Станок 6р12 технические характеристики: 6Р12 станок фрезерный вертикальный консольный. Паспорт, схемы, описание, характеристики
Содержание
Фрезерный станок 6Р12: технические характеристики, схемы, советы
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
6р12 Не работает подача стола.
Нажимая на кнопку, Вы, снимаете фиксацию и поворачиваете диск, вибирая необходимую подачу, после чего досылаете грибок до упора.
На одной оси с грибком посажен диск с отверстиями, в которые входят концы (в виде ступенчатых штифтов) зубчатых поршень-реек. Поворот грибка приводит во вращение диск и сообщает движение парам реек, связанных через посаженные на них вилки с блоками зубчатых колес. При плохой смазке, засорении, износе или деформации механизмов коробки переключения грибок не досылается.
Грибок может досылаться, но отжиматься, если неисправен пружинно-шариковый фиксатор. Недовод грибка ведет к неполному зацеплению колес и неравномерному износу (по краям) или поломке зубьев, а также отключению рабочей подачи (кулачковая муфта не сцепляется по этой же причине). Иногда фрезеровщик прижимает грибок ногой, но конечно так работать нельзя.
Отладьте фиксацию: снимите грибок, ослабьте контрящий винт и отвинтите втулку, выпадут шарики и пружина. На грибке есть винт-фиксатор штока кнопки, тоже следует разобрать. Почистив, смажьте индустриальным маслом и соберите. Ввинчивают втулку до положения, в котором при нажиме на кнопку, шток фиксируется шариками (на штоке есть проточка), но не намертво, после чего втулка законтривается.
На грибке есть винт-фиксатор штока кнопки, тоже следует разобрать. Почистив, смажьте индустриальным маслом и соберите. Ввинчивают втулку до положения, в котором при нажиме на кнопку, шток фиксируется шариками (на штоке есть проточка), но не намертво, после чего втулка законтривается.
Разбирать всю коробку переключения подач без крайней необходимости не следует- довольно сложно.
Смазка поршень-реек, реечных колес, вилок коробки переключения происходит разбрызгиванием и затекающим маслом при работающей системе смазки коробки подач.
Крайние положения стола при продольной подаче ограничиваются упорами, нажимающими на рукоятку продольных перемещений. Упоры перемещаются по боковому пазу стола и ограничены винтами, предотвращающими их установку на расстоянии большем хода. Аналогично работают упоры поперечной и вертикальной подачи.
Концевые поперечной и вертикальной подачи стоят с левой стороны консоли под рукояткой включения данных подач (в нише между корпусом узла рукоятки и коробкой переключения подач). Основная рукоятка механически связана с дублирующей.
Основная рукоятка механически связана с дублирующей.
Примерно по центру салазок есть крышка, кажется пластиковая, сняв которую, увидите два конечных выключателя продольной подачи, на них через коромысло производится давление от центральной рукоятки включения продольной подачи или от боковой дублирующей.
Внутри коробки переключения подач тоже есть микрик (доступ к нему через окно в цилиндрическом корпусе). При досылании грибка диск давит на микрик и отключает рабочую подачу, чтобы зубчатые колеса вошли в зацепление без усилия, вращаясь по инерции.
Извиняйте, что много текста, проще Вам по паспорту разобраться, на сайте есть для моделей разных лет выпуска, правда принципиальных отличий я не заметил.
Изменено 8 сентября, 2015 пользователем Morygin
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.
Обозначение модели
Рассматривая обозначение вертикального фрезерного станка 6Р12 проведем ее расшифровку:
- 6 – обозначает оборудование фрезерного типа.
- Буква «Р» — обозначение производителя.
- 1 – обозначение вертикальной группы
- 2 – типоразмер установленного стала. Вертикальный станок имеет стол, на котором проводится базирование заготовки.
Расшифровка всецело описывает особенности использования консольного вертикально-фрезерного 6Р12. Однако проводя расшифровку можно определить только расположение шпинделя, но, к примеру, мощность мотора или особенности электросхемы определить нельзя – для этого используется информация из паспорта. Расшифровка названия станка схожа с моделью 6Т12: разница заключается лишь в названии завода производителя.
