
Цена станка указана за наличный расчет, с учетом демонтажа и погрузки на Ваш транспорт. Так же возможна оплата по безналичному расчету. Осмотр Горизонтально фрезерного станка 6Р81г производится по предварительной договоренности по телефону:
Так же возможна оплата по безналичному расчету. Осмотр Горизонтально фрезерного станка 6Р81г производится по предварительной договоренности по телефону:
- 8
- 8
Осмотр проводится в Будние дни, с 9-00 до 17-00, договориться об осмотре можно в любое время.
Расположение органов управления фрезерным станком модели 6Р81Г
Расположение органов управления фрезерным станком 6р81г
Перечень органов управленияя станком 6Р81Г и их назначение
- Автоматический выключатель электросети
- Выключатель электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка «Пуск шпинделя»
- Кнопка «Пуск подачи»
- Кнопка «Общий стоп»
- Кнопка «Толчок шпинделя»
- Рукоятка переключения скоростей шпинделя
- Рукоятка переключения перебора шпинделя
- Рукоятка переключения подач стола
- Рукоятка переключения перебора коробки подач
- Рукоятка включения механической вертикальной подачи
- Рукоятка включения механической поперечной подачи
- Рукоятка включения механической продольной подачи
- Маховик ручного продольного перемещения стола
- Рукоятка ручного вертикального перемещения стола
- Маховичок ручного поперечного перемещения стола
- Рукоятка включения ускоренной подачи во всех направлениях
- Рукоятка закрепления стола от вертикального перемещения
- Рукоятка закрепления стола от продольного перемещения
- Рукоятка закрепления стола от поперечного перемещения
- Упоры выключения продольного механического перемещения стола
- Упоры выключения поперечного перемещения стола
- Упоры выключения вертикального перемещения стола
- Рукоятка привода ручного насоса смазки
- Выключатель местного освещения
- Квадрат перемещения хобота
- Квадрат для закрепления хобота
- Винты и гайки закрепления верхних салазок от поворота (для станка 6P81)
- Гайка закрепления серьги
- Маховичок перемещения пиноли
- Рукоятка зажима пиноли
- Квадрат поворота головки
- Рукоятка переключения скоростей поворотного шпинделя ползуна
- Переключатель направления вращения поворотного шпинделя
- Переключатель выбора работы шпинделей (горизонтального, поворотного или обоих вместе)
- Маховичок включения и регулирования подачи охлаждающей жидкости
Схема электрическая
Запуск двигателей
Подача питания из сети на электродвигатель шпинделя М2 осуществляется коммутацией автоматического выключателя В1. Замыканием реверсивного – В4 выбирают направление вращения. Двигатель помпы охлаждения М1 подготавливается включением В3, запускается совместно с М2.
Замыканием реверсивного – В4 выбирают направление вращения. Двигатель помпы охлаждения М1 подготавливается включением В3, запускается совместно с М2.
Двигатели: М2, М3 (подачи) запускаются кнопками КнП1, КнП2 посредством магнитных пускателей Р1, Р2, Р8 последовательно друг за другом. М3 нельзя включить при неработающем М2.
Кнопка КнТ («толчок шпинделя») реализует короткий толчковый пуск М2, обеспечивающий переключение ступеней частот вращения при несовпадении зубьев. Замыкая нажатием КнТ, запитывают Р1, Р8, которые нормально открытыми контактами (8-9) запускают реле РВ. Далее РВ отключает эти пускатели, коммутируя собственный нормально закрытый контакт (10-11), поэтому продолжительность работы двигателя М2 не связана со временем удержания нажатой КнТ.
Остановка, торможение, защита
«Общий стоп» осуществляется кнопкой КнС или при нажатии выключателя В5. При прекращении питания М2 происходит торможение главного привода включением электромагнитной муфты ЭМ. На катушку ЭМ постоянный ток (-24В) приходит от выпрямителя ВП. Продолжительность подачи питания задается настройками РВ.
Продолжительность подачи питания задается настройками РВ.
Магнитные пускатели обеспечивают нулевую защиту электродвигателей. Случай короткого замыкания вызывает автоматическое размыкание выключателя В1, перегорание плавких предохранителей Пр1, Пр2, тем самым предупреждаются повреждения электрооборудования. При длительной работе на пределе мощности перегрев электродвигателей ограничивает срабатывание тепловых реле Р3-Р5.
Рис.6. Схема принципиальная электрическая.
Кинематическая схема горизонтально-фрезерного станка 6Р81Г
Кинематическая схема горизонтально-фрезерного станка 6р81г
Привод шпинделя станка 6Р81Г
Вращение шпинделю передается от коробки скоростей клиноременной передачей, которая размещается в задней полости станины под крышкой. От шкива, соосного со шпинделем, вращение последнему сообщается или прямым соединением их кулачковой муфтой или через две зубчатые передачи 16-18 и 19-17 (рис.9)
Опорами шпинделя служат подшипники качения: два радиально-упорных впереди и один шариковый в задней опоре.
Регулирование зазора в подшипниках передней опоры возможно только при полной разборке шпинделя – раздел «Регулирование станков»).
Коробка скоростей станка 6Р81Г
Коробка скоростей с электродвигателем на корпусе крепится к станине фланцем. Корпус ее при этом входит в полость станины, залитую смазочным маслом. На корпусе установлен плунжерный смазочный насос, приводимый в действие от эксцентрика Для доступа к насосу на правой стороне станины имеется окно с крышкой.
Переключение скоростей в коробке производится от кулачка 129 (см.рис.6) с криволинейными пазами на торцах. Вал кулачка муфтой соединяется с валом шкалы и рукояток переключения 101, расположенных снаружи станины. Соединительная муфта свободно снимается с вала кулачка, когда крышка переключения открепляется от станины.
