Станок для гибки профиля своими руками чертежи: чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Содержание
Обзор / Своими руками / Септики / Канлизация / Публикации / Санитарно-технические работы
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Из чего состоит профилегиб
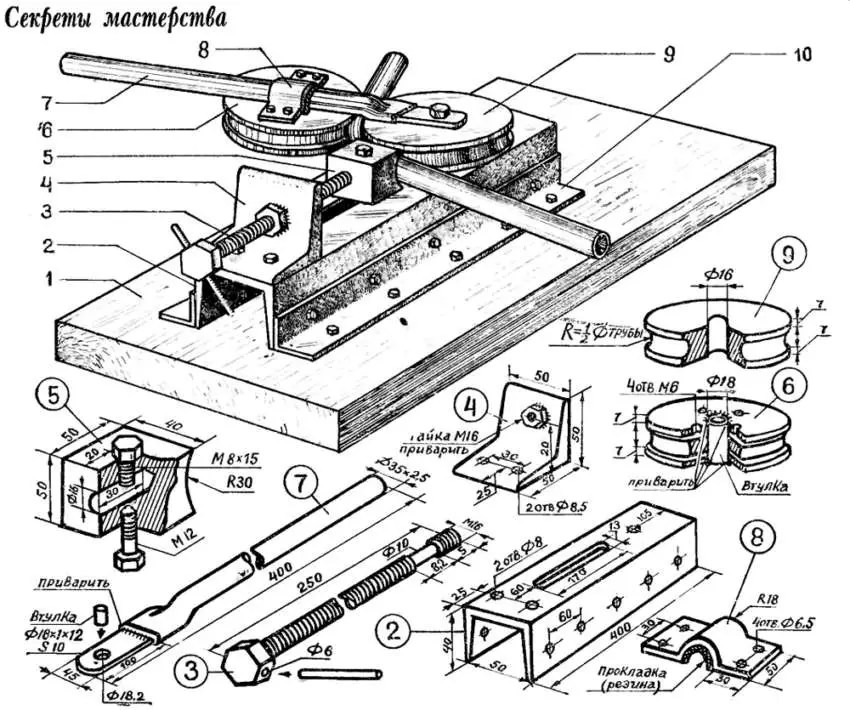
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
- валы три штуки, три штуки роликов.
- приводное цепное устройство.
- несколько осей.
- профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
- Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
- Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
- Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
Конструкции бывают:
- Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
- Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
- Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами.
 Метод подходит для небольших работ.
Метод подходит для небольших работ. - С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы.
К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
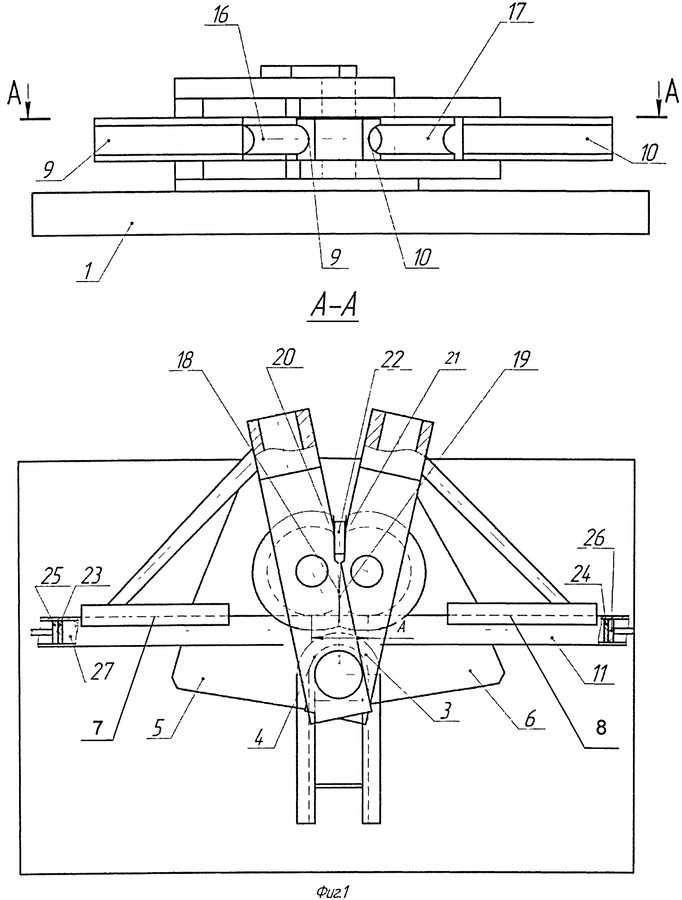
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
- Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
- Домкрат задает движение платформе, который упирается в корпус платформы штоком.
- Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
- Подготовка материала, набора инструментов.
- Сборка основной платформы.
- Нарезка трубы под подшипники.
- Выполнение соединения вальцев с подшипниками.
- Присоединение катка с помощью сварки.
- Изготовление основы под каток.
- Сборка всех элементов конструкции.
- Проверка на качество работы устройства.
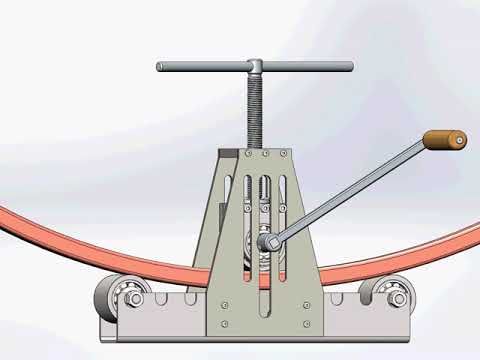
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Что необходимо для изготовления конструкции:
- полка
- профильный прокат из металла для изготовления каркаса.
- валы.
- пружины прочные, 4 шт.
- цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
- установить вал на полку.
- к полке монтируют гайки для крепления пружины.
- площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
- заказать валы у специалистов.