Однако проводя расшифровку можно определить только расположение шпинделя, но, к примеру, мощность мотора или особенности электросхемы определить нельзя – для этого используется информация из паспорта. Расшифровка названия станка схожа с моделью 6Т12: разница заключается лишь в названии завода производителя.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Конструктивные особенности станка
Внешний вид
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты.
В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора;
- смазка элементов аппарата в соответствии с требованиями паспорта;
- установка защитного ограждения после фиксации фрезы;
- обязательная проверка работы устройства на холостом ходу.

Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена;
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Если ремонт обмотки электромотора не устраняет перегрев и гудение при дальнейшей эксплуатации, то рекомендуется заменить его новым.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.
Вертикально-фрезерный станок 6Р12 | 6Т12 | 6М12П | 6С12 | 6Н12
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б — очень распространённая на территории бывшего СССР модель фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров. Станок экспортировался во многие страны мира. Вертикально-фрезерные станки 6Р12 зарекомендовали себя как надёжные и неприхотливые, не требующие повышенного внимания.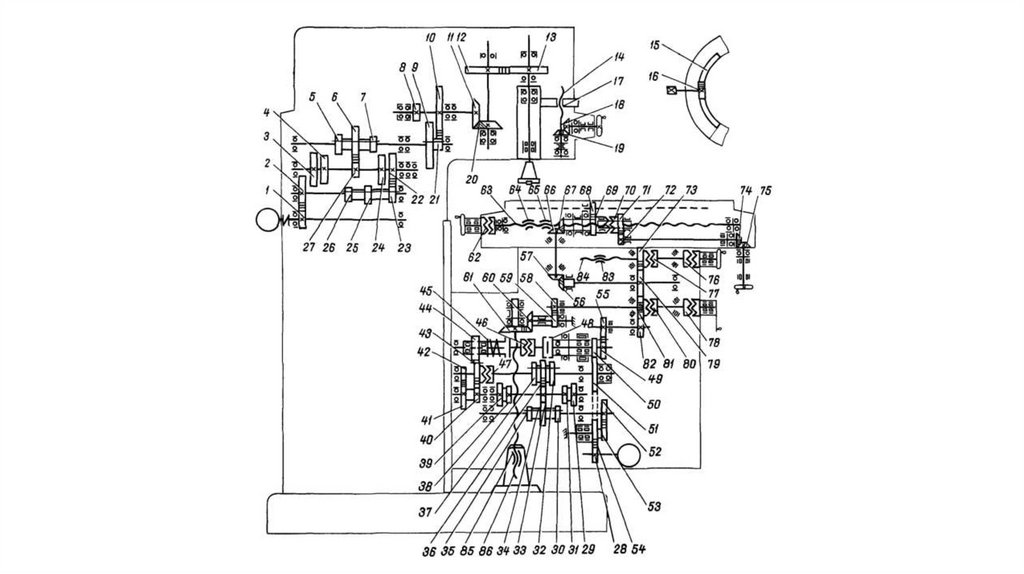
Назначение
Вертикально-фрезерный станок 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б предназначен для фрезерования, сверления и выполнения расточных работ заготовок любых форм и из любых материалов — от чугуна до сплавов цветных металлов, пластмасс. Шпиндельная головка вертикально-фрезерного станка оснащена механизмами поворота и ручного осевого перемещения шпинделя. Это позволяет производить обработку отверстий, расположенных под наклоном до ±45° к поверхности стола. Высокая жесткость вертикально-фрезерного станка 6Р12 в сочетании с мощным приводом позволяет использовать фрезы с пластинами из быстрорежущей стали, а также из твердых и сверхтвердых материалов.