При разборке коробки скоростей следует отметить положение кулачка и положение шкалы частоты вращения, чтобы восстановить правильную их взаимосвязь при сборке.
Коробка подач. Редуктор станка 6Р81Г
Корпуса коробки подач и редуктора соединяются винтами в единый узел, после чего устанавливаются в полость консоли слева. Справа консоли, через окно с крышкой, выступает вал редуктора с рукояткой, включающей муфту ускоренного хода.
Справа консоли, через окно с крышкой, выступает вал редуктора с рукояткой, включающей муфту ускоренного хода.
Выходная шестерня редуктора 47 (рис. 10,11) сцепляется с шестерней 49 коробки реверса.
Переключение скользящих шестерен в коробке подач осуществляется так же как и в коробке скоростей кулачком 130 (см.рис.6).
Вал его сцеплен со шкалой и рукояткой переключения 103 (см.рис.6) узла 55 (см.рис.11) укрепленного спереди консоли.
Узел 55 свободно снимается после удаления крепежных винтов. Не следует забывать отметить взаимосвязь шкалы подач и положения кулачка в коробке при разборке, чтобы затем правильно собрать переключение.
Коробка реверса станка 6Р81Г
Механизм коробки реверса получает вращение от редуктора и через предохранительную муфту передает вращение к ходовым винтам продольного, поперечного и вертикального перемещений стола. Включение вращения того или иного ходового винта, в прямом и обратном направлении, производится кулачковыми муфтами с помощью рукояток 105, 106, 107 (см. рис.6 и II).
рис.6 и II).
Для ручных перемещений стола служат рукоятка 109 и маховичок 110, которые установлены на валах свободно, а в момент использования сцепляются с валами с помощью кулачковых муфт.
В коробке реверса предусмотрена блокировка, предупреждающая включение механической подачи, если не расцеплены с валами рукоятка 109 и маховичок 110.
Блокировка обеспечивается шариками, вложенными в радиальные отверстия валов под ступицами рукоятки 109 и маховичка 110.
При снятии последних шарики могут выпасть, необходимо установить их при сборке на место.
При установке коробки реверса в консоль следует соединить следующие элементы:
- ввести конец вала XIX (см.рис.6) со шпонкой в отверстие коническим зубчатым колесом 58;
- сцепить зубчатые колеса 57 и 49 с колесами 61 и 47;
- ввернуть винт ХVIII в гайку 55 поперечного перемещения.
Консоль станка 6Р81Г
В консоли размещены узлы механизма подачи, описанные выше.
Винт поперечного перемещения стола имеет опоры в коробке реверса и выходит из консоли наружу через отверстие.
Непосредственно, в отверстиях корпуса консоли установлены конические зубчатые колеса и винт вертикального перемещения стола.
Движение к винту продольного перемещения стола сообщается от зубчатого колеса 57 (см. рис.6) коробки реверса через вал XXI (см.рис.6 и 12) и паразитное зубчатое колесо 63. Вал XXI смонтирован в гильзе, установленной в отверстии корпуса консоли.
Зубчатое колесо 63 помещено в окне специальной пробки, посаженной в отверстие сверху консоли так, что зубья выступают над поверхностью направляющих.
Стол станка 6Р81Г
В нижней части салазок стола установлено зубчатое колесо 64 (см.рис.6 и 13), сцепленное с зубчатым колесом консоли 63. Благодаря большой длине зубчатого колеса 64 в течение всего поперечного перемещения стола сохраняется зацепление и обеспечивается передача вращения к продольному винту стола.
Вращение винта продольного перемещения осуществляется коническими зубчатыми колесами 70 и 71 с кулачками на торцах. Между коническими колесами находится втулка со шпонкой внутри и кулачковой муфтой 143 снаружи. Включение кулачковой муфты в ту или иную сторону производится рукояткой 107, чем и обеспечивается движение стола вправо и влево.
Включение кулачковой муфты в ту или иную сторону производится рукояткой 107, чем и обеспечивается движение стола вправо и влево.
Гайка винта продольного перемещения стола снабжена устройством автоматической выборки зазора. Гайка состоит из двух частей, опирающихся буртами (через шариковые подпятники) на торцы несущего их кронштейна.
На наружной цилиндрической поверхности обеих полугаек нарезаны зубья, сцепленные с рейками 145.
Рейки с свою очередь связаны между собой зубчатым колесом 75 и ограничиваются в своем перемещении в направлении от станины винтами, Эти винты с контргайками видны спереди салазок.