- сделать каркас под устройство.
- устанавливают прижимной вал.
- прикрепляют пружины.
- закрепляют валы.

- протягивают цепь.
- делают ручку.
- наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.

- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
В Масштабе. Чертежи, 3D Модели, Проекты
Гибочный станок — это механическое устройство, предназначенное для изменения формы изделий металлопроката, в частности листового металла различной толщины, профильной и круглой трубы, арматуры, металлического прутка и т.п. методом холодной гибки. Например, прокатав на трубогибе профильную трубу мы получаем дугу, которая часто используется в кровле, при изготовлении навесов и т. п. а прокат круглой трубы используют, например, газовщики. Принцип работы устройства — это создания давления на металлическую заготовку. А наращивание усилий происходит при помощи рычага, а также привода. Холодный метод гибки металла – это метод изменения формы заготовки без применения температуры, сварки, или соединений, только механическая деформация.
п. а прокат круглой трубы используют, например, газовщики. Принцип работы устройства — это создания давления на металлическую заготовку. А наращивание усилий происходит при помощи рычага, а также привода. Холодный метод гибки металла – это метод изменения формы заготовки без применения температуры, сварки, или соединений, только механическая деформация.
Изделия, созданные с помощью бесшовных технологии, считаются более надежными и прочными, так как соединения со временем могут подвергаться деформации, коррозии, вибрационным и термическим нагрузкам.
Среди видов гибочных станков, представленных на сайте: станок для гибки арматуры, ручной трубогиб, листогиб универсальный, вальцы ручные, индуктор ТВЧ и т.п. Эти виды станков используются как на производстве, так частными специалистами. Например у нас Вы можете скачать чертеж трубогиба и изготовить его в домашних условиях.
Основные программы для работы
с чертежами, опубликованными на сайте:
• КОМПАС-3D • AutoCAD
• SolidWorks • T-FLEX CAD
Что ищем?
В категории
Во всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построения
3D модель?
Да
Нет
Не важно
Студенческая работа?
Да
Нет
Не важно
Формат файла
ЛюбойКОМПАС-3DAutoCADAutoCAD ElectricalSolidWorksInventorT-Flex CADArchiCADRevitSketchUp3ds MaxBlenderRhinoFusion 360CATIACreoNXParasolidPowershapenanoCADPro/EngineerMicrosoft VisioArtCAMDXFCorelDRAWSTEP / IGESSTLДругая
Станок для холодной ковки своими руками: чертежи самодельного
Кузнечное дело – это хобби, которое может приносить существенную прибыль. Как минимум, с помощью такого мужского дела можно создавать красивый интерьерный и приусадебный декор. В настоящее время повсеместно используется технология холодной ковки, которая подразумевает придание определенной формы металлической заготовке методом механического усилия.
Как минимум, с помощью такого мужского дела можно создавать красивый интерьерный и приусадебный декор. В настоящее время повсеместно используется технология холодной ковки, которая подразумевает придание определенной формы металлической заготовке методом механического усилия.
Художественная ковка
В продаже можно найти электрический и ручной станок для холодной ковки металла, но даже в механическом исполнении набор кузнечного инструмента стоит не менее 1,5 тыс. долларов. Возникает целесообразный вопрос, можно ли такое оборудование сделать самостоятельно? На практике, оказывается, – да.
Содержание:
- Ручное и электрооборудование для холодной и горячей ковки
- Конструкция станков
- Конструкции и чертежи станков холодной ковки для начинающих
- «Гнутик» для гибки металлического прута
- «Твистер» для скручивания прутков
- Для скручивания завитков при помощи улиток
Ручное и электрооборудование для холодной и горячей ковки
Что представляет собой конструкция оборудования? Это каркас, который позволяет жестко зафиксировать заготовку, поддающуюся механическому воздействию (ее просто гнут) по заданной форме.
Существует множество элементов и вариантов изгибания металлического профиля, уголка, квадрата или трубы. Самыми популярными являются завитки, улитки, скрученный металлический прут. Это проделывается с помощью специальных сменных форм – улиток, которые крепятся на ручной или электромеханический инструмент в качестве основы.
В самом распространенном случае станок, изготовленный своими руками, должен иметь:
- приспособление для крепления улиток;
- конструкцию для жесткого крепления заготовок;
- радиальную конструкцию для скручивания.
Виды ковки
Основное конструкционное решение должно обеспечивать концентрированное механическое усилие с минимальными трудозатратами для рабочего. Очевидно, что изготовление декоративных изделий из железа требует часто богатырских усилий, особенно, если не усовершенствована механика. По этой причине применяются инструменты с электрическим приводом, что позволяет минимизировать трудовые усилия.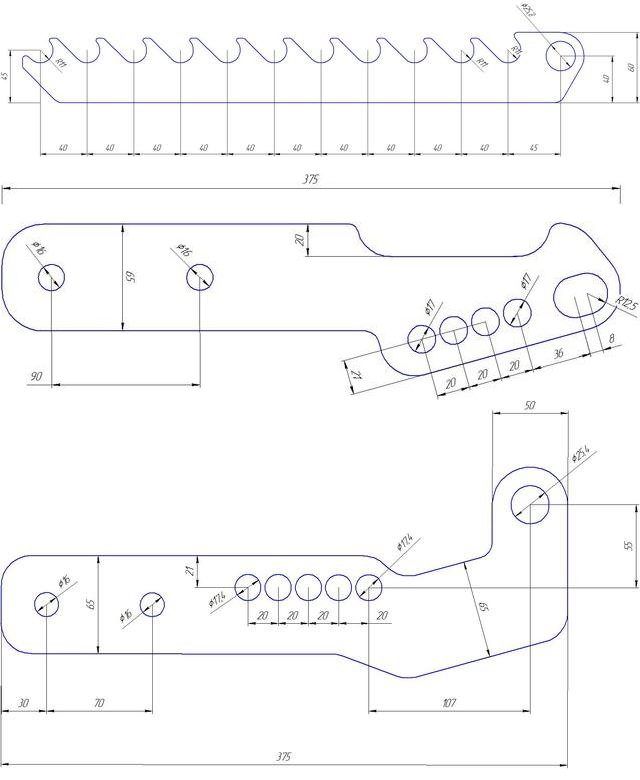
Конструкция станков
Довольно простая реализация может подразумевать целый ряд самодельных конструкционных решений и часто принципиально разные чертежи.