Обозначение
Буквенно-цифирный индекс вертикально-фрезерного станка 6Р12, 6Т12, 6М12П, 6С12, 6Н12, 6Р12Б обозначает следующее: цифра 6 — это фрезерный станок; индекс Р, Т, М, С, Н — обозначает завод-производитель станка, цифра 1 – обозначает вертикально-фрезерный станок, цифра 2 – типоразмер станка (размер стола).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1250 х 320 |
| Наибольшее продольное перемещение стола, мм | 800 |
| Наибольшее поперечное перемещение стола, мм | 320 |
| Наибольшее вертикальное перемещение стола, мм | 420 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 30 — 450 |
| Пределы частот вращения шпинделя, мин -1 | 31,5 — 1600 |
| Ускоренное продольное перемещение стола, мм/мин | 4000 |
| Ускоренное поперечное перемещение стола, мм/мин | 4000 |
| Ускоренное вертикальное перемещение стола, мм/мин | 1330 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 250 / 550 |
| Мощность электродвигателя привода шпинделя, кВт | 7,5 / 11 |
| Мощность электродвигателя привода стола, кВт | 3 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Габаритные размеры станка (Д х Ш х В), мм | 2280 х 1965 х 2265 |
| Масса станка с электрооборудованием, кг | 3250 |
Устройство
Вертикально-фрезерный станок 6Р12 оснащен вертикальным пинольным шпинделем, рабочей поверхностью в виде передвижного по горизонтали стола. Он зафиксирован на консоли, перемещающейся по вертикали благодаря специальным направляющим элементам. На рассматриваемом оборудовании предусмотрено элементарное числовое программное управление и копировальное приспособление, позволяющее работать с криволинейными деталями.
Он зафиксирован на консоли, перемещающейся по вертикали благодаря специальным направляющим элементам. На рассматриваемом оборудовании предусмотрено элементарное числовое программное управление и копировальное приспособление, позволяющее работать с криволинейными деталями.
Поворотная головка шпинделя имеет узел осевого механического передвижения гильзы. Такая особенность дает возможность обслуживать отверстия с осями, размещенные по отношению к поверхности стола под диаметрально противоположными углами в 45 градусов.
Конструкция агрегата и ее особенности
Агрегат состоит из следующих элементов:
- электродвигатель, размещенный внутри вертикального короба;
- блок управления, расположенный внутри вертикального короба, как и электродвигатель;
- станина из чугуна, на которой крепятся все остальные механизмы;
- фрезерная головка, оснащенная поворотным механизмом;
- охлаждающий блок с электрическим насосом.
Сам рабочий стол агрегата может изменять свое расположение как по вертикальной, так и горизонтальной осям. Для аппарата характерны габариты, превышающие стандартные размеры станков.
Для аппарата характерны габариты, превышающие стандартные размеры станков.
Стол фрезерного станка 6Р12 может подстраивать нужную вам ось
Особенности устройства имеют следующее описание:
- шпиндельная головка имеет смещение оси, что позволяет мастеру фрезеровать изделия под углом 450;
- присутствие в качестве дополнительного элемента копировального механизма, предназначенного для фрезерования деталей по заранее созданному образцу;
- мощность устройства позволяет обрабатывать заготовки фрезами, в составе которых быстрорежущая сталь.
Принцип работы вертикально-фрезерного станка 6Р12
Криволинейные заготовки на рассматриваемом оборудовании обрабатывают по копирам. Очертание фрезеруемых поверхностей анализируется датчиком электроконтактного типа с подвижным наконечником. Благодаря жесткой конструкции станка на нем можно эксплуатировать фрезы из быстрорежущих сталей, а также синтетические аналоги твердой и сверхтвердой категории.
Вертикальный консольно-фрезерный станок 6Р12 соответствует классу точности «Н», применяется в единичном и серийном производстве. Во всех случаях приспособление демонстрирует высокий показатель выполнения фрезерных и сопутствующих манипуляций.
Работа станка
Фрезерный станок 6Р13 работает по классической схеме, в которой главным рабочим движением является вращение фрезы, а вспомогательным — подача стола с закрепленной на нем заготовкой или деталью. Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Ручное управление
Осуществляется при помощи основных и дублирующих маховиков продольного и поперечного перемещения стола, рукояти ручного вертикального перемещения, маховика выдвижения гильзы шпинделя. После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
6Р13 характеризуется относительной простотой в работе, не слишком требователен к квалификации фрезеровщика и для опытного рабочего интуитивно понятен. Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Наиболее эффективно использование станка на небольших машиностроительных фирмах, авторемонтных предприятиях.