2 Ключевые характеристики универсального станка
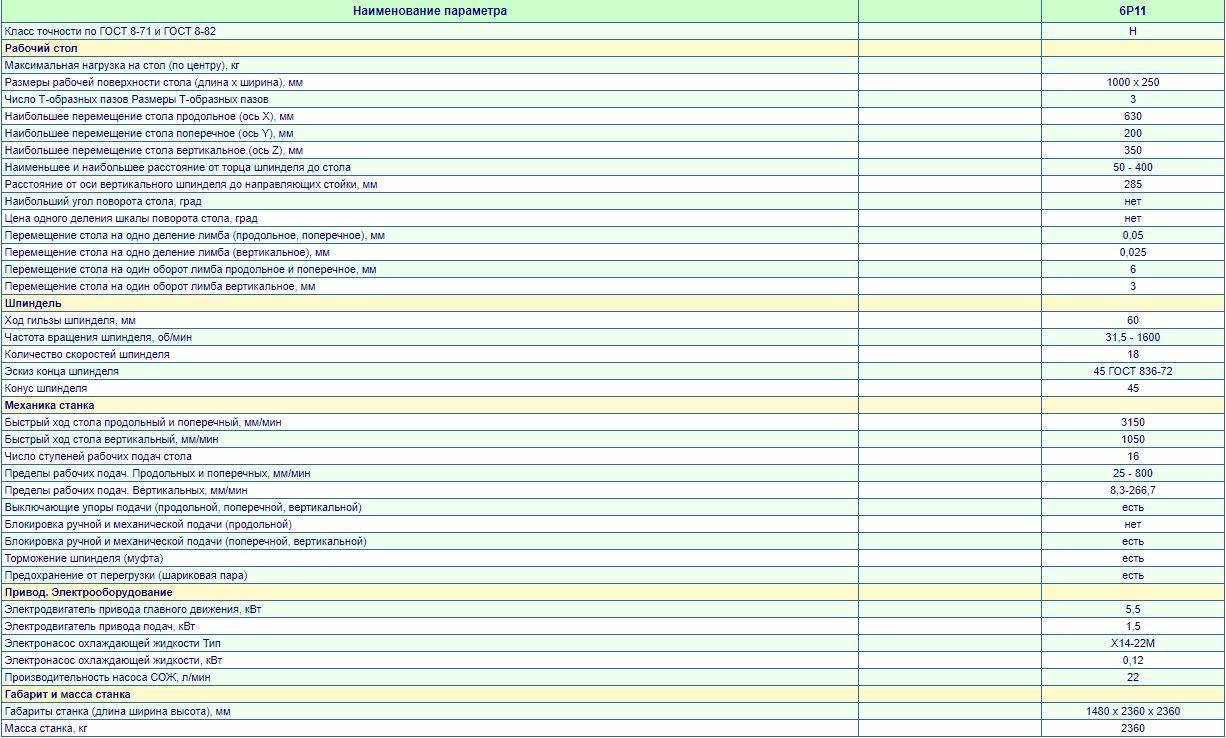
Кинематика агрегата достаточно проста. Шпиндель берет вращение от коробки скоростей, подключенной к основному двигателю, имеющему мощность 5,5 кВт. Мощность мотора привода подач составляет намного меньшую величину – всего 1,5 кВт. А насос охлаждения серии Х14-22М характеризуется и вовсе скромными мощностными показателями – 0,12 кВт, которых, впрочем, вполне достаточно для обеспечения производительности электронасоса на уровне 22 литров в час.
Характеристики шпинделя 6Р81:
- число скоростей – 18;
- частота вращения – от 31,5 до 1600 об/мин;
- конус – 45;
- эскиз конца устройства по Госстандарту 836 – 45.
Рабочий стол описываемого станка имеет длину 100 см, ширину 25 см, дистанция от хобота до оси шпиндельного механизма равняется 14,2 см, а от поверхности стола – 5–37 см.
Технические параметры функционирования коробок подач и скоростей задаются кулачковым приспособлением, которое переключает в нужной последовательности шестерни. Станок обеспечивает следующие пределы подач (рабочих) при попутном и встречном фрезеровании:
- от 8,3 до 266,7 мм – по вертикали;
- от 25 до 800 мм – в продольном и поперечном направлении.
Общее количество ступеней подач агрегата равняется 16. Быстрый ход рабочей поверхности составляет 1050 мм/мин (вертикальное направление) и 3150 мм/мин (продольное и поперечное).
Шариковая пара защищает станок от перегрузок, при помощи специальной муфты осуществляется торможение шпиндельного механизма. В механике оборудования присутствует важное блокировочное устройство для приостановки вертикальной и поперечной механической подачи. Также имеются и упоры для отключения всех видов подач.
В механике оборудования присутствует важное блокировочное устройство для приостановки вертикальной и поперечной механической подачи. Также имеются и упоры для отключения всех видов подач.
Добавим, что стол станка способен максимально перемещаться на 32 см – по оси Z; 20 см – по оси Y; 63 см – по оси X.
Ultrameter™ II 6PFCᴱ и 4P
Мы гордимся доверием, которое наши портативные приборы для контроля качества воды и мониторы/контроллеры заслужили в прошлом. Наша продуктовая линейка вышла на новый уровень выдающихся характеристик и ценности аналитических приборов: серия Ultrameter II. При цене доступного однопараметрического прибора Ultrameter II работает с семью приборами.
Точность, которой можно доверять
Обе модели Ultrameter II обеспечивают производительность ±1% от показаний (а не только полную шкалу). Такой высокий уровень точности был достигнут благодаря усовершенствованной технологии четырехэлектродной ячейки проводимости, уникальному датчику pH/ОВП и мощной схеме на основе микропроцессора. С отображаемыми значениями до 9999, полный четырехразрядный ЖК-дисплей обеспечивает уровни разрешения, недоступные ранее для таких доступных по цене инструментов. Откалиброванный на заводе с помощью прослеживаемых растворов NIST, каждый Ultrameter II может поставляться как с сертификацией прослеживаемости, так и с прослеживаемыми растворами NIST для окончательной калибровки.
С отображаемыми значениями до 9999, полный четырехразрядный ЖК-дисплей обеспечивает уровни разрешения, недоступные ранее для таких доступных по цене инструментов. Откалиброванный на заводе с помощью прослеживаемых растворов NIST, каждый Ultrameter II может поставляться как с сертификацией прослеживаемости, так и с прослеживаемыми растворами NIST для окончательной калибровки.
