Станок фрезерный схема: Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Содержание
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц — 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц — 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц — 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах — на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 — вводный выключатель;
- S2 (S4) — реверсивный переключатель шпинделя;
- S6 — переключатель режимов;
- S3 — выключатель охлаждения.


Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим — круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя — кнопкой S9, а электродвигателя подачи — конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» — S10, S11; «Стоп» — S7, S8. При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро», включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя — электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл». При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле — быстрый подвод — рабочая подача — быстрый отвод — происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение «Круглый стол». При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.
Cхема электрическая консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Электрическая схема консольно-фрезерных станков серии 6Р
1. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
2. Схема электрическая принципиальная фрезерных станков 6Р. Скачать в увеличенном масштабе
2. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
3. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
4. Cхема электрических соединений консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей
Диаграммы переключателей. Назначение путевых выключателей
Циклограмма работы станка. Диаграммы переключателей. Назначение путевых выключателей. Скачать в увеличенном масштабе
Назначение путевых выключателей. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Характеристики электродвигателей и нагревательных элементов консольно-фрезерных станков
Характеристики электродвигателей и нагревательных элементов фрезерных станков
Характеристики электродвигателей и нагревательных элементов станков. Скачать в увеличенном масштабе
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Читайте также: Технология ремонта фрезерных станков
Описание электрооборудования фрезерных станков. Видеоролик.
 youtube.com/embed/iG9TJO38XSM» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/iG9TJO38XSM» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> - Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки. Дополнительная информация
6В75 Станок фрезерный широкоуниверсальный.
 Паспорт, описание, схема
Паспорт, описание, схема
Сведения о производителе фрезерного широкоуниверсального станка 6В75
Станок модели 6В75 выпускался предприятием Ереванский завод фрезерных станков, основанный в 1957 году.
Станки, выпускаемые Ереванским заводом фрезерных станков, ЕрФрез
- 6А73П — станок фрезерный широкоуниверсальный повышенной точности 125 х 320
- 6В75 — станок фрезерный широкоуниверсальный 200 х 630
- 6Е75ПФ1 — станок фрезерный широкоуниверсальный повышенной точности с УЦИ 200 х 630
- 6712 — станок фрезерный широкоуниверсальный повышенной точности 125 х 320
6В75 станок фрезерный широкоуниверсальный инструментальный. Назначение и область применения
Фрезерный станок модели 6В75 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который при необходимости может быть повернут под углом.
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Станок 6В75 применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Принцип работы и особенности конструкции станка
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
Используя резцовую, быстроходную, долбежную головки и комплект вспомогательного инструмента, можно выполнять на станке расточные, сверлильные и долбежные работы. Подробное описание этих устройств приводится ниже.
К станку 6В75 прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Преимущества использования широкоуниверсального фрезерного станка 6В75:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Возможно фрезерование как небольших деталей, так и деталей длиной до 800мм, шириной 250мм и более
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом. Производительность электрического насоса 22 л/мин
- Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
 Производительность электрического насоса 22 л/мин
Производительность электрического насоса 22 л/минОсновные характеристики фрезерного широкоуниверсального станка 6В75
Производитель: Ереванский завод фрезерных станков.