Технические характеристики вертикально-фрезерного станка 6Р12
Ниже приведены основные параметры рассматриваемого оборудования:
- Габаритные размеры – 2280/1965/2265 мм.
- Вес – 3,2 т.
- Размеры рабочего стола – 1250/320 мм.
- Предельный вес обрабатываемой детали – 250 кг.

- Ход основной поверхности поперечно/продольно – до 800/250 мм.
- Вертикальное смещение основы – до 420 мм.
- Скорость вращения головки шпинделя – 40-2000 оборотов в минуту.
- Число скоростей – 18.
- Диапазон изменения положения пиноли – 70 мм.
- Число подач – 22.
- Мощность электромотора – 7500 Вт.
Большинство характеристик вертикально-фрезерного станка 6Р12 перешло к его аналогам и последующим моделям. Среди самых популярных модификаций агрегата:
- Версия 6Р13Ф3 (с многофункциональным комплексом ЧПУ).
- Широкоуниверсальная модель 6Р13.
- Варианты 6Т12 и 6Т12-1.
- Зарубежные аналоги (FV401, X5032, ВМ127М, 6Д12).
Вес, габариты и устройство конструкции
Станок 6М12П отличается жесткостью конструкции, что позволяет с высокой точностью – класс Н, изготавливать сложные детали. Основные размеры агрегата:
Читайте также: Характеристики и виды скотча (двусторонний, канцелярский, алюминиевый, упаковочный, армированный, малярный)
- стол 1250×320 мм;
- максимальный вес заготовки 250 кг;
- габариты 2395×1745×2000 мм;
- вес 3000 кг.

Наибольшее продольное перемещение стола в механическом режиме 700 мм.
Станок состоит из стандартных узлов:
- основание;
- станина;
- поворотная головка;
- консоль;
- салазки и стол;
- электрооборудование;
- коробка скоростей;
- коробка подач;
- коробка переключения;
- коробка подач.
Двигатель привода крепится на стойке сзади. В полом корпусе коробка скоростей.
Электросхема
Вертикально-фрезерный станок 6Р12 оборудован электродвигателем силой 7,5 кВт и мотором подачи на 2,2 кВт. Электрическая схема приспособления дает возможность оператору выбрать одну из трех рабочих позиций:
- Автоматический режим (стол перемещается в продольном направлении).
- Управление посредством рукояток и кнопок.
- Функцию круглого стола.
Чтобы упростить переключение подающих скоростей и вращение шпинделя, агрегат оснастили прибором импульсного пуска силовой установки. При использовании кнопок и рычагов схема функционирует за счет замыкания контактов соответствующих клавиш.
Назначение и область применения
Вертикально-фрезерный консольный станок 6М12П имеет станину повышенной прочности. Он предназначен для выполнения работ:
- фрезеровка горизонтальных и вертикальных плоскостей;
- выборка пазов;
- обработка углов;
- нарезка зубчатых колес;
- сверление;
- расточка.
На станке обрабатывают заготовки из чугуна, стали, сплавов цветных металлов. Изготавливают рычаги, планки, подушки, развертки, спирали и другие детали, при изготовлении которых требуется непрерывное вращение.
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.
Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.
Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.
Особенности конструкции станка
• механическое закрепление инструмента в шпинделе; • установлен механизм, пропорционально замедляющий подачу; • установлен механизм, который позволяет регулировать зазор в винтовой паре продольной подачи; • установлена муфта, защищающая привод подачи от нежелательных перегрузок; • при остановке эл. магнитной муфты, происходит торможение горизонтального шпинделя; • станок снабжен системой защиты от стружки.