Из них можно всегда выбрать максимально оптимальную модель, отличающуюся:
- низким уровнем трудоемкости и простотой использования;
- низкой стоимостью реализации и простотой;
- небольшими габаритами;
- универсальностью (возможностью использования для нескольких операций).
Насадки для станков
Станки выполняются из черного проката – уголка, листа и профиля, отдельные элементы соединяются с помощью сварки. Оборудование может устанавливаться на стол и иметь тяжелую раму, предварительно закрепленную опору, или подразумевать крепления, которые фиксируются своими руками при установке оборудования на стол.
Изначально стоит начинать с простых станков, затем всегда можно продолжить и конструировать полупрофессиональные станки, которые позволят выполнять больший объем работ. Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Самодельные станки для ковки металла – усовершенствованные:
Самодельный станок
Профессиональное оборудование для холодной и горячей ковки металла:
Горячая ковка
Конструкции и чертежи станков холодной ковки для начинающих
«Гнутик» для гибки металлического прута
Рассмотрим станок холодной ковки для гибки профиля – в дополнении к приспособлениям, с помощью которых изготавливаются завитки (с помощью улиток разных форм). С этим приспособлением выполняется целый ряд видов декоративных элементов – от балконных ограждений, до перил внутренних лестниц, козырьков или решеток.
В работе станок выглядит так, как показано на фото:
Чтобы выполнить самодельный вариант, потребуется объемный и обычный чертеж (модель).
Этот вариант холодной ковки фигурных элементов отличается универсальностью, при установке оснастки можно гнуть не только дуги, но и зубцы.
Выполните станок для холодной ковки по чертежам, вы получите внешний вид приспособления как на фото.
«Твистер» для скручивания прутков
«Твистер» – это специальное приспособление, позволяющее скручивать металлические изделия по оси. Используется для квадратных прутков. Модифицированная версия применяется для изготовления декоративных корзинок из металла.
«Твистер» потребуется, чтобы сделать решетки, оградки и мебель. На фото показан самодельный вариант с электроприводом, который также может использоваться вручную.
Для скручивания завитков при помощи улиток
Чертеж для скручивания завитков выглядит следующим образом. Это самый простой в реализации инструмент, который позволит делать необходимый минимум операций, чтобы изготавливать большинство кованых украшений.
В итоге инструмент будет выглядеть так. Он рассчитан на изготовление завитков определенного типа и размера и не отличается универсальностью.
Данный самодельный станок для холодной ковки позволяет изгибать пруты улиткой с поперечным размером до 12 мм.
Описанные варианты кузнечных приспособлений, включая станок-улитка для холодной ковки, позволят самостоятельно изготавливать широкий ассортимент кованых изделий с минимальными затратами на расходные материалы. При желании можно выполнять работу на заказ, так хобби станет прибыльным делом, когда красивый декор можно сделать не только для себя, но и других.
Freeform Manager – Программное обеспечение для моделирования гибки труб
Диспетчер произвольной формы
Введение
Freeform Manager обеспечивает автоматическую генерацию и исправление данных ЧПУ, а также технико-экономический анализ труб произвольной формы на гибочных станках с ЧПУ. Он основан на многолетнем опыте создания и усовершенствования нашего моделирования гибки Kolli и расширяет основные принципы для работы с трубами, которые изгибаются с постоянно изменяющимся радиусом изгиба и круткой. Это первое в мире программное обеспечение для расчета и моделирования изгибов произвольной формы. Смотрите наши тематическое исследование ниже для примера того, как это приносит пользу проектам, связанным со сложными работами по гибке.
Он основан на многолетнем опыте создания и усовершенствования нашего моделирования гибки Kolli и расширяет основные принципы для работы с трубами, которые изгибаются с постоянно изменяющимся радиусом изгиба и круткой. Это первое в мире программное обеспечение для расчета и моделирования изгибов произвольной формы. Смотрите наши тематическое исследование ниже для примера того, как это приносит пользу проектам, связанным со сложными работами по гибке.
Хотя наш продукт Kolli способен моделировать процессы гибки на трубогибочных станках и простых вальцегибочных станках, он учитывает только один фиксированный радиус на плоский изгиб. Freeform Manager, с другой стороны, был специально разработан для работы с радиусами изгиба и поворотами, которые меняются на протяжении всего процесса гибки, что позволяет вам использовать весь потенциал вашего станка для гибки произвольной формы.
Несмотря на то, что задача может звучать не очень по-другому, для достижения успеха в расчете и моделировании истинного изгиба произвольной формы требовался радикально новый подход. Это, а также дополнительные новые требования, которые необходимо было выполнить, означали, что Freeform Manager был разработан как совершенно новое автономное программное обеспечение, а не как интегрированное в Kolli.
Это, а также дополнительные новые требования, которые необходимо было выполнить, означали, что Freeform Manager был разработан как совершенно новое автономное программное обеспечение, а не как интегрированное в Kolli.
Особенности
Моделирование гибки
Как и его родственная программа Kolli, FreeformManager моделирует процесс гибки на одном или нескольких виртуальных гибочных станках.
Он обнаруживает любое потенциальное столкновение между трубой и машиной или самой собой и автоматически изменяет процесс таким образом, чтобы была найдена оптимальная последовательность гибки, чтобы труба сгибалась без каких-либо столкновений, при условии, конечно, что трубка действительно может быть согнута.