- Размеры рабочей поверхности вертикального стола (основного) — 195 х 550 мм
- Размеры рабочей поверхности углового горизонтального стола — 200 х 630 мм
- Расстояние от оси горизонтального шпинделя до поверхности углового стола — 70..360 мм
- Расстояние от торца вертикального шпинделя до поверхности углового стола — 22..312 мм
- Наибольший продольный ход стола (X) — 250 мм
- Наибольший вертикальный ход стола (Z) — 290 мм
- Наибольший поперечный ход шпиндельной бабки (Y) — 150 мм
- Конец шпинделя — конус Морзе 4
- Пределы частот вращения горизонтального шпинделя — 95. .1650 об/мин
- Пределы частот вращения вертикального шпинделя — 110..1860 об/мин
- Электродвигатель привода шпинделя — 1,7 кВт; 1420 об/мин
- Вес станка — 855 кг
 .1650 об/мин
.1650 об/минГабаритные размеры рабочего пространства и присоединительные базы станка 6В75
Габаритные размеры рабочего пространства станка 6в75
Посадочные и присоединительные базы станка:
- габариты рабочего пространства при работе горизонтальным шпинделем
- габариты рабочего пространства при работе вертикальным шпинделем
- горизонтальный шпиндель
- вертикальный шпиндель
- основной вертикальный стол
- угловой горизонтальный (съемный)
- присоединительные размеры серьги
- габариты станка в плане
Общий вид широкоуниверсального фрезерного станка 6В75
Фото широкоуниверсального фрезерного станка 6в75
Расположение органов управления фрезерным станком 6В75
Расположение органов управления фрезерным станком 6в75
Расположение органов управления фрезерным станком 6В75. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 6В75
- Рукоятки для установки числа оборотов шпинделей
- Рукоятки для установки подач
- Рукоятка включения и переключения направления движения стола и суппорта
- Маховичок ручной подачи стола в горизонтальной плоскости
- Маховичок ручной подачи стола в вертикальной плоскости
- Маховичок ручной подачи бабки горизонтального шпинделя
- Маховичок ручного вращения шестерен коробки скоростей
- Квадрат для рукоятки подачи гильзы вертикального шпинделя
- Рукоятка зажима бабки
- Рукоятка зажима стола на горизонтальных направляющих суппорта
- Рукоятка зажима суппорта на вертикальных направляющих станины
- Кнопочная станция для пуска и останова станка
- Выключатель пакетный сети
- Выключатель пакетный насоса охлаждения
Расположение составных частей фрезерного станка 6В75
Расположение составных частей фрезерного станка 6в75
Перечень составных частей широкоуниверсального фрезерного станка 6В75
- Вертикальная головка
- Коробка скоростей
- Шпиндельная бабка
- Коробка подач
- Угловой горизонтальный стол
- Суппорт
- Станина
- Электрооборудование
- Основной вертикальный стол
Схема кинематическая универсального фрезерного станка 6В75
Кинематическая схема фрезерного станка 6в75
Схема кинематическая универсального фрезерного станка 6В75.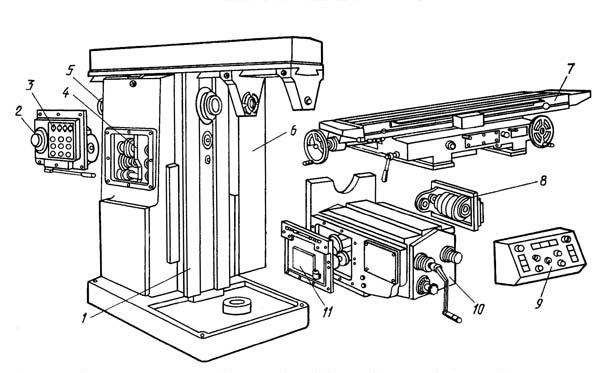 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I. 4—5—7—2—1—8—9—16 — 95 об/мин
- II. 3—6—7—2—1—8—9—16 — 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) — 300 об/мин
- IV. 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) — 470 об/мин
- V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) — 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) — 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) — 17,5 мм/мин
- II. 45—43—44—40—41—36—35—34—33—32—20—19(18) — 26,8 мм/мин
- III. 45—43—44—40—39—38—35—34—33—32—20—19(18) — 44,7 мм/мин
- IV. 45—43—42—37—35—34—33—32—20—19(18) — 69,7 мм/мин
- V. 45—43—42—41—36—35—34—33—32—20—19(18) — 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) — 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
(При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
Разрез универсального фрезерного станка 6В75
Разрез универсального фрезерного станка 6в75
Разрез универсального фрезерного станка 6В75. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Описание отдельных узлов и принадлежностей фрезерного станка 6В75
Станина
Станина станка состоит из двух основных частей: постамента 1 и станины 2.
Постамент станка пустотелый, одновременно служит резервуаром для охлаждающей жидкости.
Станина станка имеет коробчатое сечение. В верхней внутренней части станины смонтирована коробка скоростей 3, которая позволяет сообщать горизонтальному и вертикальному шпинделям по 6 различных чисел оборотов.
В нижней внутренней части помещена коробка подач 4, которая позволяет сообщать суппорту 5 и горизонтальным салазкам 6 также по 6 различных подач.
На валу 7 смонтировано предохранительное устройство шарикового типа, которое предохраняет цепь подач от перегрузки.
Регулировка поджатая пружины предохранительного устройства производится с помощью гайки 8.
В самом низу станины 2, в специальной нише, расположено электрооборудование станка.
На верхней части станины в горизонтальных направляющих перемещается бабка 9 горизонтального шпинделя 10.
По вертикальным направляющим станины перемещается суппорт 5.
На задней части станины внизу крепится кронштейн 11, на котором устанавливается электродвигатель привода станка.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения обрабатываемых изделий как вручную, так и механическим путем.