Инновационная инженерия
Ultrameter II — яркий пример того, как высокотехнологичная инженерия может значительно упростить и оптимизировать задачу. Будь то в лаборатории, на промышленном предприятии или в удаленном полевом месте, просто:
- Заполните стакан для кювет
- Нажмите кнопку параметра
- Снять показания
Температурная компенсация и выбор диапазона выполняются быстро и автоматически. Ultrameter II — это настоящий прибор, которым можно управлять одной рукой.
Простота калибровки
Все калибровки быстро выполняются нажатием клавиш ▲ или ▼ для согласования с нашим стандартным раствором, прослеживаемым NIST. Когда необходима калибровка, подсказки на дисплее упрощают калибровку pH и позволяют убедиться, что используется правильный буфер. Кроме того, все параметры (за исключением установленной на заводе температуры) имеют внутреннюю электронную настройку, которую можно использовать для калибровки в полевых условиях и для проверки срока службы датчика pH/ОВП.
Когда необходима калибровка, подсказки на дисплее упрощают калибровку pH и позволяют убедиться, что используется правильный буфер. Кроме того, все параметры (за исключением установленной на заводе температуры) имеют внутреннюю электронную настройку, которую можно использовать для калибровки в полевых условиях и для проверки срока службы датчика pH/ОВП.
НОВИНКА! FC E TM Показания FAC
Функция Myron L ® Company FC E быстро и точно сообщает FAC, измеряя ОВП, химическую характеристику хлора, которая напрямую отражает его эффективность, со ссылкой на pH. И наборы DPD, и колориметры могут сообщать пользователю значение FAC образца в пробирке, но поскольку химический состав этого образца сильно отличается от анализируемой исходной воды, результаты неточно соотносятся с фактической эффективностью дезинфекции. Мирон L ® Компания FC Функция E измеряет реальный, неизменный химический состав исходной воды, включая мгновенные изменения этого химического состава.
Высокая производительность по низкой цене
Сверхбыстрые, сверхлегкие и сверхмощные приборы Ultrameter II помимо доступной цены позволяют экономить время и деньги. Мера за меру, Ultrameter II окупает ваши инвестиции лучше, чем любой другой портативный прибор. Чтобы убедиться в этом, обратитесь к своему дистрибьютору или в сервисный центр Myron L 9.0035 ® Компания сегодня.
ULTRAMETER™ II Особенности и преимущества:
- 3 стандарта решения для максимальной точности в различных приложениях.
- Полностью автоматическая температурная компенсация.
- Настраиваемая пользователем температурная компенсация (до 9,99%/°C), которая также позволяет отключать TC для приложений, требующих некомпенсированных показаний.
- Настраиваемый пользователем коэффициент преобразования проводимости/TDS для большей точности при измерении растворов, не содержащихся в микропроцессоре.
- увеличивает срок службы одной батареи 9 В до более чем 100 часов/5000 тестов.

- Энергонезависимый микропроцессор обеспечивает резервное копирование данных даже при замене батареи. Это гарантирует сохранение всех калибровок и данных памяти.
- Датчик pH/ОВП с увеличенным сроком службы может быть заменен пользователем в полевых условиях.
Автоматическое отключение
152-мм самоходная гаубица 2С19
152-мм самоходная гаубица 2С19 Мста-С поступила на вооружение Российской Армии в 1989. Хотя российская армия надеялась заменить все свои 122-мм и 152-мм самоходные артиллерийские установки этой гаубицей, бюджетные ограничения означают, что эта замена не будет завершена в ближайшее время. Как минимум один полк с 2С19 служил в Чечне в составе 8-го армейского корпуса.
Мста названа в честь реки в Ильменском районе, отказа от прежней советской практики называть самоходные орудия цветами или растениями. В верховьях рек Волги и Мсты находится одна из самых протяженных систем искусственных водных путей, когда-либо построенных в России. Река Волга, самая большая в Европе, длиной 2325 миль и судоходная почти на всем своем протяжении, берет начало в Тверской губернии, в 200 милях от Петербурга, и впадает в Каспийское море на противоположной оконечности Европейской России. Река Мста имеет свои истоки, переплетающиеся с истоками Волги, но течет в противоположном направлении, и ее воды через реку Волхов попадают в Ладожское озеро и, в конечном счете, в Балтийское море. Истоки Волги и Мсты находятся в равнинной, болотистой, лесистой местности, на высоте около 650 футов над уровнем моря, покрытой бесчисленными озерами.
Река Мста имеет свои истоки, переплетающиеся с истоками Волги, но течет в противоположном направлении, и ее воды через реку Волхов попадают в Ладожское озеро и, в конечном счете, в Балтийское море. Истоки Волги и Мсты находятся в равнинной, болотистой, лесистой местности, на высоте около 650 футов над уровнем моря, покрытой бесчисленными озерами.
В течение долгого времени эти две речные системы были соединены искусственными водными путями, а порт Верхней Волги находился на Балтике. Чрезвычайная маловодность, характерная для Волги и других рек России, препятствует судоходству в их естественном состоянии, за исключением периодов маловодья. Чтобы улучшить это состояние, на раннем этапе были использованы исключительные возможности резервуаров, предлагаемые упомянутыми озерами, и на их выходах были построены дешевые дамбы. В настоящее время система водохранилищ развита до большого совершенства и вносит существенный вклад в улучшение как Волги, так и Мсты, делая их судоходными почти на три месяца дольше, чем они были бы без этой помощи. Канал Новгорода, или Сиверса, был устроен для обхода озера Тимен, между устьем реки Мсты и началом реки Волхов. Он был начат в 179 г.7 и открыт для навигации в 1804 году.
Канал Новгорода, или Сиверса, был устроен для обхода озера Тимен, между устьем реки Мсты и началом реки Волхов. Он был начат в 179 г.7 и открыт для навигации в 1804 году.