Из технологических особенностей станка 6Р12 можно выделить надежность и долговечность конструкции, мощность приводов, широкий диапазон подач и частот вращения, а так же большой выбор автоматических циклов работы.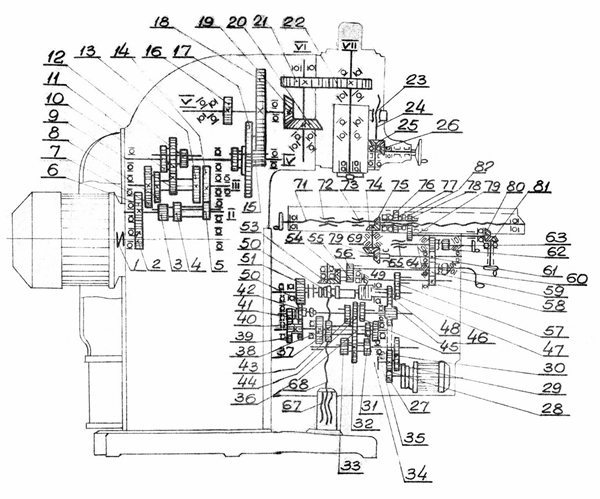
__________________________
Подготовка к эксплуатации
Перед началом использования вертикально-фрезерного станка 6Р12 следует внимательно изучить паспорт и характеристики прибора. В руководстве представлены технические требования к монтажу, правила использования, способы обслуживания, меры безопасности.
Выбирать место для монтажа оборудования необходимо с учетом его габаритов, массы и параметров. Также следует обратить внимание на наличие свободного пространства для оператора и обрабатываемых заготовок. Тяжелые детали обычно помещают при помощи специальных подъемников.
Рекомендации:
- После распаковки необходимо очистить поверхность оборудования от защитного состава, используя специальные составы.
- Производят смазку агрегатов и элементов, указанных в паспорте.
- Перед эксплуатацией проверяют агрегат на отсутствие дефектов и правильность настройки основных узлов. Стоит учитывать, что фактические параметры могут отличаться от номинальных показателей по причине длительной работы.

- После закрепления фрезы монтируют защитное ограждение. Этот элемент входит в комплект поставки.
- После сборки всех компонентов станок запускают на холостых оборотах, проверяют все рабочие режимы.
Информация о производителе консольно-фрезерного станка
Станки 6М12П производились на ГЗФС. Горьковский завод фрезерных станков вступил в строй в 1931 году. Он был построен по программе индустриализации. Для его возведения и оборудования использовался немецкий проект станкостроительных заводов. На то время это было единственное в стране предприятие, выпускающее фрезерное оборудование.
Первый станок был выпущен в декабре 1931 года. Модели серии 6М12П начали сходить с конвейера в 1960 году. Сейчас Нижегородский завод входит в промышленную группу РосСтанком и выпускает фрезерные станки, включая оборудование с ЧПУ.
Справка! В 1936 году на предприятии был выпущен уникальный 35-тонный станок. Его специально разработали и изготовили обрабатывать тюбинги для Московского метро.
Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия наладчика или профильного специалиста.
Основные поломки и ремонтные работы
Со временем происходит износ деталей, и даже самое надежное оборудование начинает барахлить, или полностью выходит из строя. Наиболее часто у 6М12П происходят поломки:
- замедление шпинделя;
- его полная остановка;
- замедленное включение, нет толчка.

Остальные неисправности встречаются реже.
Замедленное и неравномерное вращение шпинделя
Замедленное или неравномерное вращение шпинделя происходит при нарушении электрической цепи. Следует осмотреть кабель, контакты, мультиметром проверить состояние электрической схемы.
Вторая причина в износе шестерен коробки передач и нарушении натяжения подшипников. Следует открыть крышку в корпусе. Осмотреть шестерни, оценить процент износа зубьев и проверить зацепление. Возможно, в коробку попал мелкий мусор и мешает нормальной работе. Одновременно проверить смазку, заменить ее. При износе подшипников шпиндель начинает бить. Следует проверить радиальное и торцевое биение, подтянуть подшипники. При необходимости заменить.
Важно!
Подшипники следует хорошо промыть керосином, затем наполнить свежей густой смазкой, марка которой указана в паспорте.
Заклинивание шпинделя
Начать осмотр станка следует с подшипников шпинделя, проверить их состояние. Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
Возможно, один из них разрушился. Затем осмотреть зацепление с коробкой скоростей, проверить зацепление шестерен при переключении скоростей.