Ручная подача осуществляется непосредственно маховичками 12 и 13.
Механическая подача осуществляется от вала 7, получающего вращение от коробки подач.
Величина механической подачи устанавливается с помощью рукояток 2 (черт. 3), а управление суппортом и горизонтальными салазками производится рукояткой 3 (черт. 3).
Для автоматического отключения продольной механической подачи предусмотрены конечные упоры 15 (черт. 3) и передвижные упоры 16 (черт. 3), с помощью которых можно регулировать величину хода салазок.
Для автоматического отключения вертикальной подачи также предусмотрены конечные упоры 17 (черт. 3) и передвижные упоры 18 (черт. 3), с помощью которых можно регулировать величину хода суппорта.
3), с помощью которых можно регулировать величину хода суппорта.
Точное перемещение суппорта и салазок производится соответственно с помощью лимбов 19 и 20 (черт.З).
Для особо точных работ используются индикатор и мерительные плитки.
Для установки индикатора предусмотрен специальный зажим 21 (черт. 3).
Мерительные плитки устанавливаются на специальную полочку 22 (черт. 3), ограниченную упором 23 (черт. 3).
При появлении осевого люфта в маточной гайке 18 последний может компенсироваться, по мере надобности, специальной гайкой 19.
Горизонтальный шпиндель
В корпусе бабки 9 смонтирован на подшипниках качения горизонтальный шпиндель 10.
Передней опорой шпинделя служит двухрядный роликовый подшипник № 3182110 кл. «А» с регулируемым радиальным зазором.
Задней опорой шпинделя являются два радиальных шарикоподшипника № 207 кл. «В».
Осевые нагрузки воспринимаются двумя упорными подшипниками №8111 кл. «В».
Поперечная подача горизонтальной бабки осуществляется вручную маховичком 6 (черт. 3).
3).
В верхней части бабки имеются направляющие для хобота вертикального шпинделя.
Крепление бабки в направляющих станины производится рукояткой 9 (черт. 3).
Вертикальный шпиндель
Головка 14 вертикального шпинделя 15 является съемной частью станка. Она монтируется на специальном хоботе 17, фиксируемом в верхних направляющих горизонтальной бабки двумя сухарями, которые затягиваются болтами 25 (черт. 3).
Конструкция хобота позволяет осуществлять поворот головки вертикального шпинделя на угол 45° в обе стороны.
Шпиндель 15 смонтирован в гильзе 16, которая может перемещаться в корпусе головки. Перемещение гильзы со шпинделем осуществляется вручную посредством съемной рукоятки, которая одевается на квадрат 8 (черт. 3).
Шпиндель головки смонтирован на подшипниках качения. Передней опорой шпинделя служит роликовый двухрядный подшипник № 3182109 кл. «А», задней опорой—два радиальных шарикоподшипника № 7000106 кл. «П».
Осевые усилия воспринимаются двумя упорными шарикоподшипниками № 8107 кл. «В».
«В».
Вертикальное положение оси шпинделя фиксируется рукояткой 26 (черт. 3) посредством конусного фиксатора.
В связи с быстроходностью шестерен привода шпинделя вертикальной головки особое внимание необходимо уделить их смазке.
Смазку шестерен производить 1 раз в смену перед началом работы. Несвоевременная смазка шестерен может привести к преждевременному износу их зубьев.
Угловой универсальный стол
Угловой универсальный стол служит для обработки деталей, обрабатываемые поверхности которых расположены наклонно относительно их базовой плоскости.
Угловой универсальный стол состоит из плиты 1, на которую крепится угольник 2, на угольник крепится консоль 3, а на консоль—стол рабочий 4.
Конструкция стола позволяет производить:
- наклоны стола относительно вертикальной и горизонтальной осей станка
- поворот рабочего стола в горизонтальной или наклонно расположенной плоскостях
Установка стола в различных положениях, а также поворот его осуществляется вручную при ослабленных болтах 5, 6, 7.
Отсчет угла наклона стола относительно горизонтальной плоскости определяется что шкалам, нанесенным на основании стола и угольнике.
Круглый стол
Круглый стол применяется во всех (случаях, когда требуется выполнение работ, связанных с делением или обработкой поверхностей по определенным радиусам.
На основании 1 устанавливается стол 2, который крепится на основании с помощью червячной шестерни 3 и винтов 4.
Вращение стола производится (рукояткой 5, которая насажена на конец червяка 6.
Крепление стола на основании производится двумя рукоятками 7.
Отсчет угла поворота стола производится по шкале стола с помощью указателя 8.