«Мста-С» представляет собой башню, установленную на гусеничном бронированном шасси на базе элементов основных боевых танков Т-72 и Т-80. Производится на Уралтрансмаше из Екатеринберга, Россия.
Орудийный расчет 2С19 может заряжать орудие под любым углом возвышения. Загрузка боеприпасов и орудий, укладка и перенацеливание в высокой степени автоматизированы, что обеспечивает максимальную скорострельность 8 выстрелов в минуту бортовыми снарядами и 6-7 выстрелов в минуту выстрелами с земли. Система обеспечивает автоматическое заряжание орудия снарядами и полуавтоматическое заряжание зарядов. Конструкция боеукладки позволяет хранить разные типы снарядов в одной стеллаже. Механизм автоматического заряжания может выбирать тип боеприпасов и контролировать заряжание и количество патронов. Существенным недостатком полуактивного снаряда с лазерным наведением «Краснополь» является несовместимость с автоматом заряжания 2С19. из-за длины снаряда. Краснополь-М (152-мм/155-мм) был разработан как доработка продукта, полностью совместимого с автоматом заряжания 2С19
из-за длины снаряда. Краснополь-М (152-мм/155-мм) был разработан как доработка продукта, полностью совместимого с автоматом заряжания 2С19
Батарея может доставить снаряды по цели и перейти к следующей огневой точке до ответного выстрела. Броня гаубицы обеспечивает защиту от бронебойных пуль и снарядов. 2С19 также может создавать дымовую завесу, впрыскивая дизельное топливо в выхлопное отверстие. Газотурбинная вспомогательная силовая установка АП-18Д мощностью 21 л.с. обеспечивает работу башни при выключенном двигателе машины.
2С19 может работать на шести различных видах топлива, включая бензин, авиационное топливо и спирт.
152-мм самоходная артиллерийская установка 2С19 сочетала в себе вариант буксируемой 152-мм пушки 2А65 с новым шасси на базе компонентов танков Т-72 и Т-80. 2С19 был разработан, чтобы объединить роли 2С3 и 2С5 в одной машине. Важным аспектом программы была разработка автоматизированной системы обращения с боеприпасами и улучшенного управления огнем, чтобы обеспечить возможность избежать контрбатарейного огня за счет быстрого перемещения.
В 1985 году начались работы над новой самоходной 152-мм гаубицей, которая должна была заменить всем известную 2С3 «Акация». Несмотря на то, что 2С3 претерпела несколько программ модернизации и обновления, она отставала от эквивалентных других современных артиллерийских орудий. Отчасти это было связано с тем, что ее гаубица 2А33 представляла собой модифицированную версию буксируемой 152-мм гаубицы Д-20, разработанной в 1955 году, а шасси было частью серии ГМ-300, впервые поступившей на вооружение в качестве шасси для Зенитный ракетный комплекс 2К11 Круг (СА-4) в 1964.
Поэтому было принято решение о разработке совершенно нового самоходно-артиллерийского орудия (САУ). Оружие начали разрабатывать под кодовым названием «Ферма» (Молочная ферма) на заводе «Уралтрансмаш» под руководством главного конструктора Юрия Томашова (заместитель главного конструктора Михаил Третьяков). В результате работы была создана совершенно новая машина, которая была принята на вооружение в 1989 году как «Мста-С» (где «С» означает «самоходная»; это сделано для того, чтобы отличать ее от 2А65 «Мста-Б», которая является «Буксируемой» или «Буксируемой»). буксируемый вариант). По этой причине на заводе «Уралтрансмаш» также создан комплекс специальной подготовки 2Х51 для обучения экипажей, которые будут использовать 2С19..
буксируемый вариант). По этой причине на заводе «Уралтрансмаш» также создан комплекс специальной подготовки 2Х51 для обучения экипажей, которые будут использовать 2С19..
Первые серийные 2С19 были изготовлены на заводе «Уралтрансмаш» в Екатеринбурге, но позже производство было перенесено на Башкирский машиностроительный завод (СТЭМА) в Стерлитамаке, новый завод, ориентированный на производство самоходных артиллерийских установок.
Броня на 2С19 обеспечивает надежную защиту экипажа, боекомплекта
снабжения и всего снаряжения от огня стрелкового оружия или осколков снарядов. 2С19 состоит из бронированного корпуса и башни. Дизельный двигатель, трансмиссия, системы управления и подвеска размещены внутри корпуса. Ходовая часть шасси сформирована из унифицированных деталей от танков Т-72 и Т-80.
На 2С19 установлен двенадцатицилиндровый V-образный дизельный двигатель В-84А мощностью 840 л.с.; этот двигатель может использовать любой из шести различных видов топлива. Это быстроходный четырехтактный дизельный двигатель жидкостного охлаждения. В-84А также используется в последних моделях танка Т-72. Он также может быть заменен семейством двигателей V-46 (которые производят 780 вместо 840 лошадиных сил нового двигателя). Коробка передач имеет семь скоростей вперед и одну назад. Электроэнергия обеспечивается четырьмя аккумуляторными батареями, вырабатывающими напряжение постоянного тока напряжением 27 вольт.
В-84А также используется в последних моделях танка Т-72. Он также может быть заменен семейством двигателей V-46 (которые производят 780 вместо 840 лошадиных сил нового двигателя). Коробка передач имеет семь скоростей вперед и одну назад. Электроэнергия обеспечивается четырьмя аккумуляторными батареями, вырабатывающими напряжение постоянного тока напряжением 27 вольт.