Кривые сплайнов: импорт и создание вручную
Данные конструкции и данные профиля трубы можно импортировать из системы САПР для дальнейшей обработки с помощью интерфейса в формате файла IGES.
Помимо импорта последовательностей кривых из CAD-систем, встроенный редактор позволяет создавать и редактировать трубы, используя параметризованный ввод сегментов труб. Последовательности кривых могут использоваться как для гибки труб, так и для гибки профилей.
Последовательности кривых могут использоваться как для гибки труб, так и для гибки профилей.
Поддержка комбинированных инструментов
Приложение также может генерировать данные ЧПУ для изгибов фиксированного радиуса, которые создаются с использованием одного или нескольких гибочных штампов. Станок с комбинированным инструментом может изготавливать трубы произвольной формы и фиксированного радиуса за один процесс. Необходимые данные для замены инструмента произвольной формы на гибочную матрицу автоматически генерируются Freeform Manager. Необходимый инструмент для фиксированного и произвольного радиуса распознается автоматически.
Сравнение заданных и фактических данных и коррекция данных ЧПУ
Freeform Manager учитывает все важные параметры станка, материала и инструмента при создании данных ЧПУ. Программное обеспечение предлагает интерфейсы для измерительных систем, чтобы их данные можно было сравнивать с набором трубок. Результат отображается в виде отчета об отклонении и используется для автоматической коррекции данных ЧПУ. Как правило, после первой коррекции труба находится в допустимом диапазоне, но скорректированный продукт изгиба можно непрерывно корректировать столько раз, сколько необходимо. Результат будет приближаться к set-tube все больше и больше с каждой итерацией.
Как правило, после первой коррекции труба находится в допустимом диапазоне, но скорректированный продукт изгиба можно непрерывно корректировать столько раз, сколько необходимо. Результат будет приближаться к set-tube все больше и больше с каждой итерацией.
Анализ осуществимости и 3D-моделирование
Процесс изготовления трубы произвольной формы можно отобразить в виде автономной симуляции движения осей станка. Во время симуляции Freeform Manager проверяет геометрию на наличие коллизий с машиной. В случае столкновения программное обеспечение будет искать альтернативные движения осей для изготовления трубы без столкновений.
Простая настройка модели машины и среды
Freeform Manager включает в себя простой в использовании 3D-редактор, который позволяет создавать или изменять объемную модель машины и оси движения.
Кроме того, вы можете моделировать окружающие объекты, препятствия и стены, которые потенциально могут вызвать столкновения с машиной или гибочной трубой в процессе гибки. Вы можете выполнить измерения и моделирование машины самостоятельно или поручить это 3R.
Вы можете выполнить измерения и моделирование машины самостоятельно или поручить это 3R.
Практический пример
Центр мировой культуры короля Абдель Азиза в Дахране, Саудовская Аравия, безусловно, является одним из уникальных зданий в мире с необычным фасадом. Он состоит примерно из 60 000 трубок из нержавеющей стали. Собранные вместе, они охватывают здание общей протяженностью более 360 километров.
Каждая труба состоит из круглых или овальных профилей собственной трехмерной формы с размерами Д: 6000 мм x Ш: 2500 мм x В: 1500 мм и отдельными витками.
Freeform Manager использовался для этого экстраординарного проекта, чтобы согнуть материал по проекту архитекторов с помощью гибочных машин Dynobend.
Были импортированы уникальные файлы САПР
Данные ЧПУ были сгенерированы для нанесения маркировки точек крепления, линий распила, осевой линии, а также штрих-кодов для уникальной идентификации.
Были созданы очень точные данные ЧПУ для круглых и овальных труб, которые будут использоваться на гибочных станках.
Материал и возвратная пружина кручения были рассчитаны на основе метода самообучающейся коррекции, в результате чего потери составили около 0,5 %.
Трубогибочные станки. Производство гнутых труб. В Италии.
ИЗГИБАННАЯ ТРУБА: ОТ ПРОЕКТА ДО ПРОИЗВОДСТВА
Использование трубогибочного станка сегодня все еще является искусством, на самом деле это более деликатный процесс, чем другие в металлообработке. Это связано с переменными, которые могут повлиять на процесс. Хотя сегодня технология, присутствующая в автономных CAM-машинах и программном обеспечении, сильно упростилась.
Речь идет о гибке труб радиусом менее 200 мм (ориентировочно). Вместо изгибов с большим радиусом мы ссылаемся на процесс каландрирования. Тем не менее, сегодня многие машины могут производить как гибку, так и каландрирование.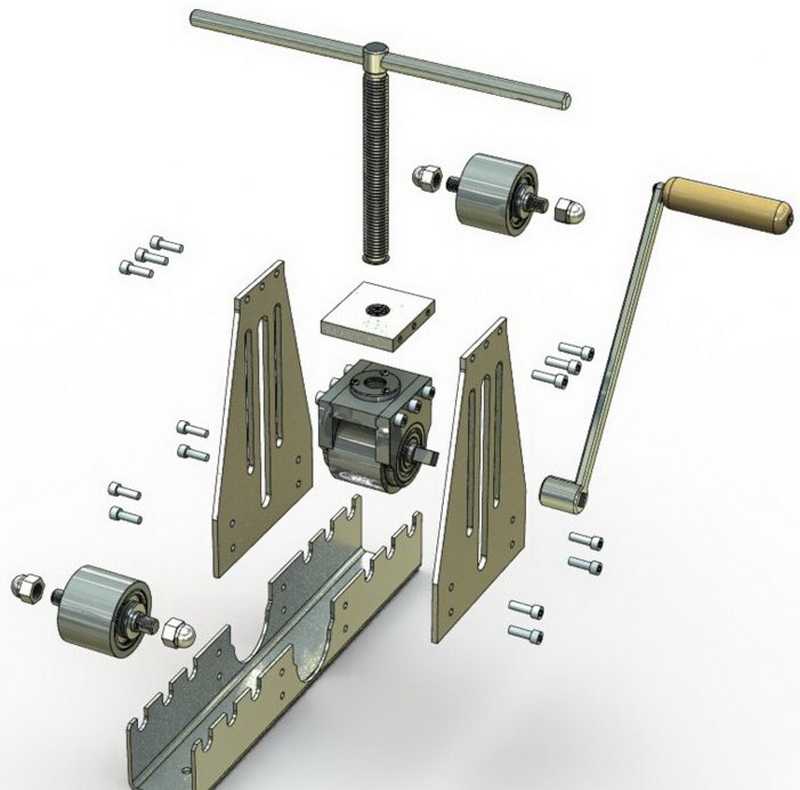 Однако в этом посте мы сосредоточимся на изгибе трубы и его процессе.