Для более точного отсчета величины угла поворота стола имеется лимб 9, цена одного деления которого равна 1 минуте, и нониус на эксцентриковой втулке 10, цена одного деления которого равна 5 секундам.
Крепление эксцентриковой втулки в основании производится с помощью винта 11.
Для предохранения лимба от проворачивания служит винт 12.
Тиски параллельные
Для крепления мелких деталей на станке в качестве универсального (приспособления применяются параллельные тиски.
Они состоят из круга поворотного 1, на который устанавливается основание 2.
Зажим изделия производится между неподвижной губкой 3 и подвижной губкой 4 с помощью винта 5 и маточной гайки 6, укрепленной в основании губки.
Поворотный круг позволяет производить поворот основания на 360°.
Отсчет поворота основания производится по шкале, нанесенной на цилиндрической части поворотного круга.
При работах, не связанных с поворотом изделия, для придания тискам большей жесткости рекомендуется тиски устанавливать без поворотного круга. В этом случае крепление основания к станку производится с помощью двух болтов, которые вводятся в прорези 7.
Делительная головка
Делительная головка предназначена:
- для непосредственного деления посредством диска 1, закрепленного на шпинделе головки
- для косвенного деления при помощи комплекта делительных дисков 2, которые устанавливаются на валу червяка
- для деления по градусам, пользуясь шкалой 3 и нониусом с точностью отсчета 2 минуты
При непосредственном делении червяк 4 должен быть выведен из зацепления с шестерней 5. Вывод червяка из зацепления осуществляется поворотом эксцентриковой втулки за гайку 6.
Вывод червяка из зацепления осуществляется поворотом эксцентриковой втулки за гайку 6.
При косвенном делении червяк должен быть включен и закреплен рукояткой 7. Деление производится вращением рукоятки 8, а отсчет деления осуществляется по гнездам дисков фиксатором 9.
После каждого поворота шпинделя в процессе деления, он должен быть закреплен в корпусе головки рукояткой 10. Регулировка осевого зазора между червяком и втулкой осуществляется гайками 11. При этом необходимо предварительно снять рукоятку 8 и отвернуть гайку 6.
Осевой и радиальный зазоры шпинделя регулируются гайками 12.
К станку прикладывается делительная головка новой конструкции.
Элктрооборудование фрезерного станка 6В75
Электрическая схема фрезерного станка 6в75
Электрооборудование станка рассчитано для подключения к сети 3-фазного переменного тока напряжением 380 вольт, частотой 50 периодов в секунду.
Станок приводится в движение от электродвигателя типа А41-4; N=1,7 кВт; n=1420 об/мин; 220/380 Вольт.
Электросхемой предусмотрено:
- местное освещение напряжением 12 вольт через трансформатор типа ТПБ-50 380/12 В
- нулевая защита (от чрезмерного падения или исчезновения напряжения в питающей сети) — магнитным пускателем П6
- защита от токов короткого замыкания — плавкими предохранителями
Панель электрооборудования расположена в специальной нише в нижней части станины.
Описание электрической схемы фрезерного станка 6В75
Питание от сети подается на вводной пакетный выключатель «ВП1». При включении выключателя «ВП1» напряжение подается на контакты «К» магнитного пускателя и на трансформатор «ТР», при этом загорается сигнальная лампа «ЛС» — сеть включена.
Нажатием кнопки «Пуск» через контакты «К» магнитного пускателя включается в работу электродвигатель «1M». При этом катушка пускателя получает питание по цепи: «Лз2»—«К»—«6», «СТОП»— «5»—«ПУСК»—«Л12».
Когда кнопка «ПУСК» отпущена, катушка пускателя продолжает получать питание через свой блокконтакт, который шунтирует пусковую кнопку.
Включение электродвигателя «2М» возможно только после пуска электродвигателя «1М» с помощью пакетного выключателя «ВП2».
Останов станка осуществляется нажатием кнопки «СТОП».
Электродвигатели «1М» и «2М» защищены от токов короткого замыкания плавкими предохранителями «1П».
Питание на светильник местного освещения подается от трансформатора посредством включения выключателя «В».
Трансформатор защищен от токов короткого замыкания плавким предохранителем «2П».