Сама ходовая часть (на борт) состоит из шести опорных катков, направляющего колеса с устройством натяжения гусеницы, ведущего колеса с прикрученными зубчатыми ведущими кольцами и пяти возвратных катков. Все опорные, направляющие и ведущие колеса идентичны тем, что используются на танке Т-80. В подвеске используются длинные торсионы, из-за чего соответствующие опорные катки с правой и левой стороны смещаются. В машине используются элементы подвески Т-80. Первый, второй и шестой опорные катки снабжены регулируемыми телескопическими амортизаторами, управление которыми при стрельбе из орудия осуществляется гашением их колебаний. Это означает, что оружие не нуждается в дополнительных домкратах или лопатах для стабилизации.
Это означает, что оружие не нуждается в дополнительных домкратах или лопатах для стабилизации.
На 2С19 используется гусеница шириной 580 мм с резиновой внутренней обшивкой, идентичная той, что используется на танке Т-80 и 2С7. Подвеска может вести стрельбу всеми типами снарядов без необходимости предварительной подготовки огневой позиции. В закрытой сварной башне находится гаубица 2А64 с механизмами наведения и наведения, автоматизированный механизм подбора и обращения с снарядами, транспортер, который может использоваться для подъема снарядов с земли, подача боеприпасов с программируемым селектором, исполнительное устройство, выбранный снаряд из боекомплекта в соответствие с гаубицей 2А64, бортовой источник питания с автоматическим регулированием мощности, фильтровентиляционная система, комплекс связи (внутреннее переговорное устройство, внешний провод и радио), установка зенитного пулемета ПЗУ-5 , механизм герметизации казенной части гаубицы и устройство отвода газов из боевого отделения.
Вооружение машины состоит из 152-мм гаубицы 2А64, установленной в башне, и 12,7-мм зенитного пулемета НСВТ, установленного в зенитной установке ПЗУ-5 на командирской башенке. 2А64 — модификация буксируемой гаубицы 2А65. Стрельба из этого оружия может вестись осколочно-фугасным выстрелом 30Ф-45 (до 24 700 м) и 30Ф-61 (до 28 900 м), кассетным выстрелом 30Ф-23 (несет 42 противотанковых подводных лодки). -боеприпасы и досягаемость до 26 000 метров), снаряды активных радиопомех семейства 3НС30 (до 22 300 метров), специальный снаряд 3вДЦ8 и другие. Также может использовать все стандартные боеприпасы для гаубиц Д-20 и 253, а также управляемые снаряды типа 30Ф39.Снаряд «Краснополь» с лазерным наведением, в состав которого входит 3В0Ф64.
Подсветку целей для этих выстрелов может осуществлять артиллерийский наблюдатель с лазерными приборами 1Д15 (ПП-3) или 1Д22. Благодаря полуавтоматической системе обращения со снарядами расчет орудия может достигать скорострельности 7–8 выстрелов в минуту при внутренней подаче боеприпасов и 6–7 выстрелов в минуту при подаче снарядов с земли9. батарея из восьми орудий этих гаубиц способна поразить цель почти тремя тоннами стали за одну минуту. На максимальной дальности это почти 70 снарядов в воздухе одновременно, прежде чем первый попадет в цель. На полигоне в 200 километрах от Абу-Даби прошла демонстрация огневой мощи 2С19(Мста-С) на Международной оборонной выставке 1993 года (IDEX-93). 40 снарядами «Краснополь» с лазерным наведением 2С19 поразили 38 целей на дальности 15 километров.
батарея из восьми орудий этих гаубиц способна поразить цель почти тремя тоннами стали за одну минуту. На максимальной дальности это почти 70 снарядов в воздухе одновременно, прежде чем первый попадет в цель. На полигоне в 200 километрах от Абу-Даби прошла демонстрация огневой мощи 2С19(Мста-С) на Международной оборонной выставке 1993 года (IDEX-93). 40 снарядами «Краснополь» с лазерным наведением 2С19 поразили 38 целей на дальности 15 километров.
Поскольку основной боезапас расположен в башне, его можно без проблем выбрать и зарядить независимо от того, в какую сторону направлена башня по отношению к корпусу. Механизм заряжания также поддерживает ведение огня под любым углом наводки или возвышения при максимальной скорострельности. В помощь заряжающему, которому придется нести груз массой 43,56 кг (снаряд ОФ-45), снаряды заряжаются автоматически. Снарядные стеллажи предназначены для работы с различными типами боеприпасов, в том числе со специальными снарядами. Для поиска необходимого снаряда на конвейере боеприпасов, а также для контроля всего процесса заряжания оружия имеется механизм управления системой заряжания. Кроме того, он может подсчитывать количество переносимых снарядов каждого типа.
Кроме того, он может подсчитывать количество переносимых снарядов каждого типа.
Есть два отдельных конвейера, по одному для снарядов и зарядов. Каждый из них обслуживается соответствующим заряжающим устройством, что увеличивает скорострельность с 7 до 8 выстрелов из 8 гаубиц на 43 кг. -автоматический мод.
Отверстие для выброса стреляных гильз расположено в башне над гаубицей. Наличие наземного транспортера обеспечивает ведение огня подбором бортового боезапаса и не растрачивая бортовой запас. При подготовке к движению транспортер наземных снарядов убирается в задней части башни, а транспортер наземных зарядов хранится внутри башни.