При отсутствии электрического импульса – толчка, шпиндельный узел не получает достаточного усиления для начала вращения. Следует прозвонить электрическую систему. Шпиндель не будет вращаться, если в узел попал мусор. Это может быть отколовшийся от детали кусок, или попавший снаружи при открытой крышке. Заклинивание при работе станка происходит при больших нагрузках и перегреве шпинделя, «выгорании» смазки.
Замедленное включение
Причина в электрике. При возникновении неисправности следует в первую очередь проверить напряжение в сети. Если оно упало, станок будет тормозить. Затем осмотреть кабель и провода, проверить контакты, наличие фаз и ноля. После этого искать нарушения в электрической схеме.
Важно!
Замедленная работа узлов шпинделя и перемещения стола, возможно при отсутствии смазки или несоответствия ее марки. Если залить более вязкую, или зимой летнюю, то это будет тормозить вращение и движение узлов.
Станок фрезерный СССР 6 П 12 Станки б/у
- Описание
- Характеристики
- Об этом продавце
размеры рабочей поверхности стола (ДхШ) 1250х320 мм
количество слотов Т 3
макс. перемещение стола:
— продольное механическое 800 мм
— продольное механическое 800 мм
— поперечное механическое 240 мм
— поперечное механическое 250 мм
— вертикальное механическое 410 мм
— ручное механическое 420 мм
мин. и макс. расстояние между торцом шпинделя и столом при ручной подаче 30-450 мм
расстояние оси шпинделя от вертикальной направляющей стойки 350 мм
перемещение стола на 1 часть делительного кольца (продольное, поперечное, вертикальное) 0,05 мм
перемещение стола на 1 оборот делительного кольца:
— продольное, поперечное 6 м
— вертикальное 2 мм
макс. вес заготовки 250 кг
вес заготовки 250 кг
размер шпинделя №. 50
макс. осевое смещение втулки шпинделя 70 мм
смещение втулки за 1 оборот делительного кольца 4 мм
подача пиноли на 1 часть делительного кольца 0,05 мм
макс. угол поворота шпиндельной бабки +-45°
Электродвигатель привода главного движения:
— мощность 7,5 кВт
— число оборотов 1460 об/мин
Электродвигатель привода подачи:
— мощность 2,2 кВт
— число оборотов 1430 об/мин.
электронасос подачи СОЖ:
— мощность 0,12 кВт 22 л/мин
— число оборотов 2800 об/мин.
Размеры машины (ДхШхВ) 2305х1950х2020 мм
Вес машины 3120 кг
Цена договорная.
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Тип ЧПУ | |
| Площадь стола (мм x мм) | 1250×320 |
| Максимальная нагрузка на стол | 250 кг |
| Конус шпинделя | |
| ——————- | |
| Длина x ширина x высота | 2305,0 × 1950,0 × 2020,0 |
| Вес | 3120 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус | виден, но отключен |
| Технический паспорт | СССР 6 П 12 |
| Тип клиента | Реселлер |
| Действует с | 2019 |
| Предложения онлайн | 84 |
| Последнее действие | 24 ноября 2022 г. |
Описание
размеры рабочей поверхности стола (ДхШ) 1250×320 мм
количество слотов T 3
макс. перемещение стола:
— продольное механическое 800 мм
— продольная механическая 800 мм
— поперечная механическая 240 мм
— поперечная механическая 250 мм
— вертикальная механическая 410 мм
— ручная механическая 420 мм
мин. и макс. расстояние между торцом шпинделя и столом при ручной подаче 30-450 мм
расстояние оси шпинделя от вертикальной направляющей стойки 350 мм
перемещение стола на 1 часть делительного кольца (продольное, поперечное, вертикальное) 0,05 мм
смещение стола за 1 оборот делительного кольца:
— продольная, поперечная 6 м
— вертикальная 2 мм
макс. вес заготовки 250 кг
размер шпинделя №. 50
макс. осевое смещение втулки шпинделя 70 мм
смещение втулки за 1 оборот делительного кольца 4 мм
подача пиноли на 1 часть делительного кольца 0,05 мм
макс. угол поворота шпиндельной бабки +-45°
угол поворота шпиндельной бабки +-45°
электродвигатель привода главного движения:
— мощность 7,5 кВт
— число оборотов 1460 об/мин
электродвигатель привода подачи:
— мощность 2,2 кВт
— число оборотов 1430 об/мин.