Читайте также: Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
6В75 Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 6В75
| Наименование параметра | 6Е75ПФ1 | 675П | 6В75 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | П | П | Н |
| Размеры горизонтального (углового) стола, мм | 200 х 630 | 200 х 630 | 200 х 630 |
| Размеры вертикального стола, мм | 200 х 500 | 200 х 500 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 200 | ||
| Наибольшие размеры обрабатываемой с одной установки детали (длина х ширина х высота), кг | 300 х 230 х 280 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 90. .390 .390 | 80..380 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..290 | 0..300 | 22..312 |
| Наибольший вылет оси вертикального шпинделя, мм | 130..330 | ||
| Наибольший продольный ход стола (X), мм | 320 | 320 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 290 | 300 | 290 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 200 | 200 | 150 |
| Цена деления лимбов, мм | 0,05 | 0,025 | |
| Горизонтальный и вертикальный шпиндели станка | |||
| Частота вращения горизонтального шпинделя, об/мин | 40..2000 | 50..1600 | 95..1650 |
| Частота вращения вертикального шпинделя, об/мин | 40. .2000 .2000 | 63..2000 | 110..1860 |
| Количество скоростей шпинделей | 18 | 16 | 6 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 214 | ||
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 155 | ||
| Наибольшее осевое перемещение вертикального шпинделя, мм | 60 | 60 | |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90° | ±90° | ±45° |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 | Морзе 4 |
| Стол | |||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 10..1000 | 12,5..400 | 17,5..178 |
| Ускоренный ход стола, мм/мин | 1800 | 935 | нет |
| Количество подач стола | Б/с | 16 | 6 |
| Наибольшее усилие подач стола, Н | 4000 | 5000 | |
| Шпиндельная бабка | |||
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 10. .1000 .1000 | 12,5..400 | нет |
| Количество подач шпиндельной бабки | Б/с | 16 | — |
| Наибольшее усилие подач шпиндельной бабки, Н | 4000 | 5000 | |
| Ускоренный ход шпиндельной бабки, мм/мин | 1800 | ||
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 4 | 2 | |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 | 1,7 |
| Электродвигатель привода подач, кВт | 1,1 | нет | |
| Электродвигатель насоса гидравлики, кВт | 0,06 | нет | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 2,78 | 1,62 | 1,82 |
| Габарит и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1350 х 1400 х 1750 | 1110 х 1170 х 1650 | 1150 х 1100 х 1600 |
| Масса станка, кг | 810 | 1100 | 855 |
- Руководство по эксплуатации и обслуживанию универсально-фрезерных станков 6В75 и 6В75П, 1966
- Аврутин С. В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В. Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 Г. Наладка фрезерных станков,1975
Г. Наладка фрезерных станков,1975Связанные ссылки. Дополнительная информация
Заводской план этажа | Машины и оборудование — Библиотека векторных трафаретов | Элементы дизайна — Машины и оборудование
На примере «План этажа с планировкой завода» показано производство машин и оборудования на складе завода.
«Фабрика (ранее мануфактура) или производственное предприятие — это промышленная площадка, обычно состоящая из зданий и машин или, чаще, комплекс, состоящий из нескольких зданий, где рабочие производят товары или управляют машинами, перерабатывающими один продукт в другой.
Большинство современных заводов имеют большие склады или похожие на склады помещения, в которых установлено тяжелое оборудование, используемое для конвейерного производства. Крупные фабрики, как правило, располагаются рядом с несколькими видами транспорта, некоторые из которых имеют железнодорожные, автомобильные и водные погрузочно-разгрузочные сооружения». [Фабрика. Википедия]
Пример «Поэтажный план завода» был создан с использованием программного обеспечения ConceptDraw PRO для построения диаграмм и векторной графики, дополненного решением Plant Layout Plans из области Building Plans в ConceptDraw Solution Park.
Компоновка промышленного оборудования
Используемые решения
Строительные планы
>
Планы этажей
Библиотека векторных трафаретов «Машины и оборудование» содержит 24 формы промышленных машин и оборудования.
Используйте его для рисования планов этажей завода и планировок производственных складов в программном обеспечении ConceptDraw PRO для построения диаграмм и векторной графики, дополненном решением Plant Layout Plans из области Building Plans в ConceptDraw Solution Park.
www.conceptdraw.com/solution-park/ building-plant-layout-plans
Токарный станок с числовым программным управлением
Токарно-винторезный станок
Горизонтальный ленточнопильный станок
Вертикальный ленточнопильный станок
Пильный станок
Вертикальный фрезерный станок
26 фрезерный станок
Горизонтально-фрезерный станок
Плоскошлифовальный станок
Фальцовочный станок
Фальцевальный станок
Стригальный станок
Ручной роликовый пресс
Drill Press
буровой машины
вольфрамовый инертный газовый газовый
Строительные планы
>
Планы расположения завода
Библиотека векторных трафаретов «Машины и оборудование» содержит 24 обозначения промышленных машин и оборудования.