2С19 имеет два прицела: 1П22, который расположен во вращающемся бронированном кожухе в крыше башни, и прицел прямой наводкой 1П23, смотровое окно которого расположено в лобовом листе башни. 1П22 представляет собой оптику с увеличением 3,7 и имеет функцию автоматической стабилизации в горизонтальной плоскости, которая работает, когда машина не наклонена более чем на пять градусов в любом направлении. В походном режиме справа от прицела находится защитная шторка, которую можно обернуть вокруг прицела для защиты прицела. 1П23 имеет силовую оптику и обеспечивает сопровождение при углах возвышения от -4 до +55 град. Механизм привода гаубицы 2Эх56 электрический с автоматическим управлением в вертикальной плоскости; горизонтальное движение управляется с пульта управления.
В походном режиме справа от прицела находится защитная шторка, которую можно обернуть вокруг прицела для защиты прицела. 1П23 имеет силовую оптику и обеспечивает сопровождение при углах возвышения от -4 до +55 град. Механизм привода гаубицы 2Эх56 электрический с автоматическим управлением в вертикальной плоскости; горизонтальное движение управляется с пульта управления.
Автоматический возврат на правильный угол возвышения после каждого выстрела упрощает работу наводчика. При стрельбе наводчик должен выполнить только одну операцию, чтобы удерживать панорамный прицел на точке прицеливания. Командир также имеет механизмы наведения и стрельбы из оружия. Когда электрическая система отключена, имеется резервное ручное управление оружием для заряжания и прицеливания.
2С19 оснащен системой передачи и приема данных. Данные могут быть отправлены по стационарной линии связи или по радио через устройство IV122 на расстояние до 500 метров. Это включает в себя систему управления стрельбой, которая координируется с машиной центра управления огнем.
ПЗУ-5 предназначена для защиты от легкобронированной техники, вертолетов и самолетов и аналогична той же системе, которой оснащены танки Т-64 и несколько моделей танка Т-80. Он может стрелять изнутри башни с помощью дистанционного управления V-18. 12,7-мм пулемет НСВТ «Утес» (6П11) имеет прицельную дальность стрельбы 2000 метров и скорострельность от 700 до 800 выстрелов в минуту. Его диапазон возвышения составляет от -3 до +70 градусов. Он снабжен пятью лентами боекомплекта по 60 патронов в каждой. Для обеспечения работы при выключенном основном двигателе на машине установлен автономный источник питания АП-18Д — газотурбинный генератор мощностью 16 киловатт. Он может работать без перерыва до восьми часов.
2С19 входит в состав артиллерийского огневого батарейного комплекса (ОБАК). Полный
ОБАК состоит из машины командира (на базе БТР-80), машины старшего офицера батареи (на базе грузовика Урал-43201) и до восьми орудий 2519. Из этих организаций ОБАК может быть сформировано артиллерийское соединение любого размера.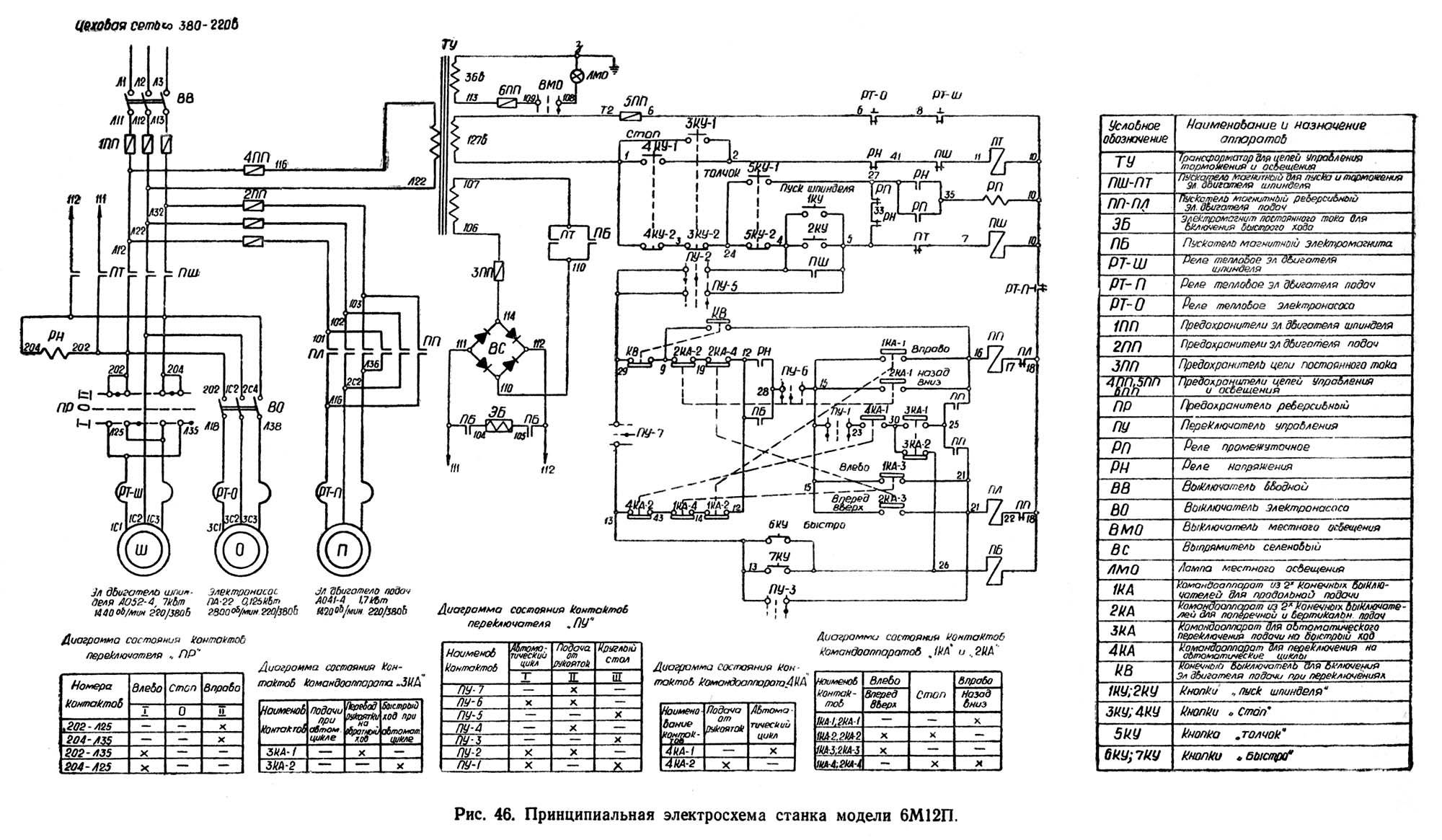
2С19 предлагается на экспорт. В таком состоянии автомобиль стоит 1,6 миллиона долларов. Предлагаются также специальные экспортные версии 2С19 калибра 155 мм, что позволит этому оружию работать с любым типом боеприпасов НАТО этого калибра.