Однако в этом посте мы сосредоточимся на изгибе трубы и его процессе.
Конструкция
При проектировании изогнутой трубы в первую очередь необходимо учитывать возможности трубогиба, наличие пресс-форм и допуски.
1. Изгибающая сила и ее модуляция.
Важно знать пределы возможностей станка, чтобы не оказаться не в состоянии изготовить изделие. Способность к изгибу не зависит от чистой мощности, но зависит от радиуса кривизны (чем больше, тем меньше сила) и от способности модулировать усилие на протяжении всей фазы изгиба. Для этого новые электрические гибочные станки открыли новые горизонты по сравнению с традиционной гидравликой, поскольку их легче регулировать.
Помимо электрификации, другим заслуживающим внимания нововведением последних лет являются машины с левым и правым вращением головы. То есть они могут изгибаться в обоих направлениях, что дает очень высокую степень свободы как в дизайне, так и в исполнении, что ранее было невообразимо.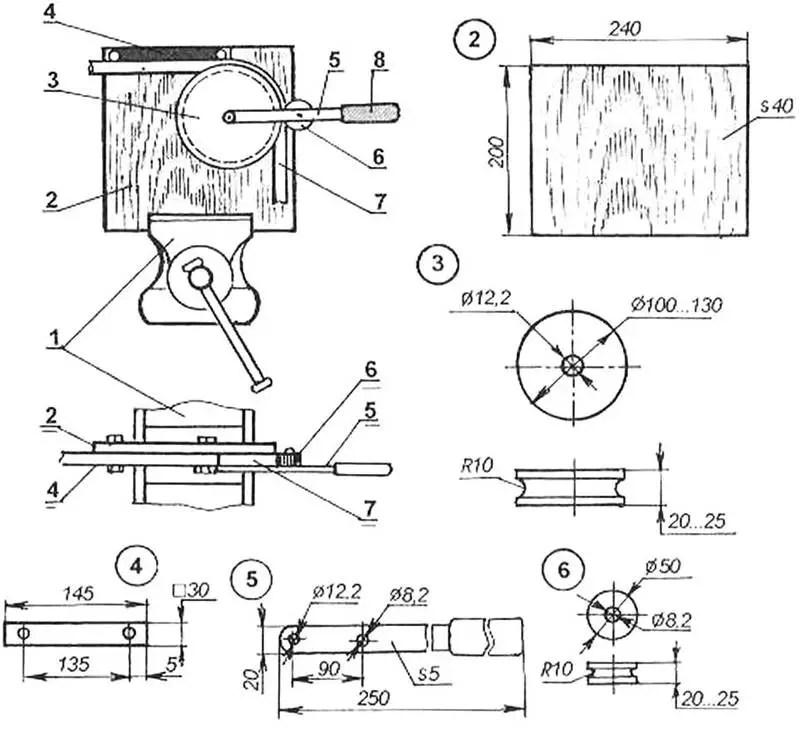
2. Инструменты
Трубогибочный станок работает с постоянным или фиксированным радиусом. То есть радиус определяется матрицей. Таким образом, каждая форма отвечает этим параметрам: сечению трубы, радиусу изгиба и толщине трубы. Если изменить только один из этих факторов, возможно, вам понадобится новый инструмент, что потребует дополнительных затрат.
Стандартные плашки должны блокировать трубу с обеих сторон, поэтому между одним изгибом и другим всегда должен быть прямой участок не менее примерно 100 мм. В противном случае должны быть разработаны специальные пресс-формы, допускающие близкие изгибы.
Другим препятствием , которое необходимо учитывать, является начальная и конечная прямые участки, где вы зажимаете трубу, чтобы управлять трубой в течение всей обработки. На самом деле инструмент «занимает» часть тубы и это нужно иметь в виду. В качестве альтернативы, если прямолинейной части недостаточно, после изгиба лишняя часть будет обрезана.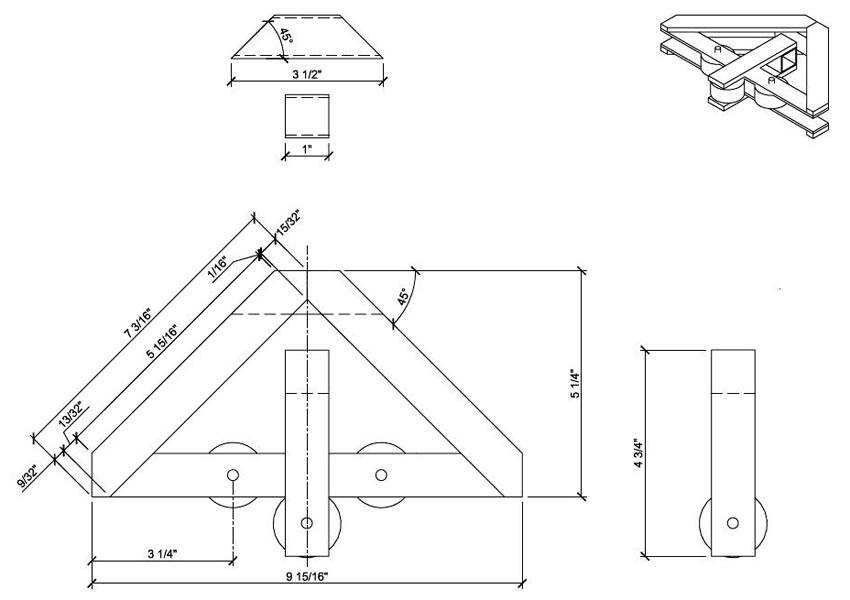
Мультирадиус. Современные машины также могут вмещать более одной формы одновременно, что означает возможность создавать детали с разным радиусом. В среднем можно разместить 2 или 3 пресс-формы. Тем не менее, каждая форма имеет фиксированный радиус, но у вас больше форм, поэтому вы выбираете, какую из них использовать, таким образом получая деталь с кривыми разного радиуса.