Используйте библиотеку элементов дизайна «Машины и оборудование» для черчения планов внутреннего оформления завода, компоновки производственного оборудования и планов этажей завода с помощью программного обеспечения для построения диаграмм и векторного рисования ConceptDraw PRO.
«Производство — это производство товаров для использования или продажи с использованием труда и машин, инструментов, химической и биологической обработки или рецептуры. Этот термин может относиться к ряду видов человеческой деятельности, от ремесла до высоких технологий, но чаще всего промышленное производство, при котором сырье превращается в готовую продукцию в больших масштабах.
Современное производство включает в себя все промежуточные процессы, необходимые для производства и интеграции компонентов продукта. В некоторых отраслях, таких как производители полупроводников и стали, вместо этого используется термин «производство».
Производственный сектор тесно связан с проектированием и промышленным дизайном.» [Производство. Википедия]
Библиотека форм «Машины и оборудование» включена в решение «Планы компоновки завода» из области «Планы зданий» в ConceptDraw Solution Park.
Символы машин и оборудования
Используемые решения
Строительные планы
>
План расположения завода
ConceptDraw PRO идеально подходит для дизайнеров и разработчиков программного обеспечения, которым необходимо рисовать стоечные диаграммы.
Схемы стоек отображают монтаж в стойку компьютерного и сетевого оборудования в виде чертежа стойки с установленным оборудованием спереди. Они используются для выбора оборудования или стоек для покупки и помогают организовать оборудование на стойках виртуально, без реальной установки.
Служба поддержки
Процесс строительства завода начинается со стадии компоновки завода — этапа проектирования, используемого для проектирования, анализа и, наконец, выбора подходящих конфигураций для производственного предприятия. Вопросы компоновки завода являются ключевыми для любого предприятия и возникают во всех типах производственного процесса. Достаточность компоновки влияет на эффективность последующих операций.
Это важный фон для эффективного производства, а также много вопросов. После того, как место завода определено, следующей важной задачей, стоящей перед руководством завода, является планирование соответствующей планировки предприятия.
После того, как место завода определено, следующей важной задачей, стоящей перед руководством завода, является планирование соответствующей планировки предприятия.
Схема завода используется для создания наиболее эффективного физического расположения машин и оборудования, при этом завод строится таким образом, чтобы обеспечить самый быстрый и дешевый путь от сырья до отгрузки готовой продукции.
Составление плана, показывающего расположение промышленного оборудования, включает в себя множество различных элементов, которыми можно управлять с помощью Con
Система координат фрезерного станка с ЧПУ Made Easy
Этот пост также доступен в:
Français (французский) Italiano (итальянский) Deutsch (немецкий) 日本語 (японский)
Вы будете использовать основы системы координат фрезерного станка с ЧПУ везде, а не только для одного конкретного станка с ЧПУ. Даже новейшие станки с ЧПУ в своей основе одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевая фреза, иногда экструдер, иногда лазерный луч) перемещается вокруг этого пространства. Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Почему координаты важны для фрезерной обработки с ЧПУ?
Аддитивные станки строят деталь снизу вверх. Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Все становится сложнее, когда добавляются различные фрезерные инструменты. Каждый бит имеет разную длину, которая изменяет расстояние между точкой привязки шпинделя и заготовкой. Исходная точка, которую вы только что установили для концевой фрезы длиной 1 дюйм, не будет работать для сверла длиной 3 дюйма.
Вы можете думать о системе координат как о том, как станки с ЧПУ понимают трехмерное пространство. Без системы координат ваше ЧПУ абсолютно не могло бы знать:
Без системы координат ваше ЧПУ абсолютно не могло бы знать:
- Где ваш блок материала
- Насколько далеко ваш инструмент от вашей части
- Какие движения использовать для обработки детали
На первый взгляд система координат может показаться сложной, но ее можно разбить на простые компоненты. Давайте сначала начнем с основ декартовой системы координат.
Декартовы основы
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении по определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомый числовой ряд. Одна точка на линии обозначается как Origin . Любые числа слева от начала отрицательны, а числа справа — положительны.