электронасос подачи СОЖ:
— мощность 0,12 кВт 22 л/мин
— число оборотов 2800 об/мин.
Размеры машины (ДхШхВ) 2305х1950х2020 мм
Вес машины 3120 кг
Цена договорная.
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Тип ЧПУ | |
| Площадь стола (мм x мм) | 1250×320 |
| Максимальная нагрузка на стол | 250 кг |
| Конус шпинделя | |
| ——————- | |
| Длина x ширина x высота | 2305,0 × 1950,0 × 2020,0 |
| Вес | 3120 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус | виден, но отключен |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2019 |
| Предложения онлайн | 84 |
| Последнее действие | 24 ноября 2022 г. |
Зубр
Зубр
ПОСМОТРЕТЬ КАТЕГОРИИ Токарные патроны
Самоцентрирующиеся спиральные патроны
SET-TRU Спиральные патроны
(с точной регулировкой)
4-кулачковые независимые патроны
Комбинированные патроны
Цанговые патроны
Патроны с конусом Морзе
Патроны для заточки сверл
Мини 3-х кулачковые спиральные патроны
Самоцентрирующиеся клиновидные патроны
Лицевые панели
Переходники с конусом Морзе
(только корпус)
Силовые патроны и гидравлические цилиндрыСтаночные и настольные тискиФрезерные приспособленияОправки VDIПодвижные и прочные центрыШпиндельный инструмент и резцедержателиЗапасные части и аксессуары
Самоцентрирующиеся спиральные патроны
Спиральные патроны SET-TRU
(с точной регулировкой)
Четырехкулачковые независимые патроны
Комбинированные патроны
Цанговые патроны
Патроны с конусом Морзе
Патроны для заточки сверл
Миниатюрные 3-кулачковые спиральные патроны
Самоцентрирующиеся клиновидные патроны
Лицевые панели
Переходники с конусом Морзе
(только корпус)
Тип губок
цанга 16C
2
2-компонентные челюсти
674
цанга 5C
10
Твердые челюсти
574
Тип губок
Жесткие двухкомпонентные кулачки
604
Твердые твердые челюсти
503
Твердые цельные реверсивные кулачки
132
Мягкие двухкомпонентные губки
9
Материал корпуса
Чугун
611
Стали
661
Тип крепления
Крепление CAMLOCK — Тип «D»
270
Длинный конус типа «L»
24
Крепление на конус Морзе
64
Плоская задняя часть — передний монтаж
152
Плоская задняя установка
333
Резьбовое крепление
21
Монтаж типа «А»
226
Монтаж типа «C» (DIN)
231
С Т-образными гайками
2
Количество губок
2
5
3
604
4
570
6
64
Класс точности
прецизионный патрон
137
Прецизионный патрон с точной регулировкой
57
Патрон стандартной точности
1069
Размер конуса
1. 1/2-8
1/2-8
1
11
145
15
49
2
5
2.1/4-8
1
20
11
28
1
3
62
4
88
5
112
6
152
8
166
L0
7
L00
4
L1
7
L2
6
Сквозное отверстие
НЕТ
15
ДА
1249
Размер сквозного отверстия [мм]
100
32
103
122
110
2
12
1
125
38
130
11
136
120
14
1
145
1
16
7
160
20
168
6
18
1
180
1
190
143
192
2
20
16
20,83
4
200
4
205
1
21
1
220
2
24
2
25
2
25,5
1
252
36
26
1
260
1
266
1
270
4
275
2
280
3
281
5
281,4
6
30
2
32
31
32. 1
1
1
320
13
35
4
35,5
40
370
1
375
1
38
2
40
4
406
2
408
10
410
1
42
106
50
31
51
3
51,4
4
52
2
520
1
55
126
560
1
578
59
60
2
64
1
65
32
66
2
76
108
80
44
90
2
М12
1
М14
1
Единица измерения
советник
1322
Каждый
1
СТ (4 шт.