3. Допуски
Как и во всех проектах, допуски имеют основополагающее значение, поскольку они определяют стоимость детали. Особенно для изогнутых труб, которые, как уже упоминалось, зависят от нескольких переменных, каждая из которых может привести к ошибке при обработке.
Если мы сосредоточимся на допусках машины (сейчас мы забываем о переменной материала), разумно рассмотреть следующие диапазоны:
- Грубый: угловой допуск ± 1 °; линейный допуск ± 0,5 мм
- Нормальный: угловой допуск ± 0,5°; линейный допуск ± 0,5 мм
- Мелкий: угловой допуск ± 0,2°, линейный допуск ± 0,1 мм
Электрические машины более точны, чем гидравлические, относятся к последнему поколению и не подвержены изменению температуры масла.
4. Эстетическая отделка
Чтобы получить хороший эстетический результат, без дефектов изгиба, радиус должен быть как минимум в 1,5 раза больше сечения (для нержавеющей стали и алюминия предел увеличивается до 2). При этих значениях это возможно с помощью специальных инструментов
. Сегодня вы можете дойти до кривых с радиусом по отношению к 0,8 сечения профиля. Результаты достижимы только с электрическими трубогибами и при оптимальных условиях машины, оборудования и материала. Тем не менее, это остается замечательным достижением по сравнению с ограничениями, существовавшими всего 10 лет назад.
5. Alternatives:
There are alternatives to the cold bending technique if for various reasons the adoption of this technology is difficult:
- cold forging
- hot forging and casting
- hydroforming
Расчет линейного развертывания
Некоторое современное программное обеспечение способно напрямую рассчитать развертывание детали, альтернативно одна из наиболее часто используемых формул:
L = сумма всех прямых участков r и всех длин дуг a.
L= общая длина / или= длина прямых участков / a= длина дуги
В то время как прямые участки легко рассчитать, для дуг используется следующая формула:
a4 x R17 x α
Rm= радиус в срединном сечении / α = угол изгиба (от 0° до 180°)
Однако, как правило, рекомендуется всегда проводить практические испытания (образец) перед переходом к массовому производству. Кроме того, если деталь имеет несколько изгибов или изгиб менее 90°, развертка может значительно отличаться от теоретических расчетов.
Проблема более выражена для квадратных труб, прямоугольников или специальных профилей, чем для круглых. Круглые трубы имеют постоянное стойкое сечение и не имеют проблемы с положением сварного шва и точным размером углового радиуса.
На самом деле в игру вступает гораздо больше переменных, чем процесс гибки листового металла. Во-первых, протравленные трубочки не всегда есть в наличии, поэтому менее благородный материал. Кроме того, положение сварного шва, точная толщина и радиус угла влияют на упругий возврат детали.
Кроме того, положение сварного шва, точная толщина и радиус угла влияют на упругий возврат детали.
Некоторые проблемы можно решить за счет использования более ценных материалов (например, труб без сварного шва), но с увеличением затрат. Например, при наличии предпочтите его альтер-эго E235+N стали S235JR.
Производство и наконечники для трубогибочного станка
Во-первых, для обеспечения повторяемости производства важно знать модуль упругости материала. Предлагается использовать стержни для каждой партии с отклонением модуля упругости ± 2%, а еще лучше, если они поставляются с одного и того же трубного завода.
Первым золотым правилом процесса является проверка того, что трубка не соскальзывает на протяжении всей фазы изгиба. По этой причине иногда формы имеют слегка шероховатую поверхность, чтобы улучшить их сцепление, особенно если мы сгибаем трубы из нержавеющей стали.
Кроме того, все компоненты пресс-формы не должны иметь проскальзывания между собой. По этой причине рекомендуется всегда отдавать предпочтение механической блокировке.
По этой причине рекомендуется всегда отдавать предпочтение механической блокировке.
Сердечник
Для более крутых поворотов необходимо использовать сердечник. Он начинается с фиксированного сердечника, самого простого, а затем переходит к гвоздевым или шарнирным сердечникам. Уметь «входить» все больше и больше в кривую.
Каноническое начальное положение неподвижного стержня должно быть на 5 мм впереди центра вращения (теоретическое начало кривой), и его регулировка влияет на результат гибки.
Для извлечения сердечника требуется отличная смазка с использованием противозадирных масел. Очевидно, что эффективность ядра тем больше, чем точнее оно по отношению к сечению. К сожалению, с этим сталкиваются, когда труба не имеет калиброванной толщины и, кроме того, когда размер и положение наплавленного валика не являются постоянными. №
Для повышения эффективности сердечника использование контрползуна необходимо для самых сложных изгибов. Контрползун должен быть изготовлен из самосмазывающегося материала и установлен во внутренней части кривой (напротив салазок)
Контрползун должен быть изготовлен из самосмазывающегося материала и установлен во внутренней части кривой (напротив салазок)
Прочие настройки
На задних салазках можно выполнять точную настройку: опережать или откладывать время ее действия. Или увеличить толкающее усилие задней тележки, обычно начинают без толкания (поэтому пассивный способ), чтобы переключиться на активные толчки, если материал порвется.