Объедините оси X, Y и Z в 90 градусов, и вы создаете трехмерное пространство для перемещения вашего станка с ЧПУ. Каждая ось встречается в Origin .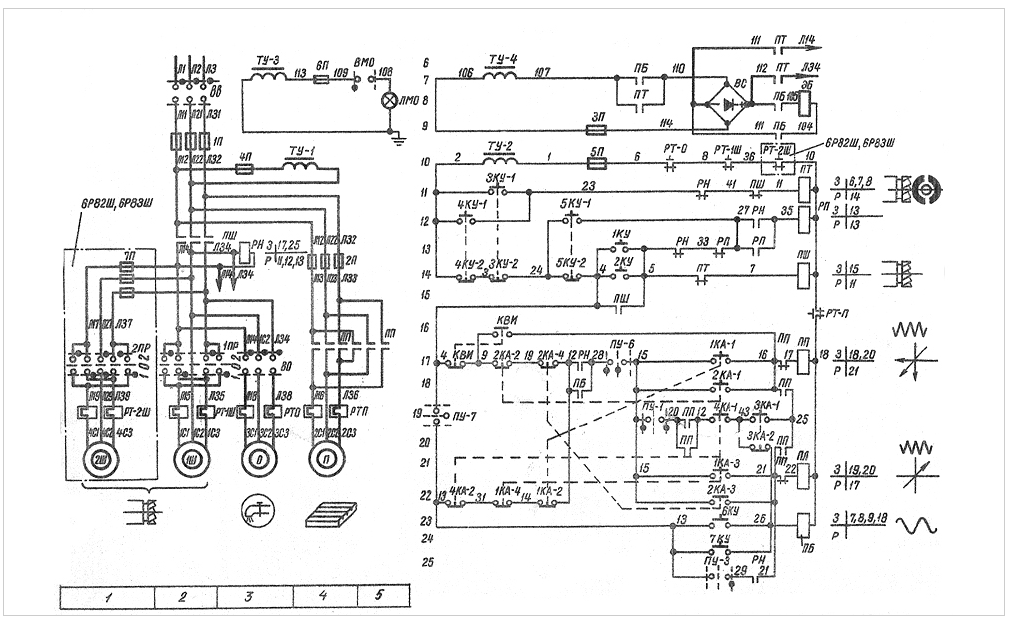
Когда две оси соединяются, они образуют плоскость. Например, когда оси X и Y встречаются, вы получаете плоскость XY, где большая часть работы выполняется с 2,5D-деталями. Эти плоскости разделены на четыре квадранта, пронумерованных 1-4, со своими положительными и отрицательными значениями.
Простой способ понять декартову систему координат по отношению к вашему станку с ЧПУ — это использовать Правило правой руки . Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
- Средний палец — это ось Z.
- Указательный палец — это ось Y.
- Большой палец — это ось X.
Как станок с ЧПУ использует координаты
Используя декартову систему координат, мы управляем станками с ЧПУ по каждой оси, чтобы преобразовать блок материала в готовую деталь. Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
- Ось X позволяет движение «влево» и «вправо»
- Ось Y позволяет движение «вперед» и «назад»
- Ось Z позволяет движение «вверх» и «вниз»
Сложите все это вместе, и вы получите станок с ЧПУ, который может резать заготовки с разных сторон в плоскости XY и на разную глубину по оси Z. Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Движение вашего ЧПУ по системе координат всегда основано на том, как движется ваш инструмент, а не на столе. Например, увеличение значения координаты X перемещает стол влево, но с точки зрения инструмента он движется вдоль заготовки вправо.
При увеличении координаты оси Z шпиндель перемещается вверх, при уменьшении — вниз, в заготовку. Вы режете кусок, который соответствует отрицательной координате оси Z.
Если прочитав это, вы запутались еще больше, чем раньше, не беспокойтесь. Понимание разницы между движением вашего инструмента и стола легче показать, чем объяснить словами. Посмотрите видео ниже от Роберта Коуэна, чтобы увидеть это в действии:
Происхождение вашего станка с ЧПУ
Каждый станок с ЧПУ имеет собственную внутреннюю исходную точку, называемую Дом машины . Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда происходит этот процесс, все три оси вашего ЧПУ перемещаются к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется на контроллер, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, станок находится в исходном положении.
Когда это происходит для всех трех осей, станок находится в исходном положении.
Внутренний процесс может варьироваться от машины к машине. Для некоторых станков имеется физический концевой выключатель, который сигнализирует контроллеру о том, что станок достиг предела оси. На некоторых машинах есть целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер станка посылает сигнал через печатную плату на серводвигатель, который подключается к каждой оси станка. Серводвигатель вращает шариковый винт, прикрепленный к столу вашего станка с ЧПУ, заставляя его двигаться.
Движение стола вперед и назад мгновенно сообщает об изменении координат с точностью до 0,0002 дюйма.