К февралю 1991 года Советская Армия приняла на вооружение около 371 орудия 2С19 и 2А65, а к 1 января 1995 года их было 563. Российские артиллерийские конструкторы начали работу над усовершенствованной версией орудия 2С30 «Исеть». Кроме того, усовершенствования способности 2С19 стрелять управляемыми снарядами, такими как «Краснополь», с использованием беспилотного летательного аппарата (ДПЛА) в качестве источника лазерного освещения цели также разрабатывались для нынешних 2С19 и его будущей системы.
Варианты
- 1К17 Сжатие — «лазерный танк», вооруженный батареей лазеров, предназначенных для вывода из строя оптико-электронных систем; использует шасси и башню Мста-С.
- 152-мм гаубица 2А65 — буксируемый вариант того же орудия.
- 2С19М: модернизированный вариант с компьютеризированной системой управления огнем и системой GPS или ГЛОНАСС
- 2С19М1 (2000 г.) — Усовершенствованная версия с автоматической системой наведения и Глонасс.
- 2С19М2 (2013 г.) — Усовершенствованная версия, оснащенная новой автоматической системой управления огнем, повышающей скорострельность. Появились цифровые электронные карты, которые значительно ускоряют ориентирование на местности в сложных географических условиях и позволяют быстрее и эффективнее выполнять огневые задачи.
- 2С19М1-155 (2006 г.): Разработан модернизированный экспортный вариант Мста-С (155 мм) с пушкой L / 52 с дальностью стрельбы 40+ км. На выставке «Ural Expo Arms 2002» в Нижнем Тагиле была продемонстрирована боевая установка 2С19М1-155 (со 155-мм гаубицей, соответствующая стандарту 1989 года, принятому НАТО). Сама гаубица разработана Мотовилихинскими заводами — ее длина 52 калибра, объем патронника 23 л. В системе используются 155-мм осколочно-фугасные снаряды разработки НИМИ; дальность стрельбы: 33,8 км.
 Он также может стрелять снарядами иностранного производства, такими как M107, L15A1, M79.5, DM652, ERFB и другие, например с зарядкой типа МТЛС. Краснополь-МС и Сантиметр М1 также могут стрелять.
Он также может стрелять снарядами иностранного производства, такими как M107, L15A1, M79.5, DM652, ERFB и другие, например с зарядкой типа МТЛС. Краснополь-МС и Сантиметр М1 также могут стрелять. - 2С27 «Мста-К» — Колесный вариант (К = колёсный), на базе шасси грузового автомобиля с колесной формулой 8х8. Было несколько разных прототипов, в том числе один на базе КрАЗ-ЧР-3130 и два на базе Урал-5323 (с башней и без нее).
- 2С30 Исеть: 155-мм орудие (калибр НАТО), предназначенное для экспорта из Российской Федерации. На авиационно-космическом салоне в подмосковном Жуковском и позже на IDEX 9На выставке 3 в Абу-Даби в августе 1992 года была представлена 2С19 МСТА. Она проявила большой интерес к приобретению образцов гаубицы. Поэтому для экспорта был разработан вариант, получивший название 2С30 «Исеть». Восточная система реки Волги находится на западной стороне Уральских гор, а система реки Обь — на востоке Урала. На западе река Чусовая впадает в Каму, большой восточный приток Волги, из горки на Урале, через которую также проходит северная ветка Транссибирской магистрали.
 На восточной стороне Урала очень близко к этому ущелью в горах подходят истоки реки Исеть, входящей в состав Обской системы, и истоки реки Чусовой.
На восточной стороне Урала очень близко к этому ущелью в горах подходят истоки реки Исеть, входящей в состав Обской системы, и истоки реки Чусовой. - 2С33 «Мста-СМ» — Улучшенная версия. Подробная информация отсутствует.
2С19М2
Глубоко модернизированная 152-мм самоходная гаубица (САУ) 2С19М2 впервые была представлена на IX Международной выставке вооружения, военной техники и боеприпасов «Russia Arms EXPO-2013». 2С19М2 оснащен комплексом программируемых заряжающих механизмов, модернизированной системой управления наведением и огнем. Модернизация САУ обеспечила повышенную (до 10 выстрелов в минуту) скорострельность, выполнение маневра с самоопределением текущей позиции. Аппаратура усовершенствованной «Мсты» может автоматически рассчитывать параметры для ведения огня с закрытых позиций. Реализовано автоматическое выравнивание приборов и восстановление наводки после выстрела.
Он обеспечивает режим «одновременной огневой атаки», при котором цель поражается одновременно несколькими снарядами, выпущенными из одного орудия по согласованным траекториям.