Интеграция трубогибочного станка и лазерной резки.
Интеграция между трубогибочным станком и станком для лазерной резки труб упрощает производство многих деталей. Кратко следует различать два случая.
Резка перед гибкой
Наиболее распространенное и дешевое решение. В этом случае перед гибкой труба обрабатывается (сверлится и профилируется). Важными ограничениями являются допуски между отверстиями, учитывая допуски, возникающие при изгибе, а не при лазерной резке. Кроме того, иногда требуется более длинная труба, чтобы ее можно было обрабатывать на гибочном станке.
Резка после гибки
Более точное, но более дорогое решение. Вы используете станок для трехмерной лазерной резки, а не станки для лазерной резки труб. Труба просверливается и формуется после гибки, поэтому допуски соответствуют станку для лазерной резки, а не трубогибу.
Ноу-хау компании Agrital
Компания Agrital занимается производством изогнутых труб более 20 лет и в основном специализируется на обработке конструкционной и конструкционной стали. Он обрабатывает диаметры от 20 мм до 80 мм или эквивалентные квадратные и прямоугольные профили с диагональю менее 80 мм.
12 упражнений для улучшения осанки
Почему осанка так важна
Хорошая осанка — это больше, чем хороший внешний вид. Это поможет вам развить силу, гибкость и равновесие в вашем теле. Все это может привести к уменьшению мышечной боли и увеличению энергии в течение дня. Правильная осанка также снижает нагрузку на мышцы и связки, что может снизить риск получения травмы.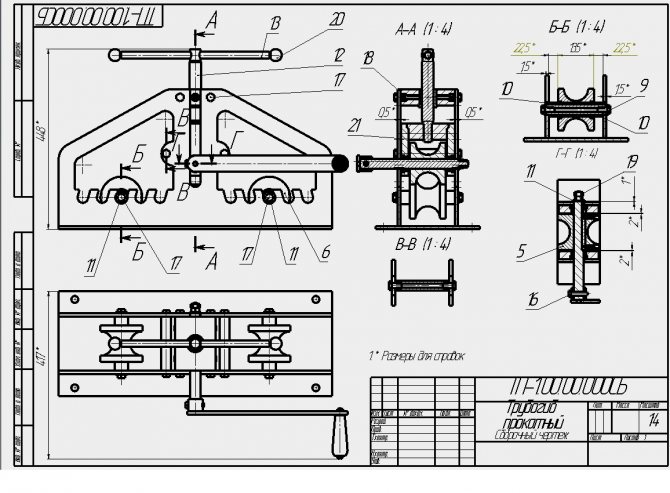
Улучшение осанки также поможет вам лучше понять свои мышцы, что упростит исправление осанки. По мере того, как вы работаете над своей осанкой и начинаете лучше осознавать свое тело, вы можете даже заметить некоторые дисбалансы или области напряжения, о которых вы раньше не знали.
Читайте дальше, чтобы узнать, как выполнять 12 упражнений, которые помогут вам стать немного выше.
Эта поза отдыха растягивает и удлиняет позвоночник, ягодицы и подколенные сухожилия. Поза ребенка помогает снять напряжение в пояснице и шее.
Для этого:
- Сядьте на голени, колени вместе, большие пальцы ног соприкасаются, а пятки разведены в стороны.
- Согните бедра вперед и вытяните руки перед собой.
- Опустите бедра обратно к стопам. Если ваши бедра не опускаются полностью, подложите под них подушку или свернутое одеяло для поддержки.
- Аккуратно коснитесь лбом пола или поверните голову набок.
- Держите руки вытянутыми или положите их вдоль туловища.

- Глубоко вдохните задней частью грудной клетки и талией.
- Расслабьтесь в этой позе до 5 минут, продолжая глубоко дышать.
Эта растяжка снимает напряжение с позвоночника, подколенных сухожилий и ягодичных мышц. Это также растягивает ваши бедра и ноги. Выполняя эту растяжку, вы должны чувствовать, как вся задняя часть вашего тела раскрывается и удлиняется.
Для этого:
- Встаньте так, чтобы большие пальцы ног соприкасались, пятки слегка расставлены.
- Поднимите руки к бедрам и согните их в бедрах.
- Опустите руки к полу или положите их на блок. Не волнуйтесь, если ваши руки не касаются земли — просто идите так далеко, как сможете.
- Слегка согните колени, расслабьте тазобедренные суставы и позвольте позвоночнику удлиниться.
- Прижмите подбородок к груди и позвольте голове тяжело упасть на пол.
- Оставайтесь в этой позе до 1 минуты.
Практика растягивания и массажа позвоночника.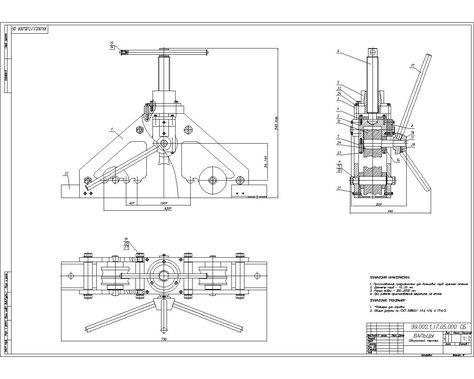 Это также помогает снять напряжение в туловище, плечах и шее, улучшая кровообращение.
Это также помогает снять напряжение в туловище, плечах и шее, улучшая кровообращение.
Для этого:
- Встаньте на руки и колени, равномерно распределив вес между всеми четырьмя точками.
- Вдохните, чтобы посмотреть вверх, опуская живот вниз к земле, вытягивая позвоночник.
- Выдохните и выгните позвоночник к потолку, прижав подбородок к груди.
- Продолжайте это движение не менее 1 минуты.
Растяжка «кошачья корова» стоя помогает ослабить напряжение в спине, бедрах и ягодицах.