Как машинисты используют координаты ЧПУ
До сих пор мы говорили о том, как станок с ЧПУ использует свою внутреннюю систему координат. Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, предназначенную для манипулирования человеком, которая называется рабочей системой координат или WCS . WCS определяет конкретную исходную точку на блоке материала, обычно в программном обеспечении CAM, таком как Fusion 360.
Вы можете определить любую точку на блоке материала как исходную точку для WCS. Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Выбор исходной точки для вашего WCS требует тщательного планирования. Помните об этих моментах при прохождении процесса:
- Исходную точку необходимо будет найти механическими средствами с помощью краевого искателя или зонда
- Повторяющиеся исходные точки помогают сэкономить время при замене деталей
- Происхождение должно учитывать требуемые допуски последующих операций
Можно было бы создать еще один полноценный блог о выборе наиболее оптимальной исходной точки, особенно для каждой последующей настройки, когда набор допусков начинает расти. Убедитесь, что вы помните о допусках ранее обработанных элементов, вашего механизма позиционирования и вашего станка, чтобы убедиться, что ваша окончательная деталь соответствует спецификации.
Убедитесь, что вы помните о допусках ранее обработанных элементов, вашего механизма позиционирования и вашего станка, чтобы убедиться, что ваша окончательная деталь соответствует спецификации.
Взаимодействие ЧПУ и системы координат человека
Как мы упоминали выше, люди-операторы будут использовать WCS, которая предоставляет простой набор координат для написания программы ЧПУ. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.
Станок с ЧПУ будет использовать рабочее смещение, чтобы определить разницу в расстоянии между вашей WCS и его собственной исходной позицией. Эти смещения хранятся в контроллере станка, и обычно к ним можно получить доступ в таблице смещений.
Здесь мы видим, что запрограммировано несколько смещений; G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали можно назначить собственное смещение. Это позволяет станку с ЧПУ точно связывать свою систему координат с несколькими деталями в разных местах и одновременно выполнять несколько настроек.
Это позволяет станку с ЧПУ точно связывать свою систему координат с несколькими деталями в разных местах и одновременно выполнять несколько настроек.
Смещения инструмента
Довольно часто для одной и той же работы используется несколько инструментов, но вам нужен способ учета различной длины инструментов. Программирование смещения инструмента на вашем станке с ЧПУ упрощает эту работу. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:
- Бег . Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
- Прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на столе станка.
- Зондирование. Используйте щуп для автоматического определения смещения инструмента. Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.
 Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.
Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.Изображение предоставлено компанией «Практический машинист».
Собираем все вместе
Теперь, когда у нас есть все основы координат, давайте пройдемся по набору примеров заданий. Мы используем деталь, которая уже была обработана вручную, чтобы определить внешнюю форму. Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Работа 1
Сначала нам нужно защитить и установить наши оси и исходную точку:
- Деталь зажимается в тисках, крепится болтами к столу станка и выравнивается по осям станка.
- Это удерживает ось X WCS на одном уровне с осью X станка.
- Левая часть лица упирается в тиски. Это устанавливает повторяющееся начало оси X.
- Так как одна из губок тисков фиксирована, мы можем использовать эту губку для определения повторяемого начала координат по оси Y, находя это местоположение с помощью краевого искателя или щупа.

С нашей системой WCS наша машина теперь понимает положение заготовки относительно своих собственных внутренних координат. Процесс обработки начинается с обработки кармана и сверления отверстий на первой стороне детали.
Задание 2
Теперь деталь нужно перевернуть, чтобы обработать другую сторону. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Одна важная переменная, о которой следует помнить, это усилие зажима ваших тисков. Если вы еще не видели его в своем магазине, слесари обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного давления зажима при перемещении или вращении деталей. Изменения давления зажима могут привести к изменению положения детали или другим неисправностям, таким как деформация или искривление детали, в зависимости от геометрии детали. Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать Задание 2.
Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать Задание 2.
Работа 3
Теперь нам нужно просверлить несколько отверстий, для чего нужно поставить деталь на торец. Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.
Для этого необходимо использовать новое смещение, которое сместит исходную точку в верхний угол детали. Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.
Мы по-прежнему можем использовать две исходные опорные плоскости для выполнения задания 3.
Это простой пример; деталь квадратная, начало координат XY повторялось для всех трех установок, и даже начало координат Z менялось только один раз. Но мыслительный процесс, связанный с выравниванием, воспроизводимостью и точностью предыдущих функций, важен, и вы обнаружите, что повторяете эти основные шаги снова и снова.