Для этого:
- Встаньте, ноги на ширине плеч, колени слегка согнуты.
- Вытяните руки перед собой или положите их на бедра.
- Вытяните шею, подтяните подбородок к груди и округлите позвоночник.
- Затем посмотрите вверх, поднимите грудь и сдвиньте позвоночник в противоположном направлении.
- Удерживайте каждую позицию по 5 вдохов за раз.
- Продолжайте это движение в течение нескольких минут.
Это упражнение позволяет раскрыть и растянуть грудную клетку. Это особенно полезно, если вы проводите большую часть дня сидя, из-за чего ваша грудь смещается внутрь. Укрепление груди также помогает вам стоять прямо.
Это особенно полезно, если вы проводите большую часть дня сидя, из-за чего ваша грудь смещается внутрь. Укрепление груди также помогает вам стоять прямо.
Для этого:
- Встаньте, ноги на ширине бедер.
- Заведите руки за спину и переплетите пальцы, прижав ладони друг к другу. Возьмите полотенце, если ваши руки не достают друг до друга.
- Держите голову, шею и позвоночник на одной линии, глядя прямо перед собой.
- Вдохните, поднимите грудь к потолку и опустите руки к полу.
- Глубоко дышите, удерживая эту позу в течение 5 вдохов.
- Отпустите и расслабьтесь на несколько вдохов.
- Повторить не менее 10 раз.
Готовы увидеть, как все это вписывается в план упражнений? Ознакомьтесь с нашим руководством по улучшению осанки за 30 дней.
УЗНАТЬ БОЛЬШЕ
Поделиться на Pinterest
Поза высокой планки помогает снять боль и скованность во всем теле, одновременно укрепляя плечи, ягодицы и подколенные сухожилия. Это также помогает вам развить баланс и силу в коре и спине, что важно для хорошей осанки.
Это также помогает вам развить баланс и силу в коре и спине, что важно для хорошей осанки.
Для этого:
- Встаньте на четвереньки, выпрямите ноги, поднимите пятки и поднимите бедра.
- Выпрямите спину и задействуйте мышцы живота, рук и ног.
- Вытяните заднюю часть шеи, смягчите горло и посмотрите в пол.
- Держите грудь открытой, а плечи расправленными.
- Удерживайте это положение до 1 минуты за раз.
Поделиться на Pinterest
Вы можете использовать боковую планку, чтобы сохранять нейтральное положение позвоночника и ног. Эта энергичная поза воздействует на мышцы боков и ягодиц. Укрепление и выравнивание этих мышц помогает поддерживать спину и улучшать осанку.
Для этого:
- Из положения высокой планки слегка поднесите левую руку к центру.
- Перенесите вес на левую руку, сложите лодыжки и поднимите бедра.
- Положите правую руку на бедро или вытяните ее к потолку.
- Вы можете опустить левое колено на пол для дополнительной поддержки.
- Задействуйте брюшной пресс, боковые части тела и ягодичные мышцы, удерживая эту позу.
- Выровняйте тело по прямой линии от макушки головы до пяток.
- Посмотрите прямо перед собой или на руку.
- Удерживайте эту позу до 30 секунд.
- Повторить на противоположной стороне.
Поделиться на Pinterest
Это наклон вперед, который можно использовать в качестве позы для отдыха, чтобы сбалансировать свое тело. Поза собаки мордой вниз помогает облегчить боль в спине, а также укрепляет и выравнивает мышцы спины. Регулярные занятия помогают улучшить осанку.
Для этого:
- Лежа животом на полу, надавите на руки, подогнув пальцы ног под стопы и подняв пятки.
- Поднимите колени и бедра, чтобы поднять седалищные кости к потолку.
- Слегка согните колени и вытяните позвоночник.
- Держите уши на одной линии с плечами или полностью прижмите подбородок к груди.
- Плотно прижмитесь к ладоням и слегка приподнимите пятки.

- Оставайтесь в этой позе до 1 минуты.
Это упражнение для раскрытия бедер, которое также расслабляет позвоночник, подколенные сухожилия и ягодичные мышцы. Поза голубя также может помочь растянуть седалищный нерв и четырехглавую мышцу. Открытие и растяжение этих мест в вашем теле облегчает исправление дисбаланса в вашей осанке.
Для этого:
- Опуститесь на четвереньки, колени ниже бедер, а руки немного впереди плеч.
- Согните правое колено и поместите его за правое запястье, правая стопа развернута влево.
- Положите правую голень на пол с внешней стороны.
- Сдвиньте левую ногу назад, выпрямите колено и обопритесь бедром на пол.
- Убедитесь, что левая нога вытянута прямо назад (а не в сторону).
- Медленно опустите туловище на внутреннюю часть правого бедра, вытянув руки перед собой.
- Удерживайте это положение до 1 минуты.
- Медленно выйдите из положения, двигая руками назад к бедрам и поднимая туловище.
- Повторить с левой стороны.
Это упражнение снимает напряжение и боль в спине, повышая стабильность и подвижность.
Для этого:
- Встаньте на четвереньки, опустите бедра на пятки и обопритесь на голени.
- Положите левую руку за голову, вытянув локоть в сторону.
- Держите правую руку под плечом или сведите ее в центр и положите на предплечье.
- Выдохните, поворачивая левый локоть вверх к потолку и растягивая переднюю часть туловища.
- Сделайте один длинный вдох и выдох в этом положении.
- Отпустите обратно в исходное положение.
- Повторите это движение от 5 до 10 раз.
- Повторить на противоположной стороне.
Это упражнение помогает укрепить и активизировать ягодичные мышцы, а также облегчить боль в пояснице. Это также улучшает функционирование и выравнивание ваших бедер и таза, что приводит к лучшей осанке.
Для этого:
- Лягте на спину, согните колени и расставьте ступни на ширину бедер.

